 İçeriğe geç
İçeriğe geç 

Giriş Küf enjeksiyon kalıplama aynı şekle sahip çok sayıda parça yapmanın bir yoludur. Şöyle çalışır: Plastiği ısıtıyorsunuz ve sonra bir makine ile kalıba itiyorsunuz. Plastik soğuyup sertleşiyor ve sonra bir parçanız oluyor.
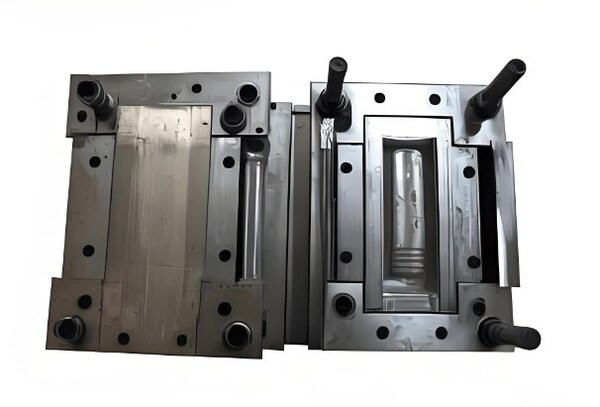
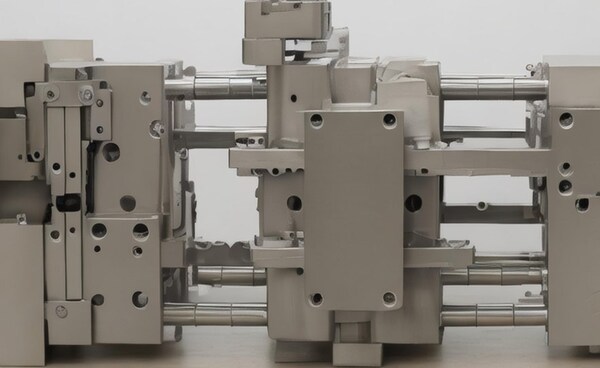
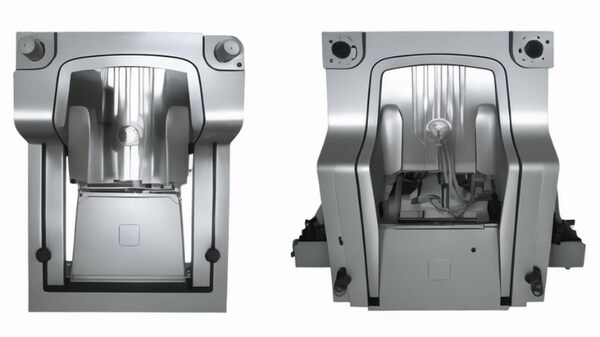
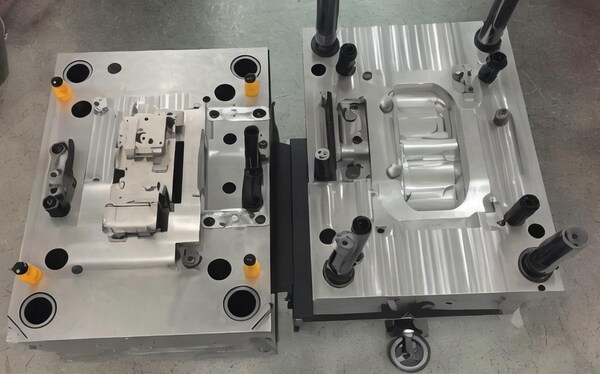
Enjeksiyon kalıbının iki parçası vardır: hareketli kalıp ve sabit kalıp. Hareketli kalıp, enjeksiyon kalıplama makinesinin hareketli şablonuna monte edilir ve sabit kalıp, enjeksiyon kalıplama makinesinin sabit şablonuna monte edilir.

Enjeksiyon kalıplama sırasında, hareketli kalıp ve sabit kalıp bir dökme sistemi ve bir boşluk oluşturmak için kapatılır. Kalıp açıldığında, plastik ürünü çıkarmak için hareketli kalıp ve sabit kalıp ayrılır. Bu makalede enjeksiyon kalıplarının maliyetini hangi değişkenlerin etkilediği ve bunların çözümleri ayrıntılı olarak ele alınacaktır.
Enjeksiyon Kalıbı Nelerden Oluşur?
Plastik kalıplar, dökme sistemi, sıcaklık kontrol sistemi, kalıplama parçası sistemi, egzoz sistemi, kılavuz sistemi, fırlatma sistemi vb. dahil olmak üzere işlevlerine göre birkaç parçaya ayrılır.

Bunlar arasında, dökme sistemi ve kalıplama parçaları plastikle doğrudan temas halinde olan parçalardır ve plastik ve ürünle birlikte değişirler. Kalıptaki en karmaşık ve en değişken parçalardır ve en yüksek işleme kalitesi ve hassasiyeti gerektirir.
Dökme Sistemi
Plastik nozülden boşluğa girmeden önce ana kanal, soğuk malzeme deliği, dal kanalı ve kapı vb. dahil olmak üzere akış kanalı kısmını ifade eder.

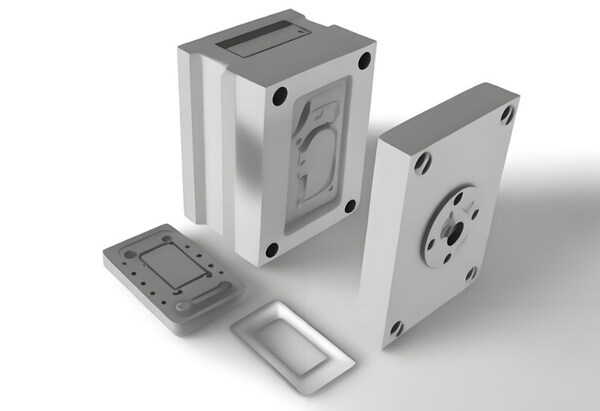
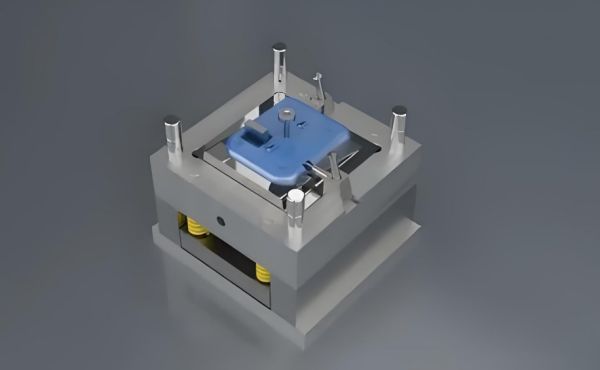
Kalıplama Parçaları Sistemi
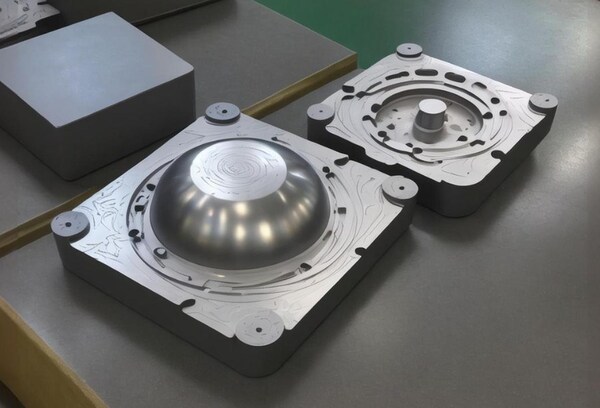
Hareketli kalıp, sabit kalıp ve boşluk (içbükey kalıp), maça (dışbükey kalıp), kalıplama çubuğu vb. dahil olmak üzere ürünün şeklini oluşturan çeşitli parçaların kombinasyonunu ifade eder.
Çekirdek ürünün iç yüzeyini, boşluk (içbükey kalıp) ise ürünün dış yüzey şeklini oluşturur. Kalıp kapatıldıktan sonra, çekirdek ve boşluk kalıp boşluğunu oluşturur.

Proses ve imalat gerekliliklerine göre bazen maça ve iç bükey kalıp birkaç parçadan oluşurken bazen de tek parça haline getirilir ve sadece hasar görmesi kolay ve işlenmesi zor parçalarda kesici uçlar kullanılır.
Termostatik Sistem
Kalıp sıcaklığı için enjeksiyon işleminin gereksinimlerini karşılamak üzere, kalıp sıcaklığını ayarlamak için bir termostatik sisteme ihtiyaç vardır. Termoplastikler için enjeksiyon kalıpları için asıl önemli olan, kalıbı soğutmak için bir soğutma sistemi tasarlamaktır (kalıp ısıtılabilir de).
Kalıp soğutmanın yaygın yöntemi, kalıpta bir soğutma suyu kanalı açmak ve kalıbın ısısını almak için dolaşan soğutma suyu kullanmaktır; sıcak su veya sıcak yağı geçirmek için soğutma suyu kullanmanın yanı sıra, kalıbı ısıtmak için kalıbın içine ve etrafına elektrikli ısıtma elemanları da monte edilebilir.
Egzoz Sistemi
Boşluktaki havayı ve enjeksiyon kalıplama işlemi sırasında plastiğin erimesi ile oluşan gazı kalıbın dışına atacak şekilde ayarlanmıştır.

Egzoz düzgün değilse, ürünün yüzeyinde gaz izleri (gaz izleri), yanıklar ve diğer kusurlar oluşacaktır; plastik kalıbın egzoz sistemi genellikle orijinal boşluk havasını ve erimiş malzemenin getirdiği gazı dışarı atmak için kalıpta açılan oluk şeklinde bir hava çıkışıdır.
Erimiş malzeme deliğe atıldığında, delikteki hava ve malzemeyle birlikte gelen hava, malzemenin gittiği deliğin sonundaki delikten delikten çıkmalıdır, aksi takdirde şeyde delikler, kötü bağlantılar, yeterli malzeme olmayacak ve belki de hava sıkışacak ve ısınacak ve şeyi yakacaktır.
Genellikle delik, malzemenin girdiği deliğin ucunda veya deliğin iki yarısının birbirinden ayrıldığı yerde olabilir.
İkincisi, kalıbın bir tarafında 0,03-0,2 mm derinliğinde ve 1,5-6 mm genişliğinde sığ bir oluk açmaktır. Enjeksiyon sırasında, havalandırma deliğinden dışarı çok fazla erimiş malzeme sızmayacaktır, çünkü erimiş malzeme orada soğuyup katılaşacak ve kanalı tıkayacaktır.
Erimiş malzemenin yanlışlıkla dışarı püskürmesini ve insanları yaralamasını önlemek için havalandırma deliği operatöre dönük olmamalıdır. Ek olarak, ejektör çubuğu ile ejektör deliği arasındaki boşluk, ejektör bloğu ile sıyırıcı plaka ve çekirdek arasındaki boşluk da egzoz için kullanılabilir.
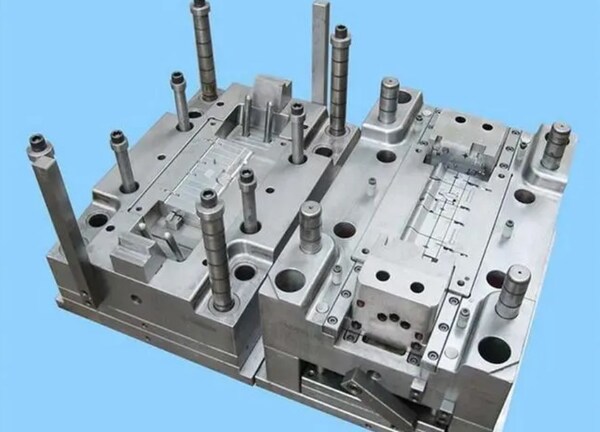
Kılavuz Sistemi
Kalıp kapatıldığında hareketli kalıp ile sabit kalıbın doğru bir şekilde hizalanabilmesini sağlamak için kalıbın içine bir kılavuz bileşen yerleştirilmelidir.
Enjeksiyon kalıbında, kılavuz bileşeni oluşturmak için genellikle dört set kılavuz pim ve kılavuz manşon kullanılır. Bazen, konumlandırmaya yardımcı olmak için hareketli kalıp ve sabit kalıp üzerinde birbiriyle eşleşen iç ve dış konik yüzeyler ayarlanır.
Ejektör Sistemi
Tipik olarak şunları içerir: ejektör, ön ve arka ejektör plakaları, ejektör kılavuz çubuğu, ejektör geri dönüş yayı, ejektör plakası kilitleme vidası ve diğer bileşenler.

Parça kalıpta kalıplandıktan ve soğutulduktan sonra, kalıbın ön ve arka yarıları ayrılır ve açılır ve fırlatma sistemi - ejektör pimi - plastik parçayı ve yolluktaki katılaşmış malzemeyi enjeksiyon kalıplama makinesinin ejektör çubuğunun itmesi altında kalıp boşluğundan ve yolluk konumundan dışarı iter, böylece bir sonraki enjeksiyon kalıplama döngü başlayabilir.

Enjeksiyon Kalıplarının Kategorileri Nelerdir?
Birkaç farklı enjeksiyon kalıbı türü vardır. En yaygın olanları iki plakalı kalıplar, üç plakalı kalıplar, sıcak yolluk kalıpları ve dik açılı enjeksiyon kalıplarıdır.
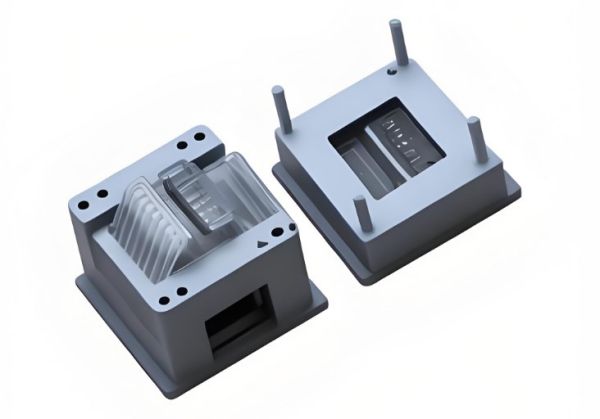
İki Plakalı Kalıp
İki plakalı kalıba tek parçalı yüzey enjeksiyon kalıbı da denir. En basit ve en temel kalıp türüdür. Yaygın olarak kullanılır ve ürün gereksinimlerine göre tek boşluklu bir kalıp veya çok boşluklu bir kalıp olarak tasarlanabilir.

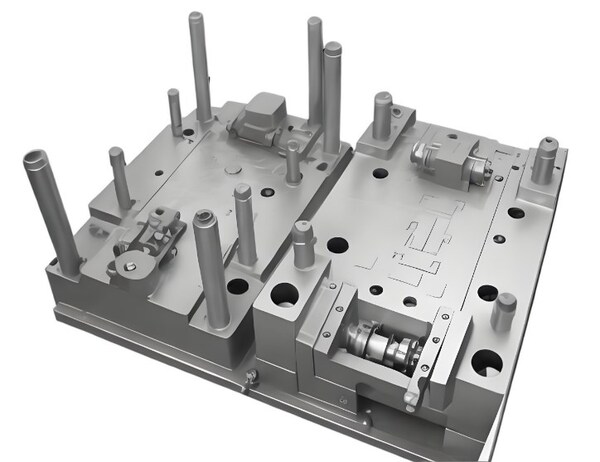
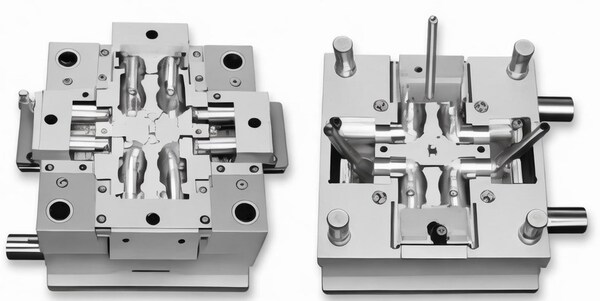
Üç Plakalı Kalıp
Üç plakalı kalıp aynı zamanda çift parçalı bir yüzey enjeksiyon kalıbıdır. Tek parçalı yüzey enjeksiyon kalıbından farklıdır. Sabit kalıp kısmında, bu kalıbın üç plakalı kalıbı kısmen hareket ettirilebilen bir sıyırıcı plaka ile tasarlanmıştır.

Bu tasarımda, yolluk birinci ve ikinci plakalar arasından çıkarılacak ve parça ile yolluk ayırma amacına ulaşmak için sıyırıcı plaka ikinci ve üçüncü plakalar arasından çıkarılacaktır.
Çift parçalı yüzey enjeksiyon kalıpları, karmaşık yapıları, yüksek üretim maliyetleri ve zor parça işlemeleri nedeniyle büyük enjeksiyon kalıplı parçaların kalıplanması için uygun değildir.
Sıcak Yolluk Kalıpları
Sıcak yolluk kalıpları geleneksel soğuk yolluk kalıplarına benzer. Aradaki fark, sıcak yolluklu kalıpların plastiği bir nozül aracılığıyla doğrudan boşluğa enjekte etmesidir. Kalıplama işlemi sırasında yolluk yoktur, bu da hammaddelerin kullanım oranını büyük ölçüde artırır ve israfı önler.

Genel olarak, sıcak yolluklu kalıpların imalat maliyeti soğuk yolluklu kalıplara göre daha yüksektir, ancak kalıplanan parçalar çok küçükse, özellikle parçalar yolluktan daha küçükse, sıcak yolluklu kalıplar daha ekonomik bir seçimdir.
Sağ Açılı Enjeksiyon Noldları
Dik açılı enjeksiyon kalıpları yaygın olarak uygulanamaz ve sadece açılı enjeksiyon kalıplama makineleri için uygundur. Diğer enjeksiyon kalıplarından farklı olarak, kalıplama sırasında kalıbın besleme yönü açma ve kapama yönüne dik olmalıdır ve kesit alanı genellikle değişmez.

Ayrıca dik açılı enjeksiyon kalıbının ana kanalı, hareketli ve sabit kalıp ayırma yüzeyinin her iki tarafında açılır. Ana kanalın sonunda, enjeksiyon kalıplama makinesi nozulu ile ana kanal giriş ucu arasında aşınma ve deformasyonu önlemek için değiştirilebilir bir yolluk eki ayarlanmıştır.
Enjeksiyon Kalıplarının Maliyetini Etkileyen Değişkenler Nelerdir?
Parça Malzemeleri
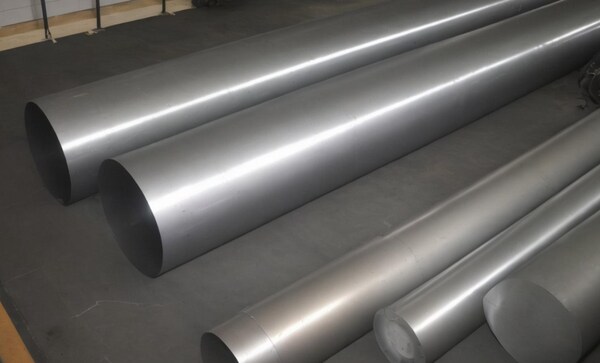
Enjeksiyon kalıplı parçalarınız için kullandığınız malzeme türü, enjeksiyon kalıplarınızın maliyetini büyük ölçüde etkileyecektir. Bazı malzemeler, benzersiz nitelikleri ve gereksinimleri nedeniyle özel kalıp özellikleri, soğutma kanalları veya yüzey işlemleri gerektirebilir.

Bazı plastik malzemeler, özellikle yüksek sıcaklık veya aşındırıcı olanlar, enjeksiyon kalıplarını aşındıracak ve takım ömrünü kısaltacaktır. Bu zorluğun üstesinden gelmek için, plastik enjeksiyon kalıplarının maliyetini artıran belirli çelik sınıflarından yapılmış daha sert kalıplara ihtiyaç vardır.
Parça Son İşlem
Lüks tüketici ürünleri için özel enjeksiyon kalıplı parçalar üretme konusundaki uzun yıllara dayanan deneyimimden, bu parçalar için gereken son işlem miktarının plastik enjeksiyon kalıplama işleminin maliyeti üzerinde her zaman büyük bir etkiye sahip olduğunu gördüm.
Parça sonlandırma daha karmaşık hale geldikçe, enjeksiyon kalıplama zorlaşır. İşe yaraması için, kalıbı tasarlarken ve üretimi planlarken finisajı düşünmeniz gerekir. Her seferinde istediğiniz finisajı elde etmek için doğru kalıp malzemelerine ihtiyacınız var ve süslü kalıp özellikleri koymanız gerekiyor. Tüm bunlar kalıbı yapmak için daha fazla paraya mal olur.
İşlem Maliyetleri
Enjeksiyon kalıpları yapmak frezeleme, tornalama, taşlama, tel kesme vb. gibi birçok işlemi içerir. Her işlem zaman ve insan gücü gerektirir, bu da plastik üretimini etkileyecektir. enjeksiyon kalıplama kalıp maliyetleri. İşleme maliyetlerinin hesaplanması genellikle üreticinin ekipman ve teknoloji seviyesinin yanı sıra gerekli işleme süresine dayanır.
Tasarım ve Mühendislik Maliyetleri
Enjeksiyon kalıplarının tasarımı ve mühendisliği de belirli maliyetler gerektirir. Buna kalıp tasarımcılarının maaşı, tasarım yazılımı ve mühendislik ekipmanlarının maliyeti ve kalıpların test edilmesi ve doğrulanması maliyeti dahildir. Bu kalıp maliyetleri de kalıp maliyetlerinin hesaplanmasının önemli bir parçasıdır.
Ömür ve Dayanıklılık
Kalıbın ömrü ve dayanıklılığı, kalıbın fiyatında büyük bir faktördür. Genel olarak kalıbın tasarımı ve kalitesi ne kadar dayanacağını belirler. Yüksek kaliteli kalıplar genellikle daha uzun süre kullanılabilir, ancak daha pahalıya mal olurlar.

Karmaşıklık ve Boyut
Kalıbın fiyatı, karmaşıklığından ve boyutundan da etkilenir. Kalıp tasarımı ve imalatı ne kadar karmaşıksa, o kadar fazla zaman ve kaynak gerektirir ve maliyet de o kadar yüksek olur. Ayrıca kalıbın boyutu da gerekli malzeme miktarını ve işleme zorluğunu etkileyerek maliyeti etkiler.
Miktar ve Parti
Enjeksiyon kalıplarının sayısı ve üretim partisi de maliyeti etkileyen faktörlerdir. Genel olarak, seri üretimin kalıp maliyeti daha düşük olacaktır çünkü sabit maliyetler tahsis edilerek birim maliyet azaltılabilir. Küçük parti üretiminin kalıp maliyeti nispeten yüksek olacaktır çünkü ölçek ekonomilerinden tam olarak yararlanılamaz.
Ürün Tasarımı
Ürün tasarımı kalıbı değiştirebilir. Örneğin, kalıp tasarımı tamamlandıktan sonra, sipariş verildikten sonra çerçeve sipariş edilmeli ve müşterinin tasarımı değişmelidir. O zaman değişiklik nispeten küçükse, genel yapıyı etkilemeyecektir.

Çok fazla değişiklik varsa, kalıbın ürettiği ürünleri etkileyecek ve hatta çerçevenin yeniden sipariş edilmesi gerekecektir. Maliyet büyük ölçüde artacaktır.
Kalıp Tasarımı Uygun, Makul ve Uygulanabilir mi?
Üretim süreci analizi, yapısal dinamik analizi, test ürünlerinin ve tasarım ürünlerinin üç boyutlu karşılaştırmalı analizi gibi birçok simülasyon yöntemi vardır. Kalıp tasarımı mantıksız ise maliyet artacaktır.
Kalıp Üretimi için Deneme Sayısını Kontrol Edin
Çoğu üretici, bir kalıbın yapım maliyetini, kalıbı müşteriye göndermek için gereken gün sayısına göre hesaplayacaktır. Kalıp birden fazla incelemeden sonra teslim edilemezse, sözleşmede öngörülen para cezalarına ek olarak, kalıp fabrikada ne kadar uzun süre kalırsa, işleme maliyeti de o kadar yüksek olur. Elbette, kalıp testinin maliyeti de nispeten yüksek olacaktır.
Enjeksiyon Kalıplarının Maliyeti Nasıl Düşürülür?
Doğru Malzemeyi Seçin
Plastik kalıp imalatının maliyetini düşürmek için yapmanız gereken ilk şey doğru malzemeyi seçmektir.
İlk olarak, kalıbın gereksinimlerine ve beklenen üretim hacmine göre doğru malzemeyi seçin.
İkinci olarak, makul fiyatlı ve istikrarlı performansa sahip olanları bulmak için birden fazla malzemeyi karşılaştırın ve değerlendirin.
Son olarak, kalıbın uzun ömürlü ve uygun maliyetli olması için seçtiğiniz malzemelerin kaliteli olduğundan emin olun.

Tasarımı Optimize Edin
Tasarım optimizasyonu, plastik kalıp imalatının maliyetini düşürmenin önemli yollarından biridir. Tasarım optimizasyonu sayesinde malzeme israfı azaltılabilir ve ürünün hizmet ömrü ve kalitesi iyileştirilebilir.

Aynı zamanda tasarımı yapılmış olan kalıplar için, detayların iyileştirilmesi ve yapısal tasarımın optimize edilmesi ile kalıbın hizmet ömrünün artırılması ve imalat maliyetinin düşürülmesi amacına ulaşılabilir.
Yönetimi Güçlendirmek
Plastik kalıp imalatının maliyetini düşürmenin anahtarı yönetimi güçlendirmektir. Kalıp imalatı sürecinde, eksiksiz bir kalite yönetim sistemi kurmak, tedarikçi yönetimini, üretim planı yönetimini ve maliyet kontrol yönetimini güçlendirmek ve üretim sürecinin kalitesini ve verimliliğini sağlamak için kalıp üretim sürecindeki tüm bağlantıları tam olarak kontrol etmek gerekir.

Sürecin Seviyesini İyileştirin.
Süreç seviyesinin iyileştirilmesi de plastik kalıp imalatının maliyetini düşürmek için önemli bir önlemdir. Gelişmiş üretim süreçleri ve teknik ekipmanlar sunarak, üretim verimliliğini ve kalite seviyelerini artırabiliriz.

Aynı zamanda, üretim sürecindeki manuel işlem eksikliklerinden kaynaklanan çalışma süresini ve kayıpları azaltabiliriz. Etkili teknik araçlar sayesinde, üretim maliyetlerindeki artışı kontrol edebilir ve işletmenin gelişim stratejisini optimize edebiliriz.
Yalın Üretim Yönetimi
Yalın üretim yönetimini kullanmak, plastik kalıp yapma maliyetini düşürmenin iyi bir yoludur. Yalın üretim yönetimini kullandığınızda, kalıp yapmak için şirketinizin tüm kaynaklarını kullanabilir, üretim sürecindeki israfı azaltabilir ve daha hızlı ve daha iyi kalıplar yapabilirsiniz.
Ayrıca şirketinizin daha iyi çalışmasını sağlayabilir, şirketinizi yönetmenin maliyetini azaltabilir ve daha fazla kalıbı daha hızlı ve daha iyi hale getirebilirsiniz.
Kısacası, her imalat şirketinin plastik kalıp imalat maliyetini düşürme sorununu çözmesi gerekir. Şirket ancak kendi yönetim ve teknik sistemini kademeli olarak geliştirdiğinde ve istikrarlı bir maliyet düşürme sistemi kurduğunda üretim verimliliğini ve rekabet gücünü artırabilir ve sürdürülebilir bir gelişme sağlayabilir.
Plastik Kalıpların Etkin Kullanımı
Malları üretmeden önce, bilimsel ve makul tasarım şemalarına sahip plastik kalıpları dikkatlice seçmek, enjeksiyon kalıplama maliyetini kontrol etmenin en temel yoludur. Farklı tipteki damgalama kalıp yapılarının elbette ürün hammaddeleri için farklı gereksinimleri vardır. Mükemmel kalıplar yüksek çıktı oranlarına sahiptir, bu da daha az atık ve tabii ki düşük üretim maliyetleri ile sonuçlanır.
Bilimsel ve makul işleme teknolojisinin kullanılması.

Aynı ürün için farklı türde üretim ve işleme teknolojileri kullanılır ve gerekli hammaddeler farklıdır. Ürün özelliklerine göre, kalite standartlarının karşılanması öncülüğünde, gelişmiş işleme teknolojisinin uygulanması malzeme ve üretim maliyetlerini etkili bir şekilde azaltabilir.
Etkin Bir Kalite Yönetim Sistemi Kurun
İyi bir kalite yönetim sistemi kurmak, düşük maliyet için başka bir yoldur enjeksiyon kalıplama enjeksiyon kalıpları yapmak. İyi bir kalite yönetim sistemine sahip olduğunuzda, üretimdeki hataları ve tekrarları azaltabilirsiniz, bu da üretiminizi daha verimli ve daha iyi hale getirecektir.

Örneğin, kaliteyi yönetmenize ve üretimde hatalardan ve tekrarlardan kaçınmanıza yardımcı olması için kalite güvence yazılımını kullanabilirsiniz. Ayrıca, iyi bir kalite yönetim sistemine sahip olduğunuzda, müşterilerinizi daha mutlu edebilir, bu da daha fazla satış yapmanıza ve daha fazla para kazanmanıza yardımcı olur.
Sonuç
Bu makale, enjeksiyon kalıplama maliyetini etkileyen faktörler ve bunların çözümleri hakkındadır. İlk olarak, kalıp enjeksiyon kalıplama malzemesinin maliyeti, maliyeti etkileyen ana faktördür. Farklı kalıp türleri ve karmaşıklıkları farklı metal malzemeler gerektirir, bu nedenle maliyet farklıdır.

İkinci olarak, işleme ve tasarım mühendisliğinin maliyeti de maliyet üzerinde önemli bir etkiye sahiptir. Kalıp üretim sürecindeki her bir işleme adımı zaman ve kaynak gerektirir.
Ayrıca kalıbın karmaşıklığı, boyutu ve beklenen üretim partisi de maliyet seviyesini doğrudan etkileyecektir.

Makale, uygun malzemelerin seçilmesi, tasarımın optimize edilmesi, yönetimin güçlendirilmesi, süreç seviyesinin iyileştirilmesi ve yalın üretim yönetiminin benimsenmesi yoluyla üretimin enjeksiyon kalıp maliyetleri etkin bir şekilde azaltılabilir, üretim verimliliği ve kalite seviyesi iyileştirilebilir ve böylece işletmelerin sürdürülebilir kalkınması teşvik edilebilir.Herhangi bir enjeksiyon kalıplama projeniz varsa, lütfen Zetar Kalıp ile iletişime geçin







