 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama, yüksek hassasiyet ve verimlilikle plastik parçalar yapmak için yaygın olarak kullanılan bir üretim sürecidir. Ancak üreticilerin karşılaştığı yaygın bir sorun, nihai ürünün kalitesini etkileyebilen parlamadır. Bu eksiksiz kılavuzda, parlamaya neyin neden olduğuna bakacak ve enjeksiyon kalıplama sürecinde parlamayı azaltmak için farklı teknik ve stratejileri keşfedeceğiz.

I. Flash nedir?
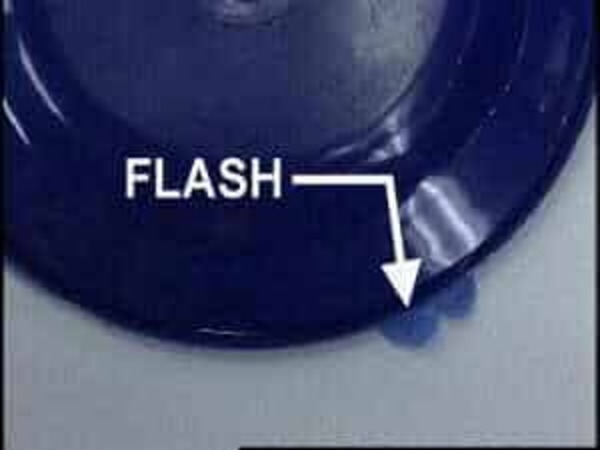
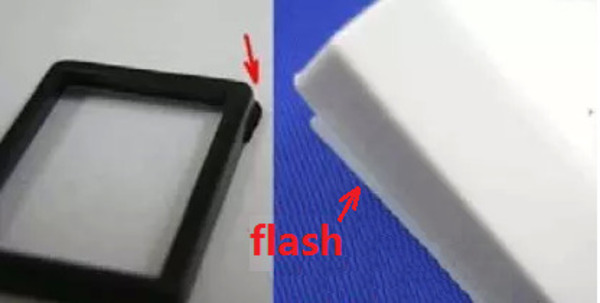
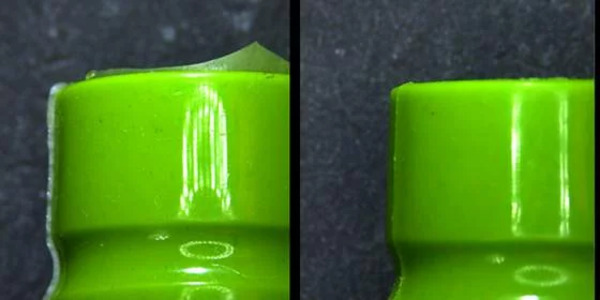
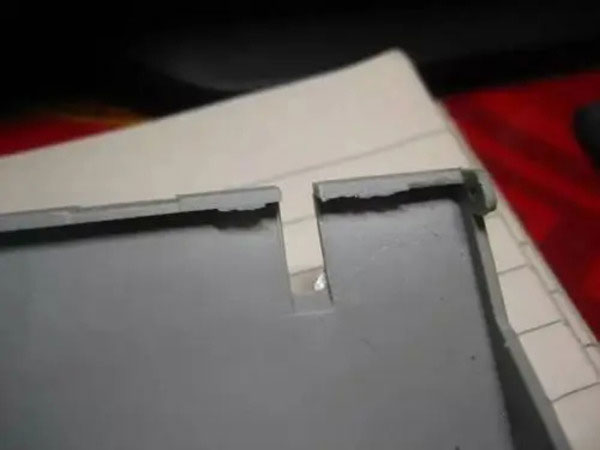
Çapak veya fazla malzeme olarak da bilinen flaş, kalıplanan parçanın beklenen şeklinden dışarı çıkan ince bir plastik tabakasıdır. Genellikle ayırma çizgisinde veya kalıp boşluğunun kenarları boyunca meydana gelir çünkü kalıplama işlemi sırasında fazladan malzeme kaçar. Parlama küçük bir sorun gibi görünse de, nihai ürünün yanlış boyuta sahip olmasına, kötü görünmesine veya doğru çalışmamasına neden olabilir.
Parlama tipik olarak hareketli ve sabit kalıpların ayırma yüzeyleri, kızak geçmeleri, kesici uç boşlukları ve maça pimi boşlukları gibi kalıp ayırma çizgilerinde meydana gelir. Parlama çoğunlukla kalıp veya makine sıkıştırma kuvvetinin yeterli olmamasından kaynaklanır. Genel olarak, bir dizi farklı faktör nedeniyle plastik parçaların tamamen flaşsız olması imkansızdır.

II. Enjeksiyon Kalıplama Parçalarında Parlama Nedenleri
1. Aşırı Enjeksiyon Basıncı
Enjeksiyon basıncı çok yüksek olduğunda, erimiş plastik kalıptaki tüm küçük boşluklara ve yarıklara girmeye zorlanır ve bu şekilde parlama meydana gelir.
2. Plastik Gazın Kalıp Tarafından Yetersiz Havalandırılması
Plastik malzemeler bir kalıba enjekte edildiğinde gaz üretirler. Kalıp gazı düzgün bir şekilde tahliye etmezse, parlama olur.
3. Üniform Olmayan Kalıp Sıcaklığı
Parlama, tutarsız kalıp sıcaklığından da kaynaklanabilir. Kalıp sıcaklığı eşit olmadığında, plastik eşit şekilde akmaz ve bu da parlamaya neden olabilir.
4. Kötü Kalıp Tasarımı
Dar akış kanalları veya köşeler gibi kötü kalıp tasarımı, plastik akışını bozabilir ve parlamaya neden olabilir.

5. Plastik Silindir veya Besleyici ile İlgili Sorunlar
Plastik silindir veya besleyici bozulmuşsa, örneğin plastik doğru boyutta değilse veya içinde çöp varsa, plastik doğru akmaz ve parlama olur.
6. Uygunsuz Enjeksiyon Süreci Kontrolü
Kalıp sıcaklığı, basınç ve hız gibi parametreleri doğru ayarlamazsanız, enjeksiyon kalıplama yaparken parlama olur.
7. Kalıbın Yanlış Hizalanması veya Uygunsuzluğu
Kalıp yanlış takılırsa veya kalıp doğru şekilde konumlandırılmazsa, parçalar işleme sırasında doğru şekilde konumlandırılmayacaktır. enjeksiyon kalıplama sürecibu da parlamaya neden olur.
8. Enjeksiyon İşlemi Sırasında Üniform Olmayan Sıcaklık
Plastik enjeksiyon sırasında eşit olmayan bir şekilde eridiğinde, soğurken eşit olmayan bir şekilde büzülür. Bu da parlamaya neden olabilir.
9. Enjeksiyon Kalıplama Makinesinin Aşırı Enjeksiyon Hızı
Plastiği çok hızlı enjekte ederseniz, kalıp tamamen dolmayacaktır. Bu da plastiğin doğru akmayacağı ve parlama olacağı anlamına gelir.
10. Yetersiz Küf Havalandırması
Enjeksiyon kalıplama sırasında kalıp düzgün bir şekilde havalandırılmazsa, gaz yeterince hızlı çıkamaz ve işte o zaman parlama olur.
11. Yetersiz Sıkıştırma Kuvveti
Sıkıştırma kuvveti yeterli değilse kalıp tam olarak kapanmayacak ve erimiş plastik dışarı sızarak parlama yapacaktır.
12. Malzeme Özellikleri
Bazı termoplastik malzemelerin ne kadar kalın oldukları, ne kadar büzüldükleri ve nasıl aktıkları nedeniyle parlama olasılığı daha yüksektir.

13. Kalıplama Parametreleri
Doğru ayarlara sahip değilseniz, parlama yaşarsınız. Çok fazla enjeksiyon hızından, çok fazla sıcaklık değişiminden veya çok fazla soğutma süresinden parlama alabilirsiniz.
14. Kalıba Aşırı Plastik Enjeksiyonu
15. Plastik Sıcaklığı Çok Yüksek. Erime sıcaklığını düşürün.
16. Üretim çalışması sırasında aralıklı duruşlar.
17. Enjeksiyon basıncının kalıp içinde eşit olmayan dağılımı.
18. Yabancı cisimler kalıp yüzeyinde çıkıntılara dönüşür.
19. Kalıp içinde ve/veya kalıp yüzeyinde enjeksiyon parçası yok.
20. Projeksiyon alanı çok büyük.
21. Yanlış havalandırma plastiğin kalıp boşluğundan çıkmasına neden olur.

III. Enjeksiyon Kalıplama Parçalarında Parlama Çözümleri
Flash büyük bir problemdir enjeksiyon kalıplama. Parçalarınızın kötü görünmesine neden olur ve size paraya mal olur. Flaşa bir dizi farklı açıdan saldırmanız gerekir. İşte parlamadan kurtulmak için yapabileceğiniz bazı şeyler:
1. Enjeksiyon Süresini Ayarlayın
Çok hızlı enjekte ederseniz, plastik kalıbın kenarlarında dolaşacak ve parlamaya neden olacaktır. Enjeksiyon süresini ayarlarsanız, plastiğin kalıbın kenarlarında kaldığı süreyi azaltabilirsiniz.
2. Enjeksiyon Basıncını Ayarlayın
Çok fazla enjeksiyon basıncı kullanırsanız, erimiş malzeme kalıbı çok hızlı doldurur ve parlama olur. Enjeksiyon basıncını ayarlayarak erimiş malzemenin kalıbı ne kadar hızlı dolduracağını kontrol edebilirsiniz.

3. Kalıp Tasarımını Ayarlayın
Kalıp tasarımınız kötüyse, erimiş malzemeyi eşit bir şekilde dolduramayabilirsiniz, bu da parlamaya neden olabilir. Kalıbınızı, özellikle de kapak ve taşma kanalı bölümlerini yeniden tasarlayarak parlama sorunlarını çözebilirsiniz.
4. Malzeme Kalitesini Ayarlayın
Kötü malzeme kullanırsanız, enjeksiyon kalıplama işleminiz dengesiz olacak ve parlama olacaktır. İyi malzeme kullanırsanız, enjeksiyon kalıplama işleminiz stabil olur ve parlama olmaz.
5. Ekipman Koşullarını Kontrol Edin
Ekipmanınız kötü durumdaysa enjeksiyon kalıplama süreciniz dengesiz olacak ve parlama meydana gelecektir. Doğru çalışmasını sağlamak ve parlamayı azaltmak için ekipmanınızı düzenli olarak incelemeniz ve bakımını yapmanız gerekir.
6. Deflashing Araçlarını Kullanın
Özel deflashing araçları kullanarak enjeksiyon kalıplarındaki parlamayı etkili bir şekilde giderebilir, ürünlerinizin görünümünü ve kalitesini garanti altına alabilirsiniz.

7. Üretim Süreçlerini Optimize Edin
Eğer kendi işinizi yapmak istiyorsanız enjeksiyon kalıplama süreci daha otomatik hale getirmeniz, yapmanız gereken manuel iş miktarını azaltmanız ve aldığınız flaş miktarını azaltmanız için üretim sürecinizi optimize etmeniz gerekir.
8. Kalıp Yapısını Ayarlayın
Parlama kötü kalıp tasarımından kaynaklanıyorsa, dar akış kanallarından veya köşelerden kaçınmak için kalıbı yeniden tasarlamanız gerekebilir.
9. Kalıp Sıcaklığını Ayarlayın
Kalıp sıcaklığı eşit olmadığı için parlama oluyorsa, eşit hale getirmek için kalıp sıcaklığını ayarlamanız gerekebilir.
10. Enjeksiyon Kalıplama Süreci Parametrelerini Ayarlama
Parlama görürseniz, enjeksiyon kalıplama işlemini değiştirerek düzeltebilirsiniz. Enjeksiyon hızını ve basıncını değiştirebilirsiniz.
11. Kalıpların Düzenli Bakımı
Parlama ve diğer kusurları önlemek için kalıplarınızın bakımını yapmanız gerekir. Bu, kalıplarınızı temizlemek ve kalıp bileşenlerini değiştirmek anlamına gelir.
12. Yüksek Kaliteli Hammaddeler Kullanın
Düşük kaliteli hammadde kullanırsanız, parlama olur. Bu nedenle, bundan kaçınmak için yüksek kaliteli hammaddeler kullanın.
13. Erime Sıcaklığını Ayarlayın
Erime sıcaklığının çok yüksek veya çok düşük olduğunu fark ederseniz, buna göre ayarlamalısınız.
14. Kalıp Sıkıştırma Kuvvetini Kontrol Edin ve Gerekirse Sıkıştırma Kuvvetini Artırın
Kalıp sıkıca kapanmamışsa, sıkıştırma kuvvetini gerektiği kadar artırabilirsiniz.
15. Kalıp Kurulumunu ve Konumlandırmasını Kontrol Edin
Kalıbın yanlış hizalanmasını önlemek için kalıbın doğru şekilde takıldığından ve doğru konumlandırıldığından emin olun.
16. Enjeksiyon Kalıplama İşlemi Sırasında Sıcaklık Kontrol Sistemini Ayarlayın
Enjeksiyon kalıplama yaparken sıcaklığın her yerde aynı olduğundan emin olun. Aksi takdirde plastik eşit olmayan bir şekilde eriyecek ve parlama olacaktır.
17. Enjeksiyon Kalıplama Makinesinin Enjeksiyon Hızını Ayarlama
Kalıp boşluğunun tamamen dolmasını sağlamak ve parlamayı önlemek için enjeksiyon kalıplama makinesinin enjeksiyon hızını enjeksiyonla kalıplanan ürünün şekline ve boyutuna göre ayarlayın.

18. Kalıp Havalandırma Sistemini Kontrol Edin
Kalıp havalandırma kanallarının açık olduğundan emin olun, bu da gazın kalıp boşluğundan hızla çıkmasına ve parlamanın önlenmesine yardımcı olur. Daha iyi kalıp havalandırması, sıkışan havanın ve ekstra malzemenin daha iyi dışarı çıkmasını sağlar, böylece parlama olasılığınız azalır.
19. Kalıp Ayırıcı Maddeler Kullanın
Parçaların daha kolay çıkmasına yardımcı olmak ve sürtünmeyi azaltmak için kalıp yüzeyine kalıp ayırıcı maddeler veya kaplamalar püskürtün, bu da parlamayı önlemeye yardımcı olacaktır.
20. Süreç İzlemenin Uygulanması
Sıcaklık, basınç ve döngü süresi gibi önemli şeyleri takip etmek için gelişmiş süreç izleme sistemlerini kullanın. Bu şekilde, hemen değişiklik yapabilir ve çapak oluşumunu durdurabilirsiniz.
21. Kalıplama Sonrası İşlemler
Çapaklardan kurtulmak ve parçanın doğru görünmesini sağlamak için yüzeyi düzeltmeniz, kireçten arındırmanız ve bitirmeniz gerekir.
Yani, özetlemek gerekirse, flash'ı düzeltmek için bir dizi şey yapmanız gerekir enjeksiyon kalıplama. Enjeksiyon süresini ve basıncını ayarlamanız, kalıbın doğru tasarlandığından emin olmanız, iyi malzemeler kullanmanız, ekipmanınızı kontrol etmeniz, deflashing araçları kullanmanız ve sürecinizin iyi olduğundan emin olmanız gerekir. Tüm bunları yaparsanız, iyi parçalar yapma ve parlama yaşamama şansınız daha yüksek olacaktır.
Ayrıca, enjeksiyon kalıplamada parlama sorunlarıyla başa çıkmak söz konusu olduğunda, ayrıntı odaklı ve sabırlı olmanız gerekir. Sorunu çözmenin en iyi yolunu bulana kadar farklı şeyler denemeye ve ayarlamalar yapmaya devam etmelisiniz. Ayrıca üretim ekibiniz ve müşterilerinizle iletişim halinde olmanız gerekir, böylece sorunları hızlı bir şekilde çözebilir ve tüm operasyonunuzun daha iyi çalışmasını sağlayabilirsiniz.

IV. Sonuç
Parlama oluşumu enjeksiyon kalıplamada yaygın bir sorundur, ancak doğru stratejiler ve tekniklerle ürün kalitesi ve üretim verimliliği üzerindeki etkisini en aza indirebilirsiniz. Kalıp tasarımını optimize ederek, enjeksiyon parametrelerinde ince ayar yaparak ve gelişmiş süreç izleme uygulayarak mükemmel sonuçlar elde edebilir ve rekabette bir adım önde olabilirsiniz.
Sonuç olarak, flaşın azaltılması enjeksiyon kalıplama teknik uzmanlık, stratejik planlama ve sürekli iyileştirmenin bir kombinasyonunu gerektirir. Flaş azaltmayı bir öncelik haline getirerek, ürün kalitesini artırabilir, maliyetleri düşürebilir ve günümüzün rekabetçi üretim ortamında iş başarısını artırabilirsiniz.







