 İçeriğe geç
İçeriğe geç 

Giriş
Enjeksiyon kalıpları yapmak uzun ve karmaşık bir süreçtir. Basit bir işlem gibi görünen bu sürece dahil olan birçok adım vardır. Enjeksiyon kalıp yapım sürecinin ne olduğunu biliyor musunuz?
Şimdi size ayrıntılı olarak anlatacağım. Plastik enjeksiyon kalıplama Enjeksiyon kalıpları yapma süreci temel olarak şunları içerir: müşterilerin özelleştirilmiş ihtiyaçlarını kabul etme, mühendislik ekibi kalıp tasarımı, eritilmiş plastik enjeksiyon kalıpları imalatı, kalıp muayenesi ve kalıp denemesi, kalıp modifikasyonu ve kalıp onarımı ve kalıp bakımı. Aşağıda sizi tek tek anlamaya götüreceğim.

Müşterilerin Özelleştirilmiş İhtiyaçlarını Kabul Etmek
Plastik bir kalıp yapmak istediğinizde, kalıp üreticisine yapmak istediğiniz ürünün bir çizimini veya bir örneğini verirsiniz. Kalıp üreticisinin parçayı nasıl kullanacağınızı, nasıl işleyeceğinizi ve ne kadar doğru olması gerektiğini bilmesi gerekir.

Plastik kalıp üretiminin gereksinimlerini karşılamak için, müşterilerin özelleştirilmiş ihtiyaçlarını karşılamak üzere ürün verilerini toplamamız, analiz etmemiz ve sindirmemiz gerekir.
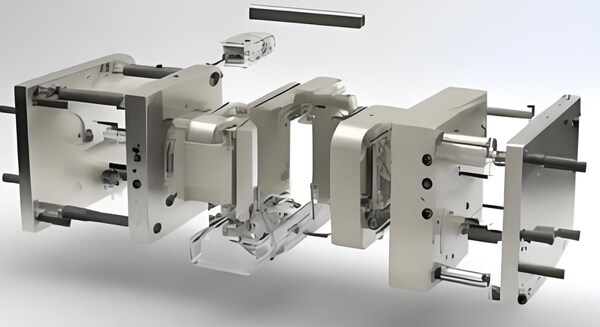
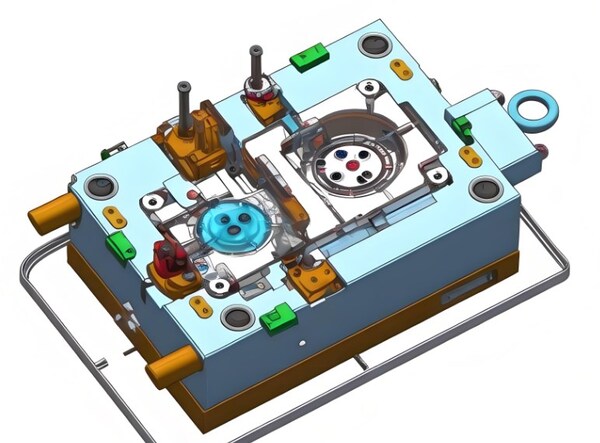
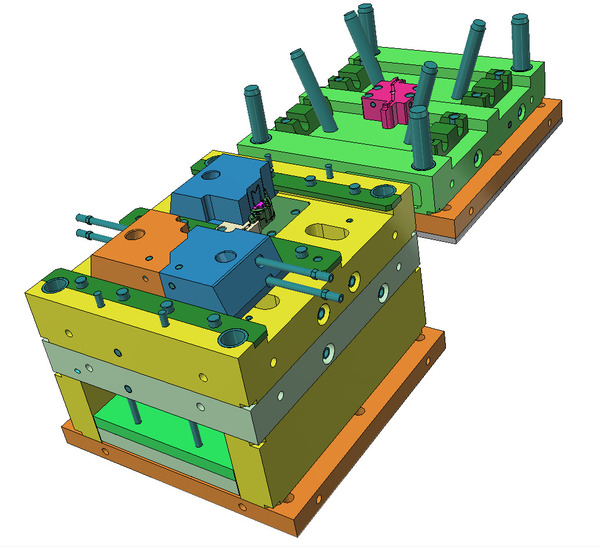
Kalıp Tasarımı
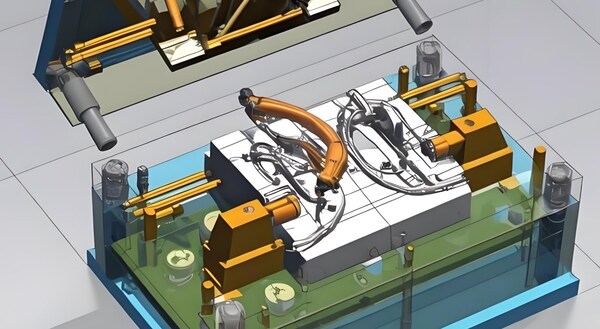
Enjeksiyon kalıbının tasarlanması, tüm kalıp imalat sürecinin en önemli parçasıdır. Kalıbın yapısı ve boyutu, ürünün gereksinimlerine ve özelliklerine göre belirlenmelidir. Aşağıda bir enjeksiyon kalıbı tasarlama adımları verilmiştir.
Tasarım Öncesi Hazırlık Çalışmaları
Tasarım görev kitabı; geometrik şekilleri, plastik parçaların kullanım gereksinimleri ve plastik parçaların hammaddeleri dahil olmak üzere plastik parçalara aşina olmak; plastik parçaların kalıplama işlenebilirliğini kontrol etmek; enjeksiyon kalıplama makinesinin modelini ve özelliklerini netleştirmek.
Enjeksiyon Kalıp Yapısı Tasarım Adımları
Delik sayısını sayın. Koşullar: maksimum enjeksiyon hacmi, sıkıştırma kuvveti, ürün hassasiyeti gereksinimleri, ekonomi; nereye bölüneceğini seçin. Prensip, basit kalıp yapısı, kolay bölünebilir ve plastik parçaların görünümü ve kullanımı üzerinde hiçbir etkisi olmamalıdır; deliklerin nereye yerleştirileceğine karar verin.

Düzgün yapmaya çalışın; nereye döküleceğine karar verin Ana yolluk, dal yolluk, kapı, soğuk sümüklü böcek kuyusu vb. dahil olmak üzere parçanın kalıptan nasıl çıkarılacağına karar verin. Plastik parçanın kalıpta nerede kaldığına bağlı olarak parçayı kalıptan çıkarmak için farklı yollar tasarlayın.

Sıcaklığın nasıl kontrol edileceğine karar verin. Sıcaklık kontrol sistemine esas olarak plastik türüne göre karar verilir. Kalıpta veya maçada bir kesici uç kullanmaya karar verdiğinizde, kesici uçları bölümlere ayırın ve kesici uçları yapın ve aynı anda sabitleyin.

Egzoz yöntemini belirleyin. Genel olarak, egzoz, kalıbın ayırma yüzeyi ile fırlatma mekanizması ve kalıp arasındaki boşluk ile elde edilebilir. Büyük ve yüksek hızlı enjeksiyon kalıpları için, ilgili egzoz yöntemi tasarlanmalıdır; enjeksiyon kalıbının ana boyutlarını belirleyin.

Kalıplanmış parçaların çalışma boyutlarını hesaplamak için formülü kullanın. Kalıp boşluğunun yan duvar kalınlığını, boşluk alt plakasının kalınlığını, maça yastığını, hareketli plakanın kalınlığını, blok tipi boşluğun boşluk plakasının kalınlığını ve enjeksiyon kalıbının kapanma yüksekliğini belirleyin.

Standart bir kalıp çerçevesi seçin Enjeksiyon kalıbının tasarlanmış ve hesaplanmış boyutlarına dayanarak, enjeksiyon kalıbı için standart bir kalıp tabanı seçin ve standart kalıp bileşenlerini seçmeye çalışın; kalıp yapısını çizin.
Bir kalıp tasarlarken, kalıbın tam bir yapısal taslağını çizmek ve bir kalıp yapı şeması çizmek çok önemlidir. Kalıbın ve enjeksiyon makinesinin ilgili boyutlarını kontrol edin.

Kullanılan enjeksiyon kalıplama makinesinin parametrelerini kontrol edin: maksimum enjeksiyon hacmi, enjeksiyon basıncı, sıkıştırma kuvveti ve kalıp montaj parçasının boyutu, kalıp açma stroku ve çıkarma mekanizması dahil.
İnceleme enjeksiyon kalıplı parçalar tasarım. Bir ön inceleme yapın ve kullanıcının onayını alın. Aynı zamanda, kullanıcının gereksinimlerini onaylamak ve değiştirmek gerekir; kalıbın montaj çizimini çizin.

Montaj ilişkisini, gerekli boyutları, seri numaralarını, ayrıntılı listeleri, başlık çubuklarını ve enjeksiyon kalıplamanın her bir parçasının teknik gereksinimlerini açıkça belirtin (teknik gereksinimler aşağıdaki öğeleri içerir.

Fırlatma mekanizması ve maça çekme mekanizması için montaj gereklilikleri gibi kalıp yapısı için performans gereklilikleri; ayırma yüzeyinin uygun boşluğu ve kalıbın üst ve alt yüzeylerinin paralelliği gibi kalıp montaj süreci için gereklilikler.

kalıp kullanım gereklilikleri; oksidasyon önleyici işlem, kalıp numaralandırma, yazı, yağ keçeleri ve depolama gereklilikleri; deneme kalıpları ve denetimler için gereklilikler).
Kalıp parçası çizimlerini yapın. Parça çizimlerinin yapılma sırası şöyledir: önce iç, sonra dış, önce karmaşık, sonra basit ve önce kalıp parçaları, sonra yapısal parçalar. Tasarım çizimlerini kontrol edin.

Enjeksiyon kalıbı tasarımının son kontrolü, enjeksiyon kalıbı tasarımının son kontrolüdür ve parçaların işleme performansına daha fazla dikkat edilmelidir.
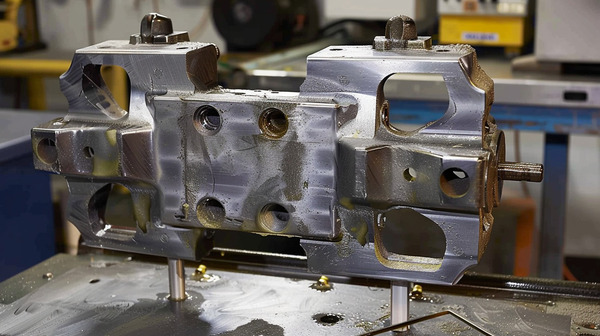
Kalıp İmalatı
Programlama, Elektrot Çıkarma
Kalıp tasarımı yapıldıktan sonra, her bir parçanın işleme koşullarına ve elektrotun EDM için çıkarılması gerekip gerekmediğine göre CNC programını yapmanız gerekir.

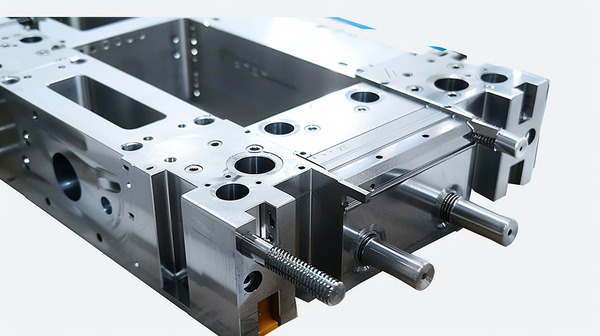
Talaşlı İmalat
Kalıbın mekanik işlemesi CNC işleme, EDM işleme, tel kesme işlemi, derin delik delme işlemi vb. içerir. Kalıp tabanı ve malzemeler sipariş edildikten sonra, kalıp sadece kaba işleme durumundadır veya sadece çelik malzemedir.
Bu sırada, çeşitli parçalar yapmak için kalıbın tasarım amacına göre bir dizi mekanik işlem gerçekleştirilmelidir

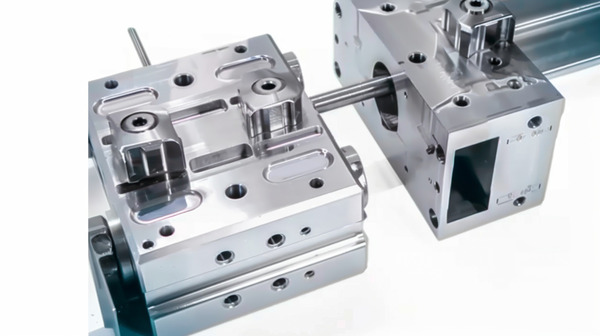
CNC işleme veya bilgisayarlı sayısal kontrol işleme, sayısal kontrol kullanan bir işleme merkezidir. Çeşitli işleme süreçleri, takım seçimi, işleme parametreleri ve diğer gereksinimleri gerektirir.

EDM işleme veya elektrik deşarjlı işleme, malzemeyi gerekli boyuta kadar aşındırmak için elektrik deşarjı kullanan bir işleme sürecidir, bu nedenle yalnızca iletken malzemeleri işleyebilir. Kullanılan elektrotlar genellikle bakır ve grafitten yapılır.
Sabitleyici Tertibatı
Bir kalıpçı, kalıp yapım sürecinde çok önemli bir roldür ve işin tüm kalıp üretim süreci boyunca devam etmesi gerekir. Bir tesisatçının işi, kalıp montajı, tornalama, frezeleme, taşlama ve delme konularında uzmandır.
Kalıp Tasarrufu ve Parlatma
Kalıp tasarrufu ve parlatma, kalıp monte edilmeden önce CNC, EDM ve fitter tarafından işlendikten sonra kalıp parçalarını işlemek için zımpara kağıdı, yağ taşı, elmas macunu ve diğer aletlerin kullanılması işlemidir.

Enjeksiyon Kalıp Muayenesi
Kalıp Görünümü
Kalıp isim levhası eksiksiz içeriğe, net karakterlere ve düzgün bir düzenlemeye sahiptir. İsim plakası, şablonun ve referans açısının yakınında kalıp ayağına sabitlenmelidir. İsim plakası güvenilir bir şekilde sabitlenir ve soyulması kolay değildir.

Soğutma suyu nozulu plastik blok geçmeli bir nozul olmalıdır ve müşterinin başka gereksinimleri de vardır. Soğutma suyu nozulu kalıp çerçevesi yüzeyinden dışarı çıkmamalıdır. Soğutma suyu nozulunun havşa delikleri ile işlenmesi gerekir.

Havşa delik çapı 25 mm, 30 mm ve 35 mm'dir. Delik pahı tutarlı olmalıdır Soğutma suyu nozulunun giriş ve çıkış işaretleri olmalıdır.

İşaretlenen İngilizce karakterler ve rakamlar 5/6'dan büyük olmalı ve konum su nozulunun hemen 10 mm altında olmalıdır. El yazısı açık, güzel, düzgün ve eşit aralıklı olmalıdır.

Kalıp aksesuarları kalıbın kaldırılmasını ve depolanmasını etkilememelidir. Kurulum sırasında, aşağıda destek ayakları ile korunması gereken açıkta yağ silindirleri, su nozulları, ön sıfırlama mekanizmaları vb. vardır.

Destek ayaklarının montajı, destek ayaklarının içinden geçen vidalarla kalıp çerçevesine sabitlenmelidir. Aşırı uzun destek ayakları, dış dişli kolonlar işlenerek kalıp çerçevesine sabitlenebilir. Kalıp çıkarma deliğinin boyutu belirtilen gereksinimleri karşılamalıdır enjeksiyon kalıplama Makine.

Küçük bir kalıp olmadığı sürece sadece bir merkez fırlatma kullanamazsınız. Konumlandırma halkası, 100 mm ve 250 mm halka çapı ile güvenilir bir şekilde sabitlenmelidir. Konumlandırma halkası, müşterinin başka gereksinimleri olmadığı sürece alt plakadan 10 ~ 20 mm daha yüksektir.

Kalıbın dış boyutları, belirtilen enjeksiyon kalıplama makinesinin gereksinimlerini karşılamalıdır. Yönlü kurulum gereksinimleri olan kalıplar, kurulum yönünü belirtmek için ön veya arka şablon üzerinde oklarla işaretlenmelidir.

Okun yanında "YUKARI" yazmalıdır. Ok ve yazının her ikisi de sarıdır ve yükseklik 50 mm'dir. Kalıp çerçevesinin yüzeyinde çukur, pas, ekstra kaldırma halkaları, su buharı girip çıkması, yağ delikleri vb. görünümü etkileyen kusurlar olmamalıdır.

Kalıbın kaldırılması ve taşınması kolay olmalıdır. Kalıp parçaları kaldırma sırasında sökülmemeli ve kaldırma halkaları musluk, yağ silindiri, ön sıfırlama çubuğu vb. ile etkileşime girmemelidir.

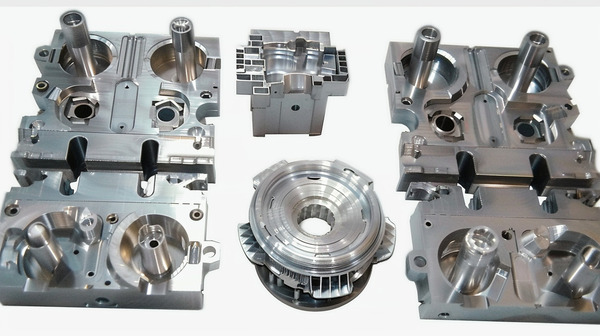
Kalıp Malzemesi ve Sertliği
Kalıp çerçevesi standartları karşılayan standart bir kalıp çerçevesi kullanmalıdır. Kalıp oluşturan parçaların ve dökme sisteminin malzemeleri (maça, hareketli kalıp eki, hareketli uç, saptırıcı koni, itme çubuğu, kapı manşonu) 40Cr'dan daha yüksek performansa sahip malzemelerden yapılmıştır.

Kalıp tarafından kolayca aşınan plastikler kalıplanırken, kalıplanan parçalar korozyona dayanıklı malzemelerden yapılmalı veya kalıplama yüzeylerinde korozyon önleyici önlemler alınmalıdır. Kalıp oluşturan parçaların sertliği 50HRC'den az olmamalı veya yüzey sertleştirme işleminin sertliği 600HV'den yüksek olmalıdır.

Enjeksiyon Kalıp Denemesi
Deneme Öncesi Önlemler
Kalıp çerçevesi standartları karşılayan standart bir kalıp çerçevesi kullanmalıdır. Kalıp oluşturan parçaların ve dökme sisteminin malzemeleri (maça, hareketli kalıp eki, hareketli uç, saptırıcı koni, itme çubuğu, kapı manşonu) 40Cr'dan daha yüksek performansa sahip malzemelerden yapılmıştır.

Kalıp tarafından kolayca aşınan plastikler kalıplanırken, kalıplanan parçalar korozyona dayanıklı malzemelerden yapılmalı veya kalıplama yüzeylerinde korozyon önleyici önlemler alınmalıdır. Kalıp oluşturan parçaların sertliği 50HRC'den az olmamalı veya yüzey sertleştirme işleminin sertliği 600HV'den yüksek olmalıdır.

Kalıbın çeşitli parçalarının düzgün hareket ettiğini onayladıktan sonra, uygun bir deneme kalıbı enjeksiyon kalıplama makinesi seçmek gerekir. Seçim yaparken şunlara dikkat etmelisiniz: enjeksiyon kalıplama makinesinin maksimum enjeksiyon hacmi nedir.

Bağlantı çubuğunun iç mesafesinin kalıba uygun olup olmadığı; hareketli şablonun maksimum hareket strokunun gereksinimleri karşılayıp karşılamadığı; diğer ilgili deneme kalıbı araçlarının ve aksesuarlarının tam olarak hazırlanıp hazırlanmadığı.

Her şeyin yolunda olduğu onaylandıktan sonra, bir sonraki adım kalıbı asmaktır. Asarken, tüm sıkıştırma plakalarını kilitlemeden ve kalıbı açmadan önce, sıkıştırma plakasının gevşemesini veya kırılmasını ve kalıbın düşmesine neden olmasını önlemek için kancanın çıkarılmaması gerektiğine dikkat edilmelidir.

Kalıp yerine yerleştirildikten sonra, tüm mekanik parçaların düzgün çalışıp çalışmadığını iki kez kontrol edin. Sürgü plakasının, ejektör piminin, diş çekme yapısının ve limit anahtarının doğru çalıştığından emin olun. Ayrıca, enjeksiyon memesi ve besleme portunun hizalandığından emin olun.

Şimdi bir sonraki adım olan kalıp kapatma işleminden bahsedelim. Bu sırada kalıp kapama basıncı düşürülmelidir. Manuel ve düşük hızlı kalıp kapatma eylemi sırasında, herhangi bir düzgün olmayan hareket ve anormal ses olup olmadığına dikkat etmelisiniz.

Kalıbı kaldırma işlemi aslında çok basittir. Dikkatli yapılması gereken en önemli şey, kalıp kapısının ve nozulun merkezini ayarlamanın zor olmasıdır. Genellikle merkez bir test kağıdı kullanılarak ayarlanabilir.

Kalıp sıcaklığını yükseltin: Kullandığınız malzemeye ve kalıbınızın boyutuna bağlı olarak, kalıbınızı parça yapmak için ihtiyaç duyduğunuz sıcaklığa çıkaracak bir kalıp sıcaklık kontrolörü seçin.

Kalıp sıcaklığı artırıldıktan sonra, her bir parçanın hareketini tekrar kontrol edin, çünkü çelik termal genleşmeden sonra kalıp sıkışmasına neden olabilir, bu nedenle gerilme ve titreşimi önlemek için her bir parçanın kaymasına dikkat edin.

Fabrika deneysel plan kuralını uygulamıyorsa, deneme kalıbı koşullarını ayarlarken, tek bir koşul değişikliğinin ürün üzerindeki etkisini ayırt etmek için bir seferde yalnızca bir koşulun ayarlanması önerilir.

Hammaddelere bağlı olarak, kullanılan hammaddeler uygun şekilde fırınlanmalıdır. Deneme kalıbı ve gelecekteki seri üretim için aynı hammaddeleri kullanmaya çalışın. Kalıbı tamamen düşük kaliteli malzemelerle denemeyin. Renk gereksinimi varsa, aynı zamanda bir renk testi düzenleyebilirsiniz.
İkincil işleme genellikle iç gerilim gibi sorunlardan etkilenir. Deneme kalıbından sonra, ürün stabil olduğunda kalıp ikincil işleme için işlenmelidir. Yavaşça kapattıktan sonra, sıkma basıncını ayarlayın ve ürünün çapaklanmasını ve kalıp deformasyonunu önlemek için eşit olmayan sıkma basıncı olup olmadığını kontrol etmek için birkaç kez hareket ettirin.

Tüm bunları yaptıktan sonra, kalıp kapama hızını ve basıncını düşürebilir, emniyet yakalama çubuğunu ve çıkarma strokunu ayarlayabilir ve ardından normal kalıp kapama ve kalıp kapama hızını ayarlayabilirsiniz. Maksimum strok için limit anahtarı söz konusuysa, kalıp açma strokunu biraz daha kısa olacak şekilde ayarlamalı ve kalıp maksimum strokuna ulaşmadan önce yüksek hızlı kalıp açma eylemini kesmelisiniz.

Bunun nedeni, kalıp yükleme süresi boyunca, yüksek hızlı hareket strokunun tüm kalıp açma strokundaki düşük hızlı olandan daha uzun olmasıdır. Plastik makinesinde, mekanik ejektör çubuğu da ejektör plakasının veya sıyırma plakasının kuvvet nedeniyle deforme olmasını önlemek için tam hızlı kalıp açma eyleminden sonra hareket edecek şekilde ayarlanmalıdır.

Kalıplamaya başlamadan önce lütfen aşağıdakileri kontrol edin: Besleme stroku çok mu uzun veya çok mu kısa? Basınç çok yüksek veya çok düşük mü? Doldurma hızı çok mu hızlı yoksa çok mu yavaş? İşleme döngüsü çok uzun mu yoksa çok kısa mı?

Kısa atışları, kırılmayı, deformasyonu, çapakları ve hatta kalıp hasarını önlemek için. Çevrim süresi çok kısaysa, ejektör parçayı itecek veya sıyırma halkası parçayı sıkıştıracaktır. Parçayı çıkarmanız iki veya üç saatinizi alabilir. Çevrim süresi çok uzunsa, çekirdeğin ince ve zayıf kısımları kauçuğun büzülmesi nedeniyle kırılabilir.

Bir kalıp denemesi sırasında ortaya çıkabilecek her sorunu tahmin edemezsiniz, ancak ileriyi düşünmek ve harekete geçmek büyük ve pahalı sorunlardan kaçınmanıza yardımcı olacaktır.

Küf Davasının Ana Aşamaları
Seri üretim sırasında zaman ve emek israfını önlemek için sabırlı olmalı, çeşitli işleme koşullarını ayarlamalı ve kontrol etmeli, en iyi sıcaklık ve basınç koşullarını bulmalı ve her gün kullanabileceğiniz standart kalıp deneme prosedürleri oluşturmalısınız.

Varildeki plastik reçinenin doğru olup olmadığını ve yönetmeliklere göre pişirilip pişirilmediğini kontrol edin (kalıp denemesi ve üretimi için farklı plastik malzemeler kullanılırsa, farklı sonuçlar elde edilebilir).

Kalıba kötü kauçuk veya yabancı madde enjekte etmemek için malzeme borusunu iyice temizlediğinizden emin olun. Kötü kauçuk ve yabancı maddeler kalıbı sıkıştırabilir. Malzeme tüpünün sıcaklığının ve kalıbın sıcaklığının çalıştırdığınız malzeme için doğru olup olmadığını kontrol edin.

Ürünün iyi görünmesini sağlamak için basıncı ve enjeksiyon hacmini değiştirin. Ancak, özellikle bazı parçalar tam olarak katılaşmadığında parlamasına izin vermeyin. Tüm kontrol ayarlarını değiştirmeden önce düşünün, çünkü dolum oranındaki küçük bir değişiklik dolumda büyük bir fark yaratabilir.

Sadece sabırlı olun ve makine ve kalıp koşulları dengelenene kadar bekleyin. Orta büyüklükte bir makinenin bile 30 dakikadan fazla beklemesi gerekebilir. Bu süre, ürünle ilgili olası sorunları kontrol etmek için kullanılabilir.

Vida ilerleme süresi, geçit plastiğinin katılaşması için gereken süreden daha kısa olmamalıdır, aksi takdirde ürünün ağırlığı azalacak ve bu da ürünün performansına zarar verecektir. Ve kalıp ısıtıldığında, ürünü sıkıştırmak için vida ilerleme süresi de uzatılmalıdır.

Makul ayarlama toplam işleme döngüsünü azaltır. Yeni ayarlanan koşulları kararlı hale gelene kadar en az 30 dakika çalıştırın ve ardından sürekli olarak en az bir düzine tam kalıp numunesi üretin, tarih ve miktarı kabın üzerine işaretleyin ve gerçek çalışma kararlılıklarını test etmek ve makul kontrol toleransları elde etmek için kalıp boşluğuna göre ayrı ayrı yerleştirin (özellikle çok boşluklu kalıplar için değerlidir).
Sürekli numunelerin önemli boyutlarını ölçün ve kaydedin (ölçmeden önce numunelerin oda sıcaklığına soğumasını bekleyin).
Her bir kalıp numunesinin boyutunu kontrol edin ve şunlara bakın: ürün boyutunun sabit olup olmadığı; bazı boyutların yukarı veya aşağı eğilim gösterip göstermediği, bu da kötü sıcaklık kontrolü veya yağ basıncı kontrolü gibi makine işleme koşullarının hala değiştiği anlamına gelir; boyut değişikliğinin tolerans aralığı içinde olup olmadığı.

Ürün boyutu değişmiyorsa ve işleme koşulları normalse, her bir boşluktaki ürünün kalitesinin kabul edilebilir olup olmadığını ve boyutunun izin verilen tolerans dahilinde olup olmadığını görmeniz gerekir. Kalıp boyutunun doğru olup olmadığını kontrol etmek için ortalamadan sürekli olarak daha büyük veya daha küçük olan boşluk sayılarını yazın.

Kalıp Denemesi Sırasında Elde Edilen Parametreleri Kaydedin
Kalıp ve üretim koşullarını değiştirmek için gerektiğinde ve gelecekteki seri üretim için bir referans olarak verileri kaydedin ve analiz edin.

Eriyik sıcaklığını ve hidrolik yağ sıcaklığını stabilize etmek için işlem süresini uzatın.
Makine koşullarını çok büyük veya çok küçük olan tüm ürünlerin boyutuna göre ayarlayın. Büzülme oranı çok büyükse ve ürün az çekilmiş gibi görünüyorsa, kapı boyutunu artırmak için de başvurabilirsiniz.

Boşluk boyutu çok büyük veya çok küçükse, düzeltin. Boşluk ve kapı boyutu hala iyiyse, dolum hızı, kalıp sıcaklığı ve her parçanın basıncı gibi makine koşullarını değiştirmeyi deneyin ve bazı boşlukların yavaş dolup dolmadığını kontrol edin.
Her bir boşluklu ürünün eşleşme koşullarına veya maça yer değiştirmesine göre düzeltmeler yapın ve belki de daha homojen hale getirmek için dolum oranını ve kalıp sıcaklığını tekrar ayarlamayı deneyin.

Sorunlarını düzeltin enjeksiyon kalıplama makine, yağ pompası, yağ valfi, sıcaklık kontrolörü vb. Bu sorunları çözmezseniz, işleme koşulları değişecektir. En iyi kalıba sahip olsanız bile, bakımını yapmadığınız bir makinede iyi çalışmayacaktır.
Kaydedilen tüm değerleri inceledikten sonra, düzeltilen numunelerin iyileşip iyileşmediğini kontrol etmek ve karşılaştırmak için bir dizi numune saklayın. İşleme enjeksiyon kalıplama döngüsündeki çeşitli basınçlar, eriyik ve kalıp sıcaklığı dahil olmak üzere kalıp denemesi sırasında numune incelemesinin tüm kayıtlarını uygun şekilde kaydedin.

malzeme tüp sıcaklığı, enjeksiyon eylem süresi, vida besleme süresi vb. Kısacası, kalite standartlarını karşılayan ürünler elde etmek için gelecekte aynı işleme koşullarını başarıyla oluşturmaya yardımcı olacak tüm verileri kaydedin.
Şu anda, fabrikalarda kalıp denemeleri sırasında kalıp sıcaklığı genellikle göz ardı edilmektedir. Kısa süreli kalıp denemelerinde ve gelecekteki seri üretimde, kalıp sıcaklığı kontrol edilmesi en zor olanıdır. Yanlış kalıp sıcaklığı numunenin boyutunu, parlaklığını, büzülmesini, akış çizgilerini ve malzeme eksikliğini etkileyebilir. Kontrol etmek için kalıp sıcaklığı kontrolörü kullanılmazsa, gelecekteki seri üretimde zorluklar yaşanabilir.

Enjeksiyon Kalıp Modifikasyonu
Kalıp Modifikasyonu Öncesi Hazırlık
Müşterinin ne istediğini ve yeni ürünü yapmak için gerekenleri anlayın; hangi parçaların değiştirilmesi gerektiğini görmek için her şeye bakın ve kalıbın ne tür çelikten yapıldığını, ne kadar sert olduğunu vb. test edin ve yazın.

Orijinal kalıp yapısını çizin, değiştirilmesi gereken parçaları bulun ve boyut, konum, pah vb. işaretleyin.
Kalıp Modifikasyon Tasarımı
Ürün gereksinimlerine dayanarak, kalıp modifikasyon tasarımını yapın; kalıp yapısını değiştirin ve tasarımdaki işleme zorluğunu ve maliyetini tamamen göz önünde bulundurun; yeni kalıp yapısı çizimleri yapın ve boyut, malzeme, sertlik vb. parametreleri belirleyin.

Kalıp Modifikasyonu İşleme ve İmalatı
Malzeme tedariki, üretim, hata ayıklama ve diğer süreçler dahil olmak üzere kalıp modifikasyonu işleme ve üretim planını belirleyin. Frezeleme, EDM, tel kesme ve diğer süreçleri içeren kalıp modifikasyonu için tasarım çizimlerine dayalı işleme ve üretim gerçekleştirin.

Ayrıca, tezgah ve taşlayıcılar kullanarak ince işleme gerçekleştirin. Kalıp modifikasyon sürecini tamamladıktan sonra, kalıp yapısının yeni ürünler için üretim gereksinimlerini karşılayıp karşılamadığını doğrulamak için kapsamlı bir boyutsal inceleme ve test gerçekleştirin.
Kalıp Modifikasyonu ve Hata Ayıklama
Kalıp işleme tamamlandıktan sonra kalıpta hata ayıklama yapılır. Bu, enjeksiyon kalıplama sıcaklığının, basıncının, hızının ve kalıbın diğer parametrelerinin ayarlanmasını içerir. Enjeksiyon kalıplama işlemi sırasında herhangi bir kirlilik olmadığından emin olmak için kalıp kurutulur ve tozlanır. Kalıp, kalıp üzerinde test edilir ve hata ayıklanır. enjeksiyon kalıplama kalıbın boyutunu, kusurlarını, sızıntısını ve diğer koşullarını kontrol etmek için makineler.

Kalıp Modifikasyonu Sonrası Bakım
Kalıp kullanıldıktan sonra paslanmayı ve hasarı önlemek için temizlenmeli ve bakımı yapılmalıdır. Aşınmış parçaların değiştirilmesi ve ısıtıcı boru hattının temizlenmesi de dahil olmak üzere kalıbın düzenli olarak bakımı ve onarımı yapılmalıdır.

Kalıp artık kullanılmadığında, uygun şekilde saklanmalı ve düzenli olarak kontrol edilmelidir.
Enjeksiyon Kalıp Onarımı
Ön Hazırlık
Enjeksiyon kalıbı onarımına başlamadan önce, kalıp onarım işinin sorunsuz ilerlemesini sağlamak amacıyla, onarılması gereken kalıbın özel koşullarını anlamak için bir dizi inceleme yapmamız gerekir.

Gerekli onarımın belirli konumunu ve derecesini anlamak için kalıbın yapısal bileşenlerini kontrol edin. Değişiklik gerekip gerekmediğini görmek için kalıbın kullanıldığı süreç ve üretim koşullarını anlayın. Gerekli onarım araçlarını ve malzemelerini hazırlayın.
Kalıbın Sökülmesi
Kalıp onarım işi yaptığınızda, önce kalıbı sökmeniz gerekir. Bu işlem temel olarak kalıbın hareketli plakasını ve sabit plakasını çıkarmayı içerir. Kalıbı sol ve sağ olmak üzere iki parçaya bölün ve bunları bağlantı çubuğundan ayırın. Kalıp üzerindeki aksesuarları, maçayı, boşluğu, nozulu, ejektörü ve diğer parçaları çıkarın.

Küfü Onarın
Kalıp çıkarıldıktan sonra onarım aşamasına geçilebilir. Onarım esas olarak temizlik ve ısıl işlemi içerir: pası gidermek için kalıbı kumlayın ve ardından ısıl işlem uygulayın. Delikler arası yenileme: Kalıbın geçiş deliklerini yenileyin ve onarın ve eski geçiş deliklerini kapatın.

Kalıp: Kalıbın hasarlı kısımlarını onarın, pürüzsüzleştirmek ve parlatmak için bir taşlama taşı kullanın. Püskürtme: Kalıbın hizmet ömrünü artırmak için kalıbın yüzeyinde koruyucu bir film oluşturmak için kalıbın yüzeyine püskürtün.
Kalıbı bir araya getirin
Onarım tamamlandıktan sonra tekrar bir araya getirebilirsiniz. Montaj adımları esas olarak kalıbın çeşitli parçalarının tamir edilip edilmediğini kontrol etmek içindir. Güvenilirliğini kontrol etmek için kalıp üzerinde bir kalıp testi gerçekleştirin. Kalıp kurulumunu ve ayarını kontrol edin ve ayarlayın.

Test Ayarı
Montaj tamamlandıktan sonra test ve ayarlama çalışması yapmamız gerekir. Bu süreç, ikisinin birlikte çalıştığından emin olmak ve daha iyi üretim sonuçları elde etmek için kalıpla birlikte kullanılan makine ve ekipmanı test eder.
Kalıp Bakımı
Plastik enjeksiyon kalıbının düzgün çalışmasını ve uzun bir hizmet ömrüne sahip olmasını sağlamak için düzenli bakım ve bakıma ihtiyacı vardır.

Doğru Kalıp Bakım Yöntemleri
Kalıbı temiz tutun: Kalıbı kullandığınızda, bazı erimiş plastik akıntı kalıntıları veya yabancı maddeler kalıbın yüzeyine yapışacaktır. Zamanında temizlemezseniz, ürünün kalitesini etkileyecektir. Bu nedenle kalıbın düzenli olarak temizlenmesi çok önemli bir bakım işidir.

Hasarları zamanında giderin: Kalıp, kullanım sırasında çatlaklar, çapaklar ve diğer sorunlar gibi hasar görebilir veya yıpranabilir. Bu sorunları hızlı bir şekilde bulup gidermek, kalıbın daha uzun süre dayanmasını sağlayabilir ve hasar nedeniyle daha kötü şeylerin olmasını engelleyebilir.
Kalıbı yağlanmış halde tutun: Sürtünmeyi ve aşınmayı azaltmak için kalıbın parçalarının çalışma sırasında yağlanması gerekir. Kalıbın düzenli yağlanması ve bakımı, kalıbın hizmet ömrünü etkili bir şekilde uzatabilir.

Temel Kalıp Bakım Becerileri
Kalıbı doğru kullanın: Kalıbı kullanırken, aşırı yüklememek veya yanlış kullanıp bozmamak için tasarım ve kullanım talimatlarına uyun.
Kalıbı doğru şekilde saklayın: Kullanmadığınız kalıplar ıslanmamaları, güneşten ve havadaki diğer kötü şeylerden korunmaları için doğru şekilde saklanmalıdır. Ayrıca, birbirlerine çarpıp kırılmamalarına da dikkat edin.

Küfe göz kulak olun: Küfe göz kulak olun, sorunları ortaya çıktıkça giderin, gelecekteki sorunları önleyin ve küfün çalışmaya devam ettiğinden emin olun.
Sonuç
Plastik kalıplar, plastik işleme endüstrisinde plastik kalıplama makinelerini eşleştirmek ve plastik ürünlere eksiksiz konfigürasyonlar ve hassas boyutlar vermek için kullanılan araçlardır. Plastiklerin, işleme yöntemlerinin, plastik kalıplama makinelerinin ve plastik ürünlerin birçok türü ve yapısı olduğundan, plastik kalıpların da birçok türü ve yapısı vardır.

Enjeksiyon kalıp imalatının ana süreci temel olarak müşteri özelleştirme ihtiyaçlarını kabul etme, kalıp tasarımı, kalıp imalatı, enjeksiyon kalıp muayenesi, plastik kalıp denemesi, enjeksiyon kalıp modifikasyonu, enjeksiyon kalıp onarımı ve kalıp bakımını içerir.






