 تخطي إلى المحتوى
تخطي إلى المحتوى 
خدمة القولبة بالحقن بمطاط السيليكون السائل (LSR) المخصص
استكشف قوالب حقن مطاط السيليكون السائل المتطورة للحصول على منتجات دقيقة ومتينة. عزز التصنيع الخاص بك مع حلول مبتكرة من Zetar Mold.

الدليل الكامل لنمذجة حقن مطاط السيليكون السائل (LSR)
ما هو قولبة حقن مطاط السيليكون السائل (LSR)؟
قولبة حقن مطاط السيليكون السائل بالحقن، وغالبًا ما يُطلق عليها اختصارًا اسم قالب حقن مطاط السيليكون السائل أو قالب حقن السائل، هي عملية تصنيع تُستخدم لإنشاء أجزاء متينة ومرنة وعالية الدقة من مادة مطاط السيليكون السائل.
وهي في جوهرها عملية تلدين بالحرارة. وهذا ما يميزها بشكل أساسي عن القولبة بالحقن بالحرارة. فبينما يتم تسخين اللدائن الحرارية حتى تنصهر، ثم يتم حقنها في قالب بارد لتتصلب ويمكن إعادة صهرها، تعمل اللدائن الحرارية بالعكس. في عملية قولبة اللدائن الحرارية الملدنة بالحرارة يتم خلط مركب سائل مكون من جزأين ثم حقنه في قالب ساخن. تحفز الحرارة تفاعلاً كيميائياً لا رجعة فيه يسمى المعالجة أو الفلكنة، والذي يحول السائل إلى جزء مطاطي صلب وثابت ومرن.
ما هي تصنيفات وأنواع LSR؟
مادة LSR ليست مادة ذات مقاس واحد يناسب الجميع. فهي متوفرة في العديد من الدرجات ويمكن معالجتها باستخدام العديد من التقنيات المتقدمة، مما يسمح بدرجة عالية من التخصيص.
1. التصنيف حسب درجة المادة:
① درجة الأغراض العامة: تركيبة قياسية توفر توازنًا جيدًا بين الخصائص الفيزيائية لمجموعة كبيرة من موانع التسرب الصناعية والحشيات والمنتجات الاستهلاكية.
② درجة طبية: هذه الدرجات متوافقة حيويًا وتفي بالمعايير الصارمة مثل USP Class VI وISO 10993. وتستخدم في أقنعة الجهاز التنفسي والأدوات الجراحية وموانع تسرب الأجهزة الطبية والغرسات قصيرة الأجل.
③ درجة الغذاء: متوافق مع لوائح إدارة الغذاء والدواء الأمريكية (على سبيل المثال، 21 CFR 177.2600) للاستخدام في المواد التي تلامس الطعام، مثل قوالب الخبز وحلمات زجاجات الأطفال وأدوات المطبخ.
④ درجة بصرية: تتميز هذه الدرجة بشفافية ونفاذية عالية للضوء، وهي مثالية لإنتاج العدسات وموجهات الضوء وأغطية مصابيح LED والمستشعرات حيث يكون الوضوح البصري أمرًا بالغ الأهمية.

⑤ درجة التوصيل: ومن خلال دمج مواد حشو موصلة مثل أسود الكربون، يمكن استخدام رقائق LSRs للتطبيقات التي تتطلب توصيلًا كهربائيًا، مثل حشيات التدريع EMI/RFI، والوسادات الموصلة والموصلات الكهربائية.
⑥ درجة التشحيم الذاتي: تفرز هذه المادة كمية صغيرة من زيت السيليكون على سطحها بمرور الوقت، مما يقلل من معامل الاحتكاك. وهي مثالية لصنع موانع تسرب منخفضة الاحتكاك، والحلقات على شكل O، وموانع تسرب الموصلات التي تحتاج إلى تجميعها بسهولة.
⑦ فلوروسيليكون (F-LSR): يوفر مقاومة معززة للمذيبات غير القطبية، والوقود، والزيوت، والمواد الكيميائية القاسية، مما يجعله الخيار المفضل لموانع تسرب السيارات والفضاء المعرضة للسوائل القاسية.
2. التصنيف حسب تباين العمليات:
① قوالب LSR القياسية: العملية الأساسية لإنشاء جزء LSR أحادي المادة.
② صب القوالب القابلة للطي (صب 2 طلقة): عملية متعددة الخطوات حيث يتم قولبة LSR على ركيزة مسبقة التشكيل. ويمكن أن يكون ذلك:
- LSR على اللدائن الحرارية: يتم وضع جزء بلاستيكي مصمم هندسيًا (على سبيل المثال، PBT، نايلون) في قالب ثانٍ، ويتم حقن رزاز الليزر المسطح LSR حوله لإنشاء جزء متكامل بميزات صلبة ولينة (على سبيل المثال، غلاف مقاوم للماء مع مانع تسرب مدمج).
- مخمدات رقائق الخرسانة الملساء على المعدن: يتم قولبة LSR فوق مكون معدني (مثل الفولاذ المقاوم للصدأ والألومنيوم) لإنشاء مقابض أو عوازل أو مكونات تخميد الاهتزاز.
③ القوالب الدقيقة مع رقاقة الصب الدقيق: نسخة دقيقة للغاية من العملية المستخدمة لتصنيع الأجزاء ذات الميزات الدقيقة أو الأوزان الأقل من جرام، وغالبًا ما تستخدم في الأجهزة الطبية والإلكترونيات الدقيقة.

ما هي سيناريوهات التطبيق النموذجي ل LSR؟
تجعل خصائص LSR الفريدة من نوعها منه المادة المفضلة في التطبيقات التي يكون فيها الأداء والموثوقية غير قابلين للتفاوض.
1. الطب والرعاية الصحية:
نظرًا لتوافقه الحيوي الفائق وقابليته للتعقيم والخمول، فإن رقائق الليزر المسطحة منتشرة في كل مكان في المجال الطبي.
أمثلة على ذلك: أقنعة الجهاز التنفسي، والأختام المرنة لأجهزة توصيل الأدوية، وسدادات المحاقن، والقسطرة، ومكونات الصمامات لأنظمة إدارة السوائل، والمكونات اللينة والمرنة للأدوات الجراحية.
2. صناعة السيارات:
تتطلب بيئة السيارات مقاومة درجات الحرارة القصوى والاهتزازات والسوائل.
أمثلة على ذلك: موانع تسرب الموصلات لموصلات الأسلاك، وحشيات لمكونات المحرك وناقل الحركة، والأحذية الواقية للمستشعرات، ومثبطات الاهتزاز، والأغشية المرنة لأنظمة تنظيم الضغط.
3. السلع الاستهلاكية والإلكترونيات:
توفر مادة LSR مقاومة للماء والمتانة وملمس ناعم ممتاز.
أمثلة على ذلك: الأختام والحشوات للساعات الذكية والهواتف المتينة، والأزرار ناعمة الملمس على أجهزة التحكم عن بُعد، ولوحات المفاتيح المرنة، ولهايات وحلمات الأطفال، وأدوات المطبخ الراقية مثل الملاعق وقوالب الخبز.
4. التطبيقات الصناعية:
في البيئات الصناعية المتطلبة، يوفر LSR ثباتًا طويل الأجل وأداءً مانعًا للتسرب.
أمثلة على ذلك: حشيات لتركيبات الإضاءة الخارجية لمصابيح LED، وموانع تسرب المضخات الصناعية، وأغشية صمامات الضغط، والأغطية الواقية للمعدات الحساسة.

ما هي مزايا القولبة بالحقن LSR؟
1. دقة عالية وحرية التصميم: تسمح اللزوجة المنخفضة للسيليكون السائل بالتدفق بسهولة في الجدران الرقيقة وملء تجاويف القوالب المعقدة والمعقدة، مما يتيح إنتاج أجزاء مفصلة للغاية قد يكون من المستحيل إنتاجها باستخدام اللدائن الأخرى.
2. خصائص المواد المتفوقة: تقدم LSR مجموعة لا مثيل لها من الخصائص:
① توافق حيوي: خامل بطبيعته ولا يسبب الحساسية.
② مقاومة درجات الحرارة: مستقر عبر نطاق واسع من درجات الحرارة، عادةً من -50 درجة مئوية إلى +200 درجة مئوية، مع درجات خاصة تمتد إلى أبعد من ذلك.

③ الثبات الكيميائي والأشعة فوق البنفسجية: مقاوم للماء والأوزون والأشعة فوق البنفسجية ومجموعة كبيرة من المواد الكيميائية.
④ مجموعة الضغط المنخفض: تعود الأجزاء إلى شكلها الأصلي بعد ضغطها لفترات طويلة، مما يجعلها ممتازة لمانعات التسرب والحشيات.
⑤ عازل كهربائي: يمتلك قوة عازلة عالية.
3. الأتمتة ذات الحجم الكبير وأوقات الدورات السريعة: العملية مؤتمتة للغاية. تكون أوقات المعالجة سريعة للغاية، وغالبًا ما تتراوح بين 20 إلى 60 ثانية، مما يسهل الإنتاج الفعال على نطاق واسع بأقل قدر من العمالة.
4. عملية نظيفة وخالية من النفايات: يقلل نظام الحلقة المغلقة، من دلاء المواد إلى القالب المغلق، من التعرض للملوثات. وهذا أمر بالغ الأهمية للتطبيقات الطبية والغذائية. بالإضافة إلى ذلك، فإن تقنيات التشكيل الدقيقة "بدون وميض" تقلل بشكل كبير من نفايات المواد وخطوات ما بعد المعالجة.
ما هي عيوب قولبة حقن القوالب بالحقن LSR؟
1. استثمار أولي مرتفع: وتتطلب قوالب رقائق الليثيوم منخفضة اللزوجة تفاوتات ضيقة للغاية وميزات متخصصة (مثل أنظمة العداء البارد) لإدارة المواد منخفضة اللزوجة. وتمثل كل من الأدوات وماكينات القولبة بالحقن المتخصصة نفقات رأسمالية كبيرة مقدماً.
2. ارتفاع تكلفة المواد: على أساس الكيلوغرام الواحد، تكون رقائق الليثيوم المسطح أغلى بشكل عام من العديد من اللدائن الحرارية الشائعة وبعض المطاط الصناعي. ومع ذلك، يمكن تعويض ذلك بأوقات دورات أسرع وتكاليف عمالة أقل في الإنتاج بكميات كبيرة.
3. الطبيعة الحرارية: وباعتبارها مادة متصلدة بالحرارة، لا يمكن صهر مادة LSR وإعادة تدويرها بنفس طريقة اللدائن الحرارية. وفي حين أنه يمكن طحن الخردة واستخدامها كمادة حشو في بعض التطبيقات، إلا أنها ليست عملية إعادة تدوير مغلقة الحلقة.
4. تعقيد الأدوات: إن تصميم وتصنيع قوالب اللدائن الحرارية المسطحة أكثر تعقيدًا من اللدائن الحرارية. يجب أن تتحمل درجات الحرارة المرتفعة مع الحفاظ على برودة نظام توصيل المواد، وتتطلب إحكامًا استثنائيًا لمنع الوميض.
كيف يمكن مقارنة صب LSR بالعمليات الأخرى؟
مقابل القولبة بالحقن بالحرارة:
الفرق الأساسي هو اللدائن الحرارية مقابل اللدائن الحرارية. تنطوي اللدائن الحرارية على تفاعل معالجة كيميائية في قالب ساخن، بينما تذوب اللدائن الحرارية وتتصلب في قالب بارد. تتسم أجزاء LSR بالمرونة ومقاومة درجات الحرارة، بينما توفر اللدائن الحرارية صلابة وقوة.
مقابل القولبة بالضغط (مع HCR):
يستخدم القولبة بالضغط عادةً المطاط عالي التماسك (HCR)، وهو مادة صلبة تشبه الطين. إنها عملية أبطأ وأكثر كثافة في العمالة مع تحكم أقل دقة في المواد، مما يؤدي إلى زيادة نفايات المواد ومزيد من الوميض. أما قولبة LSR فهي آلية وأسرع وأنظف وأكثر ملاءمة للأشكال الهندسية المعقدة والإنتاج بكميات كبيرة.
قوالب حقن مطاط السيليكون السائل (LSR)
استكشف دليلنا المتعمق لقولبة حقن مطاط السيليكون السائل (LSR). تعرف على العملية الأساسية، والمواد، والمزايا، والتطبيقات الرئيسية في المجال الطبي والسيارات، وأفضل ممارسات التصميم المتخصصة.

الدليل الكامل لنمذجة حقن مطاط السيليكون السائل (LSR)
ما هي الخصائص والخصائص الرئيسية لـ LSR؟
فهم هذه الخصائص هو مفتاح اختيار درجة LSR المناسبة لاستخدامك.
| الممتلكات | الوصف والأهمية | النطاق/القيمة النموذجية |
|---|---|---|
| الصلابة (مقياس التحمل) | يقيس مقاومة المادة للتثبيت، مما يشير إلى ليونتها أو صلابتها. الشاطئ أ هو المقياس القياسي للمطاط المرن. | من 5 إلى 80 شور أ |
| قوة الشد | أقصى إجهاد يمكن أن تتحمله المادة أثناء سحبها أو شدها قبل أن تنكسر. يقاس بالميجا باسكال (MPa). | 5 - 11 ميجا باسكال |
| الاستطالة عند الاستراحة | النسبة المئوية للزيادة في الطول التي يمكن أن تحققها المادة قبل أن تتمزق. وتشير إلى مرونة المادة وقابليتها للتمدد. | 200% – 900% |
| قوة التمزق | يقيس مقاومة المادة لانتشار التمزق. حاسم بالنسبة للأجزاء التي قد تتعرض للجروح أو القطع أثناء الاستخدام. | 20 - 50 كيلو نيوتن/متر |
| مجموعة الضغط | النسبة المئوية للتشوه الدائم المتبقي بعد ضغط المادة لفترة زمنية محددة عند درجة حرارة معينة. تعتبر القيمة المنخفضة ضرورية لموانع التسرب. | 10% - 25% (عند درجة حرارة 150 درجة مئوية لمدة 22 ساعة) |
| درجة حرارة التشغيل | نطاق درجة الحرارة الذي تحافظ فيه المادة على خصائصها الرئيسية دون أن تتحلل. | -50 درجة مئوية إلى 200 درجة مئوية (-60 درجة فهرنهايت إلى 390 درجة فهرنهايت) |
| قوة العزل الكهربائي | قدرة المادة على العمل كعازل كهربائي، تقاس بالحد الأقصى للجهد الذي يمكن أن تتحمله قبل الانهيار. | ~حوالي 20 كيلو فولت/ملم |
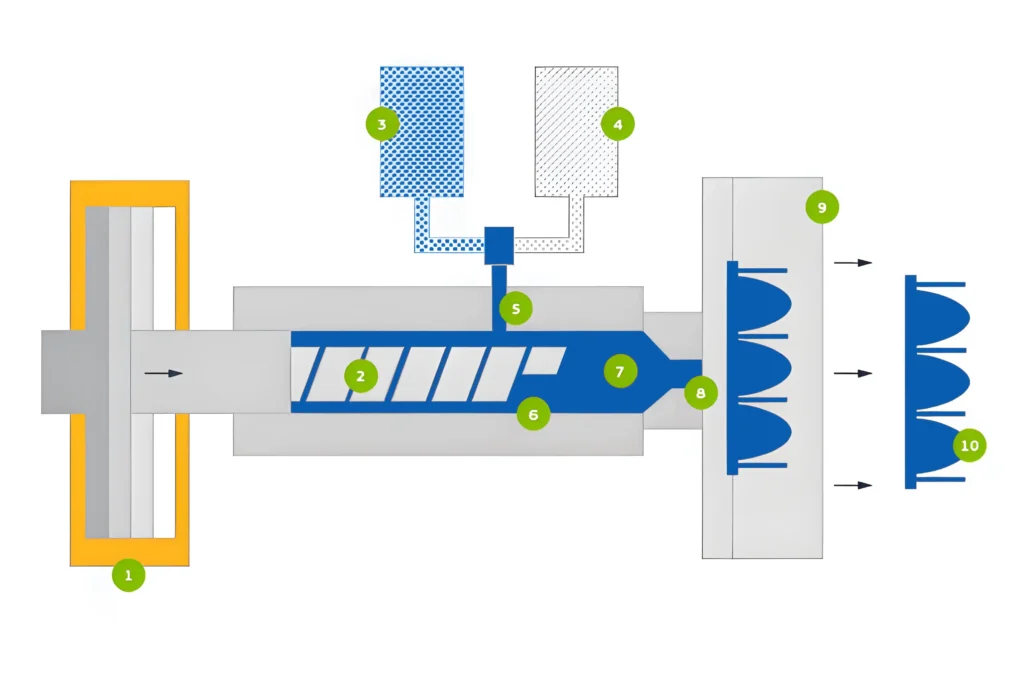
ما هي العملية الأساسية لقولبة حقن القوالب بالحقن LSR؟
عملية قولبة LSR هي سيمفونية من الدقة والتحكم. فيما يلي تفصيل تفصيلي لسير العمل خطوة بخطوة:
1. توريد المواد: وتبدأ العملية بحاويتين منفصلتين، عادةً ما تكونان عبارة عن حاويتين منفصلتين، سعة 20 لترًا أو براميل سعة 200 لتر، تحتويان على الجزء A والجزء B من السيليكون السائل.
2. تحديد الجرعات والقياس: تستخدم وحدة تحديد الجرعات المتخصصة في ماكينة التشكيل مضخات لسحب المكونين A وB من حاوياتهما بنسبة 1:1 دقيقة من حيث الحجم. إذا كان اللون مطلوبًا، يتم قياس تيار ثالث من معجون الألوان بدقة في النظام.
3. الخلط: يتم دفع المكونين A وB (وأي مادة ملونة) إلى خلاط ثابت. يحتوي هذا الجهاز على سلسلة من العناصر الحلزونية التي تقوم بتقسيم وإعادة تجميع تيارات المواد بشكل متكرر، مما يضمن خليطًا متجانسًا تمامًا دون إدخال حرارة أو هواء.
4. الحقن: يتم تغذية مادة LSR المختلطة غير المعالجة في برميل الحقن، والذي يتم تبريده بالماء لمنع المعالجة المبكرة. ثم يقوم المسمار أو المكبس بحقن "حقنة" دقيقة من المادة من خلال فوهة مبردة ونظام عداء في تجاويف القالب المسخنة.
5. المعالجة (الفلكنة): يتم تسخين القالب إلى درجة حرارة تتراوح بين 150 درجة مئوية و200 درجة مئوية (300 درجة فهرنهايت - 390 درجة فهرنهايت). تبدأ هذه الحرارة الشديدة في بدء تفاعل الربط المتقاطع المحفز بالبلاتين. يتحول السيليكون السائل بسرعة إلى جزء مطاطي صلب ومرن في أقل من 20-60 ثانية.
6. التفكيك والطرد: بمجرد اكتمال المعالجة، يتم فتح القالب. ونظرًا لمرونة LSR، يمكن في كثير من الأحيان إزالة الأجزاء حتى مع وجود قطع سفلية، وأحيانًا بمساعدة دبابيس القاذف أو الأتمتة الآلية. تبدأ الدورة التالية على الفور.

ما هي الاعتبارات الرئيسية في قولبة LSR؟
يعتمد التشكيل الناجح لقالب LSR على الاهتمام الدقيق بثلاثة مجالات رئيسية: تصميم الجزء وتصميم القالب واختيار المواد.
1. اعتبارات تصميم الجزء:
① سُمك الجدار: احرص على أن تكون سماكة الجدار موحدة لضمان المعالجة المتناسقة وتجنب علامات الحوض. يجب أن تكون الانتقالات بين السماكات المختلفة تدريجياً.
② خط الفراق: الموقع الذي يلتقي فيه نصفي القالب. يعتبر موضعه بالغ الأهمية من الناحية الجمالية ووظيفة القالب ومنع الوميض.
③ التنفيس: وبسبب لزوجة LSR المنخفضة للغاية وسرعة الحقن السريع، يمكن أن ينحصر الهواء بسهولة. الفتحات عبارة عن قنوات صغيرة (بعمق 0.005 مم - 0.02 مم) يجب تشكيلها بدقة في خط الفراق للسماح للهواء بالخروج ولكن ليس السيليكون.
④ زوايا السحب: يوصى باستدقاق طفيف (1-2 درجة) على الجدران الرأسية لتسهيل إخراج الجزء بسهولة من القالب.
2. اعتبارات تصميم القالب:
① نظام العداء البارد: على عكس أنظمة العداء الساخن للبلاستيك الحراري، غالبًا ما تستخدم قوالب LSR نظام عداء بارد. يتم الاحتفاظ بالقنوات التي توصل المواد إلى التجاويف باردة لمنع معالجة مخلفات البلاستيك الحراري قبل وصولها إلى الجزء. وهذا يقلل من هدر المواد.
② البوابات: النقطة التي تدخل منها المادة إلى التجويف. يجب تحسين موقع البوابة وحجمها لضمان ملء سلس ومتساوٍ وتجنب الشوائب التجميلية على الجزء النهائي.
③ ختم القالب: يجب أن تكون أنصاف القوالب محكمة الغلق تمامًا لمنع تسرب مادة LSR منخفضة اللزوجة من التسرب، مما يسبب الوميض. وهذا يتطلب تصنيع آلي دقيق للغاية لمكونات القالب.
3. اعتبارات اختيار المواد:
① صلابة: طابق مقياس التحمل مع حاجة التطبيق إلى المرونة أو الصلابة.
② البيئة: هل سيتم تعريض الجزء للمواد الكيميائية أو الأشعة فوق البنفسجية أو درجات الحرارة القصوى؟ اختر درجة قياسية أو فلوروسيليكون أو درجة متخصصة أخرى وفقاً لذلك.
③ المتطلبات التنظيمية: هل يتطلب الطلب الامتثال الطبي (الفئة السادسة من USP) أو الغذائي (FDA)؟

ما هي أفضل الممارسات لتصميم أجزاء LSR؟
اتبع هذه الإرشادات لإنشاء أجزاء مُحسّنة لقابلية التصنيع والأداء.
1. الحفاظ على سمك الجدار الموحد: تتراوح سماكة الجدار المثالية لأجزاء LSR عادةً بين 0.5 مم و3 مم. يمنع التوحيد الانكماش غير المتساوي والضغوط الداخلية.
2. استخدم أنصاف أقطار واسعة: تجنب الزوايا الداخلية الحادة. تعمل إضافة نصف قطر (0.5 ضعف سمك الجدار على الأقل) على تحسين تدفق المواد وتقليل تركيز الضغط وزيادة قوة تمزق الجزء.
3. وضع خطوط الفراق بشكل استراتيجي: تعاون مع القالب الخاص بك لوضع خط الفراق على سطح غير حرج أو مخفي لتقليل تأثيره الجمالي.
4. استفد من مرونة LSR في التقليل من القطع: غالبًا ما يمكن تشكيل القوالب السفلية البسيطة دون إجراءات جانبية معقدة لأن الجزء المرن يمكن "تقشيره" من القالب. ناقش تصميمات القطع السفلية المعقدة مع القالب الخاص بك لضمان الجدوى.
5. تصميم للتهوية المناسبة: عند تصميم الجزء، ضع في اعتبارك أين ستكون نقاط التعبئة الأخيرة. هذه هي المواقع الطبيعية للفتحات.
6. دمج المسودة: على الرغم من مرونة LSR، فإن زاوية السحب التي لا تقل عن درجة واحدة تبسط عملية الإخراج وتقلل من زمن الدورة وتقلل من الضغط على الجزء أثناء الإزالة.
ما هي المشاكل الشائعة في قولبة LSR وحلولها؟
| المشكلة | الوصف | الأسباب الشائعة | الحلول |
|---|---|---|---|
| فلاش | غشاء رقيق غير مرغوب فيه من LSR على الجزء على طول خط الفصل. | 1. سوء إحكام غلق العفن. 2. ضغط/سرعة حقن مفرطة. 3. قوة المشبك غير كافية. | 1. تحسين دقة أداة القالب. 2. تقليل ضغط الحقن. 3. زيادة حمولة مشبك الماكينة. |
| مصائد الهواء (الفراغات) | فقاعات أو جيوب فارغة محصورة داخل الجزء. | 1. عدم كفاية تنفيس العفن. 2. تدفق المواد المضطرب. 3. الرطوبة المحتبسة. | 1. إضافة أو توسيع الفتحات في نقاط التعبئة الأخيرة. 2. تحسين موقع البوابة وسرعة الحقن. 3. تأكد من أن المادة جافة. |
| لقطة قصيرة | لا يتم ملء تجويف القالب بالكامل، مما ينتج عنه جزء غير مكتمل. | 1. عدم كفاية المواد المحقونة. 2. المعالجة قبل الأوان. 3. ضعف التنفيس (الضغط الخلفي). | 1. زيادة حجم الطلقة. 2. خفض درجة حرارة القالب قليلاً أو زيادة سرعة الحقن. 3. تحسين التهوية. |
| علامات الحوض | المنخفضات على السطح، وعادةً ما تكون مقابل الأجزاء السميكة مثل الأضلاع. | 1. انكماش المواد في المناطق السميكة. 2. ضغط تعبئة غير كاف. | 1. تصميم سمك الجدار الموحد. 2. تحسين مرحلة التعبئة والتغليف. 3. استخرج اللب من الأجزاء السميكة. |
| فشل الترابط (القوالب المتراكبة) | تتقشر طبقة LSR بعيدًا عن الركيزة البلاستيكية أو المعدنية. | 1. مواد غير متوافقة. 2. تلوث السطح (زيوت، إطلاق العفن). 3. عدم كفاية درجة حرارة الركيزة. | 1. استخدام مواد أولية أو معالجات سطحية (بلازما/كورونا). 2. تأكد من نظافة الركيزة. 3. استخدام مواد متوافقة (مثل PBT). |
ما هي التقنيات والمفاهيم ذات الصلة؟
1. تكنولوجيات المنبع:
① كيمياء السيليكون (المعالجة بالإضافة مقابل المعالجة بالبيروكسيد): يستخدم LSR نظام المعالجة بالإضافة المحفزة بالبلاتين. هذه العملية نظيفة للغاية وسريعة ولا تنتج أي منتجات ثانوية. ويتفوق ذلك على أنظمة المعالجة بالبيروكسيد المستخدمة في بعض معالجات التخفيض الهيدروجيني التي يمكن أن تترك وراءها بقايا وتتطلب عملية معالجة لاحقة أكثر شمولاً.
② CAD/CAM: يتم استخدام برنامج التصميم بمساعدة الحاسوب (CAD) لتصميم نموذج ثلاثي الأبعاد للجزء. ثم تقوم برمجيات التصنيع بمساعدة الحاسوب (CAM) بترجمة هذا التصميم إلى تعليمات للماكينات التي ستقوم ببناء القالب.
③ صناعة القوالب (التصنيع باستخدام الحاسب الآلي والتشغيل الآلي الإلكتروني): تُصنع القوالب الفولاذية عالية الدقة ل LSR باستخدام ماكينات التحكم الرقمي الحاسوبي (CNC) للتشكيل العام وماكينات التفريغ الكهربائي (EDM) لإنشاء تفاصيل دقيقة وزوايا حادة وأنسجة معقدة يصعب طحنها.
2. عمليات المصب:
① ما بعد المعالجة: على الرغم من أن رقاقة LSR تعالج بشكل كامل في القالب، إلا أن بعض الأجزاء، خاصةً في التطبيقات الطبية والتطبيقات الملامسة للأغذية، تخضع لخطوة ما بعد المعالجة. وينطوي ذلك على تسخين الأجزاء في فرن لعدة ساعات للتخلص من أي مركبات عضوية متطايرة متبقية (VOCs) وضمان أقصى قدر من الثبات والخمول.
② التبريد إزالة الوميض: بالنسبة للتطبيقات التي تتطلب حوافًا مثالية وخالية من الوميض، يمكن تقليب الأجزاء في النيتروجين السائل. فالبرودة الشديدة تجعل الوميض الرقيق هشًا، مما يؤدي إلى انفصاله بشكل نظيف بينما يظل الجسم الرئيسي للقطعة مرنًا وغير متضرر.
③ التجميع والأتمتة: غالبًا ما يتم دمج أجزاء LSR النهائية في تجميعات أكبر. إن اتساق ودقة القولبة بالحقن تجعلها مثالية لخطوط التجميع الآلي.
3. العمليات البديلة والعمليات ذات الصلة:
① قولبة السيليكون بالضغط والنقل: تستخدم هذه العمليات المطاط عالي التماسك (HCR) وهي مناسبة بشكل أفضل للإنتاج بكميات أقل، أو الأشكال الهندسية الأبسط، أو الأجزاء الكبيرة جدًا. وعادةً ما تكون أبطأ وأقل دقة من قولبة LSR.
② الطباعة ثلاثية الأبعاد بالسيليكون: تقنية ناشئة تسمح بتصميم النماذج الأولية السريعة وإنشاء أجزاء معقدة للغاية ومخصصة دون الحاجة إلى أدوات. وعلى الرغم من أنها أبطأ وأكثر تكلفة للإنتاج بكميات كبيرة في الوقت الحالي، إلا أنها أداة ممتازة للتحقق من صحة التصميم والتصنيع بكميات قليلة.


Injection Molding Supplier Project Management: How Buyers Keep Tooling and Production on Track
Managing an injection molding project with an overseas supplier is not just about placing a purchase order and waiting for parts to arrive. Between your initial tooling investment and first

Injection Molding Supplier Production Monitoring for Overseas Buyers
When you source injection molding parts from overseas, the distance between you and the production floor creates a visibility gap. You place a purchase order, wait weeks or months, and
قائمة مراجعة مورد تشكيل الحقن PPAP للأدوات والعينات والإنتاج الضخم
If you are sourcing injection molded parts from an overseas supplier, PPAP is the gatekeeper between a prototype that looks fine and a production run that meets specs consistently. In
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

