 İçeriğe geç
İçeriğe geç 

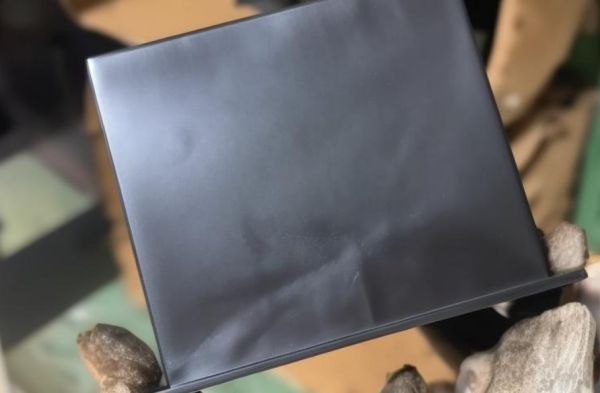
Enjeksiyon kalıplama, plastik ürünler için en önemli üretim süreçlerinden biridir ve otomotiv, elektronik, ev aletleri, oyuncaklar ve diğer sektörlerde yaygın olarak kullanılmaktadır. Teknoloji çok olgun olmasına rağmen, ürün yüzeyinin beyazlaması da dahil olmak üzere, gerçek üretim sürecinde bazen kalite sorunları ortaya çıkmaktadır. Yüzeyin beyazlaması sadece görünümü etkilemekle kalmaz, aynı zamanda ürün performansını da etkiler ve üretim kapasitesini düşürür. Bu nedenle, ürün kalitesini ve üretim verimliliğini engelleyeceği için bu sorunun çözülmesi önemlidir.

Enjeksiyon Kalıplı Ürünlerde Beyazlama Nedenleri
Beyazlık derecesi, enjeksiyon kalıplamada kullanılan malzemeye, belirli kalıpların yapısına, işlemin parametrelerine, yapılan ürünler için özel işlemlere ve üretim alanındaki koşullara bağlıdır. Bu hususlara ilişkin olarak aşağıda ayrı bir analiz sunacağız.
Malzeme Seçimi
Enjeksiyon kalıplama malzemesi seçiminin yüzey kalitesi üzerinde önemli bir etkisi vardır. enjeksiyon kalıplı ürünler. Bu nedenle, farklı plastik türleri enjeksiyon kalıplama işlemi sırasında benzersiz fiziksel ve kimyasal özellikler sergiler ve bu da nihai ürünün yüzey kalitesini etkiler.
1. Malzeme Özellikleri

Polistiren (PS), polipropilen (PP) ve polivinil klorür (PVC) gibi bazı plastikler ısıtıldıklarında gazlar veya kalıntılar üretir ve bunlar katılaştıktan sonra ürünün yüzeyinde kalarak beyaz lekeler oluşturur. Ayrıca, üretimde kullanılan bazı dolgu maddeleri ve beyazlatıcı maddeler de beyazlamaya neden olabilir. Örneğin, titanyum dioksit kullanımı ürünün beyazlığını artırabilir, ancak yanlış kullanım yüzeyde beyaz tortuların oluşmasına neden olabilir.
2. Malzeme Karıştırma
Enjeksiyon kalıplama için birkaç malzeme karıştırıldığında, bu malzemeler arasındaki uyumsuzluğun faz ayrılmasına neden olabileceğini ve bunun da yüzeyin beyazlamasına yol açabileceğini unutmamak da önemlidir. Örneğin, farklı plastik türleri kullanıldığında, farklı malzemelerin farklı erime noktaları ve akış özellikleri vardır, bu nedenle soğutma sırasında birbirlerinden ayrılırlar ve beyaz lekelerin oluşmasına neden olurlar. Çözüm, bu tür olayların olasılığını azaltmak için uyumlu malzemeler kullanmak veya karışıma uygun uyumlaştırıcılar eklemektir.

3. Geri Dönüştürülmüş Malzeme Kullanımı
Geri dönüştürülmüş malzemelerin kullanımı enjeksiyon kalıplama üretimi tedarik maliyetlerinden tasarruf sağlayabilir. Bununla birlikte, geri dönüştürülmüş malzemeler kullanıldığında, malzemeler yüzey kalitesini değiştirebilecek ve beyazlamaya neden olabilecek safsızlıklar veya diğer bozunma ürünleri içerebilir. Bu nedenle, geri dönüştürülmüş malzemelerin oranı kesinlikle sınırlandırılmalı ve kullanılmadan önce iyice temizlenmeli ve elenmelidir.

Kalıp Tasarımı
Kalıp tasarımı, enjeksiyon kalıplama işlemiyle üretilen kalıplanmış ürünlerin yüzey kalitesi üzerinde doğrudan etkisi olan vazgeçilmez bir adımdır. Bileşen yüzeyinin beyazlaşması da makul olmayan bir kalıp tasarımından kaynaklanır.
1. Kalıp Yüzey İşlemi
Kalıp yüzeyinin finişi ve yüzey işlemi nihai ürünün finişini etkileyecektir. Kalıp yüzeyinde çizik, ezik, kir vb. varsa, ürün enjeksiyon kalıplama sırasında bu kusurların etkisini hissedecek, bu da düzensiz bir yüzey ve beyazlama ile sonuçlanacaktır. Kalıbın uygun şekilde temizlenmesi ve parlatılması önerilir.
2. Kapı Tasarımı
Kapı, plastiğin kalıba girdiği giriş olup kalıplama kalitesini büyük ölçüde belirler. Mantıksız bir kapı tasarımı da plastik akışının dağılımını etkileyecek, gerilim yoğunlaşmasına neden olacak ve yüzey beyazlamasına neden olabilecektir. Düzgün plastik akışını sağlamak için kapı tasarımının optimize edilmesi beyazlama olgusunu azaltabilir.
3. Soğutma Sistemi Tasarımı
Soğutma sisteminin tasarımı kalıp sıcaklığı kontrol sürecini etkileyecektir. Kalıp soğutması tutarsızsa, plastiğin farklı soğuma hızlarına neden olacak, iç gerilim oluşturacak ve yüzeyin beyazlaşmasına neden olacaktır. Düzensiz soğutma, makul soğutma sistemi tasarımı ile en aza indirilebilir.

4. Havalandırma Tasarımı
Enjeksiyon kalıplama sırasında hava ve diğer gazlar tahliye edilmelidir, aksi takdirde üretim sürecinde ürünün yüzeyinde tortu veya beyaz lekeler oluşacaktır. Makul olmayan egzoz portu tasarımı ve yetersiz sayıda egzoz deliği gazın tutulmasına neden olacak ve yüzey kalitesini etkileyecektir. Düzgün egzoz sağlamak için egzoz portu tasarımının optimize edilmesi beyaz lekeleri azaltabilir.

Süreç Parametreleri
Enjeksiyon kalıplamada kullanılan sıcaklık, enjeksiyon hızı, basınç ve zaman gibi tüm kontrol faktörleri ürünün kalitesinin belirlenmesinde etkilidir. Uygun olmayan şekilde ayarlanan parametreler sistemi etkiler ve yüzeyin beyazlaşmasına neden olur.
1. Sıcaklık Kontrolü
Sıcaklık yönetimi aşağıdakiler sırasında çok önemlidir enjeksiyon kalıplama süreci. Sıcaklık çok yüksek olduğunda, kullanılan plastik ayrışarak gaz açığa çıkaracak veya kalıntı üreterek yüzeyin beyazlamasına neden olacaktır. Öte yandan, çok düşük bir sıcaklık plastik akış hızını azaltabilir ve soğutma izleri oluşturabilir. Varil sıcaklığının ve kalıp sıcaklığının doğru kontrolü beyazlamayı azaltabilir.
2. Basınç Kontrolü
Kalıplanan ürünün yüzeyindeki kusurlar, tutma basıncının yanı sıra enjeksiyon basıncına da bağlıdır. Çok yüksek enjeksiyon basınçları kalıbın aşırı dolmasına, iç gerilimlerin oluşmasına ve dolayısıyla beyazlaşmaya neden olabilir. Enjeksiyon basıncının uygun bir seviyeye düşürülmesi ve basıncın korunması yüzey kalitesinin iyileştirilmesine yardımcı olabilir.
3. Zaman Kontrolü
Enjeksiyon süresi, bekletme süresi ve soğutma süresi optimum seviyede tutulmalıdır. Kısa enjeksiyon süresi, plastik malzemenin kalıp boşluğuna yetersiz dolmasına neden olarak çeşitli kusurlara yol açacaktır. Kısa bekletme süresi ürünün büzülmesine ve beyazlamasına yol açacaktır. Bu nedenle, enjeksiyon süresinin, bekletme süresinin ve soğutma süresinin hassas kontrolü yüzey kalitesinin iyileştirilmesine yardımcı olacaktır.

Tedavi Sonrası Yöntemler
Enjeksiyon kalıplı ürünlerin yüzey kalitesini belirleyen bir diğer faktör de enjeksiyon kalıplı ürünlerin son işlem yöntemleridir. Doğru son işlem takip edilmediğinde gözlemlenebilecek dezavantajlardan biri de yüzeyin beyazlamasıdır.
1. Yüzey İşlemleri
Bazı enjeksiyon kalıplı ürünler sadece kalıptan çıkarılarak satılabilirken, diğerlerinin kalıplamadan sonra boyanması veya elektrolizle kaplanması gerekir. Yüzey işleme süreci uygun olmadığında yüzey beyazlaşacaktır. Örneğin, çok fazla veya düzensiz boyama beyazlamaya neden olacaktır. Yüzey işleme sürecinin optimize edilmesi yüzey kalitesini artırabilir.
2. Temizlik ve Paketleme
Bazı enjeksiyon kalıplı ürünlerin kalıplamadan sonra temizlenmesi ve paketlenmesi gerekir. Yüzey iyice temizlenmezse, artık temizleme sıvısı veya nem yüzeyin beyazlaşmasına neden olur; yanlış paketleme yüzeylerin birbirine sürtünmesine neden olabilir, bu da yüzeyin beyazlaşmasına neden olur. Temizleme ve paketleme sürecinin iyileştirilmesi beyazlaşmayı azaltabilir.
Çevresel Faktörler
Enjeksiyon kalıplı bileşeni etkileyen bileşenler, enjeksiyon kalıplı ürünlerin yüzey tipini de etkileyebilen çevresel faktörleri içerir. Örneğin, üretim atölyesindeki nem nispeten yüksektir, nem ürünün yüzeyinde yoğunlaşarak beyaz lekelere ve beyazlaşmaya neden olabilir ve havadaki toz ve kirleticiler ürünün yüzeyine yapışarak ürünün beyazlaşmasına neden olabilir. Üretim ortamının iyileştirilmesi ve atölyenin nem ve temizliğinin kontrol edilmesi beyazlama sorununu azaltabilir.

Enjeksiyon Kalıplı Ürünlerin Beyazlatılmasına Yönelik Çözümler
Enjeksiyon kalıplı ürünlerde beyazlamanın nedenlerini anladıktan sonra, bu soruna yönelik bazı çözümleri tartışalım.
Uygun Malzemeleri Seçin
Doğru malzemelerin seçilmesi, enjeksiyon kalıplı ürünlerdeki beyazlama sorununun ele alınmasına yardımcı olabilir. Plastikler için ısıya dayanabilen ve yüksek ayrışma noktalarına sahip malzemeler seçin. Ayrıca, faz ayrışması gösteren malzemeler kullanmayın; birleşik malzeme kullanılıyorsa, uyumlu dolgu maddeleri ekleyin.

1. Yüksek Kaliteli Malzemeler Seçin
Enjeksiyon kalıplamadan önce, hammadde incelemesi ve kirlilik içermeyen, tek tip ve tutarlı hale getirmek için yüksek kaliteli hammaddeler seçin. Yüksek kaliteli malzemelerin işleme sırasında bozunması veya kalıntı bırakması kolay değildir, bu da beyazlaşma oluşumunu belirli bir ölçüde önleyebilir.
2. Geri Dönüştürülmüş Malzeme Oranını Kontrol Edin
Geri dönüştürülmüş malzeme kullanımının belirli bir yüzdeyle sınırlandırılması ve safsızlıkların ve bozunma ürünlerinin en aza indirilmesi için malzemelerin kullanılmadan önce temizlenmesi ve elenmesi gerekir. Bu aynı zamanda geri dönüştürülmüş malzemenin üretilecek ürünün yüzey kalitesi üzerindeki etkilerini de en aza indirmeye yardımcı olabilir.

Kalıp Tasarımını İyileştirin
Kalıp tasarımının kalitesinin artırılması da beyaz lekeleri azaltabilir. Kalıp yüzeyini pürüzsüz tutmak için düzenli olarak temizlemek ve parlatmak, kapı tasarımının makul olduğundan ve plastiğin eşit olarak dağıtıldığından emin olmak gerekir. Soğutma sistemi de homojen soğutmaya izin verecek şekilde tasarlanmalıdır.
1. Kalıp Yüzey İşlemi
Yüzey düzgünlüğünü sağlamak ve yüzey düzgünlüğünü azaltmak için kalıbı düzenli olarak temizleyin ve parlatın enjeksiyon kalıplama beyazlamaya neden olan kusurlar. Kalıp dayanıklılığını ve ürün yüzey kalitesini iyileştirmek için kalıp malzemelerinin ve yüzey kaplamalarının yüksek standartları karşıladığından emin olun.
2. Kapı Tasarımını Optimize Etme
Kapı tasarımı, plastiğin gerilim yoğunlaşması olmadan eşit şekilde dağıtılmasını sağlamalıdır. Kapı konumu ve sayısı, aşırı dolumdan kaynaklanan beyazlaşmayı önlemek için ürün şekline, duvar kalınlığına ve boyutuna göre makul bir şekilde belirlenmelidir.
3. Soğutma Sistemini İyileştirin
Uygun katılaşmayı elde etmek ve iç gerilim durumunu en aza indirmek için kalıp soğutma sistemine uygun tasarım verin. Soğutma işleminin etkisini artırmak ve beyazlamayı azaltmak için çok aşamalı soğutma devreleri veya değişken sıcaklık kontrol sistemleri kullanın.
4. Havalandırma Sistemini İyileştirin
Daha iyi gaz tahliyesi için kalıp havalandırmasının tasarımını iyileştirerek kabarcık ve beyaz noktaları azaltın. Egzoz deliklerinin sayısını artırmak uygulanabilir bir yöntemdir veya egzoz verimliliğini artırmak için mikro egzoz teknolojisi kullanılabilir.

Süreç Parametrelerini Optimize Edin
Proses faktörlerinin ve kontrol stratejilerinin hassas bir şekilde ayarlanmasıyla beyazlama da önlenebilir. Plastiğin uygun sıcaklıkta kalıplanmasını sağlamak için enjeksiyon kalıplama makinesinin kovan ve kalıp sıcaklığını doğru bir şekilde kontrol edin, iç gerilimi önlemek için enjeksiyon ve tutma basıncını uygun şekilde ayarlayın ve kalıplama işlemine göre enjeksiyon, tutma ve soğutma süresini kontrol edin.

1. Sıcaklık Kontrolü
Plastiğin ideal sıcaklıkta kalıplanmasını sağlamak için varil, kalıp ve malzeme sıcaklığını hassas bir şekilde kontrol edin. Sıcaklığı daha iyi kontrol etmek için PID kontrolörü gibi karmaşık bir sıcaklık kontrol sistemi kullanılabilir.
2. Basınç Kontrolü
Enjeksiyon basıncını uygun bir değere ayarlayın ve iç gerilimi önlemek için tutma basıncını ayarlayın. Ürünün yüzey kalitesini iyileştirmek için, enjeksiyon basıncını gerçek zamanlı olarak kontrol etmek ve enjeksiyon basıncını etkili bir şekilde kontrol etmek için basınç sensörleri ve kontrolörleri kullanın.
3. Zaman Kontrolü
Düzgün kalıplama sağlamak için enjeksiyon, bekletme ve soğutma sürelerini uygun şekilde kontrol edin. Her bir zaman parametresini hassas bir şekilde kontrol ederek üretim verimliliğini ve ürün kalitesini artırmak için otomatik kontrol sistemleri kullanın.

Tedavi Sonrası Yöntemleri İyileştirin
İşlem sonrası yaklaşımların verimliliğinin artırılması beyazlığın daha da azalmasına katkıda bulunmaya devam edebilir. Tüm enjeksiyon kalıplı parçaları eşit yeterlilikte kaplamak için boyama veya elektrokaplama sistemlerini geliştirin; sürtünme etkisini ve dış saldırganlığı azaltmak için temizleme ve paketleme yöntemlerini geliştirin.

1. Yüzey İşlem Süreçlerini Optimize Edin
Yüzey işlemi sırasında, işlem parametrelerinde ılımlı değişiklikler yapılmalıdır. Örneğin, boyama sırasında ürün miktarının ve uygulamanın beyazlamaya yol açmayacak şekilde iyi takip edildiğinden emin olunmalıdır çünkü çok fazla boya uygulaması veya düzensiz bir uygulama buna yol açabilir.
2. Temizlik ve Paketleme Süreçlerinin İyileştirilmesi
Temizlik maddeleri ve nem kalıntılarını gidermek için kalıplamadan sonra ürünleri iyice temizleyin. Taşıma ve depolama sırasında sürtünme ve kirlenmeyi önlemek için uygun ambalaj malzemeleri ve yöntemleri kullanın.
Üretim Ortamını İyileştirin
Üretim ortamını iyileştirin ve atölyenin bağıl nemini ve sıhhi koşullarını kontrol edin. Nem ve kirleticilerin temas yüzeyleri üzerindeki etkisini sınırlamak amacıyla atölyenin temiz ve kuru olmasını sağlamak için elektrikli süpürgeler ve nem gidericiler kullanın.

Sonuç
Bu makale, endüstri uygulayıcılarının enjeksiyon kalıplı ürünlerin yüzey beyazlaması sorununun üstesinden gelmelerine yardımcı olmayı ve endüstrinin gelişimine katkıda bulunmayı amaçlamaktadır. Enjeksiyon kalıplı ürünlerin beyazlama sorunu, malzemelerden, kalıp tasarımından, proses koşullarından, proses sonrası işlemlerden ve çevreden etkilenen karmaşık bir sorundur. Nedenlerini anlayarak ve uygun çözümleri uygulayarak plasti̇k enjeksi̇yon kaliplama Nihai ürünün kalitesini ve üretim hızını artırmak için süreç analiz edilebilir ve optimize edilebilir.







