 Zum Inhalt springen
Zum Inhalt springen 

Strukturelles Design von Kunststoff-Spritzgussteilen: | ZetarMold Spritzgießen design is designed for manufacturability. So, you have to think about every step of the process.
Selbst wenn Ihr Teil in der Form richtig geformt ist, kann es zu Problemen kommen, wenn Sie versuchen, es aus der Form zu nehmen. Dies kann zu Defekten an Ihrem Teil führen, die Sie nicht wollen. Mit Entformungswinkeln können Sie viele dieser Probleme vermeiden. In diesem Artikel geben wir Ihnen eine vollständige Anleitung zur Konstruktion von Entformungsschrägen für die strukturelle Gestaltung von Kunststoffteilen.
Was bedeutet der Begriff "Tiefgangswinkel"?
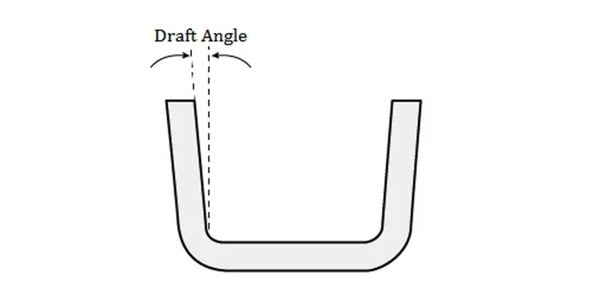
Der Entformungswinkel ist, wie der Name schon sagt, der für die Form vorgesehene Winkel. Genauer gesagt handelt es sich um den Entformungswinkel der Formoberfläche parallel zur Ausstoßrichtung der Form, der auch als Entformungswinkel bezeichnet wird.
Wer entwirft den Entwurfswinkel?
Da sich der Entformungswinkel letztlich auf die Form auswirkt, wird es unter den Konstrukteuren des Entformungswinkels zu einem Streit kommen, ob der Entformungswinkel vom Statiker oder vom Formenbauer konstruiert werden sollte. Derzeit gibt es dafür zwei gängige Praktiken: Der Konstrukteur muss die Entformung aller Oberflächen während der Konstruktionsphase des Teils perfektionieren (mit Ausnahme einzelner Strukturen, die nicht bestimmt werden können und vom Werkzeugkonstrukteur bewertet werden müssen).
Der Konstrukteur ist nur für den Entwurf der Oberfläche des Erscheinungsbildes und der Hauptmontagefläche verantwortlich, andere unbedeutende Oberflächen werden dem Formenbauingenieur überlassen, der sie auf der Grundlage seiner Erfahrung entwirft.

Arten von Tiefgangswinkeln
Der Entformungswinkel wird in den vorderen und den hinteren Entformungswinkel unterteilt. Sie werden hauptsächlich durch die Trennfläche unterschieden. Die Trennfläche unterteilt den Formkern in die vordere und die hintere Form.
Der Entformungswinkel, der auf der Oberfläche parallel zur Ausstoßrichtung der vorderen Form gestaltet werden muss, wird als Entformungswinkel der vorderen Formoberfläche bezeichnet, und umgekehrt wird er als Entformungswinkel der hinteren Formoberfläche bezeichnet. Wenn die Form über einen seitlichen Kernzug verfügt (schräge Oberseite und Schieber), wird der Entformungswinkel der schrägen Oberseite und der Entformungswinkel der Schieberoberfläche genannt, und die Entformungsrichtung richtet sich nach der Richtung der Schieberbewegung.
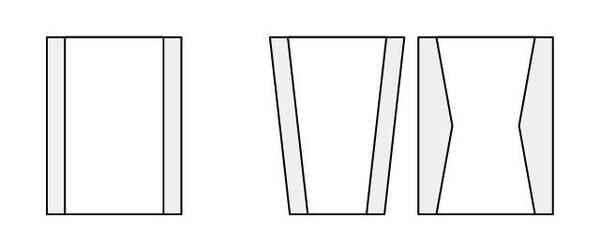
Die Verzugsrichtung richtet sich in der Regel nach der Trennebene für den Verzug, wobei darauf zu achten ist, dass das größere Ende nach dem Verzug nahe an der Trennebene liegt, da es sonst nicht reibungslos entformt werden kann.
Warum müssen wir einen Entwurfswinkel entwerfen?
Der Entformungswinkel ist ein Konstruktionsmerkmal. Wenn er für die Modellierung nicht erforderlich ist, muss die Produktstruktur theoretisch keinen Entformungswinkel aufweisen. Aufgrund der Einschränkungen des Formgebungsverfahrens, z. B. beim Spritzgießen, muss das Kunststoffprodukt jedoch nach dem Formen und Abkühlen aus der Form genommen werden. Wenn der Entformungswinkel nicht konstruiert ist, lässt sich das Kunststoffteil nur schwer aus der Form entnehmen.
Erinnern Sie sich daran, dass es schwierig ist, die gestapelten Kunststoffhocker zu trennen. Das ist bereits ein Hocker mit einer bestimmten Neigung, ganz zu schweigen davon, dass die Kunststoffteile ohne Entformungsschräge aus der Form genommen werden müssen.

Warum ist es schwierig, die Kunststoffteile ohne Entformungsschräge aus der Form zu nehmen?
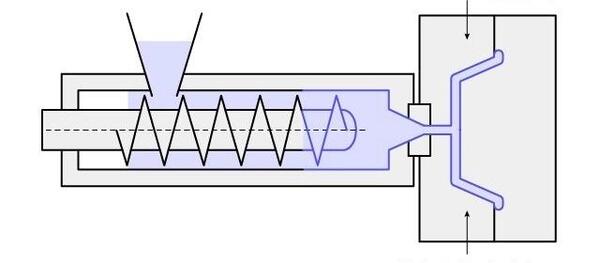
Beim Spritzgießen fließt der geschmolzene Kunststoff in die geschlossene Form und füllt den zwischen der Vorder- und der Hinterform gebildeten Hohlraum. Da Thermoplaste beim Abkühlen schrumpfen, neigt der Kunststoff dazu, in Richtung des Formkerns zu schrumpfen. Die geschrumpften Kunststoffteile werden fest am Formkern adsorbiert. Darüber hinaus können einige Kunststoffe von der Wand des Formhohlraums abgezogen werden (mikroskopische Ebene), aber die meisten von ihnen sind immer noch in Kontakt mit der Wand des Formhohlraums.
Wenn sich die Form öffnet, erfährt das Kunststoffteil einen Reibungswiderstand (Haftreibung) in der entgegengesetzten Richtung des Kunststoffteils, das die Form verlässt, unabhängig davon, ob die Außenfläche des Kunststoffteils die Hohlraumwand oder die Innenfläche des Kunststoffteils den Kern berührt. Aus der Reibungsformel f=μ×Fn ist ersichtlich, dass die Größe der Reibungskraft mit der Rauheit (μ) und der Schrumpfspannung (Fn) der Kontaktfläche zusammenhängt; die Schrumpfspannung (Fn) hängt mit dem Entformungswinkel zusammen.

Nach der Auslegung des Entlastungswinkels, f=μ×Fn×cosα, nimmt die Reibungskraft f in Auswurfrichtung mit zunehmendem Entlastungswinkel α ab. Im Allgemeinen ist der Entlastungswinkel nicht sehr groß. Offensichtlich ist der Entlastungswinkel begrenzt, um die Haftreibung zu verringern.
Die Hauptfunktion des Entformungswinkels besteht darin, dass das Kunststoffteil nach der Trennung von der Form nicht mehr mit der Form in Berührung kommt und die Reibung beseitigt wird; ohne die Gestaltung des Entformungswinkels würde das Kunststoffteil nach der Trennung von der Form in Gleitreibung übergehen.

Gleichzeitig kann sich bei einer hochglänzenden Oberfläche im vorderen Formhohlraum ein Vakuum bilden, und der Vakuumsog erschwert die vollständige Trennung des Kunststoffteils von der vorderen Form. Das schlimmste Ergebnis ist, dass die vordere Form stecken bleibt und die Struktur der hinteren Form des Kunststoffteils gezogen und verformt wird.
Vorteile von Draft Angle
Manchmal kann der Entformungswinkel einen Interessenkonflikt verursachen. Hersteller von Spritzgießwerkzeugen konzentrieren sich auf das Gießen und wünschen sich einen größeren Entformungswinkel; für Hersteller von Formwerkzeugen ist es schwierig, die Winkel an allen Kavitäten- und Kernoberflächen zu bearbeiten.
Ursprünglich erfordern einfache Merkmale nur einfache Verarbeitungsgeräte und geringere Verarbeitungskosten, aber nach der Entformung sind CNC- oder sogar EDM-Verfahren erforderlich; für Produktdesigner kann der Entformungswinkel das Teiledesign erschweren, und die Erscheinungsform ändert sich ebenfalls aufgrund des Entformungswinkels.
Aber egal, auf welcher Seite Sie stehen, es ist wichtig, dass Ihre Gussteile den Qualitätsstandards entsprechen, die Sie benötigen. Das ist entscheidend. Wenn Sie keinen Entformungswinkel haben, erhöht sich die Wahrscheinlichkeit, dass Sie Probleme beim Spritzgießen bekommen. Dadurch könnten sich Ihre Produktionskosten und Ihre Vorlaufzeit unnötig erhöhen. Neben der bequemen Entnahme von Teilen aus der Form gibt es noch einige weitere Vorteile eines Entformungswinkels.
Vermeidung von Schäden an der Teileoberfläche durch Reibung während des Auswerfens; Sicherstellung der Gleichmäßigkeit und Integrität anderer Oberflächenstrukturen und -beschaffenheiten; Minimierung der Verformung von Teilen durch ungleichmäßiges Auswerfen; Verringerung des Verschleißes von Formteilen und der Gefahr einer Beschädigung der Form; Verkürzung der Gesamtabkühlzeit durch Beseitigung oder Verringerung der Notwendigkeit komplexer Auswerfeinstellungen; direkte und indirekte Reduzierung der Gesamtproduktionskosten.
Grundsätze für die Gestaltung von Tiefgangswinkeln
Anforderungen für den Auswurf sicherstellen
Sobald die Form geöffnet ist, muss das Kunststoffteil an der Seite der hinteren Form verbleiben, um das Auswerfen des Kunststoffteils aus der Form zu erleichtern. Dies muss in zwei Schritten erfolgen: Zunächst wird die Außenfläche des Kunststoffteils von der vorderen Formhohlraumwand getrennt. In diesem Schritt hat die Form in der Regel keine weiteren Trennhilfen, so dass die Reibung zwischen der Außenfläche des Kunststoffteils und der Kavitätenwand so gering wie möglich ist.
Dann wird die innere Oberfläche des Kunststoffteils von der Kernwand der hinteren Form getrennt. Bei diesem Schritt wird das Werkzeug in der Regel mit einem Auswerferstift, einem schrägen Auswerfer oder einer Druckplatte ausgestattet, um die Trennung zu unterstützen. Die Reibung zwischen der Innenfläche des Kunststoffteils und dem Kern sollte bis zu einem gewissen Grad größer sein als die Reibung zwischen der Außenfläche des Kunststoffteils und der Hohlraumwand, damit das Kunststoffteil beim Öffnen der Form auf der Rückseite der Form bleibt.

Da der Kunststoff die Tendenz hat, zum Formkern hin zu schrumpfen (d. h. die Schrumpfspannung ist groß), ist bei konstanter Rauheit und konstantem Entformungswinkel die Reibung zwischen der Innenfläche des Kunststoffteils und dem Kern größer als die Reibung zwischen der Außenfläche des Kunststoffteils und der Kavitätenwand, wie wir oben sehen.
Gleichzeitig befindet sich der Auswerfmechanismus des Werkzeugs normalerweise auf der Rückseite des Werkzeugs. Daher wird im Allgemeinen der Kern in der hinteren Form und die Kavität in der vorderen Form konstruiert, d. h. die komplexe Seite des Kunststoffteils wird in der hinteren Form konstruiert, und die relativ einfache Seite (Erscheinungsfläche) wird in der vorderen Form konstruiert.
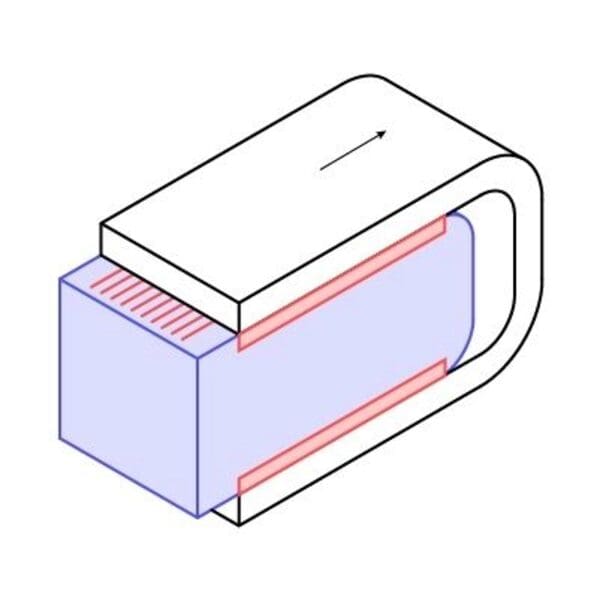
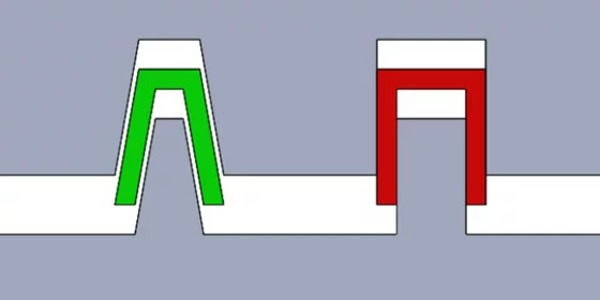
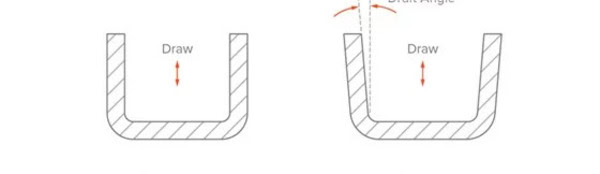
Aber es gibt Ausnahmen. Manchmal ist zum Beispiel die Innenseite eines Teils die Außenseite, und man kann keine Auswerfermarken haben. In diesem Fall legt man den Kern in die vordere Form und die Kavität in die hintere Form. Damit die vordere Form nicht kleben bleibt, braucht man eine Auswerferhilfe an der vorderen Form, etwa so.

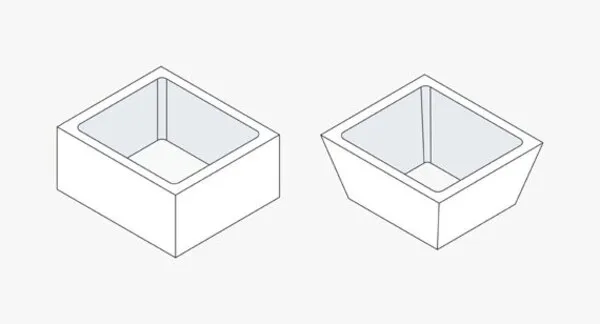
Einige Teile sehen von oben bis unten gleich aus und haben keine offensichtliche Oberfläche, wie z. B. das Teil in der Abbildung unten. Es ist unmöglich, die vordere und hintere Form der Teile schnell zu bestimmen. Bei solchen Teilen können die vordere und hintere Form an beliebiger Stelle platziert werden, wenn es keine Anforderungen gibt. Um zu verhindern, dass die vordere Form anhaftet.

Wenn bei der Konstruktion der Form der Entformungswinkel der hinteren Form so klein wie möglich und der Entformungswinkel der vorderen Form so groß wie möglich ist (innerhalb des Toleranzbereichs der Produktgröße), kann das Teil nach dem Öffnen der Form in der beweglichen Form verbleiben, so dass der Auswerferhilfsmechanismus in der vorderen Form vermieden werden kann.
Bei der nachstehenden Struktur mit Anpassungsraum wird die Position des Kernklebers von der Hälfte der ursprünglichen vorderen und hinteren Form auf 1/3 der vorderen Form und 2/3 der hinteren Form geändert, wodurch das Risiko des Festklebens an der vorderen Form verringert werden kann.

Entwurf des Entlastungswinkels
Es gibt keine einheitliche Norm für den Bereich des Entformungswinkels, und die theoretische Berechnung ist sehr schwierig, da das mathematische Modell der Reibung schwer zu erstellen ist und unterschiedliche Spritzgießparameter das Endergebnis ebenfalls beeinflussen. Einige Referenzwerte können durch Simulationsberechnungen ermittelt werden, aber das ist zeit- und arbeitsintensiv.
In der Regel haben die Werkzeughersteller nicht die Kraft und die Zeit, dies zu tun. Es ist eher eine Frage der Erfahrung. Als Konstrukteur müssen Sie dieses Wissen verstehen, damit Sie den Entformungswinkel für bestimmte Schlüsselstrukturen in der Konstruktionsphase berücksichtigen können, die Anzahl der nachträglichen Änderungen durch die Formenbauer reduzieren und unnötigen Ärger vermeiden können.
Determinanten des Entlastungswinkels
Eigenschaften der Formmasse
Harte Kunststoffe haben einen größeren Entformungswinkel als weiche Kunststoffe, und weiche Kunststoffe können sogar Hinterschneidungen aufweisen.
Schrumpfungsrate
Da der Kunststoff mit einer großen Schrumpfungsrate eine größere Klemmkraft auf den Kern ausübt, sollte der Kunststoff mit einer großen Schrumpfungsrate einen größeren Entformungswinkel haben als der Kunststoff mit einer kleinen Schrumpfungsrate.
Reibungskoeffizient
Bei einigen Materialien mit geringem Reibungskoeffizienten, wie PA und POM, kann der Entformungswinkel kleiner sein als bei anderen Kunststoffen. Je größer der Reibungskoeffizient der Produktoberfläche ist, desto größer ist der Entformungswinkel. So erfordert beispielsweise die sonnenstrukturierte Oberfläche einen großen Verformungswinkel.
Wanddicke
Mit zunehmender Wanddicke ist die Kraft, mit der der Kunststoff den Kern umhüllt, größer, und der Entformungswinkel sollte ebenfalls größer sein.
Geometrische Form
Für Kunststoffteile mit komplexeren Formen oder mehr Formlöchern ist ein größerer Entformungswinkel erforderlich, andernfalls müssen mehr Auswerfer angeordnet werden, und die Anordnung der Auswerfer muss symmetrisch und gleichmäßig sein, um zu verhindern, dass eine ungleichmäßige Ausstoßkraft zu einer Verformung des Teils führt.
Transparente Teile
Der Entformungswinkel von Teilen mit optischen Anforderungen sollte groß sein.
Spezifischer Bereich des Tiefgangswinkels
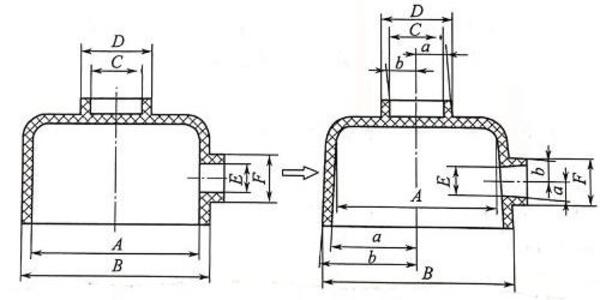
Die geometrische Beziehung zwischen dem Entlastungswinkel und der Höhe der Entlastungsfläche ist wie folgt: tanθ=X/H;
wobei θ der Entlastungswinkel, H die Höhe der Entlastungsfläche und X die reduzierte Wanddicke (oder Kippabweichung) ist.
Theoretisch gilt: Je größer der Entformungswinkel, desto einfacher ist die Entformung, insbesondere bei Entformungsflächen mit größerer Höhe (Tiefe) und größerer Fläche. Dies liegt daran, dass die Klemmkraft dieser Fläche auf den Kern oder die Kavität größer ist und eine größere Neigung ausgelegt werden muss, um die Entformung zu erleichtern, wenn die Ausstoßkraft der Spritzgießmaschine unverändert bleibt.

Nach der obigen geometrischen Beziehung gilt jedoch: Je größer θ ist, desto größer ist X, wenn H konstant ist.
Je größer X ist, desto mehr ändert sich die Oberfläche des Erscheinungsbildes, bis hin zur Abweichung von der beabsichtigten ID, und die Abweichung der Erscheinungsgröße wird groß sein. Wenn die ID dies zulässt, ist es daher besser, den Entwurf der Erscheinungsfläche zu vergrößern. Wenn die ID dies nicht zulässt,
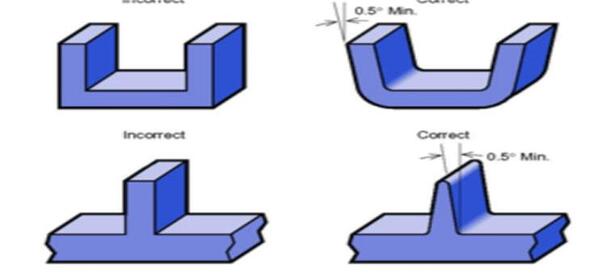
Bei hochglänzenden Oberflächen sollte der Entformungswinkel ≥1° sein, um die Gefahr von Kratzern zu vermeiden, versuchen Sie den größtmöglichen Wert zu wählen;

Bei einer strukturierten Oberfläche sollte der Entformungswinkel mindestens 3° betragen (je nach Art und Tiefe der Textur benötigen Sie in der Regel 1 bis 1,5° Entformungswinkel pro 0,001 mm Tiefe, aber Sie sollten sich an den Entformungswinkeldaten orientieren, die von der Texturfirma angegeben werden).
Je größer das X ist, desto kleiner ist die obere Breite C des Knochens, und desto schwieriger ist das Spritzgießen. Daher sollte der Knochen so kurz wie möglich sein, und der Entformungswinkel kann größer sein. Wenn es sich nicht vermeiden lässt, sollte man zumindest darauf achten, dass der Wert von X im Allgemeinen ≥0,2 und die obere Breite C nicht kleiner als 0,6 ist;

Bei der Schraubensäule ist das innere Loch der Schraubensäule eine Art Strukturmerkmal mit Anforderungen an die Maßgenauigkeit. Bei dieser Art von Strukturmerkmal ist der Entformungswinkel sehr klein oder sogar ganz ohne Entformungswinkel, um den Toleranzbereich zu gewährleisten. Die Formstruktur erfordert hier eine sehr geringe Rauheit oder sogar Polieren, und der Auswerferstift muss in der Nähe vernünftig gestaltet sein.
Wenn Sie einen Hülsenauswerfer haben, müssen Sie das Schraubenloch nicht vorzeichnen. Wenn Sie einen normalen Auswerfer haben, müssen Sie das Schraubenloch vorzeichnen. Die Höhe des Schraubenlochs sollte nicht zu hoch sein, und der Winkel sollte zwischen 0,5° und 1,0° liegen. Das Loch sollte die Hälfte der Schraubeneingriffstiefe L betragen, da dies einen guten Schraubeneingriff gewährleistet. Machen Sie das Loch oben nicht größer und unten nicht kleiner, denn dann ist die Schraube oben locker und unten fest, und Sie haben hohe Spannungen.

Für andere Innenflächen beträgt der Entlastungswinkel 1° als Mittelwert. Der spezifische Wert muss je nach Höhe und Rauheit der Verzugsfläche bestimmt werden. Gleichzeitig ist auf die Veränderung der Leimdicke nach dem Verzug zu achten, um Formfehler zu vermeiden.
Schlussfolgerung
Ich werde nicht über Entnahmewinkel sprechen, weil sie gut aussehen. Ich werde über Entformungsschrägen sprechen, weil sie wichtig sind. Sie sind wichtig, weil sie die Herstellung Ihrer Teile erleichtern und Ihre Teile besser machen. Wenn Sie keine Entformungsschrägen an Ihren Teilen anbringen, werden Sie viele Teile zurückweisen müssen.
Außerdem kann es zu Schäden an der Form kommen. Am besten ist es, sich immer über die besten Praktiken des Spritzgießens im Klaren zu sein. Eine davon ist das Einbeziehen von Entformungswinkeln beim Spritzgießen.
In der Spritzgussindustrie sind wir Experten für das Spritzgießen und sind bereit, unser Fachwissen mit Ihnen zu teilen. Unsere Ingenieure sind mit den besten Praktiken des Spritzgießens bestens vertraut und lassen diese in unsere Dienstleistungen einfließen. Unsere Ingenieure können Ihr Design umfassend bewerten und Empfehlungen aussprechen. Wir bieten DfM an, um sicherzustellen, dass Sie die besten Ergebnisse aus Ihrem Teiledesign erhalten.
Wir bieten eine breite Palette von Fertigungsdienstleistungen an, darunter auch Spritzgießen. Wenn Sie sich nicht sicher sind, ob Ihr Entformungswinkel für Ihre Anforderungen ausreicht, können wir ein Designgespräch führen. Wir bieten auch eine allgemeine Teileinspektion an, um sicherzustellen, dass Ihre Teile für das Spritzgießen bereit sind. Alle diese Dienstleistungen werden zu einem wettbewerbsfähigen Preis angeboten.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.






