 İçeriğe geç
İçeriğe geç 

Takviye, plastik parçaların önemli bir parçasıdır. Takviye, ürünün yüzey alanını önemli ölçüde artırmadan ürünün sertliğini ve mukavemetini artıran bir "I" şekli olarak etkilidir, ancak "I" şekli olmadan, ters çevrilmiş yapının kalıplanması, özellikle genellikle basınca, torka ve bükülmeye maruz kalan plastik ürünler için zor olacaktır.
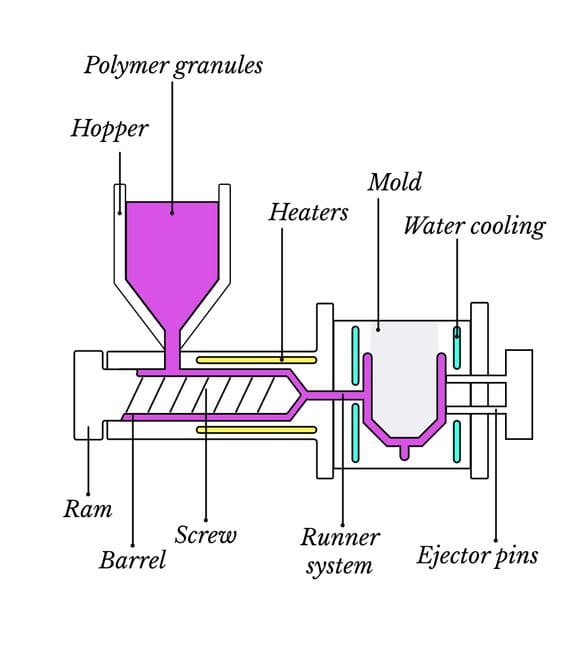
Buna ek olarak, takviye aynı zamanda iç yolluk olarak da işlev görebilir. enjeksiyon kalıbı boşluğu, plastiğin parçanın dal kısmına akmasına yardımcı olmak için çok yararlıdır.
Takviye genellikle plastik ürünün temassız tarafına yerleştirilir ve uzama yönü ürünün maksimum gerilme ve maksimum sapma yönünü takip etmelidir. Takviyenin konumu ayrıca boşluk doldurma, büzülme ve kalıptan çıkarma gibi bazı üretim hususlarına da tabidir.
Takviyenin uzunluğu ürünün uzunluğu ile aynı olabilir, her iki ucu ürünün dış duvarına tutturulabilir veya ürünün bir kısmının sertliğini kısmen artırmak için ürünün sadece bir kısmını kaplayabilir.
Takviye ürünün dış duvarına tutturulmamışsa, uç bölüm aniden sonlandırılmamalı, tamamlanana kadar yüksekliği kademeli olarak azaltılmalıdır, böylece genellikle yetersiz havalandırılan veya kapalı yerlerde meydana gelen hava sıkışması, eksik doldurma ve yanık izleri sorunları azaltılır.
Takviyenin en basit şekli, ürünün yüzeyine tutturulmuş dikdörtgen bir sütundur, ancak bazı üretim veya yapısal hususları karşılamak için takviyenin şekli ve boyutu değiştirilmelidir.
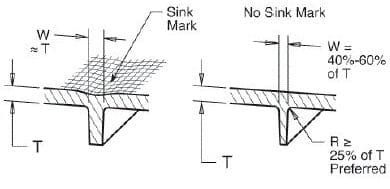
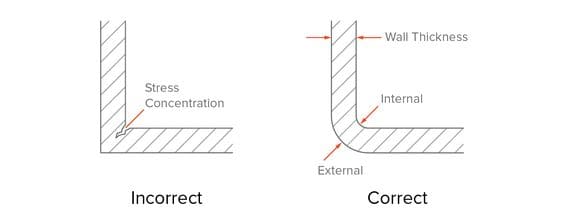
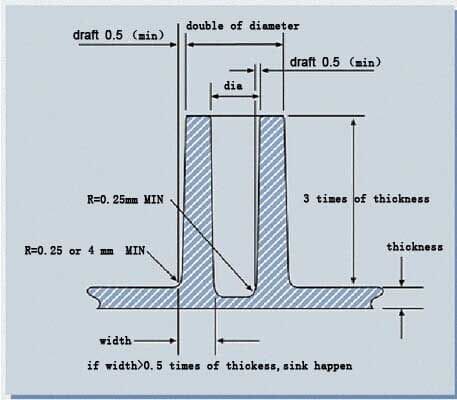
Aşırı gerilim yoğunlaşmasını ortadan kaldırmak için takviyenin alt kısmı yuvarlatılmalıdır. Yuvarlatılmış keskin köşeler, boşluğun daha düzgün bir şekilde dolmasını sağlamak için akış kanalına kademeli bir şekil de verir.
Takviyenin alt kısmının genişliği ürünün kalınlığına göre yarı yarıya azaltılırsa (Şekil b), konuma göre kalınlıktaki artış yaklaşık 20%'ye düşürülür ve büzülme olasılığı büyük ölçüde azalır.
Bu, tek bir yüksek takviye çubuğunun kullanılmasından ziyade iki veya daha fazla kısa takviye çubuğunun kullanılmasının tercih edilmesine yol açar, ancak birden fazla takviye çubuğu kullanıldığında, takviye çubukları arasındaki mesafe bitişik dış duvarın kalınlığından daha büyük olmalıdır.
Takviye çubuklarının şekli genellikle ince ve uzundur ve takviye çubuklarının genel tasarımı, takviye çubuklarının tasarımının temel ilkelerini göstermektedir.
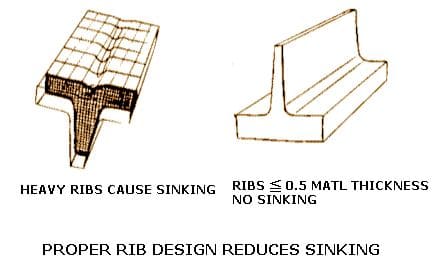
Çok kalın takviye tasarımının büzülme desenleri, boşluklar, deformasyon sapması, kıstırma desenleri ve diğer sorunları üretebileceğini ve bunların da üretim döngüsünü uzatacağını ve üretim maliyetlerini artıracağını unutmayın.

Plastik takviyenin rolü
Takviye, enjeksiyon kalıplı plastik parçaların işlevinin vazgeçilmez bir parçasıdır.
(1) Plastik üründe plastik israfını önlemek için plastik ürünün duvar kalınlığını artırmadan ürünün mukavemetini ve sertliğini artırmak enjeksiyon kalıplama süreci, ağırlığı artırır ve maliyeti düşürür.
(2) Plastik şişelerin duvar kalınlığındaki farktan kaynaklanan eşit olmayan kuvvetin neden olduğu ürünlerin bozulmasını ve deformasyonunu engelleyebilir.
(3) Plastik eriyiğin aktivitesini kolaylaştırmak ve bazı ince duvarlarda eriyik dolumu için kanallar sağlamak plasti̇k enjeksi̇yon kalipli parçalar plastik şişe gövdesinin.
Plastik donatı tasarımında dikkate alınması gereken faktörler
(1) Takviyenin tasarımı kullanılan plastik malzemeyle de ilgilidir. Üretim açısından bakıldığında, eriyiğin viskozitesi ve büzülme gibi malzemenin fiziksel özellikleri, takviyenin tasarımı üzerinde önemli bir etkiye sahiptir.
(2) Plastiğin sünme özellikleri de yapısal açıdan önemli bir husustur. Örneğin, üretim açısından bakıldığında, takviyenin yüksekliği eriyik akışı ve fırlatma özellikleri (büzülme, sürtünme katsayısı ve stabilite) ile sınırlıdır.
(3) Uzun takviyenin çıkış açısının artırılması genellikle ürünün dışarı atılmasına yardımcı olur, ancak tabanın genişliği aynı kalırken çıkış açısı arttığında ürünün sertliği, mukavemeti ve dışarı atılabilir alanı azalır.
Azalan fırlatma alanı sorunu, ürünün takviye kısmına birkaç fırlatma tümseği eklenerek veya daha pahalı düz fırlatma pimleri kullanılarak çözülebilir ve fırlatma yönünde parlatma da ürünün kolayca fırlatılmasına yardımcı olacaktır.
(4) Yapısal açıdan bakıldığında, daha derin takviye, ağırlıkta önemli bir artış olmadan ürünün sertliğini ve mukavemetini artırabilir, ancak aynı zamanda ürünün en yüksek ve en düşük noktalarındaki eğilme gerilimi artar, ürün tasarımcısı hesaplamalı ve bu kısımdaki eğilme geriliminin kabul edilebilir aralığı aşmayacağından emin olmalıdır.
(5) Üretim açısından bakıldığında, çok sayıda kısa ve dar donatı çubuğu kullanmak, birkaç derin ve geniş donatı çubuğu kullanmaktan daha iyidir.
(6) Ne zaman imalat kalıpları (özellikle el plakası kalıpları): genişlik (ve muhtemelen derinlik) ve birkaç takviye mümkün olduğunca bırakılmalıdır, böylece kalıp testi sırasında ürünün sertliği ve mukavemetinin yetersiz olduğu tespit edildiğinde uygun şekilde artırılabilirler çünkü çeliği artırmak için kaynak yapmak veya ekler eklemek gibi yöntemler kullanmaktansa çeliği kalıptan çıkarmak daha kolay ve ucuzdur.
Farklı malzemeler için tasarım noktaları
ABS
Ana bileşen yüzeylerindeki büzülmeyi azaltmak için, nervürlerin kalınlığı, kesişen kauçuğun kalınlığının 50%'sinden fazla olmamalı ve bazı deterministik olmayan yüzeylerde nervürlerin kalınlığının 70%'sine kadar olmamalıdır. İnce plastik yapısal köpük parçalarda, nervür kesişen kumaş kalınlığının 80%'sine ulaşabilir. Kalın kauçuk nervürler 100%'ye ulaşabilir.
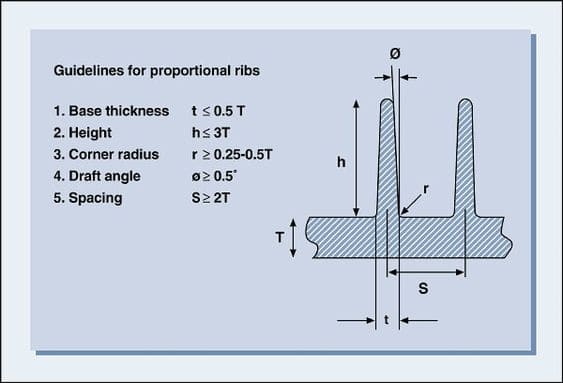
Nervürlerin yüksekliği yapıştırıcı kalınlığının üç katından daha yüksek olmamalıdır. İkiden fazla nervür olduğunda, nervürler arasındaki mesafe kauçuk kalınlığının iki katından az olmamalıdır. Kolay serbest bırakma için nervürlerin çıkış açısı bir taraf ile diğer taraf arasında olmalıdır.
PA
Tek tek kaburgaların yüksekliği, kaburgaların alt kısmının kalınlığının üç katı veya daha fazla olmamalıdır. Kaburgalar soğurken arka tarafta girintilere neden olacağından, kaburgaların herhangi birinin arkasında bazı küçük kaburgalar veya oluklar olmalıdır.

PBT
Hava kabarcıklarından, büzülme modellerinden ve gerilim yoğunlaşmalarından kaçınmak için kalın nervürlerden mümkün olduğunca kaçınılır. Dikkate alınması gereken yol nervür boyutunu sınırlamaktır. Nervür kalınlığı, 3,2 mm'nin (1/8 inç) altındaki duvar kalınlığının 60%'sini geçmemelidir. Duvar kalınlığı 3,2 mm'den büyük olan nervürler 40%'yi geçmemelidir.
Kaburga yüksekliği kemik kalınlığının 3 katını geçmemelidir. Kaburgalar, düzgün plastik akışına izin vermek ve iç gerilimi azaltmak için her iki tarafta 0,5 mm (0,02 inç) R ile erimiş plastik duvara bağlanır.
PC
Önerilen genel nervür kalınlığı plastik malzeme akışına ve duvar kalınlığına bağlıdır. PC nervürlerinin tasarımı PS nervürleri için aşağıdaki şekilde görülebilir.
PS
Nervürlerin kalınlığı derzin et kalınlığının 50%'sini geçmemelidir. Deneyimlerimiz, yukarıdaki kuralların ihlal edilmesinin yüzeyde tutarsız parlaklıkla sonuçlanacağını göstermektedir.
PSU
RIBS, ürünün darbe dayanımını artırabilir ve en ekonomik maliyetle etkili sonuçlar elde edebilir. Kötü tasarım, büzülme izlerine ve istenmeyen darbe dayanımına neden olabilir.

Takviye tasarım noktaları
(1) Kalın çubukların alt kısmı soğuduğunda ve büzüldüğünde yüzey çökmesini önlemek için tek bir takviyeyi daha düşük yükseklikte ve biraz daha fazla sayıda çubuk içeren daha yüksek yükseklikte tek bir takviye ile değiştirin. Tendonların arkası estetiği etkileyen çöküntü gösterdiğinde, dekoratif takviye nervür yapısı tasarımı örtbas etmek için kullanılabilir.
(2) Tendonların düzenleme yönü, eriyik malzemenin dolum yönü ile aynı olmalıdır.
(3) Tendonun kökü, stres yoğunlaşması ve yıkım sırasında dış kuvvetten kaçınmak için yuvarlak bir geçişle. Ancak kök yuvarlama yarıçapının çok büyük olması depresyon gösterecektir.
(4) Genellikle tendonların üzerine herhangi bir parça yerleştirmeyin.
(5) Plastik şişenin iç duvarında yer alan tırnaklar, ürünün deformasyonunu önlemek ve plastik şişenin sertliğini artırmak için tendonların uygulanmasını geliştirmek üzere tırnakların bir kısmında eriyiğin yetersiz dolmasını önlemek için iç duvara çok yakın olmamalıdır.
Güçlendirme tasarımı ilkeleri:
(1) Donatı kalınlığı, derzde çökmeyi önlemek için takviye edilen ürünün üniform et kalınlığından daha az olmalıdır.
(2) Donatı yüksekliği çok yüksek olmamalıdır, aksi takdirde donatı kuvvetten zarar görecek ve rijitliğini azaltacaktır. Ürünün rijitliğini artırmak için, donatı çubuklarının yüksekliğinden ziyade sayısı artırılmalıdır.
(3) Takviye çubuklarının eğimi daha büyük olabilir ve kalıbın serbest kalmasını kolaylaştırmak için üstten yaralanmayı önlemek için genellikle 1,5 ° 'den büyük olmalıdır.
(4) Düzensiz büzülmeyi azaltmak için çoklu takviye çubukları uygun şekilde dağıtılmalı ve kademelendirilmelidir.
(5) Genel olarak, takviye eğik kemiğe eklenir, amaç sıkışmış havayı önlemektir, aşağıdakilere elverişlidir plasti̇k enjeksi̇yon kaliplama ve güç.
Donatı çubuklarının düzenlenmesi
Aşağıdaki takviye çubukları şekilleri vardır: çubuk, kuyu, çatal, yelpaze, daire veya entegre şekil
Çubuk şekli
Kabuk, takviye çubuğu alanı üzerinde tasarlanabilir, küçüktür ve yüksek mukavemetli yük taşımasına gerek yoktur, sadece tek bir kabuğun mukavemetini arttırmak için olabilir, takviye çubukları çok yoğun değildir, biri kalıbın mukavemetini etkilemektir, biri kalıptan çıktığında kalıptan sonra yapışması kolaydır.
Genel olarak, takviye arasındaki boşluk, takviyenin bulunduğu yerdeki kabuğun sabit duvar kalınlığını 3 kat ve daha fazla güçlendirmek için tasarlanmıştır, takviyenin yüksekliği gerçek ürün ihtiyaçlarına ve tasarımına göre, ne kadar düşük olacağı mutlak değildir, kalıba bağlı olarak hat kesmeye gitmek veya blok ekleme yapmaktır.
Bununla birlikte, ürünün yapısal ihtiyaçlarının karşılanması durumunda, takviyenin yüksekliği ne kadar düşük olursa, vida kolonunun takviyesi o kadar iyi olur, çünkü takviye vida kolonu tarafından takip edilir.
Bu nedenle, takviye çubuğunun yüksekliği sıradan takviye çubuğundan çok daha yüksek tasarlanabilir, vidalı kolon takviye çubuğunun özel yapısal tasarımı, vidalı kolon takviye çubuğu yüksekliğinin yapısal tasarımına çok yüksek olması çeşitli problemlere sahiptir.

Şekillendirme sorunları
Takviyenin yüksekliği ne kadar yüksek olursa, tam tutkal oynamak o kadar zor olur, takviyenin genel tasarımı tasarlanmamıştır ve kabuk malzeme kalınlığı kalındır, takviyenin kalınlığı ürünün gerçek ihtiyaçlarına göre artırılabilir veya azaltılabilir.
Kalıptan çıkma sorunu: Takviyenin yüksekliği ne kadar yüksekse, kalıptan sonra yapışması o kadar olasıdır.
Mukavemet sorunu: Takviyenin yüksekliği ne kadar yüksekse, kauçuk ucun üst kısmı ne kadar inceyse, mukavemet o kadar düşük olur.
İyi biçimli, çatal biçimli
Kabuk, geniş bir takviye alanı ile tasarlanabilir ve yüksek mukavemetli yüke dayanması gerekir.
Yelpaze şeklinde, yuvarlak
Kabuk, takviye alanında büyük, yelpaze şeklinde ve dairesel yük, en güçlü kuvvet noktası için merkez noktası, düzgün kuvvet noktası için iyi şekilli ve çatal şekilli yük olacak şekilde tasarlanabilir.
Entegre şekil
Kuyu ve çatal şeklinin takviyesi, malzeme kalınlığı nedeniyle çapraz kısımda çok kalın olduğundan, kabuğun yüzeyinde görünümü etkileyen girinti kusurları riski vardır, bu nedenle kapsamlı bir takviye türü oluşturmak için tasarıma yuvarlak takviye eklenir.
Kuyu ve çatal şeklindeki takviye sayısı çok fazla olduğundan, ürünün arka kalıba yapışmasını kolaylaştıracaktır, yuvarlak takviye eklendikten sonra, yapışkan kalıp durumundan kaçınabilen bir şırınga pimi ile çıkarılabilir veya bu şekilde anlaşılabilir.
Özellikle takviye yüksekliği nispeten yüksek olduğunda, ürünün kalıptan çıkmasına yardımcı olmak için yoğun takviye pozisyonuna belirli sayıda kolon eklemek gerekir.
Özet
Ürün tasarımı yaparken, ürün takviye tasarımını yukarıdaki takviye tasarım ilkelerine göre optimize edin, ürün takviyesinin rolü sadece plastik ürünlerin mukavemetini ve sertliğini artırmakla kalmaz, aynı zamanda bükülme olgusunu da azaltabilir. plastik kalıplama yapmak doldurmak kolay enjeksiyon kalıbı boşluğu, en uygun ürün tasarımına ve ürün projenizi gerçekleştirmenin en ekonomik yoluna kadar.







