 İçeriğe geç
İçeriğe geç 

Giriş: Enjeksiyon kalıplama makinesinin geri basıncı plastikleştirme basıncı olarak da bilinir. Enjeksiyon makinesindeki basıncı korumak için kullanılan kuvvettir. enjeksiyon kalıplama. Esas olarak erimiş malzeme namluya girmeye devam ettiğinde meydana gelir. Oluşan basınç vidayı geri gitmeye devam etmesi için itecektir. Geri basınç, vidanın geri gitmesine yönelik tepki kuvvetidir.
Erimiş malzemenin namluya eşit şekilde enjekte edilebilmesini ve tamamen dolu olmasını sağlamak için vidanın geri çekilme hızını yavaşlatabilir. Geri basıncın doğru ayarlanması ve kullanılması, eriyik sıcaklığı kontrolünü tekdüze hale getirebilir, erimiş malzemeyi sıkıştırabilir ve daha iyi plastik ürünler üretebilir. Peki geri basınç nasıl ayarlanır ve ne tür bir geri basınç uygundur, Zetar Kalıp bunlara tek tek cevap verecektir.
Geri Basıncın Tanımı Nedir?
Geri basınç olarak adlandırılan basınç, enjeksiyon kalıplama makinesi vida hızının arka ucuna uygulanan basınçtır. Enjeksiyon Kalıplama Makinesi örnek olarak alındığında, geri basınç ayarı esas olarak üç bölüme ayrılır: birincisi, erimiş malzemenin akışını güçlendirmek için kullanılan enjeksiyon basıncıdır; ikincisi, erimiş malzemeyi kalıp boşluğuna doldurmak için kullanılan sıkıştırma basıncıdır; üçüncüsü, erimiş malzemedeki gazı çıkarmak için kullanılan tutma basıncıdır.

Geri Basınç Nasıl Oluşur?
Plastik eridiğinde ve yumuşadığında, kovan içinde (ölçüm bölümünde) ilerlemeye devam eder ve vidayı geriye doğru iten kademeli bir basınç oluşturur. Vidanın çok hızlı geri çekilmesini önlemek ve erimiş plastiğin eşit şekilde sıkıştırıldığından emin olmak için vidaya bir miktar geri basınç vermeniz gerekir. Vidanın geri çekilmesini engelleyen bu geri basınca geri basınç denir.

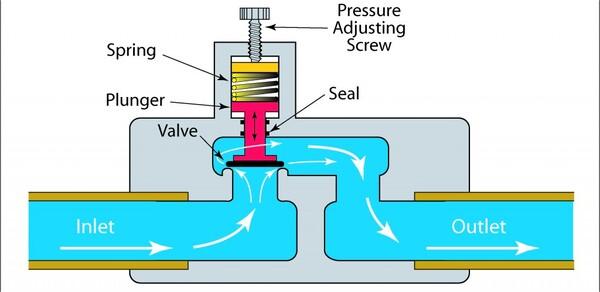
Plastikleştirme basıncı olarak da bilinen geri basınç, enjeksiyon silindirinin geri dönüş yağı taşma valfinin ayarlanmasıyla kontrol edilir. Geri basınç valfi, vida geriye doğru döndüğünde enjeksiyon silindiri yağ boşaltma hızını ayarlamak için ön plastikleştirme vidalı enjeksiyon kalıplama makinesinin enjeksiyon silindirinin arkasına monte edilir, böylece silindir belirli bir basıncı korur; tam motorun vida geriye doğru hızı (direnci) AC servo valf tarafından kontrol edilir.
Geri Basınç Ayar Konumu Nerede?
Enjeksiyon kalıplama makinesinin geri basınç valfi genellikle eriyik valfinin yanında bulunur. Geri basınç valfi ayrıca ön plastikleştirici vidalı enjeksiyon kalıplama makinesinin enjeksiyon silindirinin arkasına da monte edilir. Geri basınç, enjeksiyon silindirinin geri dönüş yağı gaz kelebeği valfi ayarlanarak kontrol edilir.

Geri Basınç Ayar Değeri Nasıl Belirlenir?
Enjeksiyon kalıplama makineleri yapılırken, geri basınç ayar değeri sabit değildir, genellikle 3-15kg/cm'dir. Hammaddelerin doğasına ve ürünün yapısal kalitesine ek olarak, geri basınç ayarı da tüm üretim süreci boyunca yapılmalıdır.
Üretimde, nozül tutkal sızdırdığında, damladığında, eriyik aşırı ayrıştığında, ürün renk değiştirdiğinde ve geri dönüş malzemesi çok yavaş olduğunda, geri basıncı uygun şekilde azaltmayı düşünmek gerekir.

Ürün yüzeyinde küçük bir gaz çiçeği, renk karışımı, büzülme ve ürün boyutunda ve ağırlığında büyük değişiklikler bulunduğunda, geri basınç uygun şekilde artırılmalıdır. Bu nedenle, geri basıncın üretim durumuna ve kendi üretim deneyimine göre uygun şekilde ayarlanması gerekir.
Geri Basınç Mekanizması Nedir?
Plastik kalıplama geri basıncı, nozulu kapatmadan önce veya kalıbı kapattıktan sonra plastiğin geri gitmesini ve içeri hava girmesini önlemek için silindirin arkasına basınç uyguladığınız zamandır. Enjeksiyon basıncı, enjeksiyon hızı ve tutma süresi gibi şeylerle ilgilidir ve iyi plastik parçalar yapmak ve bunları hızlı yapmak için önemlidir. İşte nasıl çalıştığı:

Havayı dışarı üfleyin: Ne zaman yapıyorsun enjeksiyon kalıplamaBazen plastikte kabarcıklar veya boşluklar oluşur. Bunun nedeni plastiğin düzensiz olması veya nozülde bir sorun olmasıdır. Sıkışan havadan kurtulmak, kabarcık olasılığını azaltmak ve daha iyi parçalar yapmak için plastiği geri basınçla üfleyebilirsiniz.
Ekstrüzyon kalıntısı yok: Şırınganın ön ucu kapatılmadığında veya rotor hareket etmeye başladığında, erimiş plastik bir boşluk oluşturmak için enjeksiyon silindirinin arkasında kalacak ve enjeksiyonla kalıplanmış parçanın içine yapışan gaz dışarı sıkılacaktır.

Ekstrüzyon işleminden arta kalan plastikten kurtulun ve plastiği yaparken kristale dönüşmesini engelleyin.
Plastiği daha iyi hale getirin ve daha fazlasını yapın: Geri basıncı doğru ayarladığınızda, plastiği tamamen kaygan ve pürüzsüz hale getirir, böylece daha iyi akar. Ayrıca plastiğin vidaya geri dönmesini ve kaymasını da engeller. Bunu yaptığınızda, yaptığınız plastik parça daha iyi görünür, şekli bozulmaz ve soğuması o kadar uzun sürmez. Bir şeyler yaparken bu çok önemlidir.

Geri Basıncı Ayarlama Yöntemleri Nelerdir?
Geri basınç seviyesi basıncı etkiler enjeksiyon kalıplama etkisi ve ürün kalitesine bağlıdır ve değeri farklı malzeme, kalıp ve proseslere göre ayarlanmalıdır. Üretim gereksinimlerine ve ayarlama deneyimine göre, geri basınç ayar değeri genellikle enjeksiyon basıncının 20% ila 50%'sidir. Optimum geri basınç ayarını yapmak için ayarlama yöntemi aşağıdadır.
Enjeksiyon Basıncını Ayarlama
Enjeksiyon kalıplama makinesini açın, enjeksiyon basıncını birkaç birime ayarlayın ve ardından yüzeyin ne kadar pürüzsüz olduğunu ve herhangi bir kabarcık olup olmadığını görmek için bir ürün enjekte edin. Sonunda birkaç test yaparak en iyi enjeksiyon basıncını belirleyebilirsiniz.

Sıkıştırma Basıncını ve Tutma Basıncını Ayarlama
Tıpkı enjeksiyon basıncı gibi, ilgili parametreleri önceden ayarlanmış değerlere ayarlayın, bir ürünü enjekte edin, yüzey düzgünlüğünü, kabarcık durumunu, plastik parça dokusunu ve diğer parametreleri kontrol edin ve ardından ürün kalitesi gereksinimleri karşılayana kadar kademeli olarak ayarlayın.
Plastik Türüne Göre Geri Basınç Boyutunu Belirleyin
Farklı plastiklerin farklı geri basınç gereksinimleri vardır. Genel olarak, düşük erime noktasına sahip plastikler düşük geri basınca ihtiyaç duyarken, yüksek erime noktasına sahip plastikler yüksek geri basınca ihtiyaç duyar. Bu nedenle, geri basınç boyutu işlem sırasında belirli plastik türüne göre ayarlanmalıdır. enjeksiyon kalıplama süreç.

Enjeksiyon Kalıplı Parçanın Boyutuna ve Şekline Göre Ayarlama
Enjeksiyonla kalıplanmış parçaların farklı boyutları ve şekilleri geri basınç için farklı gereksinimlere sahiptir. Genel olarak, daha büyük enjeksiyon kalıplı parçalar daha yüksek geri basınç gerektirirken, daha küçük enjeksiyon kalıplı parçalar daha düşük geri basınç gerektirir. Bu nedenle, geri basıncı ayarlarken, basınç ayarları tipik olarak belirli plastik türüne göre belirlenmeye başlar.
Kalıp Sıcaklığının Ayarlanması
Kalıp sıcaklığı, geri basıncın boyutunu etkileyen önemli faktörlerden biridir. Geri basıncı ayarlarken, önce kalıp sıcaklığını ayarlayabilir ve ardından ayarlanan geri basınç etkisine göre ilgili değişiklikleri yapabilirsiniz.

Enjeksiyon Kalıplama Makinesi Basınç Ayarının Yapılması
Enjeksiyon kalıplama makinesinin basınç ayarı da geri basıncın boyutunu etkileyecektir. Genel olarak, daha yüksek bir basınç ayarı daha yüksek bir geri basınç gerektirir ve daha düşük bir basınç ayarı daha düşük bir geri basınç gerektirir. Geri basıncı ayarlarken, önce enjeksiyon kalıplama makinesinin basınç ayarını uygun şekilde ayarlayabilir ve ardından ayarlanan geri basıncın etkisine göre ilgili değişiklikleri yapabilirsiniz.

Uygun Geri Basıncın Seçilmesi
Kalıp yapısına ve plastik hammaddelere göre doğru geri basıncı seçin. Geri basıncı ayarlayarak, ürün yüzeyi pürüzsüz ve boyutu sabit olur, ürün çatlaması ve kabarcıklar gibi kusurları önler.
Dinamik Ayarlama
Enjeksiyon kalıplama işlemi sırasında geri basıncın boyutu dinamik olarak ayarlanmalı ve geri basıncın boyutu gerçek duruma göre ayarlanmalıdır. Enjeksiyon kalıplama işlemi sırasında kusurlar meydana geldiğinde, geri basıncın boyutunun zamanında ayarlanması gerekir.

Ne kadarre Geri Basıncın Ayarlanması için Önlemler?
Enjeksiyon Basıncının Ayarlanması
Normalde enjeksiyon basıncı, özel ürün gereksinimlerine bağlı olarak geri basıncın 1,5 ila 2 katı olarak ayarlanır. Çok yüksekse, eriyik vidanın ön ucunda sıkışarak sızıntıya ve kabarcıklara neden olur; çok düşükse, eriyik gevşek olur ve kabarcıklara eğilimli olur.

Sıkıştırma Basıncını Ayarlama
Bu basıncın kalınlık, uzunluk, genişlik, et kalınlığı ve diğer parametrelere göre belirlenmesi gerekir. enjeksiyon kalıplı ürün. Genellikle, bu değer enjeksiyon kalıplama makinesi kılavuzundaki parametrelere göre ayarlanabilir.
Tutma Basıncını Ayarlama
Basıncı tutmamızın nedeni eriyikten mümkün olduğunca fazla gaz çıkarmaktır, böylece kabarcıklar oluşmaz. Normalde bu değer paket basıncının 50%'si olarak ayarlanır.

Yanlış Geri Basınç Ayarının Yan Etkileri Nelerdir?
Geri basınç çok düşük olduğunda, vida çok hızlı geri çekilir. Kovanın ön ucuna akan eriyiğin yoğunluğu küçüktür (gevşek) ve daha fazla hava hapsolur. Bu durum kötü plastikleştirme kalitesine, dengesiz enjeksiyon hacmine, ürün ağırlığında ve ürün boyutunda büyük değişikliklere, büzülmeye, gaz çiçeklerine, soğuk malzeme çizgilerine, düzensiz parlaklığa ve ürün yüzeyinde diğer istenmeyen olaylara yol açacaktır.
Kabarcıkların ürünün içinde görünmesi kolaydır ve ürünün çevresinin ve kemik konumunun hareket etmesi kolaydır ve tutkal dolu değildir.

Geri basınç çok yüksek olduğunda, kovanın ön ucundaki eriyik basıncı çok yüksek olur, malzeme sıcaklığı yüksek olur, viskozite düşer, vida oluğundaki eriyik geri akışı ve kovan ile vida arasındaki sızıntı akışı artar, bu da plastikleştirme verimliliğini (birim zamanda plastikleştirilen malzeme miktarı) azaltır.
Zayıf termal stabiliteye sahip plastikler (PVC, POM, vb.) veya renklendiriciler için eriyik sıcaklığı artar ve kovandaki ısıtma süresi artar, termal ayrışmaya neden olur veya renklendirici renk değişikliği artar ve ürünün yüzey rengi ve parlaklığı bozulur. Geri basınç çok yüksekse, enjeksiyon vidası yavaşça geri çekilir ve ön plastikleştirme geri dönüş süresi uzunsa, döngü süresi artacak ve üretim verimliliğinde bir azalmaya neden olacaktır.

Geri basınç yüksektir, eriyik basıncı yüksektir ve nozül enjeksiyondan sonra eriyik damlamasına eğilimlidir; tutkal bir dahaki sefere enjekte edildiğinde, nozül akış kanalındaki soğuk malzeme nozülü tıkayacak veya üründe soğuk malzeme lekeleri görünecektir.
Ön plastikleştirme işlemi sırasında, nozül aşırı geri basınç nedeniyle sık sık tutkal sızdırır, bu da hammaddeleri boşa harcar ve nozülün yakınındaki ısıtma halkasının yanmasına neden olur. Ön plastikleştirme mekanizmasının ve vida kovanının mekanik aşınması artar.

Enjeksiyon kalıplama makinesinin doğru geri basıncı, ürün kalitesini artırmak için bir güçlendiricidir. Geri basıncın ayarlanmasında ustalaşmak, üretim verimliliğini ve kalitesini artırmaya yardımcı olur.
Geri Basıncın Doğru Şekilde Ayarlanmasının Faydaları Nelerdir?
Geri basınç uygun şekilde ayarlanarak kalıp kanalındaki hava çıkarılabilir. Enjeksiyon kalıplama işlemi sırasında, kalıp boşluğundaki hava tamamen boşaltılmazsa, plastik eritildiğinde ve doldurulduğunda kabarcıklar oluşacak, bu da ürünün kalitesini etkileyecek ve kusur oranını artıracaktır. Geri basıncı uygun şekilde artırarak kalıp boşluğundaki hava çıkarılabilir ve enjeksiyon kalıplama kalitesi sağlanabilir.

Geri basıncın uygun şekilde ayarlanması eriyik akış durumunu ayarlayabilir. Geri basınç, plastik eriyiğin difüzyon hızını ve akış durumunu değiştirerek plastik eriyiği daha pürüzsüz hale getirebilir ve eriyiğin akışından kaynaklanan kusurları ve düzensizlikleri azaltabilir.
Geri basıncın uygun şekilde ayarlanması namludaki erimiş malzemeyi kompakt hale getirebilir, yoğunluğu artırabilir ve atış ağırlığının, ürün ağırlığının ve boyutunun stabilitesini artırabilir. Geri basıncın doğru ayarlanması erimiş malzemedeki gazı "sıkıştırabilir", ürünün yüzeyindeki gaz çiçeklerini ve iç kabarcıkları azaltabilir ve parlaklığın homojenliğini artırabilir.
Geri basıncın uygun şekilde ayarlanması vida geri çekilme hızını yavaşlatabilir, namludaki erimiş malzemeyi tamamen plastikleştirebilir, renk tozu, masterbatch ve erimiş malzemenin karışım homojenliğini artırabilir ve üründe renk karışmasını önleyebilir.
Geri basıncın uygun şekilde artırılması, ürün yüzeyinin büzülmesini ve ürün etrafındaki tutkal akışını iyileştirebilir. Geri basıncın uygun şekilde ayarlanması, erimiş malzemenin sıcaklığını artırabilir, erimiş malzemenin plastikleşme kalitesini artırabilir, kalıp doldurma sırasında erimiş malzemenin akışkanlığını artırabilir ve ürünün yüzeyinde soğuk tutkal çizgileri olmayacaktır.

Sonuç
Temel olarak, enjeksiyon kalıplama makinesinin geri basıncını ayarlamak, onu özel durumla birleştirmek, daha fazla test ve deney yapmak ve en iyi enjeksiyon kalıplama etkisini elde etmek ve yüksek kaliteli üretmek için sürekli ayarlamalar yapmak meselesidir. enjeksi̇yon kaliplama ürünleri̇.

Enjeksiyon kalıplama makinesinin geri basıncını yukarıdaki yöntemlerle ayarlayarak, enjeksiyon kalıplama işleminin kalitesi ve verimliliği optimize edilebilir. Geri basınca ek olarak, enjeksiyon kalıplamada ayarlanması gereken birçok önemli parametre vardır. İşleme personeli, farklı ürün türlerine ve proses gereksinimlerine göre esnek işleme ayarlamaları yapabilir.







