 İçeriğe geç
İçeriğe geç 
Seçici Lazer Sinterleme (SLS) 3D Baskı Hizmeti
Karmaşık 3D baskı ihtiyaçları için birinci sınıf Seçici Lazer Sinterleme (SLS) çözümlerini keşfedin.

Seçici Lazer Sinterleme (SLS) 3D Baskı için Eksiksiz Kılavuz
Seçici Lazer Sinterleme (SLS) nedir?
Seçici Lazer Sinterleme (SLS), gelişmiş bir katmanlı üretim (AM) teknolojisidir. toz yatağı füzyonu (PBF) Aile. Küçük polimer tozu parçacıklarını katman katman katı, üç boyutlu bir nesneye seçici olarak kaynaştırmak veya sinterlemek için yüksek güçlü bir lazer kullanır.
1. Teknik Bir Tanım:
SLS, özünde dijital bir 3D modelden (örneğin bir CAD dosyası) parçalar üretir. İşlem, malzemenin erime noktasının hemen altındaki bir sıcaklığa kadar ısıtılan bir termoplastik toz yatağı içeren bir haznenin içinde gerçekleşir. Hassas bir CO₂ lazer daha sonra 3D modelin enine kesitini toz yatağının yüzeyine tarar, belirli parçacıkların sıcaklığını erime noktasına yükseltir ve birbirleriyle kaynaşmalarına neden olur. Bir katman tamamlandıktan sonra, yapı platformu alçalır, yeni bir toz katmanı uygulanır ve işlem tüm nesne oluşana kadar tekrarlanır.

2. Çekirdek Prensibi (Sinterleme, Sadece Eritme Değil):
"Sinterleme" terimi önemlidir. Malzemeyi tamamen eriten işlemlerin aksine (metaller için Seçici Lazer Eritme gibi), sinterleme, parçacıkların tamamen sıvılaşmadan moleküler düzeyde bağlandığı ve kaynaştığı termal bir işlemdir. Bu, sadece güçlü değil aynı zamanda hafif gözenekli bir mikro yapıya sahip parçalar oluşturur. Yapı haznesindeki çevreleyen, sinterlenmemiş toz, basılan parça için doğal, yerleşik bir destek yapısı görevi görür. Bu kendi kendini destekleyen yapı, SLS teknolojisinin en önemli avantajlarından biridir.
3. Bir Bakışta Temel Özellikler:
SLS'yi benzersiz kılan özellikleri hızlıca anlamak için şu tanımlayıcı özellikleri göz önünde bulundurun:
- Teknoloji Ailesi: Toz Yatak Füzyonu (PBF)
- Birincil Malzemeler: Termoplastik polimerler, en yaygın olarak Naylonlar (PA 11, PA 12).
- Destek Yapıları: Gerekli değildir; kullanılmayan toz parçayı destekler.
- Parça Özellikleri: Mükemmel mekanik mukavemet, dayanıklılık ve sıcaklık direnci. Fonksiyonel uygulamalar için uygundur.
- Yüzey İşlemi: Mat, hafif grenli veya kumlu bir dokuya sahip.
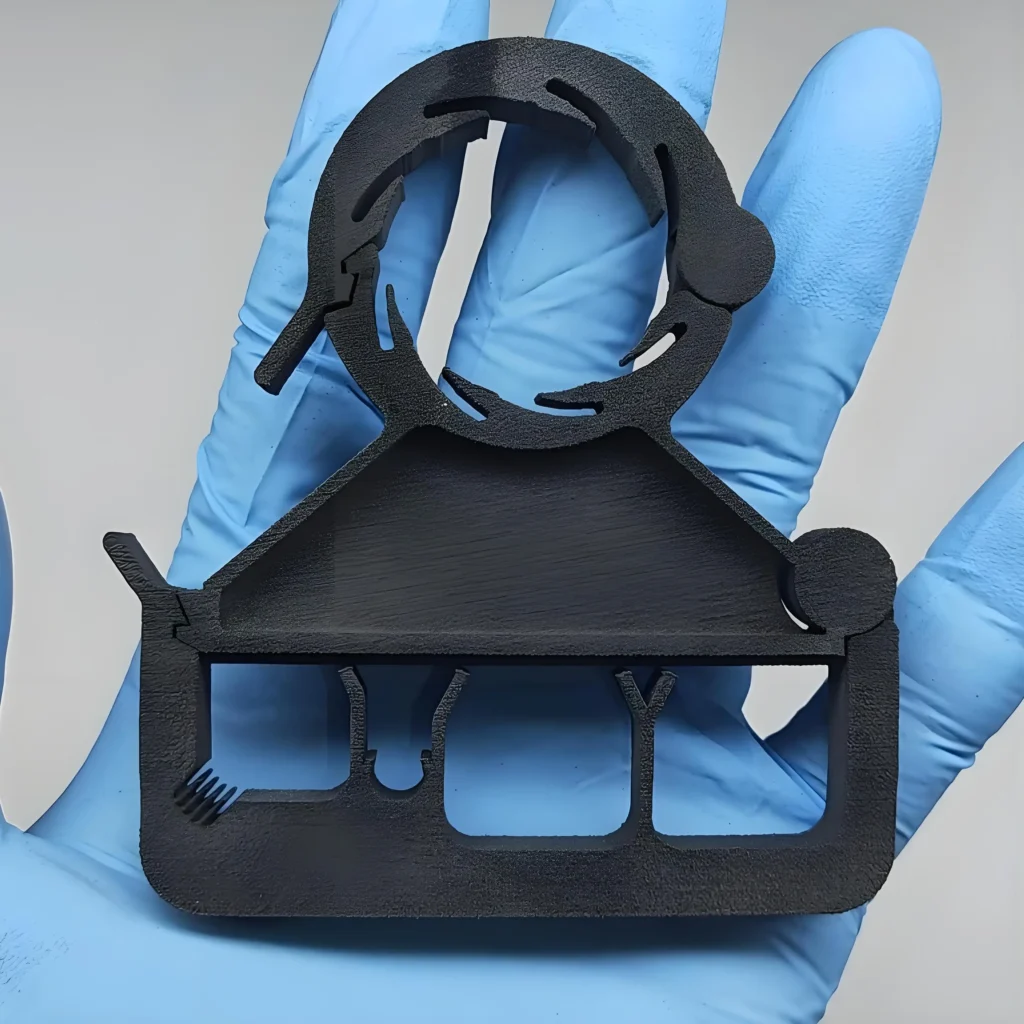
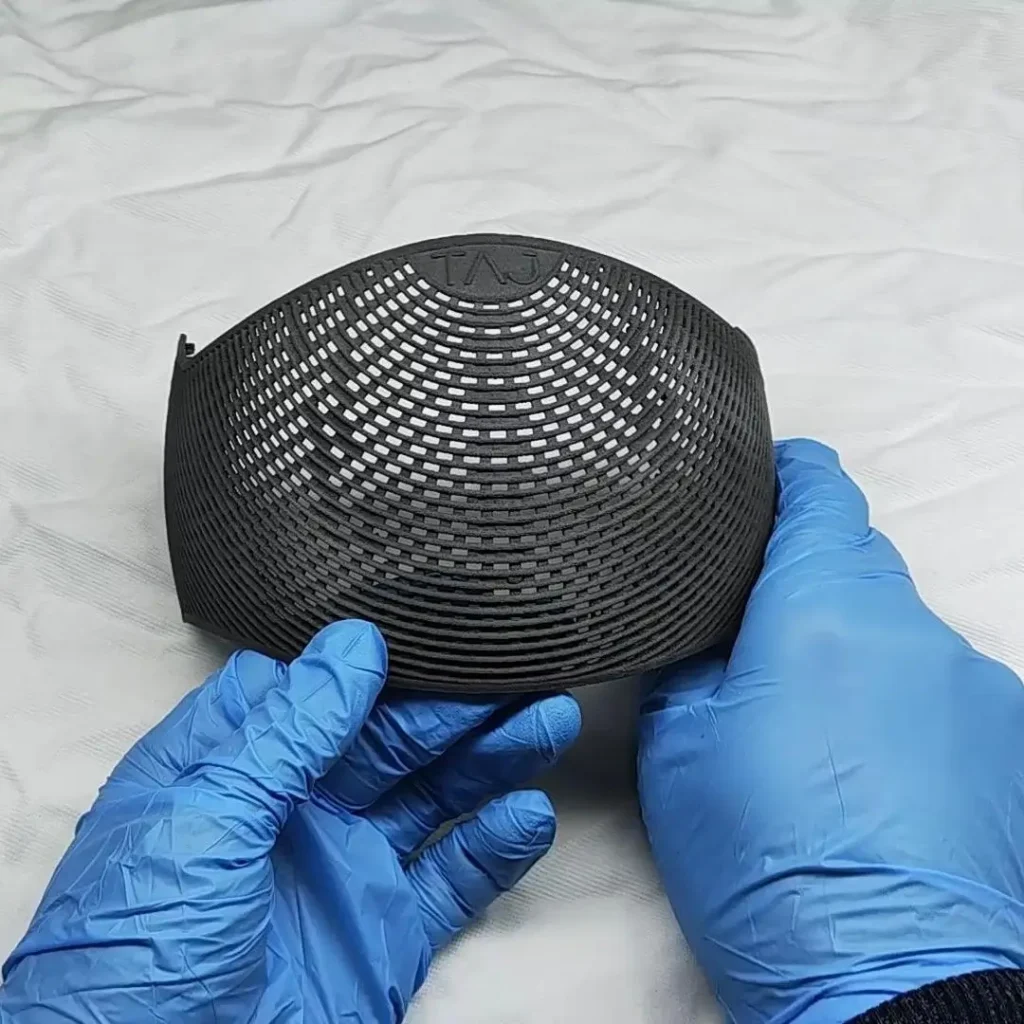
- Birincil Kullanım Durumları: Fonksiyonel prototipleme, karmaşık son kullanım parçaları, düşük ila orta hacimli üretim ve canlı menteşeler ve geçmeler gibi karmaşık geometrilere sahip bileşenler.
SLS 3D Baskı Nasıl Çalışır?
SLS sürecini anlamak, hem dijital iş akışına hem de yazıcının içinde gerçekleşen karmaşık mekanik işlemlere bakmayı gerektirir.
1. Dijitalden Fiziksele İş Akışı:
Bir konseptten fiziksel bir parçaya giden yolculuk, standart bir dijital üretim yolunu izler:
① 3D Model Oluşturma: Her şey bir 3D CAD (Bilgisayar Destekli Tasarım) dosyası ile başlar. Bu model daha sonra 3D yazdırılabilir bir formatta, tipik olarak STL (Standart Mozaikleme Dili) veya 3MF (3D Üretim Formatı) olarak dışa aktarılır.
② Dilimleme ve Yapı Hazırlığı: 3D model özel "dilimleme" yazılımına aktarılır. Bu yazılım, modeli yüzlerce veya binlerce ince, yatay katmana dijital olarak "dilimliyor". Ayrıca operatörün verimliliği en üst düzeye çıkarmak için yapı hacmi içinde birden fazla parçayı yönlendirmesine ve "yerleştirmesine" olanak tanır.
③ Makine Çalışması: Hazırlanan dosya, otomatik baskı sürecini yürüten SLS makinesine gönderilir.
④ İşlem Sonrası: Baskı ve soğutma tamamlandıktan sonra parçalar makineden çıkarılır ve gerekli temizlik ve son işlem adımlarından geçirilir.

2. Mekanik Süreç: Katman Katman Ayrıştırma:
Sihir, SLS yazıcının yapı odasının içinde gerçekleşir. Süreç, her katman için tekrarlanan beş temel mekanik adıma ayrılabilir.
Adım 1: Yatağın Hazırlanması ve Isıtılması: Baskı başlamadan önce, toz yatağı ve çevresindeki alan da dahil olmak üzere tüm yapı odası, polimerin sinterleme noktasının hemen altındaki hassas bir sıcaklığa kadar ısıtılır. Bu ön ısıtma kritiktir; sinterlenmiş ve sinterlenmemiş alanlar arasındaki sıcaklık gradyanını azaltarak termal bozulmayı (çarpılma) en aza indirir. Bu da boyutsal stabilite ve parça doğruluğu sağlar.
Adım 2: Toz Biriktirme: Bir bıçak veya silindir olabilen bir yeniden kaplama mekanizması, bir toz haznesinden ince, düzgün bir toz tabakası (tipik olarak 100-150 mikron kalınlığında) biriktirerek yapı platformu boyunca hareket eder. Bu katmanın tamamen düz ve tutarlı olmasını sağlamak, nihai parçanın kalitesi için çok önemlidir.
Adım 3: Lazer Sinterleme: Bu, SLS sürecinin özüdür. Bir dizi dinamik ayna (galvanometre) tarafından yönlendirilen güçlü bir CO₂ lazer, toz yatağına yönlendirilir. Lazer, dilimlenmiş dosya tarafından tanımlandığı gibi mevcut katmanın kesit geometrisini izler. Lazerin enerjisi toz partiküllerini hızla erime noktasına kadar ısıtarak katı bir tabaka halinde birleşmelerine neden olur. Lazer tarafından dokunulmayan alanlar gevşek toz olarak kalır.
Adım 4: Platform İndirme: Katman tamamen sinterlendiğinde, parçanın üzerinde durduğu yapı platformu, tek bir katmanın kalınlığına eşit bir mesafe kadar alçalır. Bu, bir sonraki toz katmanı için yer açar.
Adım 5: Tekrarlama ve Tamamlama Oluşturma: Yeniden kaplayıcı bıçak, önceden sinterlenmiş katmanın üzerine yeni bir toz katmanı uygular (Adım 2) ve lazer bir sonraki kesiti sinterler (Adım 3). Bu toz biriktirme, sinterleme ve platform indirme döngüsü, parçanın her katmanı inşa edilene kadar tekrarlanır. Bitmiş parçalar artık genellikle "kek" olarak adlandırılan katı bir sinterlenmemiş toz bloğu ile kaplanmıştır.

3. Soğutma Aşaması: Kritik, Görünmeyen Bir Adım:
Bu, SLS sürecinin en önemli ancak genellikle gözden kaçan aşamalarından biridir. Son katman sinterlendikten sonra, bitmiş parçaları içeren toz pastasının tamamı yazıcının içinde veya ayrı bir soğutma istasyonunda yavaşça ve homojen bir şekilde soğumaya bırakılmalıdır. Bu kontrollü soğutma işlemi saatler sürebilir (bazen toplam işlem süresinin 40-50%'sine kadar). Bu adımın aceleye getirilmesi düzensiz büzülmeye ve önemli ölçüde eğrilmeye neden olarak parçaları bozacaktır.
SLS Baskıda Hangi Malzemeler Kullanılır?
SLS'nin çok yönlülüğü büyük ölçüde işleyebildiği sağlam termoplastik malzeme yelpazesinden kaynaklanmaktadır. Naylonlar en yaygın olanları olsa da, diğer özel polimerler de mevcuttur.
1. Poliamidler (Naylonlar):
Naylonlar, mükemmel mukavemet, esneklik ve termal/kimyasal direnç dengesi nedeniyle SLS'de en yaygın kullanılan malzemelerdir.
① PA 12 (Naylon 12):
PA 12, SLS için altın standart ve en popüler malzemedir.
- Özellikler: Yüksek mukavemet, sertlik ve kimyasallara, katı yağlara, yağlara ve alkalilere karşı mükemmel direnç. Uzun vadede iyi bir stabilite ve gerilme çatlamasına karşı direnç gösterir.
- Uygulamalar: Fonksiyonel prototipler, geçmeli son kullanım parçaları, karmaşık montajlar ve dayanıklı muhafazalar için idealdir.
② PA 11 (Naylon 11):
PA 11 biyolojik olarak türetilmiş bir polimerdir (hint yağından yapılır) ve PA 12'ye kıyasla üstün elastikiyeti ve darbe direnci ile bilinir.
- Özellikler: Mükemmel süneklik, yüksek darbe dayanımı ve daha iyi termal direnç. PA 12'den daha esnektir, bu da onu bükülmesi veya tekrarlanan darbelere dayanması gereken parçalar için uygun hale getirir.
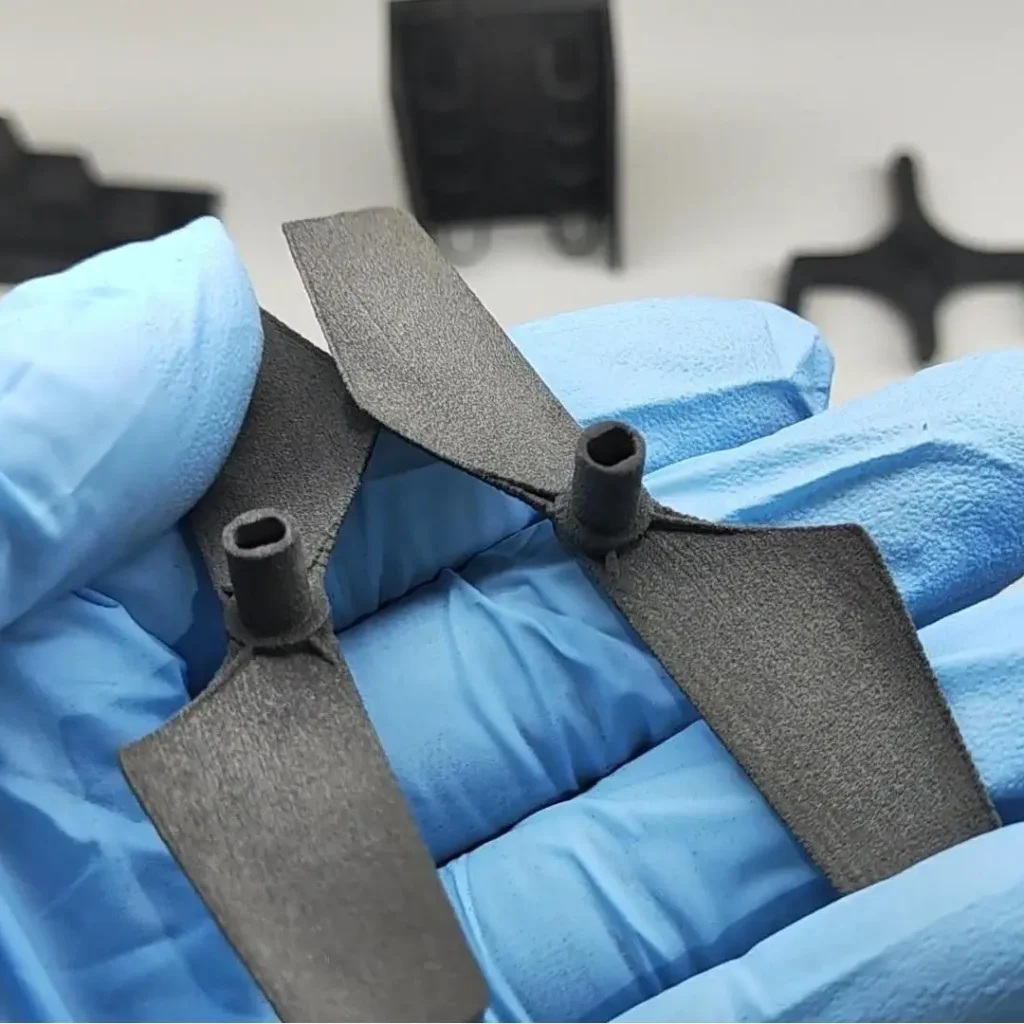
- Uygulamalar: Canlı menteşeler, protezler, spor ekipmanları, drone bileşenleri ve yüksek tokluk gerektiren diğer uygulamalar.
③ Dolgulu Poliamidler (Kompozit Malzemeler):
Belirli özellikleri geliştirmek için baz naylonlar dolgu maddeleri ile karıştırılabilir.
- Cam Dolgulu Naylon (PA-GF): Naylon tozu cam boncuklarla karıştırılır. Bu kompozit, standart naylondan önemli ölçüde daha yüksek sertlik ve termal direnç sunar, ancak daha kırılgan olma pahasına. Otomotiv bileşenleri, takımlar ve muhafazalar gibi yüksek sıcaklıklar veya yükler altında çalışan parçalar için kullanılır.
- Karbon Dolgulu Naylon (PA-CF / Karbonmid): Karbon fiberlerle aşılanmış bu malzeme son derece sert, güçlü ve hafiftir. Ayrıca elektrostatik dağıtıcı (ESD) özelliklere de sahiptir. Uygulamalar arasında yüksek performanslı aparatlar, fikstürler, motor sporları bileşenleri ve robotik uç efektörler yer alır.
- Alüminyum Dolgulu Naylon (Alumid): PA 12 ve ince alüminyum parçacıklarının bir karışımıdır. Metalik bir görünüme ve artırılmış sertlik ve termal iletkenliğe sahip parçalarla sonuçlanır. Genellikle metalik bir görünüme ihtiyaç duyan görsel prototiplerin yanı sıra özel kalıplar ve fikstürler için kullanılır.
2. Termoplastik Poliüretan (TPU):
TPU esnek, kauçuk benzeri bir elastomerdir. SLS'nin bükülebilen ve esneyebilen sert, dayanıklı parçalar üretmesini sağlar.
- Özellikler: Yüksek aşınma direnci, yırtılma mukavemeti ve esneklik. Shore sertliği belirli dereceye bağlı olarak değişebilir.
- Uygulamalar: Contalar, keçeler, esnek hortumlar, ayakkabı bileşenleri, koruyucu kılıflar ve titreşim sönümleyici elemanlar.
3. Polipropilen (PP):
Polipropilen hafif ve kimyasal olarak yüksek dirençli bir polimerdir.
- Özellikler: Mükemmel kimyasal direnç (özellikle asitlere ve bazlara karşı), düşük nem emilimi, iyi yorulma direnci ve kaynaklanabilirlik. Ayrıca biyouyumludur ve sterilize edilebilir.
- Uygulamalar: Akışkan sistemleri, otomotiv bileşenleri, tıbbi cihazlar ve kimyasal direnç gerektiren kaplar.
4 Yüksek Performanslı Polimerler (PEEK & PEKK):
Bu malzemeler SLS teknolojisinin en ileri noktasındadır ve yüksek sıcaklıklı makineler gerektirir.
- Polieter Eter Keton (PEEK) & Polieter Keton Keton (PEKK): PAEK ailesinin üyeleri olan bu ürünler, olağanüstü mekanik mukavemete, biyouyumluluğa ve aşırı sıcaklıklara ve sert kimyasallara karşı dirence sahip yüksek performanslı polimerlerdir. Genellikle metale hafif bir alternatif olarak kullanılırlar.
- Uygulamalar: Havacılık ve uzay bileşenleri, tıbbi implantlar ve yüksek sıcaklıktaki endüstriyel parçalar.

SLS Baskı Sürecindeki Adımlar Nelerdir?
Bu bölüm, bir operatör veya hizmet sağlayıcının bakış açısından pratik bir görünüm sağlayarak uçtan uca operasyonel iş akışını özetlemektedir.
Adım 1: Dijital Model Hazırlama:
Süreç, son haline getirilmiş bir 3D CAD modeli ile başlar. Bu model "su geçirmez" (kapalı, çok katlı bir katı) olmalı ve geometrik hatalar içermemelidir. Daha sonra STL veya 3MF dosyası olarak dışa aktarılır.
Adım 2: Yapı Kurulumu ve Yerleştirme:
Dosya, yazıcının yapı hazırlama yazılımına yüklenir. Burada iki kritik eylem gerçekleştirilir:
- Oryantasyon: Parça, mukavemet, yüzey kalitesi ve doğruluk için optimize edilecek şekilde yönlendirilir. Örneğin, düz bir yüzeyin yapı plakasına paralel olarak yönlendirilmesi "merdiven basamaklarını" önleyecektir.
- Yuvalama: SLS destek yapıları gerektirmediğinden, birden fazla parça üretim hacmi içinde üç boyutlu olarak yoğun bir şekilde bir araya getirilebilir. Bu "yerleştirme", verimi önemli ölçüde artırır ve parça başına maliyeti düşürerek SLS'yi toplu üretim için oldukça verimli hale getirir.
Adım 3: Makine Kurulumu ve Toz Yükleme:
Operatör SLS makinesini hazırlar. Bu, yapı haznesinin bir önceki çalışmadan temizlenmesini ve polimer tozu ile yüklenmesini içerir. Buradaki kilit kavram, taze (işlenmemiş) toz ve önceki baskı işinden geri dönüştürülmüş tozun bir karışımı olan yenileme oranıdır. Tipik bir yenileme oranı 50%'dir, yani yapı 50% işlenmemiş ve 50% geri dönüştürülmüş tozdan yapılır. Bu, hem maliyet etkinliği hem de malzeme özelliklerinin korunması açısından çok önemlidir.
Adım 4: Otomatik Baskı ve Soğutma Döngüsü:
Üretim başladıktan sonra süreç tamamen otomatik hale gelir. Makine ısınır, tozu katman katman biriktirir ve sinterler ve son olarak uzun, kontrollü soğutma döngüsünü başlatır. Tüm bu aşama, yapının boyutuna ve yoğunluğuna bağlı olarak 12 saatten iki güne kadar sürebilir.
Adım 5: Ayrılma ve Tozdan Arındırma:
Soğutma döngüsü tamamlandıktan sonra, yapı haznesi açılır ve katı toz bloğu ("kek") bir koparma istasyonuna taşınır. Operatör, bitmiş parçaları gevşek, sinterlenmemiş tozdan dikkatlice çıkarır. Bu, dağınık ve manuel bir işlem olabilir. Etraftaki toz geri dönüşüm için toplanır.
Adım 6: Medya Patlatma:
Yeni serbest bırakılan parçalar hala bir kalıntı toz tabakasıyla kaplıdır. Bu parçalar boncuk kumlama veya kumlama kabinine yerleştirilir ve burada kalan tozu temizlemek ve pürüzsüz, homojen, mat bir yüzey oluşturmak için yüksek basınçlı bir ince ortam (cam boncuklar veya plastik peletler gibi) akışı kullanılır.
Adım 7: Gelişmiş İşlem Sonrası (İsteğe Bağlı):
Uygulamaya bağlı olarak parçalar, estetiği, yüzey kalitesini veya belirli işlevsel özellikleri iyileştirmek için boyama, buharla düzleştirme, boyama veya kaplama gibi ek son işlem adımlarından geçebilir.

SLS Kalitesini Etkileyen Temel Parametreler Nelerdir?
Bir SLS parçasının kalitesi tesadüfi değildir; çok çeşitli proses parametrelerinin dikkatlice kontrol edilmesinin sonucudur.
1. Malzeme ile İlgili Parametreler:
- Partikül Boyutu ve Dağılımı: Toz partiküllerinin boyutu ve şekli, toz akışkanlığını ve paketleme yoğunluğunu etkiler, bu da nihai parçanın yoğunluğunu ve yüzey kalitesini etkiler.
- Toz Yenileme Hızı: İşlenmemiş tozun geri dönüştürülmüş toza oranı. Çok fazla geri dönüştürülmüş toz kullanılması, tozun her baskı döngüsünde termal bozulmaya uğraması nedeniyle mekanik özelliklerin bozulmasına ve düşük yüzey kalitesine yol açabilir.
2. İşlemle İlgili Parametreler (Yazıcı İçi):
① Termal Parametreler:
- Yatak Sıcaklığı: Toz yatağının sıcaklığı, sinterleme noktasının hemen altında tutulur. Çok düşükse, eğrilmeye ("kıvrılma") neden olabilir. Çok yüksekse, çevredeki tozun istenmeyen sinterlenmesine ("büyüme") yol açabilir.
- Oda Sıcaklığı: Yapı zarfı içindeki ortam sıcaklığı. Parça tutarlılığı için sabit ve eşit bir sıcaklık gereklidir.
② Lazer Parametreleri:
- Enerji yoğunluğu: Bu, birim alan başına verilen lazer enerjisi miktarı olarak tanımlanan en kritik parametredir. Lazer Gücü, Tarama Hızı ve Tarama Aralığının bir fonksiyonudur.
- Lazer Gücü (Watt): Daha yüksek güç daha hızlı sinterleme sağlar, ancak malzemenin aşırı ısınmasını veya yanmasını önlemek için dengelenmelidir.
- Tarama Hızı (mm/s): Lazer ışınının toz üzerinde hareket etme hızı.
- Tarama Aralığı (Kapak Mesafesi): Bitişik lazer tarama çizgileri arasındaki mesafe. Daha dar aralıklar daha yoğun bir parça ile sonuçlanır, ancak daha uzun yapım süresi sağlar.
- Optimum enerji yoğunluğu, polimeri bozmadan partiküller ve katmanlar arasında tam bir füzyon sağlar.
③ Katman Parametreleri:
- Katman Kalınlığı: Her bir katmanın yüksekliği, tipik olarak yaklaşık 0,1 mm (100 mikron). Daha ince katmanlar, özellikle kavisli veya açılı yüzeylerde daha iyi bir yüzey kalitesi ve daha ince ayrıntılar üretir, ancak baskı süresini önemli ölçüde artırır.
3. Yerleşim Parametreleri Oluşturun:
- Parça Oryantasyonu: Bir parçanın yapı haznesinde nasıl konumlandırıldığı. Bu, yüzey kalitesini (açılı yüzeylerde merdiven basamağı etkisi), mekanik özellikleri (parçalar X-Y düzlemi boyunca en güçlüdür) ve çarpılma riskini etkiler.
- Parça Yuvalama Yoğunluğu: İç içe yerleştirme verimliliği artırırken, parçaları çok yakın paketlemek lokal ısı noktaları oluşturabilir ve potansiyel olarak yakındaki bileşenlerin doğruluğunu etkileyebilir.
SLS 3D Baskının Avantajları Nelerdir?
SLS, benzersiz bir avantaj kombinasyonu nedeniyle birçok uygulama için tercih edilen bir teknolojidir.
1. Tasarım Özgürlüğü: Destek Yapılarına Gerek Yok:
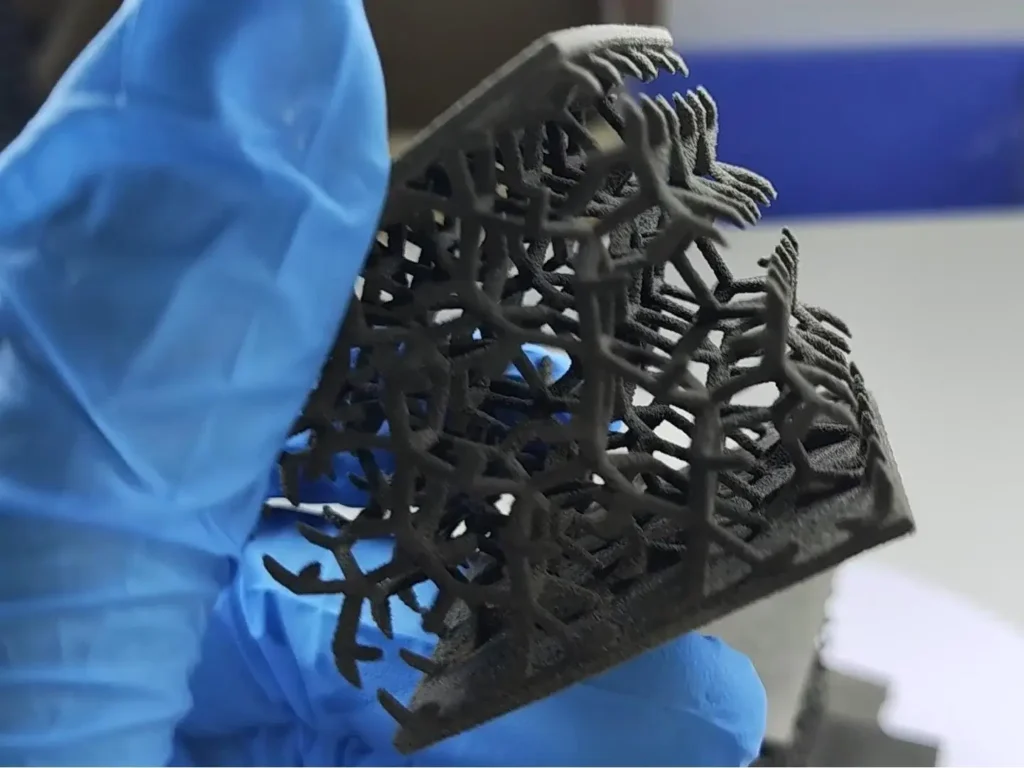
Bu, SLS'nin tartışmasız en önemli avantajıdır. Yapı hacmindeki sinterlenmemiş toz, baskı sırasında parçaya tam destek sağlar. Bu, diğer yöntemlerle üretilmesi imkansız veya çok zor olan iç kanallar, alt kesimler ve karmaşık kafes yapıları dahil olmak üzere son derece karmaşık geometrilerin oluşturulmasına olanak tanır. Ayrıca, işlem sonrası destek kaldırma adımını ortadan kaldırarak zamandan ve işçilikten tasarruf sağlar.
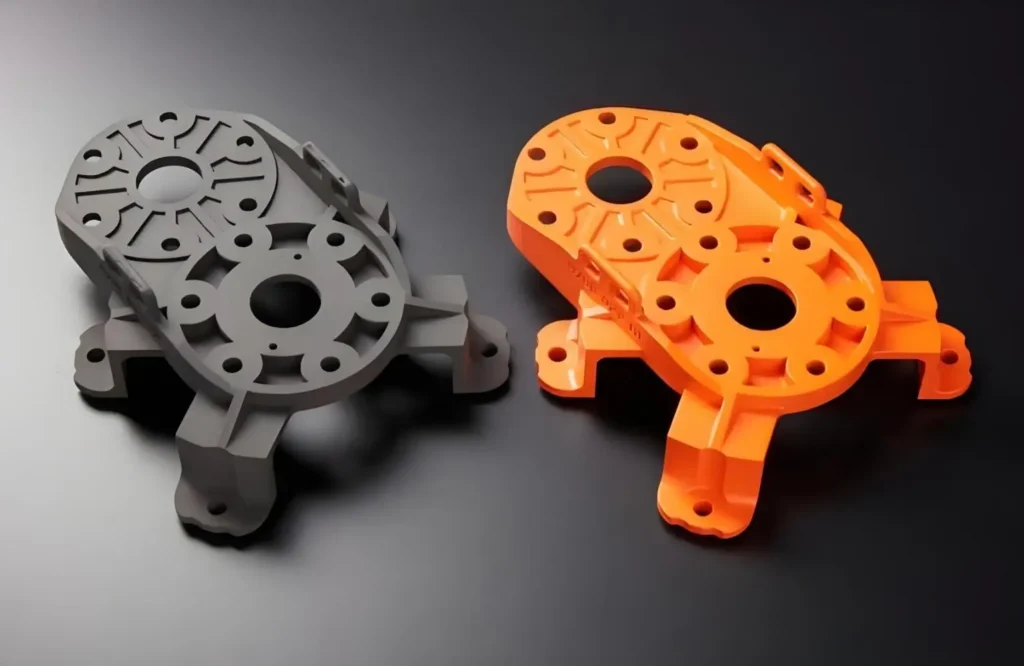
2. Mükemmel Mekanik Özellikler:
SLS parçaları, özellikle naylondan yapılanlar, yüksek mukavemetleri, sertlikleri ve dayanıklılıkları ile bilinir. Enjeksiyon kalıplı parçalara benzer şekilde davranırlar, bu da onları zorlu işlevsel testler ve son kullanım üretim parçaları için uygun hale getirir. Darbelere, ısıya ve kimyasallara maruz kalmaya dayanabilirler.
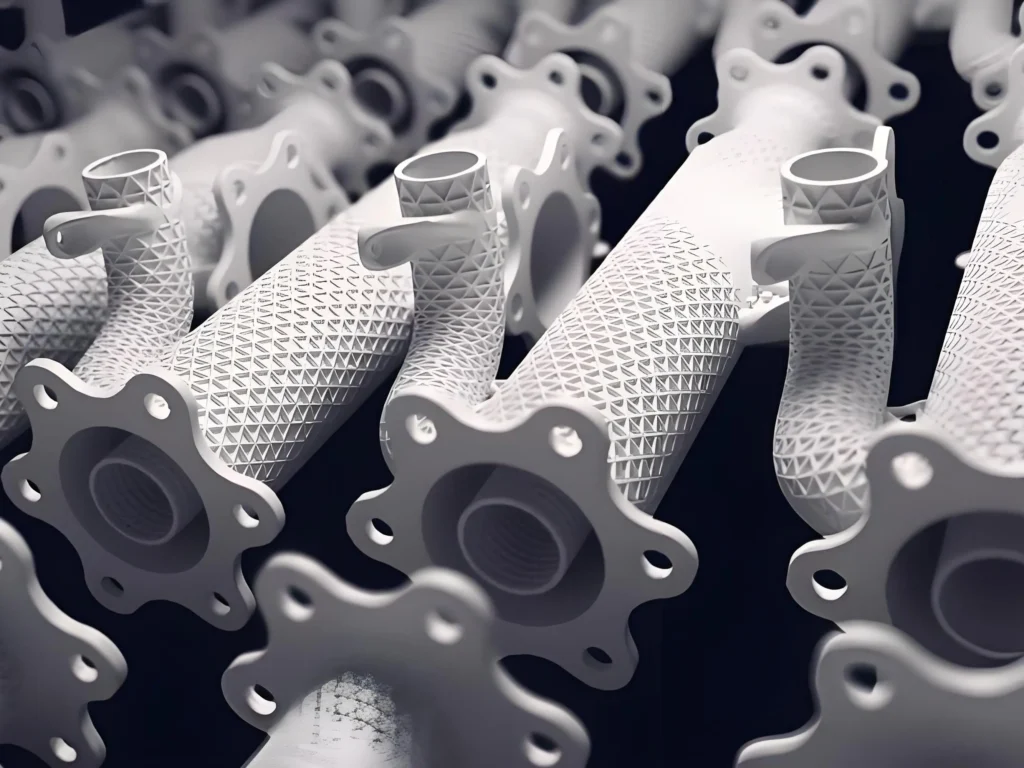
3. Yüksek Verimlilik ve Ölçeklenebilirlik:
Düzinelerce ve hatta yüzlerce parçayı tek bir yapıda bir araya getirme yeteneği, SLS'yi düşük ila orta hacimli üretim çalışmaları için oldukça verimli hale getirir. Bu, makinenin üretim hacminin kullanımını en üst düzeye çıkarır ve parçaları teker teker basmaya kıyasla parça başına maliyeti önemli ölçüde düşürür.
4. Karmaşık Geometriler ve Karmaşık Detaylar:
Tasarımı kısıtlayacak destekler olmadığından, mühendisler üretilebilirlikten ziyade performans için optimize edilmiş parçalar oluşturabilirler. Bu, canlı menteşeler, geçmeli bağlantılar ve birden fazla bileşenin tek bir karmaşık parça olarak basıldığı birleştirilmiş montajlar gibi özellikleri içerir.
5. İyi Malzeme Çeşitliliği:
SLS, esnek TPU'lardan sert, karbon dolgulu naylonlara ve yüksek performanslı PEEK'e kadar bir dizi mühendislik sınıfı termoplastik sunmaktadır. Bu, teknolojinin farklı sektörlerde geniş bir uygulama yelpazesine hizmet etmesini sağlar.

Güçlü ve Karmaşık Parçalar için Özel SLS 3D Baskı
Seçici Lazer Sinterleme (SLS) 3D baskı hizmetlerimizle dayanıklı, ayrıntılı parçalar elde edin.

Seçici Lazer Sinterleme (SLS) 3D Baskı için Eksiksiz Kılavuz
Diğer 3D Baskı Yöntemleriyle Karşılaştırıldığında SLS'nin Sınırlamaları Nelerdir?
Birçok güçlü yönüne rağmen, SLS her uygulama için mükemmel bir çözüm değildir. Dikkate alınması gereken çeşitli sınırlamaları vardır.
1. Yüzey İşlemi ve Gözeneklilik:
SLS parçaları, toz parçacıklarının kaynaşmasının doğası gereği doğal olarak mat, grenli bir yüzey kaplamasına sahiptir. Yüzey ayrıca hafif gözeneklidir. Bu, birçok işlevsel parça için kabul edilebilir olsa da, mükemmel pürüzsüz, kozmetik bir yüzey gerektiren uygulamalar kapsamlı işlem sonrası işlemlere ihtiyaç duyacaktır (buhar yumuşatma gibi). SLA veya Material Jetting gibi teknolojiler, kullanıma hazır çok daha pürüzsüz bir yüzey sunar.
2. Daha Yüksek Başlangıç Maliyeti:
SLS makineleri önemli bir sermaye yatırımını temsil eder ve genellikle endüstriyel sınıf sistemler için $100.000'in üzerinde bir maliyete sahiptir. Malzeme maliyetleri de FDM filamentleri veya SLA reçinelerinden daha yüksektir. Bu, küçük işletmeler için giriş engelini daha yüksek hale getirir.
3. Daha Uzun Teslim Süreleri:
SLS için toplam işlem süresi uzun olabilir. Bu sadece baskı süresinin kendisinden değil, öncelikle 12-24 saate kadar sürebilen zorunlu, uzun soğutma süresinden kaynaklanmaktadır. Bu, SLS'yi FDM veya SLA'ya kıyasla hızlı, tek seferlik prototipler için daha az uygun hale getirir.
4. Malzeme Taşıma ve Geri Dönüşüm Karmaşıklığı:
İnce polimer tozları ile çalışmak kontrollü bir ortam ve kişisel koruyucu ekipman gerektirir. Ayrıca, toz yaşam döngüsünün yönetilmesi (kullanımın izlenmesi, yenileme oranlarının hesaplanması ve geri dönüştürülmüş tozun elenmesi) operasyonel karmaşıklığı artırır.
5. Sınırlı Renk Seçenekleri:
SLS parçaları, malzemeye bağlı olarak genellikle beyaz, gri veya siyah olmak üzere tek bir renkte basılır. Renk elde etmek için boyama gibi ikincil bir işlem sonrası adım gerekir, bu da zaman ve maliyet ekler. Malzeme Püskürtme veya Bağlayıcı Püskürtme gibi teknolojiler tam renkli baskı olanağı sunar.

SLS'nin Yaygın Uygulamaları Nelerdir?
SLS parçalarının benzersiz özellikleri, zorlu uygulamalar için geniş bir endüstri yelpazesinde benimsenmelerine yol açmıştır.
1. Prototip oluşturma:
① İşlevsel Prototipler:
Bu, SLS için mükemmel bir uygulamadır. Şirketler SLS'yi gerçek dünya testlerine tabi tutulabilecek yüksek sadakatli prototipler oluşturmak için kullanıyor. Mekanik özellikler nihai üretim parçalarına çok yakın olduğundan, mühendisler form, uyum ve işlev açısından güvenilir bir şekilde test yapabilirler.
- Örnekler: Elektronik için muhafazalar, geçmeli montajlar, ergonomik çalışmalar ve kanallarda hava akışı testi.
② Canlı Menteşeler ve Geçmeler:
PA 11 ve PA 12 gibi malzemelerin dayanıklılığı ve esnekliği, onları canlı menteşeler veya tekrarlanan kullanımlı geçmeli kapaklar içeren prototip tasarımlar için mükemmel hale getirir.
2. Son Kullanım Parçaları ve Düşük Hacimli Üretim:
SLS, prototip oluşturmanın ötesinde olgunlaşmıştır ve artık uygulanabilir bir üretim yöntemidir. Örnekler:
- Havacılık ve Otomotiv: Hava kanalları, braketler, özel iç bileşenler ve İHA (drone) gövdeleri. Hafif ve güçlü özellikleri idealdir.
- Tıbbi Cihazlar: Özel protezler, ortezler, cerrahi kılavuzlar ve tıbbi ekipman için muhafazalar. Birçok SLS malzemesi biyolojik olarak uyumludur.
- Robotik ve Otomasyon: Robotik sistemler için özel tutucular (kol sonu takımları), jigler, fikstürler ve muhafazalar.
- Takımlama: Verimliliği ve doğruluğu artırmak amacıyla üretim hatları için özel aparatlar ve fikstürler oluşturma.
3. Tüketim Malları:
- Örnekler: Üst düzey özel gözlük çerçeveleri, elektronik cihazlar için koruyucu kılıflar, spor malzemeleri için bileşenler ve kişiselleştirilmiş ürünler.

SLS Baskılı Parçalar için İşlem Sonrası Adımlar Nelerdir?
İşlem sonrası, ham bir baskıyı kullanılabilir bir parçaya dönüştürmek için SLS iş akışında zorunlu bir aşamadır.
1. Birincil İşlem Sonrası (Standart):
Bu adımlar neredeyse tüm SLS parçaları üzerinde gerçekleştirilir.
- Parça Ayrımı ve Depowdering: Soğutmadan sonraki ilk adım, parçaların sinterlenmemiş toz kekinden manuel olarak çıkarılmasıdır. Gevşek tozun büyük kısmını üflemek için genellikle basınçlı hava kullanılır.
- Medya Patlaması: Parçalar daha sonra bir kumlama kabinine yerleştirilir. Kalan erimiş tozu gidermek ve düzgün, temiz, mat bir yüzey kaplaması oluşturmak için parçalara bir ortam akışı (örn. cam boncuklar, plastik boncuklar veya alüminyum oksit) püskürtülür.
2. İkincil ve Estetik İşlem Sonrası (İsteğe Bağlı):
Bu adımlar parçaların görünümünü veya işlevini geliştirmek için kullanılır.
- Boyama: Renk eklemek için en yaygın yöntem. SLS parçalarının gözenekli yapısı boyayı çok iyi emmelerini sağlar. Parçalar sıcak bir boya banyosuna daldırılarak yüzeye nüfuz eden zengin, derin bir renk elde edilir.
- Kimyasal Buhar Düzeltme: Parçaların, dış yüzeyi hafifçe eriten ve yeniden akıtan buharlaştırılmış bir çözücüye maruz bırakıldığı bir işlem. Bu, parçanın gözenekliliğini kapatarak su ve hava geçirmez hale getirir ve enjeksiyon kalıplama ile karşılaştırılabilir pürüzsüz, yarı parlak bir yüzey oluşturur.
- Yuvarlama / Vibrasyonlu Son İşlem: Daha küçük parçalardan oluşan partiler için, seramik veya plastik ortamlı bir tamburun içine yerleştirilebilirler. Titreşim hareketi yüzeyi pürüzsüzleştirir ve keskin kenarları yuvarlatır.
- Boyama ve Kaplama: Belirli renkler veya koruyucu yüzeyler için SLS parçaları astarlanabilir ve boyanabilir. Daha fazla dayanıklılık ve kimyasal direnç için Cerakote gibi kaplamalar uygulanabilir.

SLS'de Yüzey Finişi ve Boyutsal Doğruluk Nasıl İyileştirilir?
SLS'den en yüksek kaliteyi elde etmek, işlem öncesi optimizasyon, doğru makine operasyonu ve işlem sonrası optimizasyonun bir kombinasyonunu gerektirir.
1. Yüzey İşlemi için Optimizasyon:
① İşlem Öncesi Optimizasyon:
- Parça Yönü: Kavisli veya açılı yüzeyleri yapı plakasına doğrudan 45 derecelik bir açıdan uzağa yönlendirerek "merdiven basamağı" etkisinden kaçının. Kritik yüzeylerin yukarı veya aşağı bakacak şekilde yönlendirilmesi genellikle en iyi sonuçları verir.
- Daha Küçük Katman Kalınlığı: Daha ince bir katman kullanmak (örneğin, 0,12 mm yerine 0,08 mm) katman çizgilerinin görünürlüğünü azaltacak ancak baskı süresini artıracaktır.
② İşlem Sonrası Çözümler:
- Medya Kumlama: Düzgün bir mat yüzey için standart yöntem.
- Buhar Pürüzsüzleştirme: Pürüzsüz, enjeksiyon kalıbı benzeri bir yüzey elde etmek için en etkili yöntemdir. Sızdırmaz, temizlenmesi kolay yüzeyler gerektiren uygulamalar için en iyi seçimdir.
2. Boyutsal Doğruluğun Artırılması:
① Makine Kalibrasyonu: Temel makine parametrelerinin düzenli olarak kalibre edilmesi çok önemlidir. Bu, herhangi bir sistemik yanlışlığı telafi etmek için lazerin X-Y ölçeklendirme faktörlerinin ayarlanmasını ve lazer ışını ofsetinin ayarlanmasını içerir.
② Büzülme ve Çarpılmanın Muhasebeleştirilmesi:
- Termal Yönetim: Makinenin ısıtma sistemlerinin istikrarlı ve eşit bir sıcaklık profilini korumak için doğru şekilde çalıştığından emin olun. Bu, çarpılmaya karşı ilk savunma hattıdır.
- Parça Yönlendirme: Uzun, düz parçaların yatay yerine dikey olarak yönlendirilmesi bazen çarpılma riskini azaltabilir.
- Yazılım Telafisi: Gelişmiş yazılım, soğutma sırasında malzemenin doğal büzülme oranını dengelemek için modele ölçeklendirme faktörleri uygulayabilir.
③ Katmanlı Üretim için Tasarım (DfAM):
- Duvar Kalınlığı: Parçanın sağlam olmasını ve başarılı bir şekilde yazdırılmasını sağlamak için minimum duvar kalınlığı yönergelerine (tipik olarak 0,8-1,0 mm) uyun.
- Delik Boyutları: Küçük delikler sinterleme sırasında küçülme eğilimindedir. Bunları biraz büyük tasarlamak veya baskı sonrası nihai boyuta kadar delmeyi planlamak yaygın bir uygulamadır.
- Kabartmalı/Debossed Detaylar: Metin ve ince detayların lazer tarafından net bir şekilde çözülebilecek ve medya püskürtme sırasında kaybolmayacak kadar büyük olduğundan emin olun.

SLS, SLA, MJF ve FDM ile Nasıl Karşılaştırılır?
Doğru 3D baskı teknolojisini seçmek, projenizin özel gereksinimlerine bağlıdır. İşte SLS'nin diğer popüler yöntemlere karşı nasıl yığıldığı.
1. Karşılaştırma Tablosu:
| Özellik | Seçici Lazer Sinterleme (SLS) | Stereolitografi (SLA) | Çoklu Jet Füzyonu (MJF) | Kaynaşmış Biriktirme Modelleme (FDM) |
|---|---|---|---|---|
| Teknoloji | Toz Yatağı Füzyonu (Lazer) | Vat Fotopolimerizasyon (Lazer/Projektör) | Toz Yatak Füzyonu (Termal + Ajanlar) | Malzeme Ekstrüzyonu (Filament) |
| Birincil Malzemeler | Naylonlar (PA11, PA12), TPU, PP | Fotopolimer Reçineler (Standart, Sert, Esnek, Dökülebilir) | Naylonlar (PA12, PA11), TPU, PP | Termoplastikler (PLA, ABS, PETG, PC, Naylon) |
| Boyutsal Doğruluk | Yüksek (±0,25 mm) | Çok Yüksek (±0,1 mm) | Yüksek (±0,25 mm) | Orta ila Düşük (±0,5 mm) |
| Yüzey İşlemi | Mat, grenli, gözenekli | Çok pürüzsüz, katman çizgileri neredeyse hiç görünmüyor | Pürüzsüz, SLS'den biraz daha az grenli | Görünür katman çizgileri, pürüzlü |
| Üretkenlik/Hız | Yüksek (iç içe geçen parçalar), ancak uzun soğutma döngüleri. | Orta (parça yüksekliğine ve kesitine bağlıdır). | Çok Yüksek (hızlı baskı, SLS'den daha kısa soğutma döngüleri). | Yavaş (parçaları tek tek yazdırır). |
| Maliyet | Yüksek makine maliyeti, yuvalama nedeniyle orta parça maliyeti. | Orta makine maliyeti, düşük ila orta parça maliyeti. | Yüksek makine maliyeti, hız ve yerleştirme nedeniyle düşük parça maliyeti. | Düşük makine ve malzeme maliyeti. |
| Temel Güçlü Yönler | Destek yok, dayanıklı fonksiyonel parçalar, karmaşık geometriler. | Mükemmel detay ve yüzey kalitesi, görsel modeller için ideal. | Yüksek hız, üretim için düşük parça maliyeti, iyi mekanik özellikler. | Düşük maliyet, geniş malzeme çeşitliliği, kolay kullanım. |
| Temel Zayıflıklar | Grenli yüzey, uzun teslim süreleri, toz işleme. | Destek yapıları gerektirir, parçalar kırılgan olabilir, UV'ye duyarlıdır. | Sınırlı malzeme, grenli yüzey (SLS'den daha iyi olsa da). | Düşük doğruluk ve çözünürlük, görünür katman çizgileri, daha zayıf Z ekseni. |
2. SLS vs. SLA:
Seçin SLS mekanik gerilime dayanması gereken dayanıklı, işlevsel prototipler ve son kullanım parçaları için. Seçiniz SLA Görsel modeller, kalıplar veya desenler için olağanüstü yüzey kalitesi, ince ayrıntılar ve doğruluğa ihtiyaç duyduğunuzda.
3. SLS vs. MJF:
SLS ve MJF doğrudan rakiplerdir. Her ikisi de fonksiyonel naylon parçalar üretmek için ideal toz yatağı füzyon teknolojileridir.
- MJF genellikle daha hızlıdır ve bir teklif sunabilir parça başına daha düşük maliyet Termal baskı süreci ve daha verimli ısı yönetimi sayesinde üretim senaryolarında.
- SLS genellikle hafifçe "daha beyaz" veya daha parlak bir ham parça sağlar ve belirli platformlarda mevcut olan potansiyel olarak daha geniş bir özel malzeme yelpazesi ile daha uzun bir geçmişe sahiptir. MJF parçalarının yüzey kalitesi genellikle SLS'ye göre daha ince tanelidir.
4. SLS vs. FDM:
Seçin SLS FDM'nin kapsamlı destek yapıları olmadan üretemeyeceği karmaşık geometriye sahip güçlü, üretim kalitesinde parçalara ihtiyaç duyduğunuzda. Seçin FDM Düşük maliyetli, erken aşama konsept modeller, basit aparatlar için veya çok çeşitli renk ve malzemelere (PLA veya PETG gibi) hızlı ve uygun maliyetli bir şekilde ihtiyaç duyulduğunda.

SLS 3D Baskı Hakkında SSS
Evet. SLS parçaları, özellikle naylondan yapılanlar, yüksek gerilme mukavemeti ve darbe direnci dahil olmak üzere mükemmel mekanik özelliklere sahiptir. En güçlü polimer 3D baskı seçeneklerinden biridir ve zorlu fonksiyonel uygulamalar ve son kullanım parçaları için uygundur.
SLS parçaları ham, kumlama sonrası hallerinde hafif gözeneklidir ve zamanla nemi emecektir. Su geçirmez olarak kabul edilmezler. Bununla birlikte, kimyasal buhar yumuşatma gibi işlem sonrası adımlarla veya epoksi kaplama uygulanarak su geçirmez ve hava geçirmez hale getirilebilirler.
Maliyet çeşitli faktörlerden etkilenir: parçanın hacmi, bir yapıya yerleştirilen parça sayısı, kullanılan malzeme ve gerekli son işlemler. İlk makine yatırımı yüksek olsa da, verimli yerleştirme ve minimum işçilik nedeniyle parça başına maliyet düşük ila orta hacimli üretim çalışmaları için rekabetçi olabilir.
Yenileme oranı, yeni bir parti oluşturmak için önceki bir yapıdan geri dönüştürülmüş, sinterlenmemiş tozla karıştırılması gereken taze, işlenmemiş tozun yüzdesidir. Tipik bir oran 50/50'dir. Bu önemlidir çünkü ısıtılmış haznede bekleyen toz hafifçe bozulur ve taze toz eklemeden yeniden kullanılması parça kalitesinin düşmesine neden olur. Yenileme oranını yönetmek, maliyetleri kontrol etmenin ve tutarlı malzeme özelliklerini korumanın anahtarıdır.
"SLS" terimi neredeyse sadece polimerlerin (plastiklerin) basılması için kullanılır. Metaller için eşdeğer süreç şu şekilde adlandırılır Doğrudan Metal Lazer Sinterleme (DMLS) veya Seçici Lazer Eritme (SLM). Tozu kaynaştırmak için lazer kullanmanın temel prensibi benzer olsa da, DMLS/SLM makineleri çok daha güçlü lazerler kullanır ve alüminyum, titanyum ve paslanmaz çelik gibi metal tozlarını işlemek için tamamen inert bir atmosferde çok daha yüksek sıcaklıklarda çalışır.


Mor, mavi, yeşil ve sarı gibi çeşitli renklerdeki renkli plastik yapı bloklarının bir araya istiflenmiş yakın çekimi.
Anahtar Çıkarımlar – Parça maliyetlerini düşürmenin temel unsurları malzeme seçimi ve duvar kalınlığı optimizasyonudur. – Daha yüksek kaliteli kalıplara (Sınıf 101/102) yatırım yapmak, uzun vadede birim maliyetleri düşürebilir.

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Anahtar Çıkarımlar – Kalıp hassasiyeti her aşamada belirlenir: parça tasarımı, kalıp tasarımı, çelik seçimi, işleme, montaj ve süreç kontrolü—herhangi bir aşamadaki zayıflık genel hassasiyeti sınırlar. – Doğru şekilde—

Yüksek Hızlı Enjeksiyon Makinesi Nedir?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

