 تخطي إلى المحتوى
تخطي إلى المحتوى 
خدمة التلبيد الانتقائي بالليزر الانتقائي (SLS) للطباعة ثلاثية الأبعاد
استكشف حلول التلبيد الانتقائي بالليزر الانتقائي (SLS) من الدرجة الأولى لتلبية احتياجات الطباعة ثلاثية الأبعاد المعقدة.

الدليل الكامل للطباعة الانتقائية بالتلبيد الانتقائي بالليزر (SLS) ثلاثية الأبعاد
ما هو التلبيد الانتقائي بالليزر (SLS)؟
التلبيد الانتقائي بالليزر (SLS) هي تقنية متقدمة للتصنيع الإضافي (AM) تنتمي إلى اندماج المسحوق القاعي (PBF) الأسرة. وهي تستخدم ليزر عالي الطاقة لدمج أو تلبيد جزيئات صغيرة من مسحوق البوليمر بشكل انتقائي في جسم صلب ثلاثي الأبعاد، طبقة تلو الأخرى.
1. تعريف تقني:
في جوهرها، تقوم SLS ببناء الأجزاء من نموذج رقمي ثلاثي الأبعاد (على سبيل المثال، ملف CAD). تتم العملية داخل حجرة تحتوي على طبقة من مسحوق اللدائن الحرارية التي يتم تسخينها إلى درجة حرارة أقل بقليل من درجة انصهار المادة. ثم يقوم ليزر ثاني أكسيد الكربون الدقيق بمسح المقطع العرضي للنموذج ثلاثي الأبعاد على سطح طبقة المسحوق، مما يرفع درجة حرارة الجسيمات المحددة إلى درجة انصهارها ويتسبب في اندماجها معًا. بعد اكتمال الطبقة، تنخفض منصة البناء، ويتم وضع طبقة جديدة من المسحوق، وتتكرر العملية حتى يتم تشكيل الجسم بالكامل.

2. المبدأ الأساسي (التلبيد وليس مجرد الذوبان):
مصطلح "التلبيد" هو المفتاح. على عكس العمليات التي تصهر المادة بالكامل (مثل الصهر الانتقائي بالليزر للمعادن)، فإن التلبيد هو عملية حرارية حيث تترابط الجسيمات وتندمج على المستوى الجزيئي دون أن تسيل تمامًا. وهذا يخلق أجزاء ليست قوية فحسب، بل تمتلك أيضًا بنية مجهرية مسامية قليلاً. يعمل المسحوق المحيط غير الملبد في غرفة البناء كهيكل دعم طبيعي مدمج للجزء الذي تتم طباعته. وتعد طبيعة الدعم الذاتي هذه واحدة من أهم مزايا تقنية SLS.
3. لمحة سريعة عن الخصائص الرئيسية:
لفهم ما يجعل SLS فريدة من نوعها بشكل سريع، ضع في اعتبارك هذه الميزات المميزة:
- عائلة التكنولوجيا: اندماج قاع المسحوق (PBF)
- المواد الأولية: البوليمرات اللدائن الحرارية، وأكثرها شيوعًا النايلون (PA 11، PA 12).
- هياكل الدعم: غير مطلوب؛ المسحوق غير المستخدم يدعم الجزء.
- خصائص الجزء: قوة ميكانيكية ومتانة ومقاومة ممتازة لدرجات الحرارة. مناسب للتطبيقات الوظيفية.
- تشطيب السطح: غير لامع، مع ملمس محبب أو رملي قليلاً.
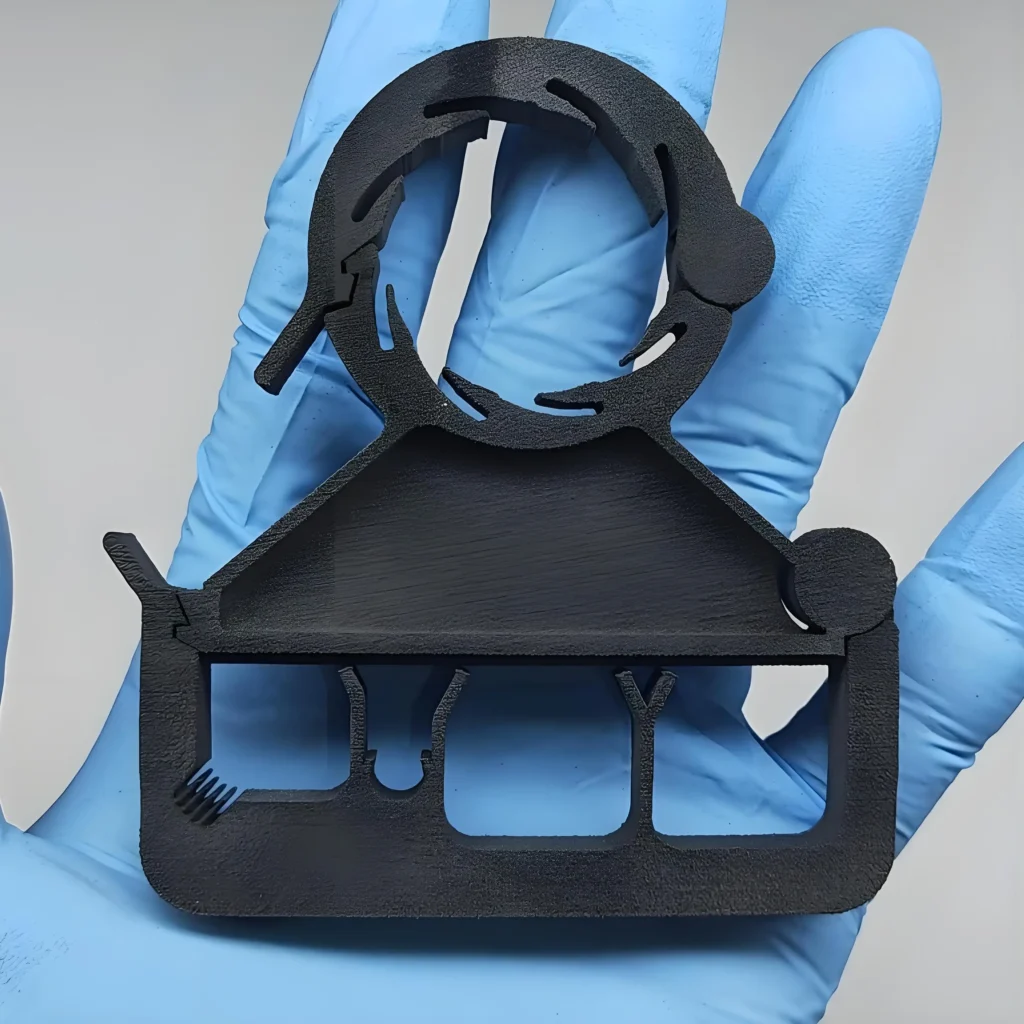
- حالات الاستخدام الأساسية: النماذج الأولية الوظيفية، والأجزاء المعقدة ذات الاستخدام النهائي، والتصنيع بكميات منخفضة إلى متوسطة الحجم، والمكونات ذات الأشكال الهندسية المعقدة مثل المفصلات الحية والتركيبات الإضافية.
كيف تعمل الطباعة ثلاثية الأبعاد SLS؟
يتطلب فهم عملية SLS النظر في كل من سير العمل الرقمي والعمليات الميكانيكية المعقدة التي تحدث داخل الطابعة.
1. سير العمل الرقمي إلى المادي:
تتبع الرحلة من مفهوم إلى جزء مادي مسار تصنيع رقمي قياسي:
① إنشاء نموذج ثلاثي الأبعاد: يبدأ كل شيء بملف CAD (تصميم بمساعدة الحاسوب) ثلاثي الأبعاد. يتم تصدير هذا النموذج بعد ذلك بتنسيق قابل للطباعة ثلاثية الأبعاد، عادةً STL (لغة التغطية بالفسيفساء القياسية) أو 3MF (تنسيق التصنيع ثلاثي الأبعاد).
② التقطيع وإعداد البناء: يتم استيراد النموذج ثلاثي الأبعاد إلى برنامج "تقطيع" متخصص. يقوم هذا البرنامج "بتقطيع" النموذج رقميًا إلى مئات أو آلاف الطبقات الأفقية الرقيقة. كما أنه يسمح للمشغل بتوجيه و"تداخل" أجزاء متعددة داخل حجم البناء لتحقيق أقصى قدر من الكفاءة.
③ تشغيل الماكينة: يتم إرسال الملف المُعد إلى ماكينة SLS، التي تقوم بتنفيذ عملية الطباعة الآلية.
④ المعالجة اللاحقة: بمجرد اكتمال الطباعة والتبريد، تتم إزالة الأجزاء من الماكينة وتخضع لخطوات التنظيف والتشطيب اللازمة.

2. العملية الميكانيكية: تحليل طبقة تلو الأخرى:
يحدث السحر داخل غرفة بناء طابعة SLS. يمكن تقسيم العملية إلى خمس خطوات ميكانيكية رئيسية تتكرر لكل طبقة.
الخطوة 1: إعداد السرير والتدفئة: قبل بدء الطباعة، يتم تسخين حجرة البناء بالكامل، بما في ذلك طبقة المسحوق والمنطقة المحيطة بها، إلى درجة حرارة دقيقة أقل بقليل من نقطة تلبيد البوليمر. يعد هذا التسخين المسبق أمرًا بالغ الأهمية؛ فهو يقلل من التشوه الحراري (الالتواء) عن طريق تقليل التدرج في درجة الحرارة بين المناطق الملبدة وغير الملبدة. ويضمن ذلك ثبات الأبعاد ودقة القِطع.
الخطوة 2: ترسيب المسحوق: تتحرك آلية إعادة الطلاء، والتي يمكن أن تكون شفرة أو أسطوانة، عبر منصة البناء، لترسيب طبقة رقيقة وموحدة من المسحوق (عادةً ما يتراوح سمكها بين 100 و150 ميكرون) من خزان المسحوق. يعد ضمان أن تكون هذه الطبقة مسطحة ومتسقة تمامًا أمرًا ضروريًا لجودة الجزء النهائي.
الخطوة 3: التلبيد بالليزر: هذا هو جوهر عملية SLS. يتم توجيه ليزر CO₂ قوي، موجه بواسطة مجموعة من المرايا الديناميكية (الجلفانومترات)، على طبقة المسحوق. يتتبع الليزر هندسة المقطع العرضي للطبقة الحالية، كما هو محدد في ملف الشرائح. تعمل طاقة الليزر على تسخين جزيئات المسحوق بسرعة إلى درجة الانصهار، مما يؤدي إلى اندماجها معًا في طبقة صلبة. وتبقى المناطق التي لم يلمسها الليزر كمسحوق سائب.
الخطوة 4: إنزال المنصة: بمجرد أن يتم تلبيد الطبقة بالكامل، تنخفض منصة البناء، التي يستقر عليها الجزء، بمسافة تساوي سمك طبقة واحدة. وهذا يفسح المجال للطبقة التالية من المسحوق.
الخطوة 5: التكرار وإكمال البناء: تقوم شفرة إعادة التلبيد بوضع طبقة جديدة من المسحوق فوق الطبقة الملبدة سابقًا (الخطوة 2)، ويقوم الليزر بتلبيد المقطع العرضي التالي (الخطوة 3). تتكرر هذه الدورة من ترسيب المسحوق والتلبيد وخفض المنصة حتى يتم بناء كل طبقة من الجزء. يتم الآن تغليف الأجزاء النهائية في كتلة صلبة من المسحوق غير الملبد، وغالبًا ما يشار إليها باسم "الكعكة".

3. مرحلة التبريد: خطوة حاسمة وغير مرئية:
هذه واحدة من أهم مراحل عملية SLS التي غالبًا ما يتم تجاهلها. بعد تلبيد الطبقة الأخيرة، يجب ترك كعكة المسحوق بأكملها - التي تحتوي على الأجزاء النهائية - لتبرد ببطء وبشكل منتظم داخل الطابعة أو في محطة تبريد منفصلة. يمكن أن تستغرق عملية التبريد المتحكم فيها هذه عدة ساعات (أحيانًا ما يصل إلى 40-50% من إجمالي وقت العملية). سيؤدي التسرع في هذه الخطوة إلى انكماش غير متساوٍ واعوجاج كبير، مما يؤدي إلى تلف الأجزاء.
ما هي المواد المستخدمة في طباعة SLS؟
يرجع تعدد استخدامات SLS إلى حد كبير إلى مجموعة المواد البلاستيكية الحرارية القوية التي يمكن معالجتها. وعلى الرغم من أن النايلون هو الأكثر انتشارًا، إلا أن هناك بوليمرات متخصصة أخرى متاحة أيضًا.
1. البولي أميدات (النايلون):
النايلون هي المواد الأكثر استخدامًا في SLS نظرًا لتوازنها الممتاز بين القوة والمرونة والمقاومة الحرارية/الكيميائية.
① PA 12 (نايلون 12):
PA 12 هو المعيار الذهبي والمادة الأكثر شيوعًا في SLS.
- الخصائص: قوة وصلابة عالية ومقاومة ممتازة للمواد الكيميائية والدهون والزيوت والقلويات. يُظهر ثباتاً جيداً على المدى الطويل ومقاومة للتشقق الإجهادي.
- التطبيقات: مثالية للنماذج الأولية الوظيفية، والأجزاء ذات الاستخدام النهائي ذات التركيبات الإضافية، والتركيبات المعقدة، والأجزاء المتينة.
② PA 11 (نايلون 11):
PA 11 عبارة عن بوليمر مشتق حيوي (مصنوع من زيت الخروع) ومعروف بمرونته الفائقة ومقاومته للصدمات مقارنةً بالبوليمر PA 12.
- الخصائص: ليونة ممتازة، وقوة تأثير عالية، ومقاومة حرارية أفضل. وهي أكثر مرونة من PA 12، مما يجعلها مناسبة للأجزاء التي تحتاج إلى الانحناء أو تحمل الصدمات المتكررة.
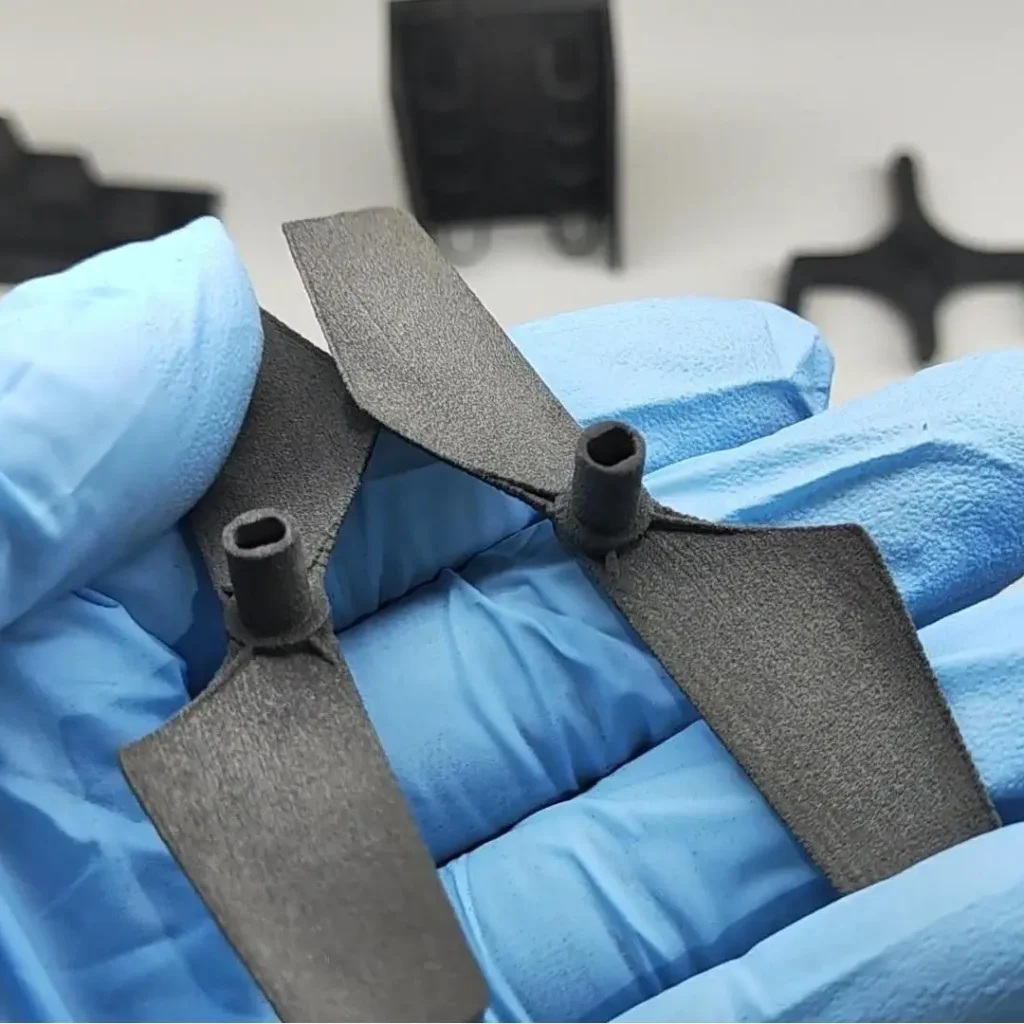
- التطبيقات: المفصلات الحية، والأطراف الصناعية، والمعدات الرياضية، ومكونات الطائرات بدون طيار، وغيرها من التطبيقات التي تتطلب صلابة عالية.
③ بولي أميدات مملوءة (مواد مركبة):
لتعزيز خصائص محددة، يمكن مزج النايلون الأساسي مع مواد مالئة.
- نايلون مملوء بالزجاج (PA-GF): يتم خلط مسحوق النايلون مع حبات زجاجية. يوفر هذا المركب صلابة ومقاومة حرارية أعلى بكثير من النايلون القياسي، ولكن على حساب كونه أكثر هشاشة. يُستخدم في الأجزاء التي تعمل تحت درجات حرارة أو أحمال عالية، مثل مكونات السيارات والأدوات والأغطية.
- النايلون المملوء بالكربون (PA-CF / كاربونميد الكربون): تتميز هذه المادة المشبّعة بألياف الكربون بالصلابة والقوة وخفة الوزن. كما أنها تتميز بخصائص تبديد الكهرباء الساكنة (ESD). تشمل التطبيقات الرقصات عالية الأداء، والتركيبات، ومكونات رياضة السيارات، والمؤثرات الطرفية الروبوتية.
- نايلون مملوء بالألوميد (الألوميد): مزيج من PA 12 وجزيئات الألومنيوم الدقيقة. ينتج عنه أجزاء ذات مظهر معدني وزيادة الصلابة والتوصيل الحراري. وغالباً ما يُستخدم في النماذج الأولية المرئية التي تحتاج إلى مظهر معدني، وكذلك في الأدوات والتركيبات المخصصة.
2. بولي يوريثين لدن بالحرارة (TPU):
TPU عبارة عن مادة مرنة تشبه المطاط الصناعي. وهو يسمح ل SLS بإنتاج أجزاء قوية ومتينة يمكن ثنيها وتمددها.
- الخصائص: مقاومة عالية للتآكل وقوة التمزق والمرونة. يمكن أن تختلف صلابة الشاطئ حسب الدرجة المحددة.
- التطبيقات: الحشيات، وموانع التسرب، والخراطيم المرنة، ومكونات الأحذية، والأغلفة الواقية، وعناصر تثبيط الاهتزاز.
3. بولي بروبيلين (PP):
البولي بروبيلين عبارة عن بوليمر خفيف الوزن ومقاوم كيميائياً للغاية.
- الخصائص: مقاومة ممتازة للمواد الكيميائية (خاصةً للأحماض والقواعد)، وامتصاص منخفض للرطوبة، ومقاومة جيدة للتعب، وقابلية اللحام. كما أنها متوافقة حيوياً ويمكن تعقيمها.
- التطبيقات: أنظمة السوائل، ومكونات السيارات، والأجهزة الطبية، والحاويات التي تتطلب مقاومة للمواد الكيميائية.
4 بوليمرات عالية الأداء (PEEK & PEKKK):
تعد هذه المواد في طليعة تكنولوجيا SLS وتتطلب آلات ذات درجة حرارة عالية.
- بولي إيثر كيتون بولي إيثر كيتون (PEEK) وبولي إيثر كيتون كيتون (PEKK): وهي أعضاء في عائلة PAEK، وهي عبارة عن بوليمرات عالية الأداء ذات قوة ميكانيكية استثنائية وتوافق حيوي ومقاومة لدرجات الحرارة القصوى والمواد الكيميائية القاسية. وغالباً ما تستخدم كبديل خفيف الوزن للمعادن.
- التطبيقات: المكونات الفضائية، والغرسات الطبية، والأجزاء الصناعية عالية الحرارة.

ما هي خطوات عملية طباعة SLS؟
يوجز هذا القسم سير العمل التشغيلي من البداية إلى النهاية، مما يوفر رؤية عملية من منظور المشغل أو مزود الخدمة.
الخطوة 1: إعداد النموذج الرقمي:
تبدأ العملية بنموذج CAD ثلاثي الأبعاد مكتمل التصميم بمساعدة الحاسوب. يجب أن يكون هذا النموذج "محكم الإغلاق" (مجسم مغلق ومتشعب) وخالٍ من الأخطاء الهندسية. ثم يتم تصديره كملف STL أو 3MF.
الخطوة 2: إعداد البناء والتعشيش:
يتم تحميل الملف في برنامج إعداد بناء الطابعة. هنا، يتم تنفيذ إجراءين مهمين:
- التوجيه: يتم توجيه الجزء لتحسين القوة وتشطيب السطح والدقة. على سبيل المثال، فإن توجيه سطح مستوٍ موازٍ للوحة البناء سيؤدي إلى تجنب "التدرج في السلالم".
- التعشيش: نظرًا لأن SLS لا تتطلب هياكل دعم، يمكن تجميع أجزاء متعددة معًا بكثافة في ثلاثة أبعاد داخل حجم البناء. ويزيد هذا "التداخل" من الإنتاجية بشكل كبير ويقلل من تكلفة كل جزء، مما يجعل SLS عالي الكفاءة لإنتاج الدفعات.
الخطوة 3: إعداد الماكينة وتحميل المسحوق:
يقوم المشغل بتجهيز ماكينة SLS. يتضمن ذلك تنظيف حجرة البناء من التشغيل السابق وتحميلها بمسحوق البوليمر. المفهوم الرئيسي هنا هو معدل التحديث - وهو مزيج من المسحوق الطازج (البكر) والمسحوق المعاد تدويره من مهمة الطباعة السابقة. معدل التحديث النموذجي هو 50%، مما يعني أن البنية مصنوعة من مسحوق بكر 50% ومسحوق معاد تدويره 50%. وهذا أمر بالغ الأهمية لكل من فعالية التكلفة والحفاظ على خصائص المواد.
الخطوة 4: دورة الطباعة والتبريد الآلية:
بمجرد بدء البناء، تكون العملية مؤتمتة بالكامل. تقوم الماكينة بالتسخين وترسيب المسحوق وتقطيعه طبقة تلو الأخرى، وأخيراً تبدأ دورة التبريد الطويلة التي يتم التحكم فيها. يمكن أن تستغرق هذه المرحلة بأكملها من 12 ساعة إلى أكثر من يومين، اعتمادًا على حجم وكثافة البناء.
الخطوة 5: الاختراق والإيداع:
بعد اكتمال دورة التبريد، يتم فتح حجرة البناء، ويتم نقل الكتلة الصلبة من المسحوق ("الكعكة") إلى محطة كسر. يستخرج المشغِّل بعناية الأجزاء النهائية من المسحوق السائب غير الملبد. قد تكون هذه عملية يدوية فوضوية. يتم جمع المسحوق المحيط لإعادة التدوير.
الخطوة 6: تفجير الوسائط:
لا تزال الأجزاء المحررة حديثًا مغطاة بطبقة من المسحوق المتبقي. يتم وضعها في خزانة السفع بالخرز أو السفع الرملي، حيث يتم استخدام تيار عالي الضغط من الوسائط الدقيقة (مثل الخرز الزجاجي أو الكريات البلاستيكية) لتنظيف أي مسحوق متبقي وإنشاء سطح أملس وموحد وغير لامع.
الخطوة 7: المعالجة اللاحقة المتقدمة (اختياري):
واعتمادًا على الاستخدام، قد تخضع الأجزاء لخطوات تشطيب إضافية مثل الصباغة أو التنعيم بالبخار أو الطلاء أو الطلاء لتحسين المظهر الجمالي أو جودة السطح أو خصائص وظيفية محددة.

ما هي المعلمات الرئيسية التي تؤثر على جودة SLS؟
جودة جزء SLS ليست عرضية؛ فهي نتيجة التحكم الدقيق في مجموعة كبيرة من معلمات العملية.
1. المعلمات المتعلقة بالمواد:
- حجم الجسيمات وتوزيعها: يؤثر حجم جزيئات المسحوق وشكلها على قابلية تدفق المسحوق وكثافة التعبئة، مما يؤثر بدوره على كثافة الجزء النهائي وصقل السطح.
- معدل تحديث المسحوق: نسبة المسحوق البكر إلى المسحوق المعاد تدويره. يمكن أن يؤدي استخدام الكثير من المسحوق المعاد تدويره إلى تدهور الخواص الميكانيكية وضعف جودة السطح، حيث يتعرض المسحوق للتدهور الحراري مع كل دورة طباعة.
2. المعلمات المتعلقة بالعملية (داخل الطابعة):
① المعلمات الحرارية:
- درجة حرارة السرير: درجة حرارة طبقة المسحوق، التي يتم الاحتفاظ بها أقل بقليل من نقطة التلبيد. إذا كانت منخفضة جدًا، فقد يتسبب ذلك في حدوث التواء ("تجعد"). وإذا كانت مرتفعة للغاية، يمكن أن يؤدي ذلك إلى تلبيد غير مرغوب فيه للمسحوق المحيط ("النمو").
- درجة حرارة الغرفة: درجة الحرارة المحيطة داخل غلاف البناء. درجة الحرارة المستقرة والموحدة ضرورية لاتساق القِطع.
② معلمات الليزر:
- كثافة الطاقة: هذه هي المعلمة الأكثر أهمية، وتُعرف بأنها كمية طاقة الليزر التي يتم توصيلها لكل وحدة مساحة. وهي دالة لقوة الليزر وسرعة المسح الضوئي ومسافة المسح الضوئي.
- طاقة الليزر (وات): تسمح الطاقة الأعلى بتلبيد أسرع ولكن يجب أن تكون متوازنة لتجنب ارتفاع درجة الحرارة أو حرق المواد.
- سرعة المسح الضوئي (مم/ثانية): السرعة التي يتحرك بها شعاع الليزر عبر المسحوق.
- تباعد المسح الضوئي (مسافة الفتحة): المسافة بين خطوط المسح بالليزر المتجاورة. تؤدي المسافات الأضيق إلى الحصول على جزء أكثر كثافة ولكن وقت بناء أطول.
- تضمن كثافة الطاقة المثلى الاندماج الكامل بين الجسيمات والطبقات دون تدهور البوليمر.
③ معلمات الطبقة:
- سُمك الطبقة: ارتفاع كل طبقة على حدة، عادةً حوالي 0.1 مم (100 ميكرون). تنتج الطبقات الأقل سمكًا تشطيبًا أفضل للسطح وتفاصيل أدق، خاصة على الأسطح المنحنية أو ذات الزوايا، ولكنها تزيد من وقت الطباعة بشكل كبير.
3. بناء معلمات تخطيط البناء:
- التوجه الجزئي: كيفية وضع الجزء في حجرة البناء. يؤثر ذلك على جودة السطح (تأثير التدرج على الأسطح ذات الزوايا)، والخصائص الميكانيكية (الأجزاء هي الأقوى على طول المستوى X-Y)، وخطر الالتواء.
- كثافة التعشيش الجزئي: في حين أن التداخل يزيد من الكفاءة، فإن تداخل الأجزاء المتقاربة جدًا يمكن أن يؤدي إلى تداخل الأجزاء المتقاربة جدًا إلى خلق بقع حرارية موضعية، مما قد يؤثر على دقة المكونات القريبة.
ما هي مزايا الطباعة ثلاثية الأبعاد SLS؟
تُعد SLS تقنية مفضلة للعديد من التطبيقات بسبب مزيج فريد من المزايا.
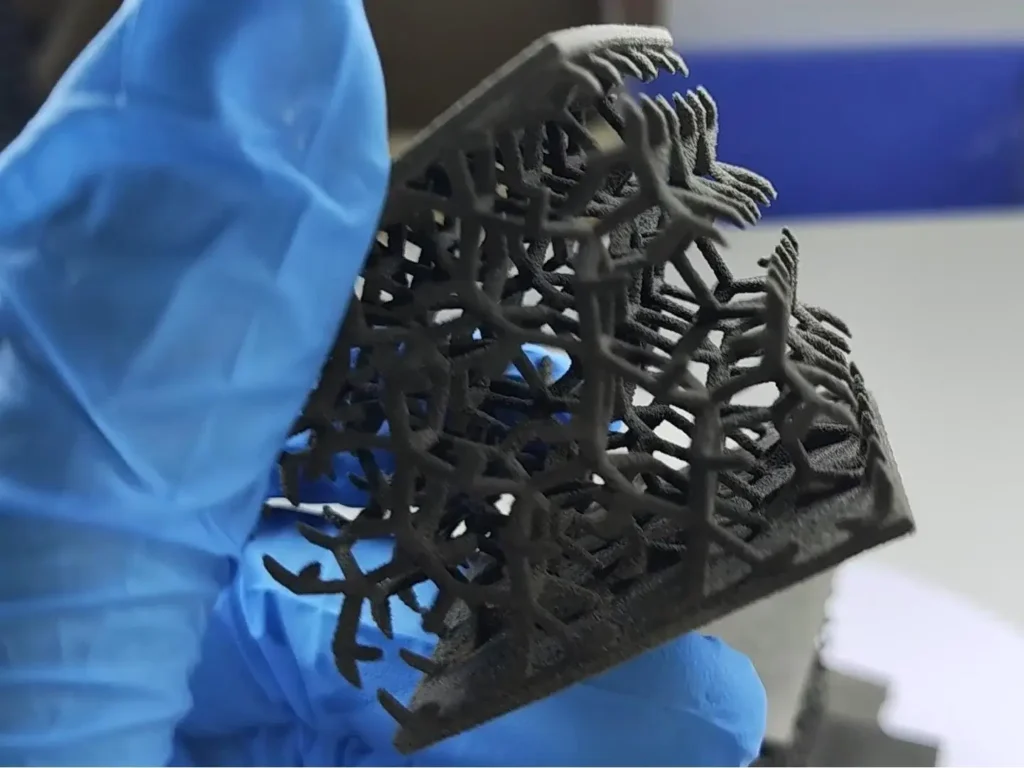
1. حرية التصميم: لا حاجة لهياكل الدعم:
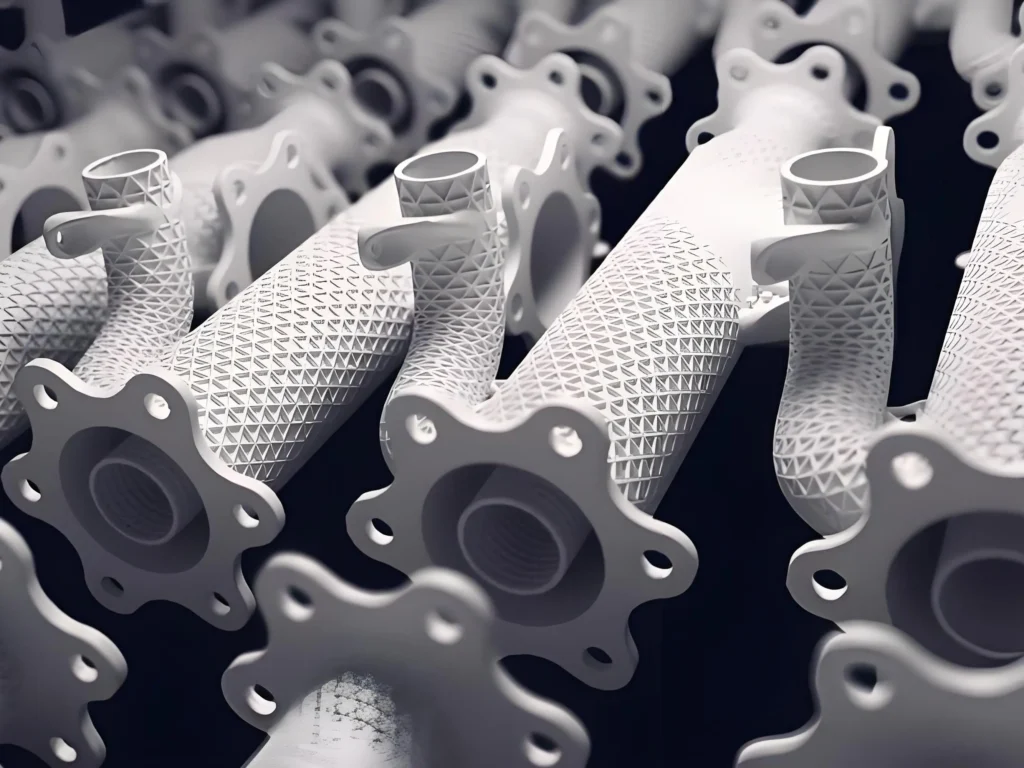
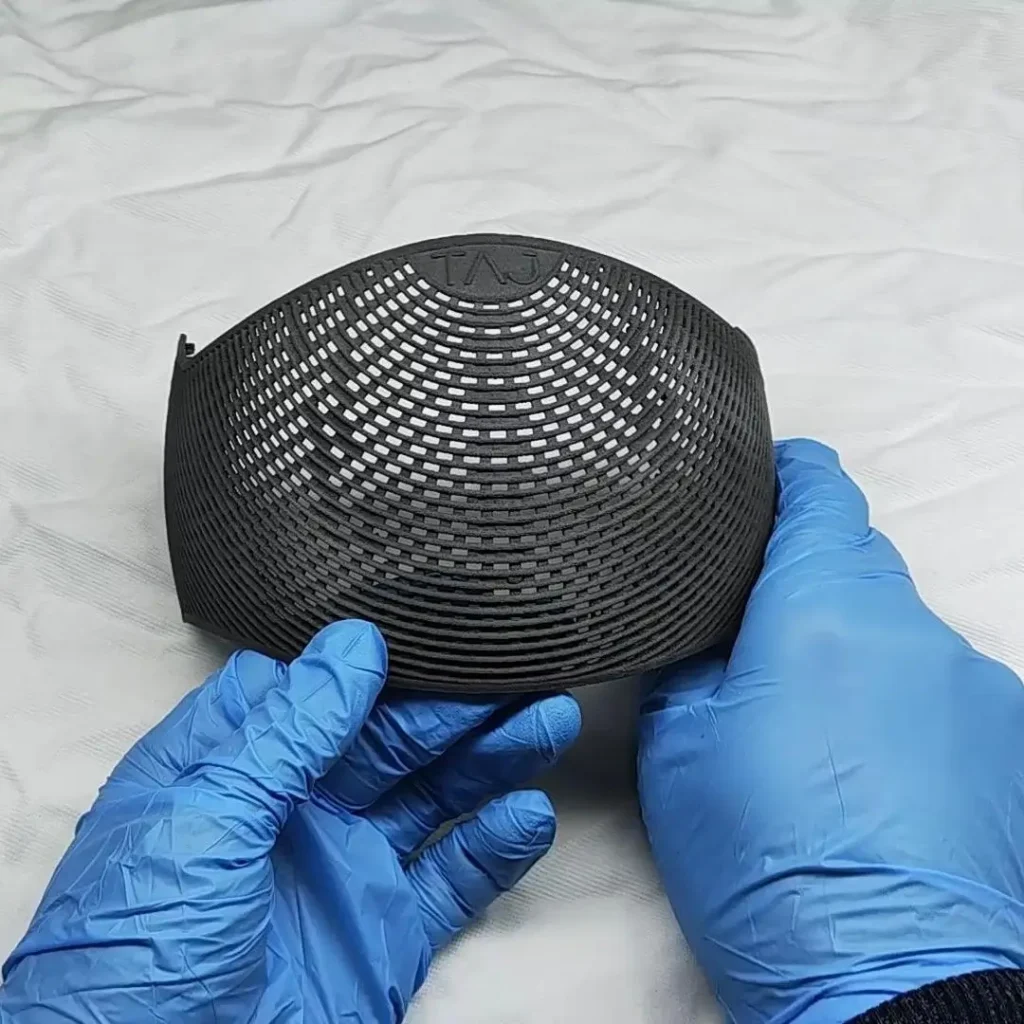
يمكن القول إن هذه هي أهم ميزة ل SLS. يوفر المسحوق غير الملبد في حجم البناء دعماً كاملاً للجزء أثناء الطباعة. ويسمح ذلك بإنشاء أشكال هندسية معقدة للغاية، بما في ذلك القنوات الداخلية والقطع السفلية والبنى الشبكية المعقدة، التي يستحيل أو يصعب إنتاجها بالطرق الأخرى. كما أنه يلغي خطوة ما بعد المعالجة لإزالة الدعم، مما يوفر الوقت والعمالة.
2. خواص ميكانيكية ممتازة:
تشتهر أجزاء SLS، خاصةً تلك المصنوعة من النايلون، بقوتها وصلابتها ومتانتها العالية. كما أنها تتصرف بشكل مشابه للأجزاء المصبوبة بالحقن، مما يجعلها مناسبة للاختبارات الوظيفية الصارمة وكأجزاء إنتاج للاستخدام النهائي. ويمكنها تحمل الصدمات والحرارة والتعرض للمواد الكيميائية.
3. إنتاجية عالية وقابلية للتطوير:
إن القدرة على تجميع عشرات أو حتى مئات الأجزاء في بنية واحدة تجعل SLS فعالة للغاية في عمليات الإنتاج منخفضة إلى متوسطة الحجم. وهذا يزيد من استخدام حجم بناء الماكينة إلى أقصى حد ويقلل بشكل كبير من تكلفة كل جزء مقارنة بطباعة الأجزاء واحدة تلو الأخرى.
4. الأشكال الهندسية المعقدة والتفاصيل المعقدة:
ونظرًا لعدم وجود دعامات لتقييد التصميم، يمكن للمهندسين إنشاء أجزاء محسّنة للأداء بدلاً من قابلية التصنيع. ويشمل ذلك ميزات مثل المفصلات الحية والمفاصل القابلة للتركيب المفاجئ والتركيبات المدمجة حيث تتم طباعة مكونات متعددة كجزء واحد معقد.
5. تنوّع جيد في المواد:
تقدم شركة SLS مجموعة من اللدائن الحرارية من الدرجة الهندسية، بدءًا من اللدائن الحرارية المرنة من البولي يوريثان تيرفثالات المرنة إلى النايلون الصلب المملوء بالكربون والـ PEEK عالي الأداء. وهذا يتيح لهذه التقنية خدمة مجموعة واسعة من التطبيقات في مختلف الصناعات.

الطباعة ثلاثية الأبعاد SLS المخصصة للأجزاء القوية والمعقدة
احصل على أجزاء متينة ومفصلة مع خدمات الطباعة الانتقائية بالتلبيد بالليزر (SLS) ثلاثية الأبعاد.

الدليل الكامل للطباعة الانتقائية بالتلبيد الانتقائي بالليزر (SLS) ثلاثية الأبعاد
ما هي حدود SLS مقارنة بطرق الطباعة ثلاثية الأبعاد الأخرى؟
على الرغم من نقاط قوته العديدة، إلا أن SLS ليس الحل الأمثل لكل تطبيق. فلديها العديد من القيود التي يجب مراعاتها.
1. تشطيب السطح والمسامية:
تتميز أجزاء SLS بطبيعة الحال بسطح غير لامع ومحبب بسبب طبيعة جزيئات المسحوق المندمج. كما أن السطح مسامي قليلاً. وفي حين أن هذا الأمر مقبول بالنسبة للعديد من الأجزاء الوظيفية، فإن التطبيقات التي تتطلب سطحًا أملسًا وتجميليًا تمامًا ستحتاج إلى معالجة لاحقة مكثفة (مثل تنعيم البخار). توفر تقنيات مثل SLA أو النفث بالمواد لمسة نهائية أكثر سلاسة خارج الصندوق.
2. تكلفة أولية أعلى:
وتمثل ماكينات SLS استثمارًا رأسماليًا كبيرًا، وغالبًا ما تكلف أكثر من $100,000 للأنظمة الصناعية. كما أن تكاليف المواد أعلى من تكاليف خيوط FDM أو راتنجات SLA. وهذا يجعل حاجز الدخول أعلى بالنسبة للشركات الصغيرة.
3. مهلة زمنية أطول:
يمكن أن يكون الوقت الإجمالي لعملية SLS طويلًا. لا يرجع ذلك فقط إلى وقت الطباعة نفسه، ولكن يرجع ذلك في المقام الأول إلى فترة التبريد الإلزامية الممتدة، والتي يمكن أن تستغرق ما يصل إلى 12-24 ساعة. وهذا ما يجعل SLS أقل ملاءمة للنماذج الأولية السريعة لمرة واحدة مقارنةً ب FDM أو SLA.
4. مناولة المواد وتعقيد إعادة التدوير:
يتطلب العمل مع مساحيق البوليمر الدقيقة بيئة محكومة ومعدات حماية شخصية. وعلاوة على ذلك، فإن إدارة دورة حياة المسحوق - تتبع استخدام المسحوق، وحساب معدلات التحديث، وغربلة المسحوق المعاد تدويره - يزيد من التعقيد التشغيلي.
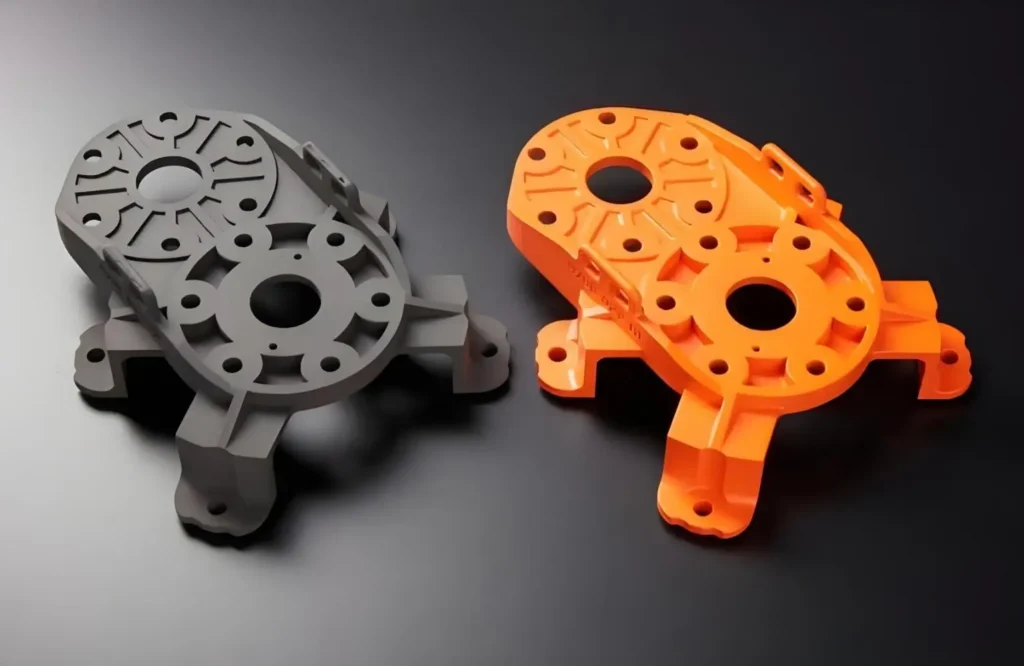
5. خيارات ألوان محدودة:
عادةً ما تتم طباعة أجزاء SLS بلون واحد، عادةً ما يكون أبيض أو رمادي أو أسود، اعتمادًا على المادة. يتطلب تحقيق اللون خطوة ثانوية بعد المعالجة مثل الصباغة، مما يضيف الوقت والتكلفة. توفر تقنيات مثل نفث المواد أو نفث المواد إمكانية الطباعة بالألوان الكاملة.

ما هي التطبيقات الشائعة ل SLS؟
وقد أدت الخصائص الفريدة لأجزاء SLS إلى اعتمادها في مجموعة واسعة من الصناعات للتطبيقات الصعبة.
1. وضع النماذج الأولية:
① النماذج الأولية الوظيفية:
هذا هو التطبيق المثالي ل SLS. تستخدم الشركات تقنية SLS لإنشاء نماذج أولية عالية الدقة يمكن إخضاعها للاختبار في العالم الحقيقي. ونظرًا لأن الخواص الميكانيكية قريبة جدًا من أجزاء الإنتاج النهائية، يمكن للمهندسين اختبار الشكل والملاءمة والوظيفة بشكل موثوق.
- أمثلة على ذلك: العبوات الخاصة بالإلكترونيات، والتركيبات القابلة للتركيب المفاجئ، والدراسات المريحة، واختبار تدفق الهواء في القنوات.
② مفصلات حية ومفصلات حية:
إن متانة ومرونة مواد مثل PA 11 و PA 12 تجعلها مثالية لتصميمات النماذج الأولية التي تتضمن مفصلات حية أو إغلاقًا متكررًا متكرر الاستخدام.
2. قطع غيار الاستخدام النهائي والتصنيع منخفض الحجم:
لقد نضجت تقنية SLS وتجاوزت مرحلة النماذج الأولية وأصبحت الآن طريقة تصنيع قابلة للتطبيق. أمثلة على ذلك:
- صناعة الطيران والسيارات: مجاري الهواء، والأقواس، والمكونات الداخلية المخصصة، وأجسام الطائرات بدون طيار (الطائرات بدون طيار). تعتبر الخصائص الخفيفة الوزن والقوية مثالية.
- الأجهزة الطبية: الأطراف الصناعية المخصصة، وأجهزة تقويم العظام، والأدلة الجراحية، وأغطية المعدات الطبية. العديد من مواد SLS متوافقة حيوياً.
- الروبوتات والأتمتة: قوابض مخصصة (أدوات نهاية الذراع)، والتركيبات والتركيبات والتركيبات والمرفقات للأنظمة الروبوتية.
- الأدوات: إنشاء التركيبات والتركيبات المخصصة لخطوط التصنيع لتحسين الكفاءة والدقة.
3. السلع الاستهلاكية:
- أمثلة على ذلك: إطارات النظارات الراقية، والأغلفة الواقية للإلكترونيات، ومكونات السلع الرياضية، والمنتجات المخصصة.

ما هي خطوات ما بعد المعالجة للأجزاء المطبوعة ب SLS؟
تُعد المعالجة اللاحقة مرحلة إلزامية في سير عمل SLS لتحويل الطباعة الخام إلى جزء قابل للاستخدام.
1. المعالجة اللاحقة الأولية (قياسية):
يتم تنفيذ هذه الخطوات على جميع أجزاء SLS تقريبًا.
- الانفصال الجزئي والإيداع: الخطوة الأولى بعد التبريد هي استخراج الأجزاء يدويًا من كعكة المسحوق غير الملبد. وغالبًا ما يستخدم الهواء المضغوط لنفخ الجزء الأكبر من المسحوق السائب.
- التفجير الإعلامي ثم توضع الأجزاء بعد ذلك في خزانة السفع. يتم إطلاق تيار من الوسائط (مثل الخرز الزجاجي أو الخرز البلاستيكي أو أكسيد الألومنيوم) على الأجزاء لإزالة أي مسحوق منصهر متبقٍ وإنشاء سطح موحد ونظيف وغير لامع.
2. المعالجة الثانوية والجمالية اللاحقة (اختياري):
تُستخدم هذه الخطوات لتحسين مظهر الأجزاء أو وظيفتها.
- الصباغة: الطريقة الأكثر شيوعًا لإضافة اللون. تسمح الطبيعة المسامية لأجزاء SLS بامتصاص الصبغة بشكل جيد للغاية. يتم غمر الأجزاء في حمام صبغ ساخن، مما ينتج عنه لون غني وعميق يخترق السطح.
- تنعيم البخار الكيميائي: عملية يتم فيها تعريض الأجزاء إلى مذيب متبخّر يقوم بإذابة السطح الخارجي وإعادة تدفقه قليلاً. يؤدي ذلك إلى سد مسامية الجزء، مما يجعله محكم الإغلاق بالماء والهواء، ويخلق لمسة نهائية ناعمة وشبه لامعة مماثلة لقولبة الحقن.
- التشطيب الاهتزازي/التشطيب الاهتزازي: بالنسبة لدُفعات القِطع الأصغر حجمًا، يمكن وضعها في بهلوان مع وسائط من السيراميك أو البلاستيك. تعمل الحركة الاهتزازية على تنعيم السطح وتقريب الحواف الحادة.
- الطلاء والطلاء: بالنسبة للألوان المحددة أو التشطيبات الواقية، يمكن طلاء أجزاء SLS بالألوان أو التشطيبات الواقية. ويمكن استخدام طلاءات مثل Cerakote لتعزيز المتانة والمقاومة الكيميائية.

كيفية تحسين التشطيب السطحي ودقة الأبعاد في SLS؟
يتطلب تحقيق أعلى جودة من SLS مزيجًا من تحسين ما قبل المعالجة والتشغيل الصحيح للماكينة والمعالجة اللاحقة.
1. التحسين الأمثل لتشطيب السطح:
① تحسين ما قبل المعالجة:
- توجيه الجزء: تجنب تأثير "الدرج المتدرج" عن طريق توجيه الأسطح المنحنية أو ذات الزوايا بعيدًا عن زاوية 45 درجة مباشرة مع لوحة البناء. وغالبًا ما يؤدي توجيه الأسطح الحرجة بحيث تكون متجهة لأعلى أو لأسفل إلى الحصول على أفضل النتائج.
- سماكة طبقة أصغر: سيؤدي استخدام طبقة أرق (على سبيل المثال، 0.08 مم بدلاً من 0.12 مم) إلى تقليل وضوح خطوط الطبقات ولكنه سيزيد من وقت الطباعة.
② حلول ما بعد المعالجة:
- السفع بالوسائط: الطريقة القياسية للحصول على لمسة نهائية موحدة غير لامعة.
- التنعيم بالبخار: الطريقة الأكثر فعالية للحصول على سطح أملس يشبه القالب بالحقن. وهي الخيار الأفضل للتطبيقات التي تتطلب أسطحاً محكمة الغلق وسهلة التنظيف.
2. تعزيز دقة الأبعاد:
① معايرة الماكينة: من الضروري معايرة معلمات الماكينة الرئيسية بانتظام. ويشمل ذلك ضبط عوامل القياس X-Y الخاصة بالليزر لتعويض أي عدم دقة نظامية وضبط إزاحة شعاع الليزر.
② حساب الانكماش والالتواء:
- الإدارة الحرارية: تأكد من أن أنظمة تسخين الماكينة تعمل بشكل صحيح للحفاظ على درجة حرارة ثابتة وموحدة. هذا هو خط الدفاع الأول ضد الاعوجاج.
- توجيه الجزء: يمكن أن يؤدي توجيه الأجزاء الطويلة المسطحة عموديًا وليس أفقيًا في بعض الأحيان إلى التخفيف من خطر الالتواء.
- تعويض البرمجيات: يمكن للبرامج المتقدمة تطبيق عوامل قياس على النموذج لمواجهة معدل الانكماش الطبيعي للمادة أثناء التبريد.
③ تصميم للتصنيع الإضافي (DfAM):
- سُمك الجدار: التزم بإرشادات الحد الأدنى لسُمك الجدار (عادةً 0.8-1.0 مم) لضمان قوة الجزء ونجاح طباعته.
- أحجام الثقوب: تميل الثقوب الصغيرة إلى الانكماش أثناء التلبيد. ومن الممارسات الشائعة تصميمها بحجم كبير قليلاً أو التخطيط لحفرها بالأبعاد النهائية بعد الطباعة.
- تفاصيل منقوشة/غير منقوشة: تأكد من أن النص والتفاصيل الدقيقة كبيرة بما يكفي لتظهر بوضوح بواسطة الليزر ولا تضيع أثناء عملية تفجير الوسائط.

كيف تقارن SLS مع SLA وMJF وFDM؟
يعتمد اختيار تقنية الطباعة ثلاثية الأبعاد المناسبة على المتطلبات المحددة لمشروعك. إليك كيفية مقارنة تقنية SLS بالطرق الشائعة الأخرى.
1. جدول المقارنة:
| الميزة | التلبيد الانتقائي بالليزر (SLS) | الطباعة الحجرية المجسمة (SLA) | الاندماج النفاث المتعدد (MJF) | النمذجة بالترسيب المنصهر (FDM) |
|---|---|---|---|---|
| التكنولوجيا | انصهار سرير المسحوق (الليزر) | البلمرة الضوئية في الحوض (ليزر/جهاز عرض) | انصهار قاع المسحوق (حراري + وكلاء) | بثق المواد (خيوط) |
| المواد الأولية | النايلون (PA11، PA12)، TPU، PP | راتنجات البوليمر الضوئي (قياسية ومتينة ومرنة وقابلة للصب) | النايلون (PA12، PA11)، TPU، PP | اللدائن الحرارية (بلاستيك حراري (PLA، ABS، PETG، PC، نايلون) |
| دقة الأبعاد | مرتفع (± 0.25 مم) | عالية جدًا (± 0.1 مم) | مرتفع (± 0.25 مم) | متوسطة إلى منخفضة (± 0.5 مم) |
| تشطيب السطح | غير لامع ومحبب ومسامي | ناعمة جدًا، خطوط الطبقة بالكاد تظهر | ناعم وأقل تحبباً من SLS | خطوط الطبقة المرئية، خشنة |
| الإنتاجية/السرعة | عالية (أجزاء متداخلة)، ولكن دورات تبريد طويلة. | متوسط (يعتمد على ارتفاع الجزء والمقطع العرضي). | عالية جدًا (طباعة سريعة ودورات تبريد أقصر من SLS). | بطيء (يطبع الأجزاء واحدة تلو الأخرى). |
| التكلفة | تكلفة الماكينة عالية، وتكلفة القطعة متوسطة بسبب التداخل. | تكلفة الماكينة متوسطة، وتكلفة القطعة منخفضة إلى متوسطة. | ارتفاع تكلفة الماكينة، وانخفاض تكلفة القِطع بسبب السرعة والتداخل. | انخفاض تكلفة الماكينة والمواد. |
| نقاط القوة الرئيسية | لا توجد دعامات، وأجزاء وظيفية متينة، وأشكال هندسية معقدة. | تفاصيل ممتازة ولمسة نهائية ممتازة للسطح، مثالية للنماذج المرئية. | سرعة عالية، وتكلفة جزء منخفضة للإنتاج، وخصائص ميكانيكية جيدة. | منخفضة التكلفة، ومجموعة متنوعة من المواد، وسهلة الاستخدام. |
| نقاط الضعف الرئيسية | سطح محبب، ومهلة زمنية طويلة، والتعامل مع المسحوق. | تتطلب هياكل دعم، يمكن أن تكون الأجزاء هشة وحساسة للأشعة فوق البنفسجية. | مواد محدودة، سطح محبب (على الرغم من أنه أفضل من SLS). | دقة ودقة منخفضة، وخطوط طبقات مرئية، ومحور Z أضعف. |
2. SLS مقابل SLA:
اختر SLS للنماذج الأولية المتينة والوظيفية وأجزاء الاستخدام النهائي التي تحتاج إلى تحمل الضغط الميكانيكي. اختر جيش تحرير السودان عندما تحتاج إلى تشطيب سطحي استثنائي وتفاصيل دقيقة ودقة في النماذج المرئية أو القوالب أو النماذج.
3. SLS ضد MJF:
إن SLS وMJF منافسان مباشران. وكلاهما تقنيتان مثاليتان لإنتاج أجزاء النايلون الوظيفية.
- MJF أسرع بشكل عام ويمكن أن تقدم انخفاض تكلفة القطعة الواحدة في سيناريوهات الإنتاج، نظرًا لعملية الطباعة الحرارية وإدارة الحرارة بكفاءة أكبر.
- وغالبًا ما توفر SLS جزءًا خامًا "أكثر بياضًا" أو أكثر إشراقًا ولديها سجل حافل أطول مع إمكانية توفر نطاق أوسع من المواد المتخصصة على منصات معينة. عادةً ما تكون تشطيبات سطح أجزاء MJF أدق من SLS.
4. SLS مقابل FDM:
اختر SLS عندما تحتاج إلى أجزاء قوية وذات جودة إنتاجية عالية ذات هندسة معقدة لا يمكن أن تنتجها FDM بدون هياكل دعم واسعة النطاق. اختر FDM للنماذج المفاهيمية منخفضة التكلفة في المراحل المبكرة أو النماذج البسيطة أو عندما تكون هناك حاجة إلى مجموعة واسعة من الألوان والمواد (مثل PLA أو PETG) بسرعة وبتكلفة معقولة.

الأسئلة الشائعة حول الطباعة ثلاثية الأبعاد SLS
نعم، تتميز أجزاء SLS، خاصةً تلك المصنوعة من النايلون، بخصائص ميكانيكية ممتازة، بما في ذلك قوة الشد العالية ومقاومة الصدمات. إنها واحدة من أقوى خيارات الطباعة ثلاثية الأبعاد المصنوعة من البوليمر وهي مناسبة للتطبيقات الوظيفية الصعبة وأجزاء الاستخدام النهائي.
تكون أجزاء SLS في حالتها الخام، بعد الصهر، مسامية قليلاً وتمتص الرطوبة بمرور الوقت. ولا تعتبر مقاومة للماء. ومع ذلك، يمكن جعلها مقاومة للماء ومحكمة الإغلاق من خلال خطوات ما بعد المعالجة مثل تنعيم البخار الكيميائي أو من خلال وضع طلاء إيبوكسي.
وتتأثر التكلفة بعدة عوامل: حجم الجزء، وعدد الأجزاء المتداخلة في البناء، والمواد المستخدمة، وأي معالجة لاحقة مطلوبة. في حين أن الاستثمار الأولي للماكينة مرتفع، يمكن أن تكون التكلفة لكل جزء تنافسية لعمليات الإنتاج منخفضة إلى متوسطة الحجم بسبب كفاءة التعشيش والحد الأدنى من العمالة.
معدل التحديث هو النسبة المئوية من المسحوق البكر الطازج الذي يجب خلطه مع المسحوق المعاد تدويره وغير الملبد من بناء سابق لإنشاء دفعة جديدة. المعدل النموذجي هو 50/50. وهذا أمر مهم لأن المسحوق الموجود في الحجرة المسخنة يتحلل قليلاً، وإعادة استخدامه دون إضافة مسحوق جديد سيؤدي إلى ضعف جودة القِطع. تُعد إدارة معدل التحديث أمرًا أساسيًا للتحكم في التكاليف والحفاظ على خصائص المواد متسقة.
يستخدم مصطلح "SLS" بشكل حصري تقريبًا لطباعة البوليمرات (البلاستيك). تسمى العملية المكافئة للمعادن التلبيد المباشر بالليزر المعدني (DMLS) أو الصهر الانتقائي بالليزر الانتقائي (SLM). في حين أن المبدأ الأساسي لاستخدام الليزر في صهر المسحوق متشابه، إلا أن ماكينات DMLS/SLM تستخدم ليزر أقوى بكثير وتعمل في درجات حرارة أعلى بكثير في جو خامل تمامًا لمعالجة مساحيق المعادن مثل الألومنيوم والتيتانيوم والفولاذ المقاوم للصدأ.


How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

