 İçeriğe geç
İçeriğe geç 

Önsöz
Plastik enjeksiyon kalıplama olarak da bilinen enjeksiyon kalıplama, plastik ürün üretiminde yaygın bir yöntemdir. Olgun bir plastik işleme teknolojisi olarak, enjeksiyon kalıplama malzemeleri, enjeksiyon kalıplama geniş gelişme beklentilerine sahiptir. Yeni teknolojilerin, yeni malzemelerin ve yeni taleplerin ortaya çıkmasıyla birlikte enjeksiyon kalıplama, endüstriyel üretim ve tüketiciler için daha yüksek kaliteli plastik ürünler sağlayarak pazardaki değişikliklere ve yenilikçi gelişmelere uyum sağlamaya devam edecektir.
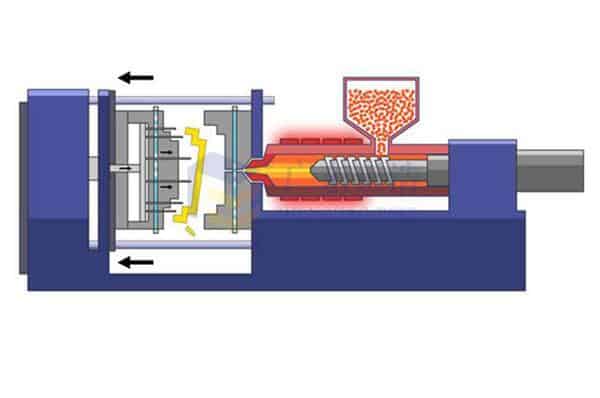
Bu bölüm enjeksiyon sürecinin altı adımına odaklanmaktadır: kalıp kapatma, doldurma, basınç tutma, soğutma, kalıp açma ve kalıp çıkarma.
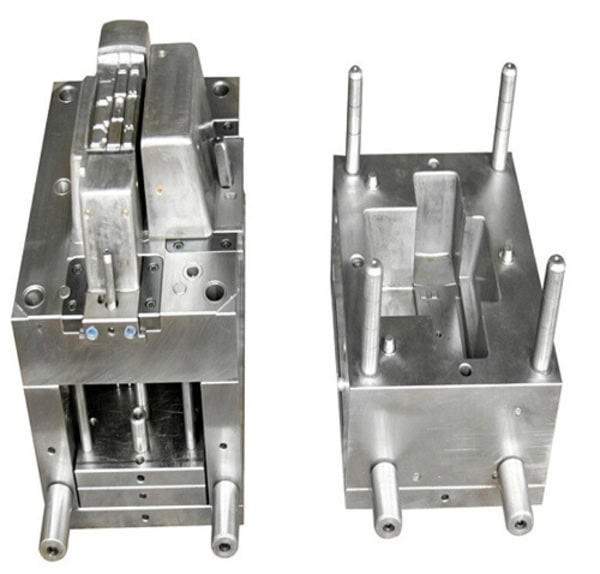
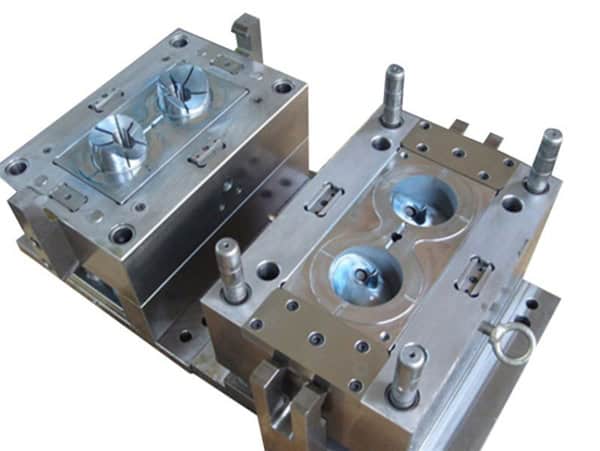
Kalıp Sıkıştırma Aşaması
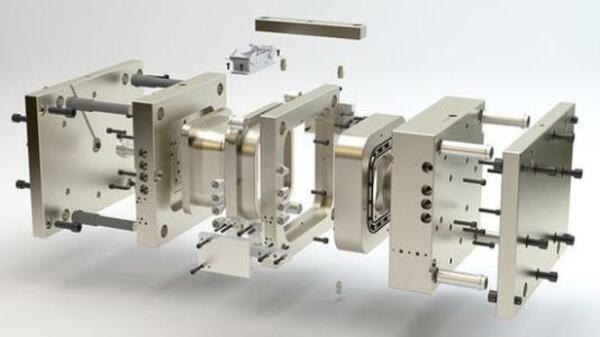
Kalıp kapama sistemi, güvenilir kalıp açma ve kapama eylemlerine ve kalıbı açarken ve kapatırken bir tamponlama etkisine sahip olmalıdır. Hareketli plakanın çalışma hızı, kalıbın ve ürünlerin hasar görmesini önlemek ve makinenin güçlü titreşiminden kaynaklanan gürültüyü önlemek için kalıp kapatma ve kalıp açma sırasında "yavaş-hızlı-yavaş" hız değişim gereksinimine sahip olmalıdır. güvenli çalışma ve makinenin ve kalıbın hizmet ömrünü uzatın.

Şablonun maksimum açılma ve kapanma stroku, enjeksiyon kalıplama makinesine takılabilecek kalıbın maksimum kalınlığını belirler ve bu nedenle üretilebilecek enjeksiyon kalıplı ürünlerin maksimum kalınlığını da belirler. Bu nedenle, şablon stroku ayarlanabilir olmalıdır.
Şablon, kullanım sırasında sıkça karşılaşılan çeşitli basınçlar nedeniyle deforme olmamasını sağlamak için yeterli mukavemet ve sertliğe sahip olmalıdır. enjeksiyon kalıplama üretimiBöylece enjeksiyonla kalıplanan ürünlerin boyut ve şekil doğruluğu etkilenir.
Kalıp Kapatma Aşaması için Temel Koşullar
Kalıbın kalıp boşluğu basıncının etkisi altında dışarı atılmamasını sağlamak için yeterli ve ayarlanabilir sıkıştırma kuvveti.

Sabit kalıbın şablonu, farklı şekil ve boyutlardaki kalıplama kalıplarına uyum sağlayabilecek yeterli alana, strok ve açılma mesafesine sahiptir ve açılma mesafesi serbestçe ayarlanabilir.
Şablon hareket hızı iki seviyede ayarlanır: hızlı vites ve yavaş vites. Hızlı vites pürüzsüzlük, güvenlik ve kontrol edilebilirlik gerektirir. Sıkıştırma sisteminin itici gücü, hidrolik olarak çalıştırılan bir bağlantı çubuğu veya geçiş desteği mekanizması ile mekanik güç veya hidrolik kuvvet veya hidrolik-mekanik kombinasyondan gelir.

Parçaları sorunsuz bir şekilde kalıptan çıkarmak ve çıkarmak için kalıp kapatma sistemi, pnömatik, hidrolik veya mekanik güçle çalışan bir ürün çıkarma cihazı ile tasarlanmıştır.

Kalıp Kapatma Aşamasının Teknik Parametreleri
Kalıp bağlama sisteminin teknik parametreleri arasında bağlama kuvveti, kalıp bağlama cihazının temel boyutları, kalıp açma ve kapama hızı ve boş çevrim süresi yer alır. Sıkıştırma kuvveti özellikle önemlidir. Kalıp bağlama mekanizmasının kalıp üzerinde uygulayabileceği maksimum bağlama kuvvetini ifade eder. Kalıp boşluğundaki eriyiğin ortalama basıncından daha büyük olmalıdır.

Ürünün duvarı ne kadar ince olursa, enjeksiyon basıncı o kadar yüksek olur ve enjeksiyon kalıplama sırasında kalıbı kapatmak için gereken sıkıştırma kuvveti de o kadar yüksek olur. Örneğin, sıradan ambalaj kaplarının kalıp boşluğu basıncı genellikle 25MPa civarındayken, ince duvarlı kaplar 30MPa gerektirebilir. Ayarlanan gerçek sıkıştırma kuvveti, enjeksiyon basıncı ve ürünün öngörülen alanının çarpımı ile belirlenir.

Enjeksiyon Aşaması
Enjeksiyon, normal döküm sürecinin ilk adımıdır. Kalıp kapatıldığında ve döküm başladığında, kalıp boşluğu doğrudan 95%'ye kadar Enjeksiyon yapılabilir. Teorik olarak, Enjeksiyon süresi çok daha kısadır ve kalıplama verimliliği çok daha yüksektir. Bununla birlikte, gerçek üretimde, kalıplama süresi (veya enjeksiyon hızı) üzerinde birçok koşullu sınırlama vardır.

Yüksek Hızlı Enjeksiyon: Yüksek hızlı Enjeksiyon sırasında kesme hızı yüksekse, kesme incelmesi plastiğin viskozitesini düşürür ve genel akış direncini azaltır. Yerel viskoz ısınmanın etkisi nedeniyle katılaşmış tabakanın kalınlığı da azalır.

Bu nedenle, akış kontrol aşamasındaki Enjeksiyon işlemi genellikle Enjekte edilecek hacmin boyutuna bağlıdır. Başka bir deyişle, akış hızı kontrol aşamasında, yüksek hızlı Enjeksiyon nedeniyle erimiş metalin kesme inceltme etkisi genellikle büyüktür, ancak ince duvarlar nedeniyle soğutma etkisi belirgin değildir, bu nedenle hız etkisi önceliklidir.
Yavaş Enjeksiyon. Enjeksiyon yavaş ısı iletimi ile kontrol edildiğinde, kesme hızı düşük, yerel viskozite yüksek ve akış direnci büyüktür Yavaş doldurma hızı, nispeten yavaş bir sıcak plastik akışı ve zayıf malzeme akışı ile sonuçlanır. Bu nedenle, ısı iletim etkisi daha belirgindir ve ısı, kalıbın soğuk duvarından hızla salınır. Daha düşük miktarda viskoz ısıtma ile birleştirildiğinde, katılaşmış tabaka kalınlığı daha da artar ve ince duvarlı bölümlerdeki akış direncini daha da artırır.

Fıskiyenin akışı, akış dalgasının önündeki plastik polimer zincirlerini yaklaşık olarak akış dalgası cephesine paralel olarak hizalar. Bu nedenle, iki erimiş plastik ipliği temas ettiğinde, temas yüzeyindeki polimer zincirleri birbirine paraleldir, ayrıca iki eriyik farklı özelliklere sahiptir (kalıp boşluğunda farklı kalma süreleri, eriyik sıcaklığı, farklı erime sıcaklıkları ve basınçları), bu da eriyik kesişme bölgesinin daha düşük mikroskobik yapısal mukavemetine yol açar.

Parçayı uygun bir açıyla ışığın altına yerleştirin ve belirgin dikişler olup olmadığını görsel olarak gözlemleyin. Bu, kaynak izlerinin oluştuğu mekanizmadır. Kaynak izleri sadece plastik parçaların görünümünü etkilemekle kalmaz, aynı zamanda gevşek mikro yapı, parçanın mukavemetini azaltabilecek ve arızaya neden olabilecek stres konsantrasyonları oluşturma eğilimindedir.
Genel olarak, kaynak çizgileri yüksek sıcaklık bölgelerinde meydana gelirse daha güçlüdür. Bunun nedeni, yüksek sıcaklıklarda polimer zincirlerinin hareketliliğinin nispeten iyi olması ve birbirlerine nüfuz edip dolanabilmeleridir. Ek olarak, sıcak bölgedeki iki eriyiğin sıcaklıkları nispeten yakındır ve eriyiklerin termal özellikleri neredeyse aynıdır, bu da kaynak bölgesinin mukavemetini arttırır. Öte yandan, düşük sıcaklık aralıklarında kaynak mukavemeti azalır.

Bekletme Aşaması
Basınç tutma aşamasının işlevi sürekli olarak basınç uygulamak, eriyiği sıkıştırmak, plastiğin yoğunluğunu artırmak (yoğunlaştırma) ve plastiğin büzülme davranışını telafi etmektir. Paketleme işlemi sırasında, kalıp boşluğu plastikle doldurularak yüksek geri basınç oluşturulur.
Basıncın korunması ve sıkıştırma sürecinde, vidanın enjeksiyon kalıplama makine yalnızca yavaş ve hafif bir şekilde ilerleyebilir ve erimiş plastik akışlarının akış hızı da nispeten yavaştır. Bu andaki akışa tutma basıncı akışı denir. Basınç tutma aşaması sırasında, plastik kalıp duvarı daha hızlı soğur ve katılaşır ve erimiş malzeme hızla artar, böylece kalıp boşluğu içindeki direnç çok büyük olur.
Paketlemenin son aşamalarında, eritilen malzemenin yoğunluğu artmaya devam eder ve plastik parçalar yavaş yavaş oluşur. Basınç koruma aşaması, kapı katılaşıp mühürlenene kadar devam eder. Bu sırada kalıp boşluğundaki basınç, şartlandırma aşamasında maksimum değerine ulaşır.

Bekletme aşaması sırasında basınç o kadar yüksektir ki plastik kısmen sıkıştırılabilir özellikler gösterir. Yüksek basınç alanlarında plastik giderek daha yoğun hale gelir. Daha düşük basınç alanlarında plastik daha gevşek ve daha az yoğun hale gelir ve yoğunluk dağılımı yere ve zamana bağlı olarak değişir.

Basınç tutma işlemi sırasında plastik akışı çok düşüktür. Sonuç olarak, malzeme akışı zayıftır ve itici bir rol oynayamaz. Basınç, basıncı koruma sürecini etkileyen ana faktördür. Basınç tutma işlemi sırasında, plastik kalıp boşluğunu doldurur ve yavaş yavaş katılaşan eriyik bir basınç iletim ortamı olarak işlev görür.

Kalıp boşluğu içindeki basınç plastikten kalıp duvarlarına iletildiğinden ve bu da kalıbın açılmasına neden olma eğiliminde olduğundan, kalıp kapatılırken uygun sıkıştırma kuvveti gereklidir Normal şartlar altında, kalıbın genleşme kuvveti kalıbı hafifçe açarak kalıbın havalandırılmasını kolaylaştırır. Ancak kalıbın genleşme kuvveti çok büyükse çapaklar ve taşmalar meydana gelebilir ve kalıp açılabilir.

Bu nedenle, bir enjeksiyon kalıplama makinesi seçerken, kalıp genleşmesini önlemek ve basıncı etkili bir şekilde korumak için yeterli sıkıştırma kuvvetine sahip bir enjeksiyon kalıplama makinesi seçmelisiniz.

Enjeksiyon kalıplama için yeni çevresel koşullar, gaz destekli kalıplama, su destekli kalıplama ve köpük enjeksiyon kalıplama dahil olmak üzere birkaç yeni enjeksiyon kalıplama işleminin dikkate alınmasını gerektirmektedir.

Soğutma Aşaması
Enjeksiyon kalıplarında soğutma sisteminin tasarımı çok önemlidir. Aslında, plastik kalıplı bir ürün ancak soğutulduktan ve belirli bir sertlik derecesine kadar katılaştırıldıktan sonra kalıptan çıkarıldıktan sonra dış kuvvetlerden kaynaklanan deformasyonu önleyebilir.

Soğutma süresi, tüm kalıplama döngüsünün yaklaşık 70-80%'sini oluşturur. Bu nedenle, uygun şekilde tasarlanmış bir soğutma sistemi kalıplama süresini önemli ölçüde azaltabilir, kalıplama enjeksiyon kalıplama Kötü tasarlanmış bir soğutma sistemi kalıplama süresini uzatabilir ve maliyetleri artırabilir. Eşit olmayan soğutma, plastik ürünlerin daha fazla deforme olmasına ve daha büyük olmasına neden olur.

Deneyler, dökme demirden kalıba giren ısının genellikle iki parça halinde kaybolduğunu, bunun 5%'sinin radyasyon ve konveksiyon yoluyla atmosfere aktarıldığını ve kalan 95%'nin dökme demirden kalıba taşındığını göstermiştir. Kalıbı kalıp sıcaklığına kadar ısıtın.

Plastik ürün soğutma suyu borusunun kalıp içindeki rolü nedeniyle ısı, kalıp boşluğundaki plastikten kalıp çerçevesi üzerinden ısı iletimi ile soğutma suyu borusuna aktarılır ve termal konveksiyon ile soğutma sıvısı aracılığıyla dışarı atılır. Soğutma suyu tarafından uzaklaştırılmayan az miktardaki ısı kalıba aktarılmaya devam eder ve dış dünya ile temas ettikten sonra havaya dağılır.

Enjeksiyon kalıplama döngüsü kalıp kapanma süresi, doldurma süresi, bekletme süresi, soğutma süresi ve kalıptan çıkarma süresini içerir.

Soğuma süresi bunun en büyük parçasıdır, yaklaşık 70-80%. Dolayısıyla soğuma süresi, kalıplama döngüsünü ve plastik ürünlerin verimini doğrudan etkiler.

Kalıp ayırma işleminde, kalıp ayırma sırasında plastik ürünün artık gerilme gevşemesi veya dış kuvvetten kaynaklanan deformasyon nedeniyle deforme olmasını önlemek için plastik ürünün sıcaklığı, plastik ürünün ısı bozulma sıcaklığından daha düşük bir sıcaklığa soğutulmalıdır.

Kalıp Açma Aşaması
Bir enjeksiyon kalıbının açılması süreci genel olarak kalıp çizimlerinin yapılması, çizimlerin düzeltilmesi ve gözden geçirilmesi, kalıp denemesi ve onarımı ile verilerin düzenlenmesi ve arşivlenmesi olarak ikiye ayrılır.

Kalıp çizimlerini çizin: Enjeksiyon kalıbının son montaj çizimini çizmeden önce, bir proses çizimi çizilmeli ve parça çizimi ve proses verilerinin gerekliliklerine uygun olmalıdır. Bir sonraki işlem tarafından garanti edilen boyutlar çizim üzerinde "işlem boyutları" kelimeleri ile işaretlenmelidir. Kalıplamadan sonra çapak onarımı dışında başka bir mekanik işlem yapılmazsa, proses çizimi parça çizimi ile tamamen aynı olacaktır.

Düzeltme okuması ve çizim incelemesi: Enjeksiyon kalıbının ve kalıp parçalarının plastik malzemesinin, sertliğinin, boyutsal doğruluğunun, yapısının vb. plastik parça çizimlerinin gereksinimlerini karşılayıp karşılamadığı.

Kalıp denemesi ve kalıp onarımı: Kalıp tasarımı, kalıplama malzemeleri ve kalıplama ekipmanı seçilirken beklenen proses koşulları altında gerçekleştirilir, ancak insanların anlayışı genellikle eksiktir; enjeksiyon kalıbı işlemi tamamlandıktan sonra kalıp denemesi yapılmalıdır. Dökümlerin kalitesini test edin ve onaylayın. Bir kez keşfedildiğinde, hatayı ortadan kaldırmak için kalıbı onaracağız.

Verileri düzenleyin ve arşivleyin: Enjeksiyon kalıbı test edildikten sonra, geçici olarak kullanılmayacaksa, kalıp sökme kalıntısı, toz, yağ vb. tamamen silinmeli, tereyağı veya diğer pas önleyici yağ veya pas önleyici madde ile kaplanmalı ve bir depolama yerinde saklanmalıdır.

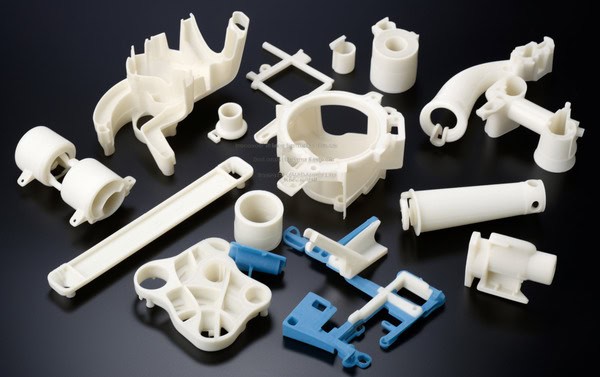
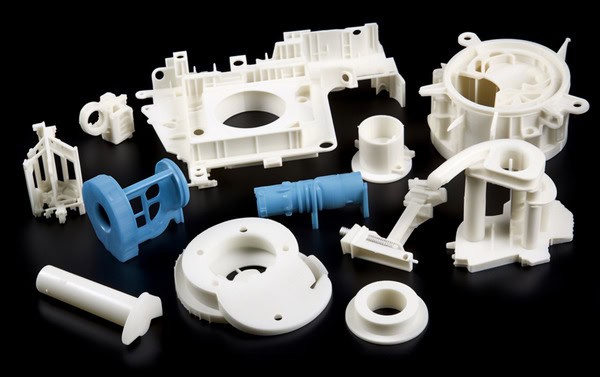
Enjeksiyon kalıplamanın temel prensibi: Enjeksiyon kalıplama makinesi, plastiğin belirli bir sıcaklığa kadar ısıtıldığında eriyerek bir sıvı haline gelebilmesinden yararlanır. Erimiş sıvı, yüksek basınçla kapalı bir kalıp boşluğuna enjekte edilir. Soğutulduktan ve şekillendirildikten sonra kalıp açılır ve gerekli plastiği elde etmek için dışarı atılır. gövde ürünleri.

Kalıptan Çıkarma Aşaması
Kalıptan çıkarma, enjeksiyon kalıplama döngüsündeki son adımdır. Ürün soğuk olarak ayarlanmış ve kalıplanmış olsa da kalıptan çıkarma işleminin ürün kalitesi üzerinde büyük bir etkisi vardır. Uygun olmayan bir kalıptan çıkarma yönteminin kullanılması, kalıptan çıkarma sırasında ürüne eşit olmayan kuvvet uygulanması veya çıkarma sırasında ürünün deforme olması gibi kusurlara neden olabilir.

İki ana kesme yöntemi vardır. Ejektörün kalıptan çıkarılması ve kalıptan çıkarma plakası. Bir kalıp tasarlarken, ürün kalitesini sağlamak için ürünün yapısal özelliklerine göre uygun bir kalıptan çıkarma yöntemi seçmek gerekir.

Kalıp ayırma için ejektör kullanan kalıplarda, ejektörleri mümkün olduğunca eşit bir şekilde yerleştirin ve bozulma veya hasarı önlemek için kalıp ayırmaya karşı maksimum direnç ve plastik parçanın maksimum mukavemet ve sertliğini sağlayan yerleri seçin. plastik parça.

Serbest bırakma plakaları genellikle derin boşluklu ince duvarlı kapları veya itme çubuğu izlerinin tolere edilemediği şeffaf ürünleri serbest bırakmak için kullanılır. Bu mekanizma, büyük ve eşit serbest bırakma kuvveti, sorunsuz çalışma ve iz bırakmama özelliklerine sahiptir.

Sonuç
Başka bir deyişle enjeksiyon kalıplama Bu altı adım, ürünün şekillendirme kalitesini doğrudan belirler ve bu altı adım, modern dünyanın oluşumuna katkıda bulunan tamamen sürekli bir süreç oluşturur. Enjeksiyon kalıplama, üretimdeki ilerlemeleri yönlendiren ve sonsuz olasılıkların önünü açan bir yenilikçilik damgasıdır.

Plastik enjeksiyon kalıplama, plastik parça üretiminin verimliliğini ve hassasiyetini temsil eder. Kalıp tasarımından fırlatmaya kadar her adım, büyük ölçekte yüksek kaliteli parçalar üretmek için dikkatle yürütülür. Çok yönlülüğü ve sektörler arasında sürekli ilerlemesi, modern dünyayı şekillendirmeye olan ilgisinin ve katkısının devam etmesini sağlar. Enjeksiyon kalıplama, inovasyonun bir kanıtıdır, ilerlemeyi teşvik eder ve üretimde sonsuz olasılıkların kilidini açar.








