 İçeriğe geç
İçeriğe geç 

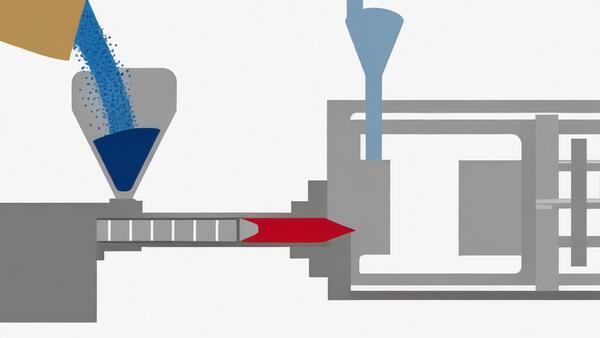
Giriş: Plastik malzemelerin çoğu enjeksiyon kalıplama. Birçok şeyi hızlı ve ucuza yapmanın harika bir yolu. Ama dikkatli olmalısınız. Bunu yapmazsanız, parçaları bir araya getirmeye çalıştığınızda birbirlerine uymazlar.

Bu kötü çünkü kalıplar çok paraya mal oluyor. Bu makale size parçalarınızın birbirine uyduğundan ve kaliteli olduğundan nasıl emin olacağınızı gösterecek.
Enjeksiyon Kalıplama Toleransları Nelerdir?
Eşyalar küçülür. Bu hayatın bir gerçeği. Ve her zaman aynı değildir. Bu nedenle, parçanın çalışması için kabul edilebilir bir büzülme aralığı belirlemeniz gerekir.
Bu aralıklara tolerans denir. Büyük parçalar ve birden fazla parçadan oluşan parçalar için gerçekten önemlidirler. Toleranslar dahilinde olmadıkları için parçalar birbirine uymazsa, parça çalışmayacaktır. Ve siz de mutlu olmazsınız.

Enjeksiyon kalıpları ±.005 inç toleranslarla CNC'de işlenir. Enjeksiyon kalıplama sıkı toleransları ±.002 inçlik varyasyonları ifade eder. Çok sıkı toleranslar ±.001 inç anlamına gelir. Normal toleranslara sahip parçalar, daha dar toleranslara sahip parçalardan daha düşük fiyatlandırılır.
Bu nedenle, enjeksiyon kalıplı parçalar için en uygun toleransların belirlenmesi, yüksek kaliteli parçaların uygun bir şekilde üretilmesi için önemlidir.
Enjeksiyon Kalıplama Toleransları Neden Bu Kadar Önemli?
Nihai parçanın monte edildiğinde birbirine uyması için enjeksiyon kalıplama toleransını doğru şekilde belirlemek önemlidir.

İyi tasarım ve üretim ilkelerini kullanarak, doğru malzemeyi seçerek, aleti doğru tasarlayarak ve süreci kontrol ederek enjeksiyon kalıplama toleranslarını kontrol edebilirsiniz.
Parça ürettiğinizde, hepsi tamamen aynı olmayacaktır. Parçaların istediğiniz şekilde çalışması için ne kadar varyasyonun kabul edilebilir olduğunu tanımlamanız gerekir. Parçaları bir araya getirmeye başladığınızda bu daha da önemli hale gelir.
Örneğin, birbirine cıvatalanması gereken iki düz parçanız varsa, her bir parçadaki deliklerin doğru yerde olması gerekir. Bir parçadaki deliklerin diğer parçadaki deliklere göre doğru yerde olması gerekir.

Kulağa basit geliyor, ancak bir grup parçayı bir araya getirmeye başladığınızda, bir parça her şeyi mahvedebilir.
Birlikte çalışacak enjeksiyon kalıplı parçaların nasıl yapılacağını bulmak için tolerans istifleme ve istatistiksel analiz kullanabilirsiniz.
Enjeksiyon Kalıplama Toleranslarını Etkileyen Faktörler Nelerdir?
Parça Tasarımı
Çarpıklığı, aşırı büzülmeyi ve parça hizasızlığını sınırlandırmanın en önemli yollarından biri, parçalarınızı tasarlarken DFM ilkelerini kullanmaktır.

Bu en iyi şekilde, tasarım aşamasının ilerleyen dönemlerinde maliyetli yeniden tasarımları önlemek için tasarım sürecinin başlarında enjeksiyon kalıplama projenizle birlikte çalışarak elde edilir.
Duvar Kalınlığı
Değişken et kalınlığına sahip parçalar eşit olmayan büzülme yaşayabilir. Kalın alanlardan kaçınılamadığında, duvar kalınlığını eşit tutmak için karot kullanılmalıdır.
Eşit olmayan et kalınlığı parça deformasyonuna neden olabilir ve bu da toleransları ve montajı etkileyebilir.

Daha kalın duvarlar daha fazla mukavemet için her zaman en iyi seçim değildir; mümkün olduğunda, parça mukavemetini artırmak için nervür ve köşebent kullanmak daha iyidir.
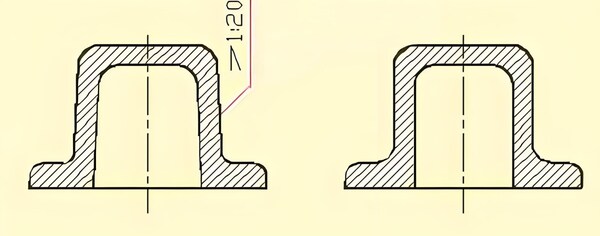
Çekim Açısı
Parçanızın kalıptan kolayca çıktığından emin olmak için çekim açısı çok önemlidir.
Doğru değilse, çıkarmaya çalıştığınızda parçanız sıkışabilir ve parçanızı sıyırıp bükebilir. Çekim açısı, parça tasarımınıza ve yüzey kaplamanıza bağlı olarak 0,5° ila 3° arasında olabilir.
Patron Özellikleri
Patronlar genellikle birden fazla plastik parçayı monte ederken bağlantı elemanlarını yerleştirmek için kullanılır. Patronlar çok kalınsa, parça üzerinde girintiler bırakabilirler.
Yan duvarlara nervürlerle bağlı değillerse, önemli ölçüde deforme olabilirler. Bu da bu parçaların montajını neredeyse imkansız hale getirecektir.
Malzeme Seçimi
Bir dizi farklı reçineden enjeksiyon kalıplı plastikler yapabilirsiniz. Hangisini seçeceğiniz ne yaptığınıza bağlıdır.

Her reçine farklı miktarda küçülür. Kalıbı tasarlarken bu büzülmeyi hesaba katmanız gerekir. Kalıbı genellikle malzemenin küçülme yüzdesi kadar büyütürsünüz.
Çok malzemeli bir montaj yapıyorsanız, farklı büzülme oranlarına göre tasarım yapmanız gerekir.
Toleransları doğru tasarlamazsanız, birbirine uymayan parçalar elde edebilirsiniz. Enjeksiyon kalıplamada bu büyük bir hatadır.

Enjeksiyon kalıplama toleransları esas olarak malzeme büzülmesi ve parça geometrisi tarafından belirlenir. Aleti tasarlamadan ve üretmeden önce malzeme seçimini tamamlamanız gerekir. Takım tasarımı büyük ölçüde seçtiğiniz malzemeye bağlıdır.
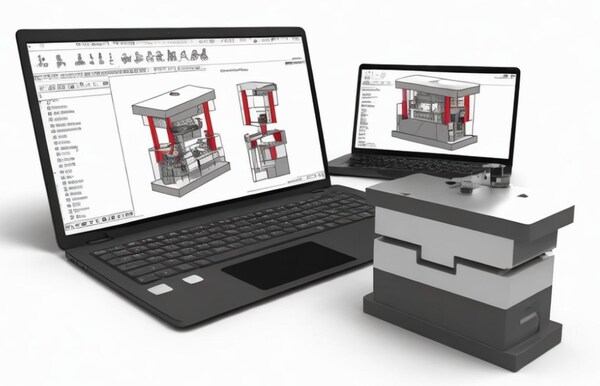
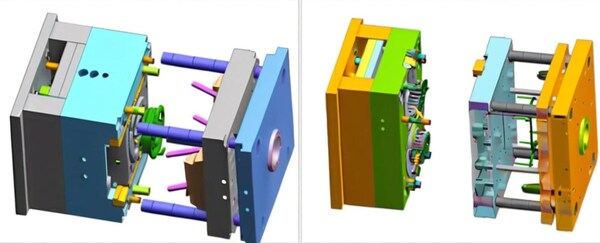
Araç Tasarımı
Malzemenizi seçtikten sonra, bu malzemede meydana gelecek büzülmeyi hesaba katmak için genellikle takımınızı büyük boyutlandırırsınız.
Ancak büzülme tüm boyutlarda tutarlı bir şekilde gerçekleşmez. Örneğin, daha kalın parçalar daha ince parçalara göre farklı oranlarda soğur.

Dolayısıyla, ince ve kalın duvarların karışımından oluşan karmaşık bir parçanız varsa, değişken soğutma oranlarına sahip olursunuz.
Ve bu çarpılma veya batma, enjeksiyon kalıplama toleranslarınızı ve uyumunuzu ciddi şekilde etkileyebilir. Bu nedenle, bu etkileri sınırlamak için, takım üreticileri kalıp özelliklerini tasarlarken aşağıdakileri göz önünde bulundururlar.
Alet Soğutma: Soğutma önemlidir. Kötü soğutma parçayı kötü yapacaktır. İyi soğutma parçayı iyi yapar. Soğutmayı doğru yere koyun.

Takım Toleransı
Bir takım tolerans dışındaysa, o takımla kalıplanan her parçada bu hata, büzülmeden kaynaklanan herhangi bir hataya eklenecektir.
Ancak, CNC işlemede takım toleransları tipik olarak sıkı bir şekilde kontrol edilir ve izlenir, bu nedenle tolerans dışı bir takım nadiren bir parçanın tolerans dışı olmasının nedenidir.
Ayrıca, bu takımlar tipik olarak "çelik güvenlidir". Bu, bir takım yapıldığında kritik boyutların veya özelliklerin ek frezeleme ile ayarlanabileceği anlamına gelir.

Belirli parçaların bitmiş boyutları toleransın dışındaysa, ek malzeme takımın işleme yoluyla ince ayar yapılmasına olanak tanır.
Örneğin, bir parça üzerindeki yakın toleranslı bir delik özelliği, toleransın daha geniş tarafında bir çekirdek pimi ile tasarlanmış bir takıma sahip olabilir.
Deliğin ayarlanması gerekiyorsa, deliği daha ince hale getirmek için daha ince işlenecektir.

Ejektör Konumu
Ejektör, açıldığında kalıbı kalıptan dışarı iter. Döngü süresini en aza indirmek için bunun mümkün olduğunca çabuk yapılması gerekir.

Ejektör ideal olmayan bir konuma yerleştirilirse, parçaya zarar verebilir. Bazı malzemeler takımdan çıktıklarında tamamen sert değildir. Düzensiz fırlatma ciddi çarpıklıklara ve boyutsal tutarsızlıklara neden olabilir.
Kapı Konumu
Kapı, reçinenin aletin içine girdiği yerdir. Eğer yanlış yere koyarsanız, kötü görünecektir.

Ayrıca, kalıbı eşit şekilde doldurmazsanız, çarpılma ve büzülme olur. Bazen kalıbı eşit şekilde doldurmak ve bu sorunlardan kaçınmak için birden fazla kapıya ihtiyacınız olur.
Süreç Kontrolü
Bir parçayı optimize etmek için tüm ön tasarım çalışmalarını ve malzeme değerlendirmelerini yapsanız bile enjeksiyon kalıplama toleranslar, ilk numuneler teslim edildiğinde parçanın tolerans dışında olması mümkündür.
Yukarıdaki tüm yöntemleri bir araya getirdikten sonra, tolerans uyumluluğunu iyileştirmek için bir sonraki adım süreci ayarlamaktır.
Sıcaklık, basınç ve bekleme süresini kontrol etmek, parça kalitesini iyileştirmenin en yaygın yollarından bazılarıdır.
İdeal koşullar belirlendikten sonra kalıp, parçadan parçaya çok az boyutsal farklılık gösteren tutarlı parçalar oluşturabilir.
Karmaşık, çok özellikli parçalarla uğraşırken, gerçek zamanlı geri bildirim ve süreç kontrolü için üretim sürecinde bu parametreleri ölçmek üzere alete basınç ve sıcaklık sensörleri yerleştirmek iyi bir fikir olabilir.

Basıncı ve sıcaklığı her zaman aletin içinde tutmak, tutarlı toleransları korumanıza yardımcı olabilir.
Karmaşık, çok özellikli parçalarla uğraşırken, gerçek zamanlı geri bildirim ve süreç kontrolü için üretim sürecinde bu parametreleri ölçmek üzere alete basınç ve sıcaklık sensörleri yerleştirmek iyi bir fikir olabilir.
Basıncı ve sıcaklığı her zaman aletin içinde tutmak, tutarlı toleransları korumanıza yardımcı olabilir.

Enjeksiyon Kalıplama Toleransları Nasıl Optimize Edilir?
Üretilebilirlik için Parça Tasarımı
Daha sonra pahalı ve zaman alıcı yeniden tasarımlardan kaçınmak için, tolerans sorunlarını tasarım sürecinin başlarında tahmin etmek önemlidir.
Eğilme ve yanlış hizalanma riskini en aza indirmek için tasarımcılar üretilebilirlik için tasarım (DFM) yönergelerini izlemelidir. DFM, parçaların belirli bir üretim süreci göz önünde bulundurularak tasarlanması anlamına gelir.
Üretim için bir parça tasarlarken, bunun nasıl yapılacağını düşünmeniz gerekir. Bu, duvarların ne kadar kalın olması gerektiği, kenarlara ne kadar açı vermeniz gerektiği ve çıkıntılar gibi ne tür tasarım özellikleri eklemeniz gerektiği gibi şeyleri göz önünde bulundurmanız gerektiği anlamına gelir.
Düşünülmesi gereken en önemli şeylerden biri duvarların ne kadar kalın olması gerektiğidir. Duvarlar her yönden aynı kalınlıkta değilse, parça soğuduğunda eşit olmayan bir şekilde küçülecektir.

Bu, parçanın eğrilmesine neden olabilir ve eğrilirse, sıkı toleransları tutamayacaktır. Bazen, duvarları kalınlaştırmak yerine parçayı daha güçlü hale getirmek için destek nervürleri eklemek daha iyidir.
Taslak açıları, parçaların kalıptan eğilmeden veya çizilmeden çıkmasını sağlamak için önemlidir. Doğru açı, parçaya ve istediğiniz finişe bağlı olacaktır, ancak 1,5-2 derece taslak genellikle çoğu enjeksiyon kalıplı parça için kullanmanız gereken en az açıdır.

Çıkıntılar, genellikle montaj sırasında birden fazla plastik parçayı bir arada tutmak için kullanılan yükseltilmiş parça özellikleridir. Başlık çok kalın tasarlanırsa, parçanın yüzeyinde çukur izlerine neden olabilir.
Buna ek olarak, çıkıntılar parçanın yan duvarlarına bağlı değilse (genellikle destek nervürleri aracılığıyla yapılır), kolayca deforme olabilir veya bükülebilir, bu da bileşenin birbirine bağlanmasını ciddi şekilde engelleyebilir.

Boyut önemlidir
Yaptığınız parça veya ürün ne kadar büyükse toleranslar da o kadar önemli hale gelir. Plastik enjeksiyon kalıplamada, daha büyük bir parça bükülebilir veya büzülebilir. Bu yüzden boyut önemlidir.

Patron
Patronlar ürün tasarımında büyük önem taşır. Parçaları bir araya getirirken onları bir arada tutmak için kullanılırlar. Patronları tasarlarken düşünmeniz gereken bazı şeyler vardır. Bunlardan biri, başlığın duvarlarının çok kalın olmamasıdır.
Göbeği çok kalın yaparsanız, boşluklar ve çökme izleri oluşur. Bu da parçayı yapmanın daha uzun sürmesine ve bir araya getirdiğinizde çatlamasına neden olur. Ayrıca, göbekleri göbeklemelisiniz (yani, onları en yakın yan duvara bağlamalısınız). Bunu yapmak parça üzerinde daha fazla yük dağılımı sağlar ve parçanın daha soğuk olmasını ve malzemenin daha iyi akmasını sağlar.
Uygulamanız için ideal malzemeyi seçme
Enjeksiyon kalıplama toleransları söz konusu olduğunda malzeme seçimi parça tasarımı kadar önemlidir. Bilimsel enjeksiyon kalıplama sürecinde kullanılabilecek birçok farklı plastik vardır. Farklı malzemeler farklı büzülme oranlarına sahiptir.

Enjeksiyon kalıplama malzemesi seçilirken ve kalıplar tasarlanırken bu durum göz önünde bulundurulmalıdır. Bir parça birden fazla malzemeden oluşuyorsa, parçaların amaçlandığı gibi birbirine uymasını sağlamak için farklı büzülme oranları dikkate alınmalıdır.

Bu nedenle, tutarlı enjeksiyon kalıplama toleransları sağlamak için farklı enjeksiyon kalıplama malzemelerinin iyi anlaşılması önemlidir.
Enjeksiyon kalıplama birçok farklı plastik türüyle çalışır - ve onlara bir şeyler ekleyerek daha da iyi hale getirebilirsiniz. Ayrıca onları daha güçlü veya daha sağlam hale getirebilirsiniz.
Bu kadar çok farklı malzeme arasından seçim yapabilmek ürün ekipleri için harikadır çünkü ürünleri için istedikleri malzemeleri ve performans niteliklerini daha da iyi hale getirebilirler.

Farklı reçineler farklı oranlarda küçülür, bu nedenle bir malzeme seçerken ve kalıbı tasarlarken bunu göz önünde bulundurmanız gerekir.
Farklı malzemelerden yapılmış parçaları birleştiriyorsanız, parçaların olması gerektiği gibi birbirine oturduğundan emin olmak için farklı büzülme oranlarını hesaba katmanız gerekir.
Kullandığınız reçinenin özelliklerini bilmek, plastikte tutarlı toleranslar elde etmenin anahtarıdır enjeksiyon kalıplama.
Malzeme seçerken, seçim yapmanıza yardımcı olması için bu faktörleri kullanın:

Plastik bileşim
Amorf plastikler (ABS gibi) yarı kristal plastiklere (polietilen gibi) göre daha az büzülürler çünkü daha az sıkı paketlenmişlerdir.
Moleküler ağırlık
Yüksek molekül ağırlıklı reçineler yüksek viskoziteye ve yüksek basınç düşüşüne sahiptir, bu da büzülmeyi artırabilir.
Katkı maddeleri
Düşük termal genleşmeye sahip dolgu maddelerinin eklenmesi büzülmeyi azaltacaktır Farklı reçinelerin farklı büzülme oranları vardır. Bu nedenle, kalıplanmış parçanın toleranslarını etkileyebilecek çarpılma, sarkma, çatlama ve bozulma gibi kozmetik kusurları azaltmak için malzeme seçiminde ve enjeksiyon kalıbı tasarımında bunu hesaba katmalısınız.
Takımlama Hususlarını Aklınızda Tutun
Kalıp takımları genellikle malzeme büzülmesine izin vermek için biraz daha büyük yapıldığından, bilmeniz gereken ilk şey hangi malzemeyi kullanacağınızdır İyi takım tasarımı, parçaların düzgün bir şekilde soğumasını ve sıkı enjeksiyon kalıplama toleranslarını karşılamasını sağlamak için kritik öneme sahiptir.

Kalıp takımlarının çekimler arasında tutarlı, tekrarlanabilir ısıtma ve soğutma sağlaması gerekir; aksi takdirde, parça (ve takım) karmaşıklığı arttıkça özellikle önemli olan sıkı toleransları korumak zor olacaktır.
Yetersiz veya tutarsız soğutma, tolerans gerekliliklerinden önemli sapmalara yol açabilir. Mühendisler enjeksiyon basıncını, reçine viskozitesini ve dolum süresini izleyerek enjeksiyon işlemi sırasında uygun basınç, ısıtma ve soğutmayı sağlamak için üretim değişkenlerini takip edebilir ve ayarlayabilir.
Reçinenin kalıba eşit şekilde akmasını sağlamak ve büzülme ve eğrilmeyi önlemek için, kapıyı (reçinenin girdiği delik) nereye koyacağınızı bulmanız gerekir.

Karmaşık bir enjeksiyon kalıplı parça yapıyorsanız, reçinenin kalıbı eşit şekilde doldurduğundan ve doğru şekilde soğuduğundan emin olmak için birden fazla kapıya ihtiyacınız olabilir. Ayrıca itici pimleri nereye koyacağınızı da düşünmeniz gerekir.
Parçanın boyutunu bozabilirler çünkü bazı malzemeler kalıptan çıkarıldığında tamamen sert değildir (genellikle döngü süresini kısaltmak için).
Parçanın eğilmemesi ve yüzeyin bozulmaması için pimleri doğru yere koymanız gerekir.

Aletin kendisindeki toleranslar tipik olarak çok sıkı bir şekilde kontrol edilirken (CNC ile işlenmiş bir kalıp kabul edilebilir toleranslar dahilinde olmayan bir bileşen üretiyorsa bir miktar iyileştirme yapılabilir), bu da ürün ekibinin dikkatle incelemesi gereken bir diğer önemli husustur.
Doğru malzemeyi seçerken, kalıp tasarımcıları malzeme büzülmesini hesaba katmak için kalıbı büyük boyutlandırmayı teklif edeceklerdir.
Farklı malzemeler, eşit olmayan kalınlık nedeniyle farklı çekme oranlarına sahiptir. Bunu azaltmak için kalıbı tasarlarken aşağıdaki noktaları göz önünde bulundurmalısınız.

Alet Soğutma
Bilimsel kalıplamada soğutma büyük önem taşır. İyi bir parça ile kötü bir parça arasındaki farkı yaratan şey budur. Soğutma, plastiğin ısıtıldıktan sonra ve dışarı atılmadan önce soğutulması işlemidir.
Soğutma eşit olmalıdır. Aksi takdirde, büzülme, çökme izleri, fırlatma sorunları, çarpılma ve diğer her türlü sorunla karşılaşırsınız. Bu sorunlar parçanın görünüşünü, oturuşunu ve çalışma şeklini etkileyebilir.
Soğutmayı doğru yapmak için soğutma kanallarını kalıpta doğru yerlere koymanız gerekir. Ayrıca enjeksiyon basıncı, reçine kalınlığı ve kalıbı doldurmanın ne kadar sürdüğü gibi şeylere de dikkat etmeniz gerekebilir.

Takım Toleransları
Enjeksiyon kalıpları tipik olarak CNC işleme kullanılarak yapılır, bu da sıkı toleransların elde edilmesine olanak tanır, böylece sürecin ısıtma ve soğutma döngüleri boyunca doğruluk korunur.

Toleranslar, parçanın doğruluğunu bozmadan doğru şekilde soğumasını sağlayacaktır. CNC işleme nedeniyle yaygın değildir, ancak kalıp yaparken toleransları kontrol etmezseniz, bükülme, büzülme ve batma gibi bazı ciddi kusurlar elde edebilirsiniz.
İtici Pim Konumu
İtici pim, enjeksiyon kalıbında bulunan ve nihai ürünü kalıptan dışarı iten bir özelliktir. Pim, ürünü dışarı itmek için belirli bir kuvvetin uygulandığı farklı şekillere (tercihen düz) sahiptir.
Bu nedenle yanlış pozisyonda yerleştirildiğinde bitmiş ürün üzerinde gereksiz girintilere neden olabilir.
Ayrıca, rijit olmayan veya düzensiz soğuyan malzemelerde, ejektör pimleri bitmemiş ürünlerin çatlamasına neden olarak bazı kozmetik kusurlara ve fiziksel anormalliklere yol açabilir.
Kapı Konumu
Kapı, plastiğin kalıba girdiği yerdir. Kapıyı nereye koyacağınıza karar verirken şunları düşünmelisiniz: Kapıyı plastiğin en kalın olduğu yere koyun: Bu, parçanın daha güçlü olmasını ve daha iyi görünmesini sağlayacaktır.

Geçidi plastiğin en kalın olduğu yere yerleştirin: Bu, parçanın daha güçlü olmasını ve daha iyi görünmesini sağlayacaktır. Geçidi plastiğin en kalın olduğu yere yerleştirin: Bu, parçanın daha güçlü olmasını ve daha iyi görünmesini sağlayacaktır. Geçidi, pimler ve diğer parçalar gibi yolunuza çıkan şeylerin olduğu yerlere koymayın.
Kapıyı koşucuyu kötü gösterecek veya parçayı kötü gösterecek bir yere koymayın. Geçit doğru yerde olmalıdır çünkü yanlış yerde olursa parçanın kötü görünmesine ve doğru çalışmamasına neden olur.
Tekrarlanabilir Süreç Kontrolü Uygulayın
Proses kontrolü, üreticilerin parça kalitesini etkileyebilecek değişkenleri nasıl kalibre ettiğidir. Bu değişkenler her üretim sürecinin ayrılmaz bir parçasıdır ve kalibrasyonları sapmaları azaltmaya yardımcı olur. Yaygın değişkenler sıcaklık, basınç ve bekletme süresidir. Bunu başarmanın birkaç yolu şunlardır:

Kalıp ortamını ölçmek ve gerçek zamanlı geri bildirim ve tekrarlanabilir süreç kontrolü sağlamak için kalıba sıcaklık ve basınç sensörleri yerleştirebilirsiniz.
Reçineler yüksek bir termal genleşme katsayısına sahiptir ve sıcaklık değişimleri nedeniyle boyutsal değişikliklere neden olur.
Bu nedenle, parça sabit bir sıcaklıkta işlendiğinde. Üretim süreci, bir parçanın uygulanabilirliğini ve kalitesini etkileyen çok sayıda değişkeni içerir ve süreç kontrolü, sapmaları en aza indirmek için bu değişkenleri kalibre etmenin bir yoludur.

Kalıp takımlarındaki basınç ve sıcaklık sensörleri iyi bir proses kontrolü için önemlidir çünkü bu parametreler hakkında gerçek zamanlı geri bildirim sağlarlar.
Bu, bir şeylerin yanlış gittiğini gördüğünüzde hızlı ayarlamalar yapmanızı sağlar. Bu değişkenleri kontrol altına aldığınızda ve bunları tekrarlayabildiğinizde, kalıp aracı sıkı toleranslara ve çok az varyasyona sahip parçalar üretecektir.
Plastik reçineler genellikle daha yüksek bir termal genleşme katsayısına sahiptir, bu da sıcaklık değiştiğinde boyut değiştirme olasılıklarının daha yüksek olduğu anlamına gelir.

Bu nedenle, daha dar toleranslara sahip parçaların aynı boyutta kaldıklarından ve doğru çalıştıklarından emin olmak için genellikle aynı sıcaklıkta ölçülmeleri gerekir.
Ulaşılabilir Enjeksiyon Kalıplama Toleransları
Gerçek enjeksiyon kalıplama toleransları elde etmek için, plastik kalıp tasarımınıza bazı yapılabilir plastik enjeksiyon kalıplama toleransları koyabilirsiniz. İşte genellikle plastik enjeksiyon kalıplamada kullanılan ana plastikler:
Boyutsal Toleranslar +/- Mm
Doğruluğu korumak zor bir şeydir. Bu nedenle tasarımcılar ölçüm aralığını göstermek için (+/-) sembolünü kullanırlar.

Boyut büyüdükçe her malzemenin farklı bir tolerans aralığı vardır. Yukarıdaki tablo, enjeksiyon kalıplama için ana plastiklerin boyutsal toleranslarını göstermektedir.
Doğruluk/Düzlük Toleransı
Bükülme, plastiğin akış yönünde ve akış yönü boyunca farklı oranlarda büzülmesi nedeniyle meydana gelir. Farklı oranlarda büzülen farklı duvar kalınlıkları nedeniyle meydana gelebilir. Kalıp tasarımını ayarlayarak, daha iyi bir kapı konumu bularak ve süreci kontrol ederek çarpılmayı en aza indirebilirsiniz.

Bununla birlikte, plastik tarafta pratik bir toleransa sahip olmanız gerekebilir çünkü çözgünün 100%'sini çıkarmak zordur.
Delik Çapı Toleransı +/- Mm
Delik ne kadar büyükse, o kadar fazla tolerans düşünmeniz gerekir. Yukarıdaki resim size farklı delik boyutları için toleransları göstermektedir.
Kör Delik Derinliği Toleransı +/- Mm
Kör delikler, iş parçasında sonuna kadar gitmeden bir kesici uç çekirdeği kullanılarak açılan deliklerdir. Bir uçları pimli ve sabittir, bu da güçlü eriyik akış kuvvetleri altında deforme olmalarını daha olası hale getirir. Yukarıdaki şekil kullanabileceğiniz farklı toleransları göstermektedir.

Konsantriklik/Ovalite Toleransı +/- Mm
Burası duvar kalınlığını belirlediğiniz yerdir (dış çap ile iç çap arasındaki fark). Yukarıdaki tabloda farklı toleranslar ve bu toleransı elde etmek için gereken maliyet farkı gösterilmektedir.
Sonuç
Her zaman bir çeşitlilik vardır. enjeksiyon kalıplamaBu nedenle, parçanın montajdan sonra düzgün çalışmasını sağlamak için izin verilen bir sapma aralığı olmalıdır.

Bu nedenle, birden fazla enjeksiyon kalıplı parçaya sahip ürünleri monte ederken enjeksiyon kalıplama toleransları çok önemlidir. Ayrıca, enjeksiyon kalıplama tasarımı, parçaların üretim ve montaj sırasında sıkı toleransları korumasını sağlamak için duvar kalınlığını, çekim açılarını ve patron özelliklerini optimize etmek için üretilebilirlik ilkelerini takip eder.
Enjeksiyon kalıplama toleranslarını kontrol ve optimize ettiğinizde, ürününüzün en iyi şekilde çalışmasına yardımcı olacak izin verilen sapma aralığını belirleyebilirsiniz.

Bunu yapmanın pek çok yolu vardır, ancak hepsi DfM, malzeme seçimi ve süreç kontrolüne bağlıdır. Bu makale, projeniz için bunu yapmanın en yararlı yollarından bazılarını basitleştirmenize yardımcı olur.






