 Skip to content
Skip to content 

Molds for injection molding are tools used to shape things. They are made up of different parts, and different molds have different parts. The injection molding process mainly includes raw material preparation, feeding, heating and melting, injection, cooling and solidification, mold opening and extraction, flash removal, trimming, and processing, inspection, and packaging.
- Cooling and heating should be designed together, not tuned after sampling.
- Uniform mold temperature reduces warpage, shrinkage drift, and appearance defects.
- Cooling-channel layout is usually the biggest lever for cycle time.
- Supplier review should connect thermal design with quoting, sampling, and production capacity.
How does the heating system affect an injection mold?
1. Mold Heating Methods
Steel heating is a heating method that is almost mandatory in the design of all plastic molding molds. It can be designed in various forms such as single-phase wiring, two-phase wiring, etc. Materials such as seamed pipes, seamless pipes, stainless steel pipes can be used, characterized by low heat loss, high thermal efficiency, simple wiring, and flexible wiring configurations according to needs, designed for either 220V or 380V. However, due to limitations in materials and processing techniques, attention should be paid to its unique characteristics in mold design.
The soldering iron core is often used as a type of mold heating tube. It has high power per unit length (usually a diameter of 10mm, a length of 8cm soldering iron core can achieve an output power of 150 watts), durability, good safety, resistance to short circuits, can be embedded through blind holes, but difficult to customize design, prone to fragility and breakage during replacement.
2. Factors Affecting Injection Mold Heating Rate
There are many factors that affect how fast an injection mold heats up. Some of these factors include:
The material and structure of the mold directly affect the heating rate. Different materials have different thermal conductivity1 and heat capacity, while the thickness and design of the mold also affect the speed of heat conduction.
Injection molds are heated using electric heating or hot runner systems. Different heating methods have different heating rates and control capabilities. For example, electric heating can heat up quickly and control temperature precisely, while hot runner systems can transfer heat directly to specific parts of the mold, making heating more efficient.
The heating temperature and heating time are the two main factors that affect the heating rate. Increasing the heating temperature and extending the heating time can speed up the heating rate of the mold, but you have to be careful not to damage the mold or cause thermal stress.
The heating rate of the mold is also affected by environmental conditions like the temperature and humidity of the room. If it’s really cold or really humid, the heating rate might be affected a little bit.
The heating rate is affected by the condition and maintenance of the mold. If there is ash accumulation, oxidation, or damage on the surface of the mold, it will reduce heating efficiency and prolong heating time.
Different heating mediums, like electric heating wires, thermal oil, etc., have different heat transfer characteristics, which will affect the heating rate. Choosing the right heating medium can improve heating efficiency.

How does cooling control cycle time and part quality?
In injection molding molds, the design of the cooling system2 is very important. This is because molded plastic products need to cool and solidify to a certain rigidity before demolding to prevent deformation due to external forces. Since cooling time accounts for about 70% to 80% of the entire molding cycle, a well-designed cooling system can greatly shorten the molding time, increase injection molding productivity, and reduce costs. Improperly designed cooling systems can prolong molding time, increase costs, and uneven cooling can further cause warpage and deformation of plastic products.
Based on experiments, the heat from the melt entering the mold generally goes away in two ways: 5% is transferred to the atmosphere through radiation and convection, and the other 95% is conducted from the melt to the mold. Because of the cooling water pipes in the mold, the heat is transferred from the plastic in the mold cavity to the cooling water pipe through heat conduction via the mold base, and then carried away by the cooling liquid through heat convection. A small amount of heat not taken away by the cooling water continues to conduct in the mold and dissipates into the air upon contact with the outside.
The injection molding process has five stages: mold closing, filling, holding pressure, cooling, and demolding. Cooling takes the longest, about 70% to 80% of the total time. So, cooling time affects the cycle time and how many parts you can make. When you take the part out of the mold, it needs to be cooled below the heat distortion temperature. This stops the part from relaxing and getting warped or deformed.
“Cooling usually controls more cycle time than heating.”True
Most injected plastic must release enough heat through the mold before ejection. If cooling is uneven or too slow, faster filling or higher heating capacity will not deliver stable production output.
“A colder mold always makes better parts.”False
Lower mold temperature3 can shorten cycle time, but it can also increase internal stress, visible weld lines, incomplete texture fill, and dimensional drift. The target must match resin behavior and quality requirements.
1. Mold Cooling Methods
Water cooling is the most commonly used cooling method for most molds, but it also has its drawbacks; it requires good pipeline sealing and unobstructed upper and lower water pipelines, resulting in significant water waste. When the cooling temperature exceeds 100°C, steam explosions are likely to occur. The advantage is that it has a large heat capacity and can achieve rapid cooling.
Air cooling is a relatively ideal cooling method. Unlike water cooling, it does not require tight pipeline sealing, there is no waste of resources, it can cool molds with temperatures higher than 100°C, and the cooling speed can be determined by the flow rate of gas. Moreover, it is simple and convenient to obtain gas sources in production workshops of a certain scale.
2. Factors Affecting Product Cooling Rate
The main thing is the wall thickness of the plastic part. The thicker the part, the longer it takes to cool. As a rule of thumb, cooling time is roughly proportional to the square of the part thickness or the 1.6th power of the largest gate diameter. In other words, doubling the part thickness increases cooling time by four times.
The mold material, including the core and cavity materials of the mold and the mold frame material, has a big effect on the cooling rate. The higher the thermal conductivity of the mold material, the better the effect of transferring heat from the plastic in a unit of time, and the shorter the cooling time.
The closer the cooling water pipe is to the mold cavity, the larger the diameter, and the greater the number, the better the cooling effect and the shorter the cooling time.
The more water you can get moving through the system (turbulent flow is better), the better the water will be at taking heat away from the engine by convection.
The viscosity and thermal conductivity of the cooling liquid also affect the heat transfer effect of the mold. The lower the viscosity of the cooling liquid, the higher the thermal conductivity, the lower the temperature, and the better the cooling effect.
Plastic’s thermal conductivity is how fast it moves heat from a hot spot to a cold spot. The higher the thermal conductivity, the better it moves heat, or the lower the specific heat, the easier it is to change temperature, so it cools off faster and moves heat better, so it takes less time to cool.
3. Cooling System Design Rules
3.1 The cooling channels should be designed to cool the mold uniformly and quickly.
3.2 The purpose of designing the cooling system is to keep the mold cool and do it efficiently. The cooling holes should be standard sizes so they can be machined and assembled easily.
3.3 When designing the cooling system, the mold designer must decide on the following design parameters based on the wall thickness and volume of the plastic part: where and how big the cooling holes should be, how long the holes should be, what kind of holes to use, how to arrange and connect the holes, and how much cooling liquid to use and how well it transfers heat.
Why is mold temperature control important in injection molding?
Temperature control is super important in injection molding because it directly affects the quality, consistency, and cycle time of molded parts. Cooling and heating are both big parts of this control mechanism, making sure that the molten material flows good, solidifies right, and is demolded without defects from the mold.
From our factory perspective, the ZetarMold in-house mold manufacturing facility lets our engineers review cooling-channel layouts with the molding team instead of treating temperature control as a late production fix. In our production planning, the 47 injection molding machines help connect temperature-control choices with real press availability before quoting, sampling, and ramp-up. For cosmetic or dimensional risk, 8 senior engineers can review mold design tradeoffs before the tool is committed.
1. Influence of Mold Temperature on Product Appearance
When the temperature is higher, the resin flows better. This usually makes the surface of the parts smooth and shiny, especially for glass fiber reinforced resin parts. It also makes the weld lines stronger and look better.
For textured surfaces, if the mold temperature is low, the melt can’t fill the roots of the texture, so the surface of the product is shiny and can’t show the true texture of the mold surface. If you increase the mold temperature and the material temperature, you can get the texture you want on the surface of the product.
2. Influence on Internal Stress of Products
When you mold something, it gets hot and then cools down. When it cools down, it shrinks. The outside of the thing shrinks first and gets hard. Then the inside shrinks and gets hard. The inside and the outside shrink at different rates, and that makes the inside and the outside fight each other. When the inside and the outside fight each other too much, the thing cracks.
When the inside of the thing fights the outside of the thing too much, the thing cracks. This happens when the inside of the thing fights the outside of the thing too much, and the inside of the thing is too weak or the outside of the thing is too strong. This also happens when the inside of the thing fights the outside of the thing too much, and the inside of the thing is too weak or the outside of the thing is too strong, and the thing gets wet or gets chemicals on it. When the inside of the thing fights the outside of the thing too much, the thing cracks.
The surface compressive stress depends on the surface cooling conditions. Cold molds cause the molten resin to cool rapidly, resulting in higher residual internal stress in the molded product. Mold temperature is the most basic condition for controlling internal stress, and slight changes in mold temperature can greatly change its residual internal stress. Generally, each product and resin have their lowest mold temperature limit for acceptable internal stress. When molding thin-walled or long-flow parts, the mold temperature should be higher than the minimum limit during general molding.
3. Improving Product Warpage
If the cooling system of the mold is designed improperly or the mold temperature control is improper, insufficient cooling of the plastic parts can cause warpage and deformation of the parts.
For mold temperature control, the temperature difference between the male and female molds, the core and cavity, the mold core and wall, and the wall and inserts should be determined based on the structural characteristics of the product. By utilizing the different cooling shrinkage rates of different parts of the mold to compensate for the orientation shrinkage difference after demolding, the product tends to bend towards the side with higher temperature after demolding, thus offsetting the warpage deformation of the product according to the orientation law.
“Uniform mold temperature often matters more than the absolute setting.”True
Two cavities at the same nominal mold temperature can still behave differently if one side cools faster. Balanced temperature reduces warpage, local shrinkage, gloss variation, and unstable dimensions.
“Cooling channels can be placed anywhere if water flow is high.”False
Channel position still matters because heat must travel through the mold steel before coolant can remove it. Poor channel distance, dead zones, or blocked maintenance access can leave hot spots even when pump flow looks acceptable.
For plastic parts with completely symmetrical body structures, you should keep the mold temperature consistent to make sure all parts of the product cool down evenly.
4. Impact on Product Shrinkage Rate
Lower mold temperatures make the molecules freeze faster, make the frozen layer of the melt in the cavity thicker, and make it harder for crystals to grow, so the product shrinks less. Higher mold temperatures make the melt cool slower, make the relaxation time longer, make the orientation level lower, make it easier for crystals to form, so the product shrinks more.
5. Influence on Product Heat Deflection Temperature
For crystalline plastics, if you mold the product at a low mold temperature, the molecular orientation and crystallization freeze right away. When you put it in a higher temperature environment or secondary processing conditions, the molecular chains will partially rearrange and crystallize, causing the product to deform even at temperatures way below the material’s heat deflection temperature (HDT).
How can you optimize injection mold temperature control?
1. Temperature Control System Upgrade
Electric heating rods are a big part of the temperature control system of injection molding machines. If you upgrade your electric heating rods, you can make your temperature control more stable and accurate. That means you can make your injection molding more accurate and better quality.
2. Improvement of Temperature Control Strategy
When it comes to injection molding, temperature control is a big deal. It affects the quality and cost of your parts. If you do it right, you can reduce cycle time and energy consumption, improve production efficiency, and cut costs.
3. Adjustment of Temperature Control Parameters
To get the best injection molding effect, you need to adjust the temperature control parameters. You can do this by adjusting the proportion of the rear, middle, and front zone temperatures.
What is the practical takeaway for cooling and heating?
The practical takeaway for cooling and heating is defined by the function, constraints, and tradeoffs explained in this section. To get good parts fast, you need to master mold cooling and heating. You need to understand temperature control, use the latest cooling and heating technologies, and have the best monitoring and control systems. That’s how you get the most out of your injection molding process.
Frequently Asked Questions
How long should injection mold cooling take?
Cooling time should be long enough for the part surface and core to reach a stable ejection condition, not just long enough for the gate to freeze. A practical starting point is to evaluate wall thickness, resin thermal conductivity, mold steel, cooling-channel distance, and allowable part distortion together. If the part sticks, warps, or changes size after ejection, the cooling window is probably too short or too uneven. For quoting, the cooling estimate should be reviewed with the full cycle time and not treated as an isolated number.
Why does mold temperature change part appearance?
Mold temperature changes how the resin flows against the cavity surface before it freezes. A warmer mold can improve gloss, reduce flow hesitation, and help textured surfaces fill more completely, but it can also lengthen cycle time and increase shrinkage if the process is not balanced. A colder mold may shorten the cycle, yet it can create dull surfaces, weld-line visibility, internal stress, or incomplete texture replication. The correct setting depends on resin, surface requirement, wall thickness, and the dimensional tolerance target.
What is the difference between mold heating and mold cooling?
Mold heating brings the tool to a controlled starting temperature and keeps the resin from freezing too early during filling, while mold cooling removes heat after packing so the part can be ejected without deformation. Heating is especially important for high-temperature resins, thin flow paths, glossy surfaces, and texture filling. Cooling usually dominates cycle time because most of the heat must leave the plastic through the mold steel and coolant. A stable process needs both systems designed together, not one added after the mold is built.
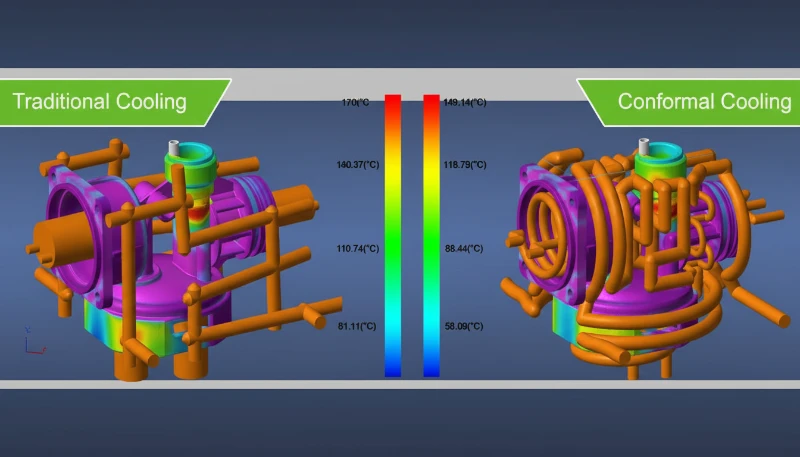
When should conformal cooling be considered?
Conformal cooling should be considered when traditional drilled water lines cannot follow the part geometry closely enough to cool thick sections, ribs, bosses, or deep cores evenly. It is most useful for parts with warpage risk, long cycle time, hot spots, or tight dimensional requirements that standard straight channels cannot control. The tradeoff is higher tool complexity and cost, so it should be justified by cycle-time savings, scrap reduction, or quality improvement. It is not automatically better for every simple mold.
What should buyers check before approving a cooling design?
Buyers should ask whether the supplier has reviewed wall thickness, hot spots, gate location, ejector layout, channel distance, channel diameter, coolant flow, and maintenance access before freezing the mold design. They should also confirm how the supplier will validate temperature balance during sampling, such as through trial records, part measurement, warpage checks, and cycle-time data. For high-volume projects, a cooling design review can prevent a mold from meeting the drawing in one trial but failing to run consistently in production.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for process context, then compare vendors with our injection molding supplier sourcing guide.
-
thermal conductivity: Thermal conductivity is a material property that describes how quickly heat moves through steel, plastic, or coolant-contact surfaces. ↩
-
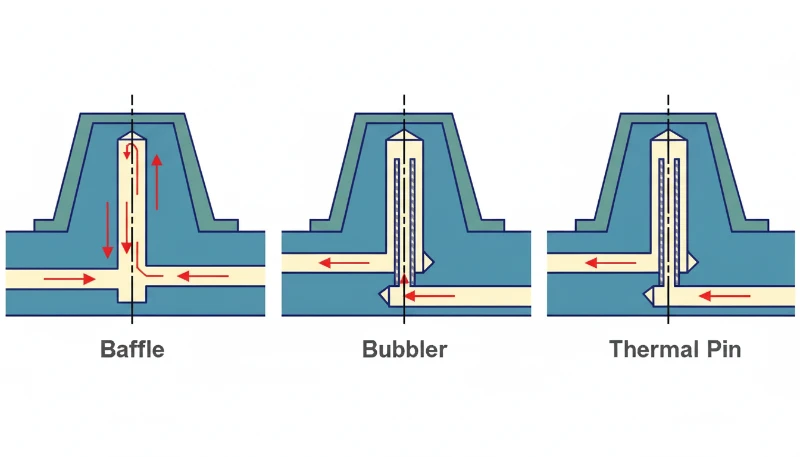
cooling system: A cooling system is a network of water lines, baffles, bubblers, or conformal channels that removes heat from the mold after packing. ↩
-
mold temperature: Mold temperature refers to the controlled cavity and core surface temperature that shapes resin flow, shrinkage, stress, and final part appearance. ↩






