 İçeriğe geç
İçeriğe geç 

Giriş
Enjeksiyon kalıplama bir şeyler üretmenin harika bir yoludur, ancak verimsizlik, hatalar, makine hasarı ve arıza süresi ve yüksek hurda oranları gibi birçok israfa da neden olabilir. Bu makale, enjeksiyon kalıplama maliyetlerini nasıl düşürebileceğiniz hakkındadır, bu da enjeksiyon kalıplamadan daha fazla para kazanmanıza yardımcı olabilir. enjeksiyon kalıplama.
Enjeksiyon Kalıplama Maliyetini Etkileyen Başlıca Maliyet Faktörleri Nelerdir?
Parça Tasarımı
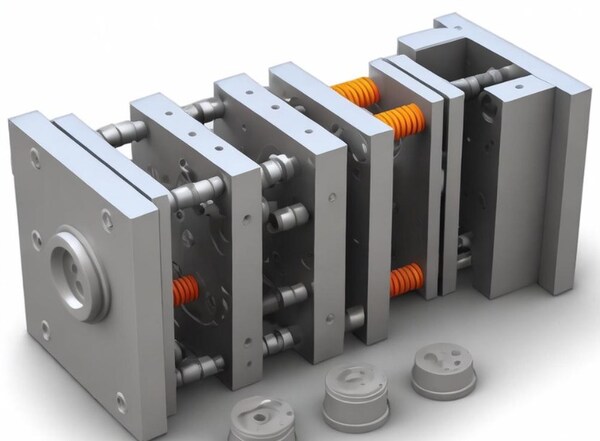
Parçanız ne kadar karmaşıksa, kalıbının da o kadar karmaşık olması gerekir. Karmaşık, özel enjeksiyon kalıplı parçalar genellikle daha pahalıdır çünkü basit parçalara göre daha fazla kalıp gerektirirler.
Karmaşık parçaların işlenmesi, alttan kesme özelliklerinin elde edilmesi için elektrik deşarjlı işleme gerektirebilir ve bu da daha fazla üretim süresi gerektirir. Ayrıca, daha büyük parçalar daha fazla malzeme gerektirir ve bu da maliyetleri artırır.
Kullanılmış Parça Malzemeleri
Kullandığınız reçine türü de enjeksiyon kalıbının maliyetini büyük ölçüde etkiler. Bir reçine seçerken, kaç parça yapacağınızı, hangi katkı maddelerine ve bileşenlere ihtiyacınız olduğunu, hangi sıcaklıkta kalıplayacağınızı, reçineyi elde etmenin ne kadar kolay olduğunu, hangi sınıf ve rengi istediğinizi de düşünmelisiniz.

Seçtiğiniz reçine, kalıbın bakımını ne kadar yapmanız gerektiğini de etkileyebilir ve bu da kalıbı daha pahalı hale getirebilir (örneğin aşındırıcı bir reçine kullanıyorsanız).
Farklı termoplastikler farklı sıcaklıklar gerektirir. Yüksek sıcaklıktaki reçineler aşağıda açıklandığı gibi kalıp maliyetlerini artırır. Daha düşük maliyet sunan termoplastikler arasında polipropilen, polietilen ve polistiren bulunurken, sıvı kristal polimerler, polisülfonlar ve polifenilen sülfür genellikle daha yüksek sıcaklıklar ve daha yüksek maliyetlerle birlikte sunulur.

Kullanılan Kalıp Malzemeleri
Kalıp yapmak için kullanılabilecek birçok farklı çelik türü vardır, ancak ihtiyacınız olan çelik türü, enjeksiyon kalıplama için ne tür bir malzeme kullandığınıza bağlıdır. Yüksek sıcaklıkta bir termoplastik kullanıyorsanız, daha sert bir çeliğe veya çelik kaplamalı bir kalıba ihtiyacınız olacaktır.
Kalıbınız için bir malzeme seçerken, kalıbın ne kadar bakıma ihtiyaç duyacağını ve ne sıklıkla değiştirmeniz gerekeceğini de düşünmelisiniz.
Kalıpların farklı ömürleri vardır. Daha uzun ömürlü kalıplar daha değerlidir, ancak daha dayanıklı çeliklerden yapılırlar, bu da kalıbın maliyetini artırır. Bir kalıp malzemesi seçerken, döngü süresini, yüzey kalitesini ve üretim hacmini göz önünde bulundurun, çünkü tüm bu faktörler kalıbın ömrünü etkiler.
Takım çelikleri genellikle toklukları ve dayanıklılıkları nedeniyle seçilir, ancak alüminyum gibi daha ucuz malzemeler, özellikle daha düşük üretim hacimleri gerekiyorsa, kalıp için uygun olabilir.
Hacim ve Boşluk Sayısı
Bir parça yapmak için ne kadar çok boşluğa ihtiyacınız varsa, presleme o kadar uzun sürer. Daha uzun pres süreleri, parçaları daha hızlı yapamayacağınız anlamına gelir ve bu da size paraya mal olur. Çok fazla boşluğa ihtiyaç duyan büyük parçalar yapıyorsanız, bunları yapmak size daha fazla malzeme ve üretim maliyeti getirecektir.

Kalıp Üreticisinin Yeri
Kalıp üreticisinin bulunduğu yer, kalıbı işleme konumuna götürmek için gereken nakliye ve taşıma maliyetlerine bağlı olarak enjeksiyon kalıplamanın toplam maliyetini etkileyecektir. Örneğin, Çin'de bir kalıp üreticisi kullanıyorsanız, her eyaletteki asgari ücreti göz önünde bulundurmanız gerekir. Ayrıca, bir limana yakınsanız, bu durum nakliye maliyetlerinizi etkileyecektir.

Enjeksiyon kalıplama için denizaşırı bir üretici seçerseniz, nakliye ve taşıma için daha fazla ödeme yapmanız gerekecektir. Parçalarınız tamamen denizaşırı ülkelerde üretiliyorsa, ürünü size ulaştırmanın maliyeti, düşük üretim fiyatından elde edilen tasarrufları iptal edebilir.
Enjeksiyon Kalıplama Maliyetleri Nasıl Düşürülür?
Risk ve Kalite Maliyetlerini Azaltın
Risk ve kalite maliyetlerinin azaltılması genellikle proaktif olmaktan ziyade reaktiftir. Bunun nedeni enjeksiyon kalıplama sürecine öngörülemeyen anormal değişikliklerin eşlik etmesi ve bunun da tahmin edilmesini zorlaştırmasıdır. Bu da bizi teslim edilen standart altı ürünler nedeniyle beklenmedik risklere ve masraflara maruz bırakmaktadır.
Aslında daha iyi bir yol var. Tekrarlanabilir ve istikrarlı bir süreç geliştirmek için bilimsel kalıplama ilkelerini kullanarak işe başlayın. Süreç sensörler ve kalıplama teknolojisi kullanılarak geliştirildikten sonra, çeşitli yaygın enjeksiyon kalıplama kusurlarını enjeksiyon kalıplama Müşterileriniz için 100% kalite güvencesi sağlamak için.
Bu durumla sık sık karşılaşıyoruz: enjeksiyon kalıplama makinesi haftalardır çalışıyor ve proses teknisyenlerinin hala ayarlamalar yapması gerekiyor. Bu noktada, ürün kalitesi her zaman başarısız olur, bu nedenle süreci iyileştirmek için ayarlamamız, şüphelileri izole etmemiz, kötü olanları ayırmamız, ezmemiz ve yeniden kalıplamamız gerekir.

En kötü senaryo, bu ürünlerden bazılarını müşterilere çoktan sevk etmiş olmamız ve onlara sorunu anlatmak zorunda kalmamızdır.
Bu olduğunda, gerçekten pahalıya mal olur. Bilimsel kalıplama ilkelerine dayalı güvenilir bir süreç geliştirmeden ve belgelemeden, teknisyenlerimiz sadece iyi bir parça yapma umuduyla süreci ayarlayarak değerli zamanlarını boşa harcayabilirler.

Bir ürün hatası meydana geldiğinde, teknisyenden sorunu çözmek için enjeksiyon kalıplama makinesini tekrar ayarlaması istenir ve sorunun tekrar meydana geleceğinin garantisi yoktur. Bu durumda ürünle ne yapacağımıza karar vermemiz gerekir ve ayıklama veya yeniden işleme günler hatta haftalar alabilir ve nadiren 100% etkili olur. Bunun katma değeri olmayan bir görev olduğundan bahsetmiyorum bile.
Bu ürünler müşterilere çoktan sevk edilmişse, bu kaybedilmiş bir iş demektir. En başından itibaren tekrar tekrar yüksek kaliteli ürünler üretebilecek bir süreç oluşturmak ve belgelemek için zaman ayırarak bu durumdan kaçınabiliriz.

Üretim sürecini izlemek için kavite basınç sensörlerinin kullanılması daha yüksek bir kalite kontrol seviyesine ulaşılmasını sağlayabilir. Kalıp açılmadan önce ürünün iyi olup olmadığını bildiğinizi ve ürünü otomatik olarak ayırabildiğinizi hayal edin.
Otomasyon Yoluyla Verimliliği Artırma
Kalıplama teknolojisi ve eğitimiyle, işgücü verimliliğini artırmaya yardımcı olmak için üretimin çeşitli alanlarını otomatikleştirebilirsiniz. Ürün toplama, ürün istifleme ve paletleme üç faydalı otomasyon yöntemidir.
Proses kontrol teknolojisi ürünleri otomatik olarak sıralayabilir ve proses tolerans dışına çıktığında size haber vermek için alarm verebilir. Veri sağlayarak, parmakla işaret etmeden kök nedeni daha hızlı belirleyebilir, bu da verimliliği ve doğruluğu daha da artırır. Sorun gidermeyi bırakıp sorunları çözmeye başlayabilirsiniz.
Otomasyonun olmadığı bir fabrikadaki süreci düşünün. Adım adım kalıplama üretim sürecinde, ürünü ve yollukları kalıptan çıkarmamız, ürünü düzenli bir şekilde yerleştirmemiz, paketlememiz ve ardından nihai ürünü paletlememiz gerekir.

Bu sürecin bir noktasında, ek işçilik, alan ve zaman ekleyecek bir montaj adımı da eklemeniz gerekebilir.
Tüm bu işlemleri manuel olarak yaparsanız, sürecin verimliliği her zaman farklı olacaktır. Sadece ürünü kalıptan çıkarma adımına bakarsak, en iyi operatör bile zaman dalgalanmaları yaşayacak, bu da döngü süresi varyasyonlarına neden olacak, bu da ürünün kalitesinin dengesiz olmasına neden olacaktır. Bu dalgalanma süreçteki her adımda artacaktır.

Süreçleri otomatikleştirmeye başladığımızda, bu iniş çıkışları ortadan kaldırmaya, verimliliği artırmaya, kaliteyi iyileştirmeye ve kullanılabilir alanı artırmaya başlarız. Kalite otomasyonu - süreç izleme, görüş sistemleri veya hat içi boyutsal doğrulama yoluyla - müşterilerimizin bir daha asla kötü bir ürün almamasını sağlayabilir.
Süreç Dalgalanmalarına İlişkin Farkındalığı Artırın (Hurdayı Azaltın)
Bir sürecin ne zaman değiştiğini hızlı bir şekilde öğrenerek sorunu daha hızlı çözebilirsiniz. Bu da daha az hurda anlamına gelir ki bu da enjeksiyon kalıplama makinesinin kullanımını artırır ve hurda maliyetlerini azaltır. Bunu proses kontrol yazılımı, boşluk basıncı izleme ve eğitim yoluyla başarabilirsiniz.

Üretimde her zaman bir kalite maliyeti vardır. Müşteriye göndermeden önce ürünü kontrol etmek için değerli kaynakları ve zamanı kullanarak bunun bedelini arka uçta ödeyebilirsiniz. Sorun şu ki, kalite için asla sabit bir maliyet elde edemezsiniz. Üretim değiştikçe, ürünü ayırma süresi ve ihtiyaç duyduğunuz çalışan sayısı da değişir.

Personel değişiminiz varsa, kötü parçaları ayırmak için yeni insanları eğitmeniz gerekir. Tüm teknisyenleri aynı standartta eğiterek, ıskartaları tepkisel olarak değil proaktif olarak azaltabilir veya ortadan kaldırabilir ya da düşük beceri seviyeleri, çok küçük bir süreç penceresine sahip bir kalıplama süreci kurmak veya hiç süreç penceresi olmaması nedeniyle yüksek hurda oranlarını önleyebilirsiniz.

Kalitenin maliyeti hakkında düşünmenin bir başka yolu da ön uçtur. Kaliteyi sürece dahil ederek ve döngü boyunca kaliteyi izleyerek, süreç dalgalanmalarının ne zaman meydana geldiğini tespit edebiliriz.
Örneğin, çok çeşitli malzeme viskozite varyasyonlarının kalite sorunlarına neden olacağını biliyorsak, viskozitedeki değişiklikleri tespit etmek için süreç izleme araçlarını kullanabiliriz. Bu noktada, yüksek kaliteli bir parçayı yeniden üretmek için süreç yeniden merkezlenebilir.

Wide-Spec Reçineleri Satın Alın
Daha ucuz reçineler geniş bir özellik yelpazesine sahiptir, ancak parça boyutlarını sıkı toleranslar için tutmak zordur. Bu kesinlikle varyasyonu artırır, bu da daha yüksek hurda oranlarına yol açar. Ancak DECOUPLED MOLDING® teknolojisini ve boşluk sensörlerini kullanırsak, bunu başarabiliriz.
Bunun çok sık olduğunu görüyor musunuz? Birkaç gün boyunca iyi parçalar yaparsınız, sonra aniden flaş almaya başlarsınız. Sorunu çözmek için dolgu hızını yavaşlatırsınız. Birkaç saat sonra, kısa bir çekim yaparsınız. Neden her şey iyi giderken birden parlama oldu? Cevap muhtemelen viskozitedir.

Viskozite genellikle 30% kadar yukarı veya aşağı dalgalanabilir, bu da Decoupled II kalıplama ile bile iyi bir parça üretmeyi zorlaştırır. Her döngüde aynı parçanın üretildiğinden emin olmak için (veya en azından mümkün olduğunca yakın), prosesi kontrol etmek ve malzeme viskozite değişimlerinin etkilerini en aza indirmek için kavite basınç sensörlerini kullanmanız gerekir.
Çevrim Süresinin Kısaltılması
Bilimsel kalıplama teknikleri ve DECOUPLED MOLDING® ile kelepçe kuvvetini/çıkarma hareketini, dolum süresini, paketleme süresini, tutma süresini ve soğutmayı optimize edebilirsiniz. Daha küçük bir yastıkla iyi bir parça kalıplayabilirsiniz.
Doğru boyutlandırılmış bir kalıp sıcaklık kontrol ünitesi veya sıcaklık kontrolörü de döngü süresini azaltmaya yardımcı olabilir. Kalıplama döngüsü süresinin 80%'si, parçayı eriyik sıcaklığından kalıptan çıkarma sıcaklığına kadar soğutmak, parçayı fırlatma kuvvetlerine dayanacak kadar güçlü hale getirmek ve parçanın boyutsal stabilitesini korumak için harcanır.
Yeterli soğutma suyu akışı olmadan, parçayı doğru sıcaklığa soğutma kabiliyeti tehlikeye girer. Yapmanız gereken tek şey parçayı kalıpta daha uzun süre tutmak ve daha fazla para harcamaktır.

Bir projeye başladığınızda, parçanın kalınlığına bakmanız gerekir. Kendinize "Parçanın kalınlığı döngü süresini ve ürün performansını nasıl etkiler?" diye sormanız gerekir. Çoğu zaman, parçaları tasarladığımız şekilde tasarlarız çünkü "her zaman bu şekilde yaptık". Tahmin edebileceğiniz gibi bu çok pahalıya mal olabilir.
Bilim ve simülasyon, bir tasarımın işe yarayıp yaramayacağını tahmin etmemize yardımcı olabilir, böylece sonuç almak için test etmek üzere bir parçayı kalıplamamız gerekmez. Doğru parça tasarımına sahip olduğunuzdan emin olmak, döngü süresini nasıl azaltabileceğinize dair yalnızca bir örnektir.

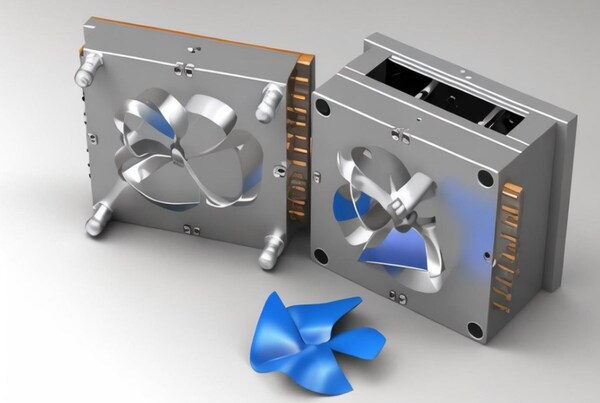
Daha Verimli Kalıplar Yapmak
Basit bir ifadeyle, bir kalıp hem bir basınçlı kap hem de bir ısı eşanjörüdür - boşluk içinde her zaman basınç kayıpları olacaktır. Bununla birlikte, çoğu durumda, kapıdan boşluğun sonuna kadar basınç kaybı ne kadar düşük olursa, parçanın çarpılma, büzülme, batma izleri, kısa atışlar veya boyutsal dalgalanmalar gibi kalite sorunlarına sahip olma olasılığı o kadar düşük olur.
Plastiğin akmasını sağlamak için onu ısıtmamız gerekir, ancak parçayı çıkarmak için bu ısının bir kısmını uzaklaştırmamız gerekir. Verimli bir kalıp yapmak için soğutma devrelerinin doğru tasarlandığından emin olmamız gerekir.

Ayrıca ısıyı iyi aktaran ama aynı zamanda aşınma ve yıpranmaya da (özellikle cam veya karbon fiber dolgularla) direnç göstermesi gereken bir metal seçmemiz gerekir. Son olarak, kalıbın hızlı bir şekilde termal stabiliteye ulaşmasını ve uzun üretim çalışmaları boyunca bu stabiliteyi korumasını sağlamak için süreçte türbülans oluşturmamız gerekir.
Daha fazla boşluk ekleyerek kalıp verimliliğini de artırabilirsiniz. Tek gözlü kalıplar en az dalgalanma miktarına sahiptir, ancak üretim maliyetleri normal maliyetleri gölgede bırakır. Daha yüksek bir boşluk sayısıyla giderseniz, aynı sürede daha fazla parça üretebilirsiniz.
Ürün kalitesi, kalıp ve makine aralığı ve doğrulama gereklilikleri dahil olmak üzere, kaç boşluğu barındırabileceğiniz konusunda bazı sınırlamalar vardır.
Kalıp verimliliğini artırmanın bir başka yolu da aynı kalıpta farklı parça geometrileri içeren aile kalıpları yapmaktır. Bu zor olabilir çünkü dört plastik değişken her boşlukta farklıdır. Bununla birlikte, proses kontrol yazılımı ve kavite sensörleri ile her bir kaviteyi iğne valf kapıları aracılığıyla ayrı ayrı kontrol edebilirsiniz.
Kalıp Transfer Maliyetlerini Azaltın
Süreç Geliştirme Uygulaması (PDA) kalıpları bir kalıptan diğerine hızlı ve kolay bir şekilde aktarmanızı sağlar. enjeksiyon kalıplama makineden diğerine. Kalıbı transfer ettiğinizde, PDA otomatik olarak enjeksiyon kalıplama makinesi kurulum koşulu tablosunu oluşturur, böylece ilk atıştan itibaren iyi parçalar üretebilirsiniz.

Bu eğriler, enjeksiyon kalıplama makinesi yeterli akış, basınç, sıcaklık ve hacim sağlayabildiği sürece herhangi bir enjeksiyon kalıplama makinesinde kullanılabilir. Ya da simülasyon kullanmıyorsanız, şablonlar oluşturabilir ve bunları herhangi bir yetenekli enjeksiyon kalıplama makinesine aktarabiliriz.
Gereksiz Parça Özelliklerinin Azaltılması
Bu yaklaşım kalıp tasarımını daha basit hale getirir, bu da para tasarrufu sağlar çünkü karmaşık kalıpların yapımı daha maliyetlidir. Ayrıca, daha basit parçalar daha az malzeme kullanır, bu da para tasarrufu sağlar.

Daha basit tasarımlar enjeksiyon kalıplama döngüsünü de kısaltabilir, bu da daha kısa sürede daha fazla parça üretir ve işçilik ve enerjiden tasarruf sağlar. Bu aynı zamanda kalıp için daha az bakım anlamına gelir. En önemlisi, daha basit tasarımlar genellikle daha güçlü ve daha kaliteli parçalar üretir, bu da daha az kötü parça anlamına gelir.

İhtiyacınız olmayan şeylerden kurtulmak için tasarıma bakmalı ve onu nasıl daha iyi ve daha kolay hale getirebileceğinizi bulmalısınız. Bazı güzel şeylerden kurtulmanız, parçaları birleştirmeniz veya üzerlerinde fazladan şeyler olmaması için parçaların boyutlarını değiştirmeniz gerekebilir. Parçanın doğru çalışmasını ve yapımının kolay olmasını sağlamalısınız. Doğru çalışmasını ve kolay yapılmasını sağlamalısınız.
Parça Boyutunun Azaltılması
Daha büyük parçalar her zaman daha iyi değildir. Parçaları büyüttüğünüzde, daha büyük kalıplar yapmanız gerekir. Daha büyük kalıplar daha fazla malzeme maliyetine mal olur. Aynı parçayı daha küçük yapabiliyorsanız, bunu yapmalısınız.
Sonuç
Kısacası, plastik enjeksiyon kalıplama maliyetlerini daha ucuz hale getirmek büyük bir meseledir. Pek çok şeyi doğru yapmak zorundasınız. Parçayı doğru tasarlamalısınız. Doğru malzemeyi seçmelisiniz. Kalıbı doğru yapmak zorundasınız. Süreci doğru yürütmelisiniz. Enjeksiyon kalıplamayı daha ucuz hale getirmek için tüm bunları doğru yapmanız gerekir.
Tüm bunları bilim ve teknolojiyi kullanarak doğru bir şekilde yapabilirsiniz. Bilimsel kalıplama ilkelerini ve otomasyon teknolojisini kullanarak enjeksiyon kalıplama Daha ucuz. Daha az hurda üretebilirsiniz. Daha az varyasyon üretebilirsiniz. Parçaları daha hızlı üretebilirsiniz. Daha fazla para kazanabilirsiniz. Enjeksiyon kalıplamayı daha iyi hale getirebilirsiniz. Dünyayı daha iyi hale getirebilirsiniz.







