 İçeriğe geç
İçeriğe geç 
Özel Sıvı Silikon Kauçuk (LSR) Enjeksiyon Kalıplama Hizmeti
Hassas, dayanıklı ürünler için gelişmiş sıvı silikon kauçuk enjeksiyon kalıplamayı keşfedin. Zetar Mold'un yenilikçi çözümleriyle üretiminizi geliştirin.

Sıvı Silikon Kauçuk (LSR) Enjeksiyon Modelleme için Eksiksiz Kılavuz
Sıvı Silikon Kauçuk (LSR) Enjeksiyon Kalıplama Nedir?
Genellikle LSR Kalıplama veya LIM (Sıvı Enjeksiyon Kalıplama) olarak kısaltılan Sıvı Silikon Kauçuk Enjeksiyon Kalıplama, sıvı silikon kauçuk malzemeden dayanıklı, esnek ve yüksek hassasiyetli parçalar oluşturmak için kullanılan bir üretim sürecidir.
Özünde, termoset bir süreçtir. Bu, onu termoplastik enjeksiyon kalıplamadan temelde ayırır. Termoplastikler eriyene kadar ısıtılır, katılaşmak için soğuk bir kalıba enjekte edilir ve yeniden eritilebilirken, termosetler tersine çalışır. LSR kalıplamada, iki parçalı sıvı bir bileşik karıştırılır ve ardından ısıtılmış bir kalıba enjekte edilir. Isı, sıvıyı katı, stabil ve elastik bir kauçuk parçaya dönüştüren kürleme veya vulkanizasyon adı verilen geri dönüşü olmayan bir kimyasal reaksiyonu tetikler.
LSR Sınıflandırmaları ve Türleri Nelerdir?
LSR herkese uyan tek bir malzeme değildir. Çok sayıda sınıfta mevcuttur ve yüksek derecede özelleştirmeye izin veren çeşitli gelişmiş teknikler kullanılarak işlenebilir.
1. Malzeme Sınıfına Göre Sınıflandırma:
① Genel Amaçlı Sınıf: Çok çeşitli endüstriyel contalar, contalar ve tüketici ürünleri için iyi bir fiziksel özellik dengesi sunan standart bir formülasyon.
② Tıbbi Sınıf: Bu kaliteler biyouyumludur ve USP Sınıf VI ve ISO 10993 gibi katı standartları karşılar. Solunum maskeleri, cerrahi aletler, tıbbi cihazlar için contalar ve kısa süreli implantlar için kullanılırlar.
③ Gıda Sınıfı: Pişirme kalıpları, biberon emzikleri ve mutfak gereçleri gibi gıda ile temas eden ürünlerde kullanım için FDA yönetmeliklerine (örn. 21 CFR 177.2600) uygundur.
④ Optik Sınıf: Yüksek şeffaflık ve ışık geçirgenliği ile karakterize edilen bu kalite, optik netliğin çok önemli olduğu LED'ler ve sensörler için lensler, ışık kılavuzları ve kapaklar üretmek için idealdir.

⑤ İletken Sınıf: Karbon siyahı gibi iletken dolgu maddeleri içeren bu LSR'ler, EMI/RFI koruyucu contalar, iletken pedler ve elektrik konektörleri gibi elektrik iletkenliği gerektiren uygulamalar için kullanılabilir.
⑥ Kendinden Yağlama Sınıfı: Bu malzeme zaman içinde yüzeyine az miktarda silikon yağı yayarak sürtünme katsayısını azaltır. Kolayca monte edilmesi gereken düşük sürtünmeli contalar, O-ringler ve konektör contaları oluşturmak için mükemmeldir.
⑦ Florosilikon (F-LSR): Polar olmayan solventlere, yakıtlara, yağlara ve agresif kimyasallara karşı gelişmiş direnç sunar, bu da onu sert sıvılara maruz kalan otomotiv ve havacılık contaları için tercih edilen bir seçenek haline getirir.
2. Süreç Varyasyonuna Göre Sınıflandırma:
① Standart LSR Kalıplama: Tek malzemeli bir LSR parçası oluşturmanın temel süreci.
② LSR Üst Kalıplama (2 Atışlı Kalıplama): LSR'nin önceden kalıplanmış bir alt tabaka üzerine kalıplandığı çok adımlı bir süreç. Bu olabilir:
- Termoplastik Üzerine LSR: Tasarlanmış bir plastik parça (örneğin, PBT, Naylon) ikinci bir kalıba yerleştirilir ve hem sert hem de yumuşak özelliklere sahip entegre bir parça oluşturmak için etrafına LSR enjekte edilir (örneğin, yerleşik bir contaya sahip su geçirmez bir muhafaza).
- Metal Üzerinde LSR: LSR, tutamaklar, izolatörler veya titreşim sönümleyici bileşenler oluşturmak için metal bir bileşen (örneğin paslanmaz çelik, alüminyum) üzerine kalıplanır.
③ LSR ile Mikro Kalıplama: Genellikle tıbbi cihazlarda ve mikro elektronikte kullanılan mikro ölçekli özelliklere veya bir gramdan daha az ağırlığa sahip parçaları üretmek için kullanılan sürecin son derece hassas bir versiyonu.

LSR için Tipik Uygulama Senaryoları Nelerdir?
LSR'nin benzersiz özellikleri, onu performans ve güvenilirliğin tartışılmaz olduğu uygulamalarda tercih edilen malzeme haline getirmektedir.
1. Tıp ve Sağlık Hizmetleri:
Üstün biyouyumluluğu, sterilize edilebilirliği ve inertliği nedeniyle LSR tıp alanında her yerde bulunmaktadır.
Örnekler: Solunum maskeleri, ilaç dağıtım cihazları için esnek contalar, şırınga tıpaları, kateterler, sıvı yönetim sistemleri için valf bileşenleri ve cerrahi aletler için yumuşak, bükülebilir bileşenler.
2. Otomotiv Endüstrisi:
Otomotiv ortamı aşırı sıcaklıklara, titreşime ve sıvılara karşı direnç gerektirir.
Örnekler: Kablo demetleri için konektör contaları, motor ve şanzıman bileşenleri için contalar, sensörler için koruyucu botlar, titreşim sönümleyiciler ve basınç düzenleme sistemleri için esnek diyaframlar.
3. Tüketim Malları ve Elektronik:
LSR su geçirmezlik, dayanıklılık ve üstün yumuşak dokunuş hissi sağlar.
Örnekler: Akıllı saatler ve sağlamlaştırılmış telefonlar için contalar ve contalar, uzaktan kumandalarda yumuşak dokunuşlu düğmeler, esnek tuş takımları, bebek emzikleri ve meme uçları ve spatula ve pişirme kalıpları gibi üst düzey mutfak gereçleri.
4. Endüstriyel Uygulamalar:
Zorlu endüstriyel ortamlarda LSR uzun süreli stabilite ve sızdırmazlık performansı sağlar.
Örnekler: Dış mekan LED aydınlatma armatürleri için contalar, endüstriyel pompalar için contalar, basınç valfleri için diyaframlar ve hassas ekipmanlar için koruyucu kapaklar.

LSR Enjeksiyon Kalıplamanın Avantajları Nelerdir?
1. Yüksek Hassasiyet ve Tasarım Özgürlüğü: Sıvı silikonun düşük viskozitesi, ince duvarlara kolayca akmasına ve karmaşık, karmaşık kalıp boşluklarını doldurmasına olanak tanıyarak diğer elastomerlerle imkansız olabilecek son derece ayrıntılı parçaların üretilmesini sağlar.
2. Üstün Malzeme Özellikleri: LSR, eşsiz bir özellik kombinasyonu sunar:
① Biyouyumluluk: Doğal olarak inert ve hipoalerjeniktir.
② Sıcaklık Dayanımı: Tipik olarak -50°C'den +200°C'ye kadar geniş bir sıcaklık aralığında kararlıdır, özel kaliteler daha da öteye uzanır.

③ Kimyasal ve UV Stabilitesi: Suya, ozona, UV radyasyonuna ve çok çeşitli kimyasallara karşı dayanıklıdır.
④ Düşük Sıkıştırma Seti: Parçalar uzun süreli sıkıştırmadan sonra orijinal şekillerine geri döner, bu da onları contalar ve contalar için mükemmel kılar.
⑤ Elektrik Yalıtımı: Yüksek dielektrik dayanımına sahiptir.
3. Yüksek Hacimli Otomasyon ve Hızlı Döngü Süreleri: Süreç son derece otomatiktir. Kürlenme süreleri çok hızlıdır, genellikle 20 ila 60 saniye arasındadır, bu da minimum işçilikle verimli, büyük ölçekli üretimi kolaylaştırır.
4. Temiz ve Atıksız Süreç: Malzeme kovalarından sızdırmaz kalıba kadar kapalı döngü sistemi, kirleticilere maruz kalmayı en aza indirir. Bu, tıbbi ve gıda sınıfı uygulamalar için kritik öneme sahiptir. Ayrıca, hassas "flaşsız" kalıplama teknikleri malzeme israfını ve işlem sonrası adımları önemli ölçüde azaltır.
LSR Enjeksiyon Kalıplamanın Dezavantajları Nelerdir?
1. Yüksek İlk Yatırım: LSR kalıpları, düşük viskoziteli malzemeyi yönetmek için son derece sıkı toleranslar ve özel özellikler (soğuk yolluk sistemleri gibi) gerektirir. Hem kalıp hem de özel enjeksiyon kalıplama makineleri önemli bir ön sermaye giderini temsil eder.
2. Daha Yüksek Malzeme Maliyeti: Kilogram bazında, LSR genellikle birçok yaygın termoplastikten ve bazı sentetik kauçuklardan daha pahalıdır. Ancak bu durum, yüksek hacimli üretimde daha hızlı döngü süreleri ve daha düşük işçilik maliyetleri ile dengelenebilir.
3. Termoset Yapı: Termoset bir malzeme olarak LSR, termoplastiklerle aynı şekilde eritilemez ve geri dönüştürülemez. Hurda öğütülebilir ve bazı uygulamalarda dolgu maddesi olarak kullanılabilir, ancak bu kapalı döngü bir geri dönüşüm süreci değildir.
4. Takım Karmaşıklığı: LSR kalıplarının tasarımı ve imalatı termoplastiklere göre daha karmaşıktır. Malzeme dağıtım sistemini soğuk tutarken yüksek sıcaklıklara dayanmalıdırlar ve parlamayı önlemek için olağanüstü sızdırmazlık gerektirirler.
LSR Kalıplama Diğer Proseslerle Nasıl Karşılaştırılır?
Termoplastik Enjeksiyon Kalıplamaya karşı:
Temel fark Termoset ve Termoplastiktir. LSR sıcak bir kalıpta kimyasal bir kürleme reaksiyonu içerirken, termoplastikler soğuk bir kalıpta erir ve katılaşır. LSR parçalar esnek ve sıcaklığa dayanıklıdır, termoplastikler ise sertlik ve mukavemet sunar.
vs. Sıkıştırmalı Kalıplama (HCR ile):
Sıkıştırmalı kalıplama tipik olarak kil benzeri bir katı olan Yüksek Kıvamlı Kauçuk (HCR) kullanır. Daha yavaş, daha emek yoğun ve daha az hassas malzeme kontrolüne sahip bir süreçtir, bu da daha yüksek malzeme israfına ve daha fazla parlamaya neden olur. LSR kalıplama otomatiktir, daha hızlıdır, daha temizdir ve karmaşık geometriler ve yüksek hacimli üretim için daha uygundur.
Sıvı Silikon Kauçuk (LSR) Enjeksiyon Kalıplama
Sıvı Silikon Kauçuk (LSR) Enjeksiyon Kalıplama ile ilgili derinlemesine kılavuzumuzu keşfedin. Temel süreç, malzemeler, avantajlar, medikal ve otomotivdeki temel uygulamalar ve uzman tasarım en iyi uygulamaları hakkında bilgi edinin.

Sıvı Silikon Kauçuk (LSR) Enjeksiyon Modelleme için Eksiksiz Kılavuz
LSR'nin Temel Özellikleri ve Nitelikleri Nelerdir?
Bu özellikleri anlamak, uygulamanız için doğru LSR sınıfını seçmenin anahtarıdır.
| Mülkiyet | Tanım ve Önem | Tipik Aralık/Değer |
|---|---|---|
| Sertlik (Durometre) | Malzemenin girintiye karşı direncini ölçerek yumuşaklığını veya sertliğini gösterir. Kıyı A esnek kauçuklar için standart ölçektir. | 5 ila 80 Shore A |
| Çekme Dayanımı | Bir malzemenin çekilirken veya gerilirken kırılmadan önce dayanabileceği maksimum gerilim. Megapaskal (MPa) cinsinden ölçülür. | 5 - 11 MPa |
| Kopma Uzaması | Bir malzemenin yırtılmadan önce ulaşabileceği uzunluktaki artış yüzdesi. Malzemenin esnekliğini ve esneyebilirliğini gösterir. | 200% – 900% |
| Yırtılma Dayanımı | Malzemenin bir yırtılmanın yayılmasına karşı direncini ölçer. Kullanım sırasında çentiklenebilecek veya kesilebilecek parçalar için çok önemlidir. | 20 - 50 kN/m |
| Sıkıştırma Seti | Bir malzeme belirli bir sıcaklıkta belirli bir süre boyunca sıkıştırıldıktan sonra kalan kalıcı deformasyon yüzdesi. Düşük bir değer contalar için hayati önem taşır. | 10% - 25% (150°C'de 22 saat boyunca) |
| Çalışma Sıcaklığı | Malzemenin temel özelliklerini bozulmadan koruduğu sıcaklık aralığı. | -50°C ila 200°C (-60°F ila 390°F) |
| Dielektrik Dayanım | Malzemenin elektrik yalıtkanı olarak hareket etme kabiliyeti, bozulmadan önce dayanabileceği maksimum voltaj olarak ölçülür. | ~20 kV/mm |
LSR Enjeksiyon Kalıplamanın Temel Süreci Nedir?
LSR kalıplama süreci bir hassasiyet ve kontrol senfonisidir. İşte iş akışının adım adım dökümü:
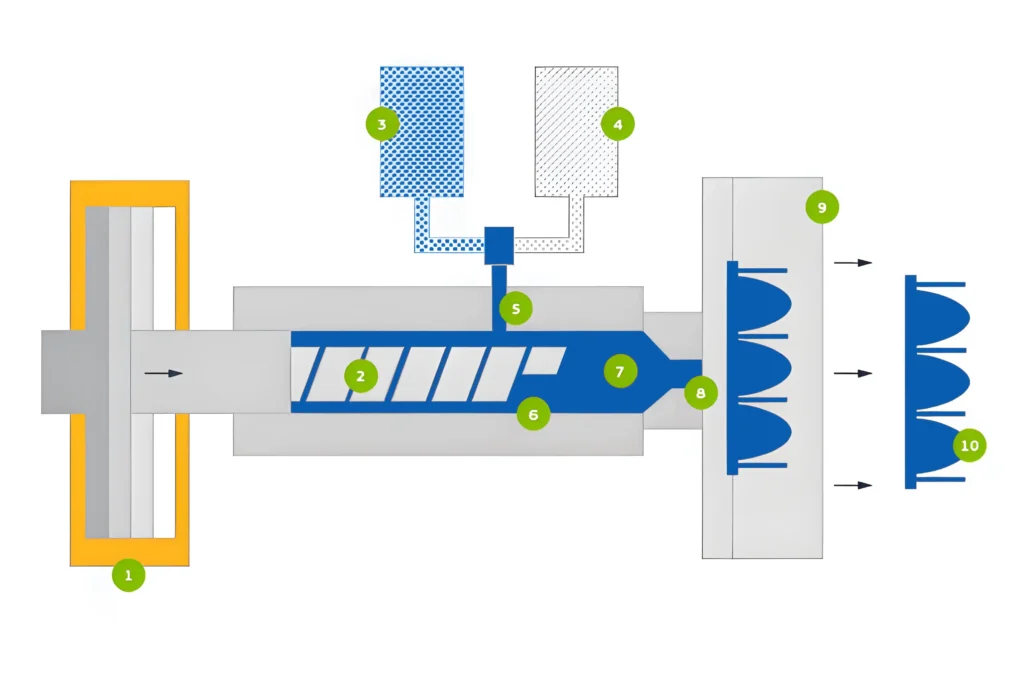
1. Malzeme Temini: Süreç, sıvı silikonun A ve B kısımlarını tutan, tipik olarak 20 litrelik kovalar veya 200 litrelik variller olmak üzere iki ayrı kapla başlar.
2. Dozajlama ve Ölçme: Kalıplama makinesindeki özel bir dozajlama ünitesi, A ve B bileşenlerini kaplarından hacim olarak hassas bir 1:1 oranında çekmek için pompalar kullanır. Renk gerekiyorsa, üçüncü bir renk macunu akışı sisteme doğru bir şekilde ölçülür.
3. Karıştırma: A ve B bileşenleri (ve herhangi bir renklendirici) bir statik karıştırıcı. Bu cihaz, malzeme akışlarını tekrar tekrar bölen ve yeniden birleştiren, ısı veya hava girmeden mükemmel homojen bir karışım sağlayan bir dizi sarmal eleman içerir.
4. Enjeksiyon: Karıştırılmış, kürlenmemiş LSR, erken kürlenmeyi önlemek için su ile soğutulan enjeksiyon variline beslenir. Daha sonra bir vida veya piston, soğutulmuş bir nozul ve yolluk sistemi aracılığıyla malzemenin hassas bir "atışını" ısıtılmış kalıp boşluklarına enjekte eder.
5. Kürleme (Vulkanizasyon): Kalıp 150°C ile 200°C (300°F - 390°F) arasında bir sıcaklığa kadar ısıtılır. Bu yoğun ısı platin katalizli çapraz bağlanma reaksiyonunu başlatır. Sıvı silikon 20-60 saniye gibi kısa bir sürede hızla katı, elastik bir kauçuk parçaya dönüşür.
6. Kalıptan Çıkarma ve Fırlatma: Kürleme tamamlandığında kalıp açılır. LSR'nin esnekliği sayesinde parçalar, bazen ejektör pimleri veya robotik otomasyon yardımıyla alttan kesilerek bile çıkarılabilir. Bir sonraki döngü hemen başlar.

LSR Kalıplamada Dikkat Edilmesi Gereken Temel Hususlar Nelerdir?
Başarılı LSR kalıplama, üç temel alana dikkat edilmesine bağlıdır: parça tasarımı, kalıp tasarımı ve malzeme seçimi.
1. Parça Tasarımında Dikkat Edilmesi Gerekenler:
① Duvar Kalınlığı: Tutarlı kürlenme sağlamak ve çukur izlerini önlemek için tek tip duvar kalınlığı elde etmeye çalışın. Farklı kalınlıklar arasındaki geçişler kademeli olmalıdır.
Ayrılık cümlesi: Kalıbın iki yarısının birleştiği yer. Yerleşimi estetik, kalıp işlevi ve parlamayı önlemek için kritik öneme sahiptir.
Havalandırma: LSR'nin son derece düşük viskozitesi ve hızlı enjeksiyon hızı nedeniyle hava kolayca hapsolabilir. Havalandırma delikleri, silikonun değil havanın kaçmasına izin vermek için ayırma hattına hassas bir şekilde işlenmesi gereken küçük kanallardır (0,005 mm - 0,02 mm derinlik).
④ Taslak Açıları: Parçanın kalıptan kolayca çıkarılmasını kolaylaştırmak için dikey duvarlarda hafif bir koniklik (1-2 derece) önerilir.
2. Kalıp Tasarımında Dikkat Edilecek Hususlar:
① Soğuk Yolluk Sistemi: Termoplastikler için sıcak yolluk sistemlerinin aksine, LSR kalıpları genellikle soğuk yolluk sistemi kullanır. Malzemeyi boşluklara ileten kanallar, LSR'nin parçaya ulaşmadan önce kürlenmesini önlemek için soğuk tutulur. Bu da malzeme israfını en aza indirir.
Geçitleme: Malzemenin boşluğa girdiği nokta. Düzgün, eşit dolum sağlamak ve nihai parçada kozmetik lekeleri önlemek için geçit konumu ve boyutu optimize edilmelidir.
③ Kalıp Sızdırmazlığı: Düşük viskoziteli LSR'nin parlamaya neden olan kaçışını önlemek için kalıp yarıları mükemmel bir şekilde sızdırmaz olmalıdır. Bu, kalıp bileşenlerinin son derece hassas bir şekilde işlenmesini gerektirir.
3. Malzeme Seçiminde Dikkat Edilecek Hususlar:
① Sertlik: Durometreyi uygulamanın esneklik veya sertlik ihtiyacına göre ayarlayın.
② Çevre: Parça kimyasallara, UV ışığına veya aşırı sıcaklıklara maruz kalacak mı? Buna göre standart, florosilikon veya başka bir özel sınıf seçin.
③ Düzenleyici Gereklilikler: Uygulama tıbbi (USP Sınıf VI) veya gıda sınıfı (FDA) uyumluluğu gerektiriyor mu?

LSR Parçaları Tasarlamak için En İyi Uygulamalar Nelerdir?
Üretilebilirlik ve performans açısından optimize edilmiş parçalar oluşturmak için bu yönergeleri izleyin.
1. Düzgün Duvar Kalınlığını Koruyun: LSR parçaları için ideal duvar kalınlığı tipik olarak 0,5 mm ile 3 mm arasındadır. Tekdüzelik, eşit olmayan büzülmeyi ve iç gerilmeleri önler.
2. Cömert Yarıçaplar Kullanın: Keskin iç köşelerden kaçının. Bir yarıçap eklemek (duvar kalınlığının en az 0,5 katı) malzeme akışını iyileştirir, stres konsantrasyonunu azaltır ve parçanın yırtılma mukavemetini artırır.
3. Ayrılık Çizgilerini Stratejik Olarak Yerleştirin: Estetik etkisini en aza indirmek için ayırma çizgisini kritik olmayan veya gizli bir yüzeye yerleştirmek üzere kalıpçınızla birlikte çalışın.
4. Alt Kesimler için LSR'nin Esnekliğinden Yararlanın: Esnek parça kalıptan "sıyrılabildiği" için basit alt kesimler genellikle karmaşık yan işlemler olmadan kalıplanabilir. Fizibiliteden emin olmak için karmaşık alttan kesme tasarımlarını kalıpçınızla görüşün.
5. Uygun Havalandırma için Tasarım: Parçayı tasarlarken, son dolum noktalarının nerede olacağını göz önünde bulundurun. Bunlar havalandırma delikleri için doğal yerlerdir.
6. Taslağı dahil edin: LSR esnek olsa da, en az 1 derecelik bir çekim açısı fırlatmayı kolaylaştırır, döngü süresini azaltır ve çıkarma sırasında parça üzerindeki gerilimi en aza indirir.
LSR Kalıplamada Sık Karşılaşılan Sorunlar ve Çözümleri Nelerdir?
| Problem | Açıklama | Yaygın Nedenler | Çözümler |
|---|---|---|---|
| Flaş | Ayırma çizgisi boyunca parça üzerinde ince, istenmeyen bir LSR filmi. | 1. Kötü kalıp sızdırmazlığı. 2. Aşırı enjeksiyon basıncı/hızı. 3. Yetersiz kelepçe kuvveti. | 1. Kalıp takım hassasiyetini geliştirin. 2. Enjeksiyon basıncını düşürün. 3. Makine kelepçe tonajını artırın. |
| Hava Kapanları (Boşluklar) | Kabarcıklar veya parça içinde sıkışmış boş cepler. | 1. Yetersiz kalıp havalandırması. 2. Türbülanslı malzeme akışı. 3. Sıkışmış nem. | 1. Son dolum noktalarına havalandırma delikleri ekleyin veya genişletin. 2. Geçit konumunu ve enjeksiyon hızını optimize edin. 3. Malzemenin kuru olduğundan emin olun. |
| Kısa Atış | Kalıp boşluğu tamamen doldurulmadığından eksik bir parça ortaya çıkar. | 1. Yetersiz malzeme enjekte edildi. 2. Erken kürlenme. 3. Kötü havalandırma (geri basınç). | 1. Atış boyutunu artırın. 2. Kalıp sıcaklığını biraz düşürün veya enjeksiyon hızını artırın. 3. Havalandırmayı iyileştirin. |
| Lavabo İşaretleri | Yüzeyde, tipik olarak kaburgalar gibi kalın bölümlerin karşısında bulunan çöküntüler. | 1. Kalın bölgelerde malzeme büzülmesi. 2. Yetersiz salmastra basıncı. | 1. Tek tip duvar kalınlığı tasarlayın. 2. Paketleme aşamasını optimize edin. 3. Kalın kesitlerden karot alın. |
| Yapıştırma Hatası (Overmolding) | LSR tabakası plastik veya metal alt tabakadan sıyrılır. | 1. Uyumsuz malzemeler. 2. Yüzey kirlenmesi (yağlar, kalıp ayırıcı). 3. Yetersiz substrat sıcaklığı. | 1. Astarlar veya yüzey işlemleri (plazma/korona) kullanın. 2. Alt tabakanın temiz olduğundan emin olun. 3. Uyumlu malzemeler kullanın (örn. PBT). |
İlgili Teknolojiler ve Kavramlar Nelerdir?
1. Yukarı Akım Teknolojileri:
① Silikon Kimyası (Ekleme Kürü ve Peroksit Kürü): LSR platin katalizli bir ekleme kürü sistemi kullanır. Bu işlem çok temiz, hızlıdır ve hiçbir yan ürün üretmez. Bu, geride kalıntı bırakabilen ve daha kapsamlı bir kürleme sonrası işlem gerektiren bazı HCR'ler için kullanılan peroksit kürleme sistemlerinden daha üstündür.
② CAD/CAM: Parçanın 3D modelini tasarlamak için Bilgisayar Destekli Tasarım (CAD) yazılımı kullanılır. Bilgisayar Destekli Üretim (CAM) yazılımı daha sonra bu tasarımı kalıbı inşa edecek makineler için talimatlara dönüştürür.
③ Kalıp yapımı (CNC ve EDM): LSR için yüksek hassasiyetli çelik kalıplar, genel şekillendirme için CNC (Bilgisayarlı Sayısal Kontrol) İşleme ve frezelemenin zor olduğu ince detaylar, keskin köşeler ve karmaşık dokular oluşturmak için EDM (Elektrikli Deşarj İşleme) kullanılarak üretilmektedir.
2. Aşağı Akış Süreçleri:
① Kürleme Sonrası: LSR kalıpta tamamen kürleşmesine rağmen, özellikle tıbbi ve gıda ile temas eden uygulamalar için bazı parçalar kürleşme sonrası bir adımdan geçer. Bu, kalan uçucu organik bileşikleri (VOC'ler) uzaklaştırmak ve maksimum stabilite ve inertlik sağlamak için parçaların birkaç saat boyunca bir fırında ısıtılmasını içerir.
② Kriyojenik Deflashing: Mükemmel, parlamayan kenarlar gerektiren uygulamalar için parçalar sıvı nitrojen içinde yuvarlanabilir. Aşırı soğuk, ince parlamayı kırılgan hale getirerek parçanın ana gövdesi esnek ve zarar görmeden kalırken temiz bir şekilde kırılmasına neden olur.
③ Montaj ve Otomasyon: Bitmiş LSR parçaları genellikle daha büyük montajlara entegre edilir. Enjeksiyon kalıplamanın tutarlılığı ve hassasiyeti, onları otomatik montaj hatları için ideal hale getirir.
3. Alternatif ve İlgili Süreçler:
① Silikon Sıkıştırma ve Transfer Kalıplama: Bu süreçler Yüksek Tutarlılıkta Kauçuk (HCR) kullanır ve daha düşük hacimli üretim, daha basit geometriler veya çok büyük parçalar için daha uygundur. Genellikle LSR kalıplamaya göre daha yavaş ve daha az hassastırlar.
② Silikon ile 3D Baskı: Hızlı prototipleme ve son derece karmaşık, özelleştirilmiş parçaların kalıp gerektirmeden oluşturulmasına olanak tanıyan gelişmekte olan bir teknoloji. Şu anda seri üretim için daha yavaş ve daha pahalı olsa da, tasarım doğrulama ve düşük hacimli üretim için mükemmel bir araçtır.


Mor, mavi, yeşil ve sarı gibi çeşitli renklerdeki renkli plastik yapı bloklarının bir araya istiflenmiş yakın çekimi.
Anahtar Çıkarımlar – Parça maliyetlerini düşürmenin temel unsurları malzeme seçimi ve duvar kalınlığı optimizasyonudur. – Daha yüksek kaliteli kalıplara (Sınıf 101/102) yatırım yapmak, uzun vadede birim maliyetleri düşürebilir.

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Anahtar Çıkarımlar – Kalıp hassasiyeti her aşamada belirlenir: parça tasarımı, kalıp tasarımı, çelik seçimi, işleme, montaj ve süreç kontrolü—herhangi bir aşamadaki zayıflık genel hassasiyeti sınırlar. – Doğru şekilde—

Yüksek Hızlı Enjeksiyon Makinesi Nedir?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

