 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama ürünlerinin iyi bir his ve görünüme sahip olmasını sağlamak ve diğer düşük basınçlı kalıplama malzemelerinin avantajlarını dikkate almak için, artık enjeksiyon kalıplama işleminin yüzey katmanı için temel malzeme iskeleti, kumaş ve yumuşak plastik olarak sert plastik kullanmak popülerdir.
Bu tür bir süreç boyunca, geliştirme bakış açısından, enjeksiyon kalıplama iskelet ve daha sonra yumuşak plastik işleminin (insert, ikincil) iyi hissedilen bir katmanının enjeksiyonla kalıplanması pratikliğini gösterecektir çünkü işlemeyi takip etmesi gerekmezken, kumaş, deri düşük basınçlı enjeksiyon kalıplama çok fazla takip işlemine sahiptir.
Düşük Basınçlı Enjeksiyon Kalıplama Nedir?
Düşük Basınçlı Enjeksiyon Kalıplama, kapsüllenmiş bir malzemenin çok düşük bir enjeksiyon basıncında bir kalıba enjekte edilmesi ve hızlı bir şekilde kürlenmesi işlemidir.
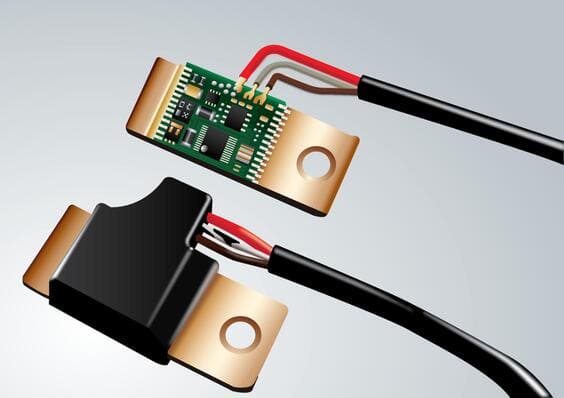
Düşük basınçlı enjeksiyon kalıplama güvenli ve hassas bir işlemdir - yüksek basınçlı enjeksiyon kalıplama ile potting arasında konumlandırılmıştır. Kısa çevrim süreleri ve düşük basınçları ile devre kartı koruması için ideal çözümdür.
Otomotiv endüstrisinde bu proses bazı otomotiv iç döşeme kalıpları ve elektronik bileşen ambalajları için kullanılmaktadır.

Düşük Basınçlı Enjeksiyon Kalıplama Uygulama Örnekleri
İç kısımlar: Çok düşük enjeksiyon basıncı (300-600 Bar) kullanılarak, PVC kaplamalar veya örme kumaşlar kalıplama işlemine eklenir.
Yaygın olarak kullanılan malzeme türleri şunlardır: deri, PVC deri, PP-Köpüklü TPO deri, PUR deri, dokuma olmayan kumaşlı örme kumaş ve elyaf keçe ile yüzey malzemesi ve iskelet malzemesi arasındaki kompozit enjeksiyon; birçok orta ila üst düzey otomobil iç parçası, Mercedes-Benz, BMW kapı paneli ekleri vb. gibi düşük basınçlı enjeksiyon kalıplama işlemini kullanır.
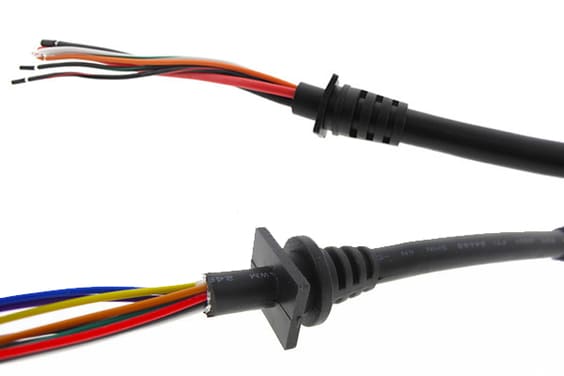
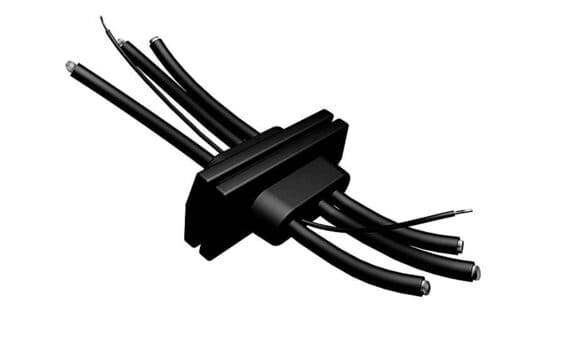
Elektronik bileşenlerin kapsüllenmesi: Kapsülleme işlemi, kapsülleme malzemesi tüketimini kalıba enjekte etmek için çok küçük bir enjeksiyon basıncı (1.5 ~ 40bar) kullanır ve hızlı bir şekilde sertleştirir (5 ~ 50 saniye).
için kullanılan basınç ve sıcaklık düşük basınçlı enjeksiyon kalıplama normal enjeksiyon kalıplama sürecinden çok daha düşüktür ve süreç nispeten basittir ve yüksek ekipman ve kalıp gerektirmez.
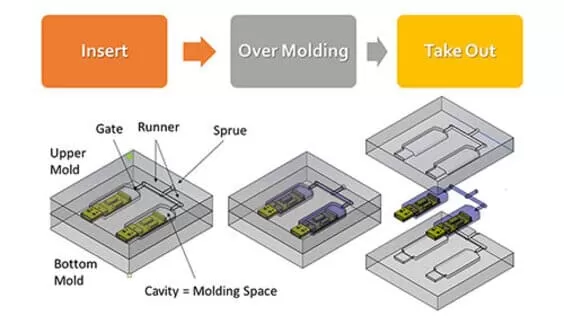
Düşük Basınçlı Enjeksiyon Kalıplama Süreci
Süreç aşağıdaki gibidir:
Düşük Basınçlı Enjeksiyon Kalıplama kumaşın/cildin doğrudan ürün üzerine kalıplandığı IMD'ye benzer bir kalıp içi montaj tekniğidir (enjeksiyon basıncı çok yüksekse kumaş zarar görür).
Kalıplama sürecinin özelliklerine göre, iki tür düşük basınçlı enjeksiyon kalıplama vardır: açık kalıp ve kapalı kalıp.
Aradaki fark, kalıp kapatıldığında hareketli ve sabit kalıplar arasında belirli bir boşluk olup olmamasında yatmaktadır.
Doldurma işlemi boyunca, hassas miktarda eriyik sorunsuz bir şekilde enjekte edilir (kumaş üzerindeki plastik eriyik akışı pürüzsüz bir kalıp boşluğundan çok daha yavaştır), bu nedenle kumaş düşük basınçlı enjeksiyon kalıpları sıradan kalıplardan daha fazla kapıya sahiptir.
Düşük Basınçlı Enjeksiyon Kalıplama Özellikleri
1. Avantajlar
a. Yüksek mukavemetli, deri malzemesi plastik taban malzemesi ile bütünleşiktir, düşme olasılığı yoktur
b. Yüksek kalıplama verimliliği, daha çevre dostu, kaplama işlemi için tutkal uygulama işlemi gerekmez, araçtaki hava kalitesini iyileştirir
c. İç yapı keyfi olarak tasarlanabilir ve yüzey modelleme özgürlüğü kaplama işleminden daha büyüktür, modelleme özellikleri daha nettir, ürün güzeldir ve konfor yüksektir.
2. Dezavantajlar
a. Bu düşük basinçli kaliplama süreç daha karmaşıktır, kalıbın etkisine ve kumaş/PVC derisinin sünekliğine karşı savunmasızdır ve hurda oranı nispeten yüksektir
b. Desen tutma, yüksek esnemede, üç boyutlu desen algısı zayıftır
c. Daha yüksek kalıp maliyeti ve daha pahalı kumaşlar
Yukarıdaki avantaj ve dezavantajlar göz önünde bulundurulduğunda, düşük basınçlı enjeksiyon kalıplama aşağıdaki özelliklere sahiptir.
Kalıp: kapanma boşluğu olan ayırma yüzeyi; kapı sıralı valf tarafından kontrol edilir (valf tipi sıcak yolluk tarafından kontrol edilir)
Manipülatör: hem kumaş sıkıştırma fonksiyonu hem de ürün alma fonksiyonu
Kompozit katman: PVC/PU; kumaş vb.
İskelet malzemesi: daha iyi akışkanlığa sahip modifiye PP ve PC/ABS, vb.

Düşük Basınçlı Enjeksiyon Kalıplama önemli etkileyen faktörler
Kumaş; kumaş bileşimi: dokumasız katman, sünger katman, köpük katman, yüzey örme kumaş katman veya yumuşak plastik katman (PVC) içerebilir.
Kumaş performansı: boyuna statik uzama, boyuna artık uzama, enine statik uzama, enine artık uzama; kumaş uzaması daha büyüktür, deformasyonu kolay değildir, kırışıklıklar daha belirgin olacaktır kumaş uzaması daha küçüktür, deformasyonu kolaydır, kırışması kolay değildir.
Kalıp yapısı: genellikle nokta kapısı sıralı valf şeklinde seçilir ve kapı sayısı normalden daha fazladır enjeksiyon kalıplama iskelet malzemesi, ürünün toplam uzunluğu L = 1000mm, duvar kalınlığı T = 2.5mm, kapı sayısının önerilen değeri = 1000/2.5/FPP malzeme F değeri 100'den az, ABS veya PC malzemesi 80'den az.
Boşluklu egzoz tasarımı: PVC derinin yapısı enjeksiyon kalıbı kumaş enjeksiyon kalıbı ile aynıdır, ancak boşluğun ve çekirdek alanının egzozuna odaklanır.
Diğer teknik gereksinimler: Ürünün köşesindeki R açısı 3.0'dan az olmamalıdır; Ürünün büzülmesini önlemek için ürün tutkal ucunun kalınlığının tasarımı çok kalın olmamalıdır,
Tendon ucunun kalınlığı tutkal ucunun kalınlığının 3/5'ini geçmemelidir; derin delikli ürünlerin bölünmesi gerekir; ürün görünümünün kenarının kumaş işyerini ters sarması gerekir, ürünün arkasında bir tendon ucu olmamalıdır, vb.

Düşük Basınçlı Enjeksiyon Kalıplama Plastik Akışkanlığı
Plastik akışkanlık indeksi, erime indeksi MI değeridir. Hepimizin bildiği gibi, kumaş üzerindeki plastik akışı pürüzsüz kalıp boşluğuna göre çok daha yavaştır, bu nedenle kumaş düşük basınçlı enjeksiyon kalıpları sıradan kalıplardan daha fazla kapıya sahiptir.
Yavaş akış hızı kaçınılmaz olarak yapıştırma izleri, eksik malzeme vb. gibi ürünün diğer görünüm sorunlarını etkileyecektir.
Genel olarak, PP malzemenin MI değeri 20 ila 55 arasındadır, bu da ürün geliştirmede ithal kumaşları ve ithal plastik parçacıkları körü körüne kullanmamamızı gerektirir.
Bunlar kombinasyonun uygulanmasından sonra gerekli olduğundan, her zamanki gibi iyi, yerli malzeme ile kalıplandığı sürece, nitelikli düşük basınçlı kalıplama ürünleri yapabilir.

Düşük Basınçlı Enjeksiyon Kalıplarının Yapısı
Genellikle, bu tür bir kalıbın ejektörü, her bir kapının malzeme miktarını kontrol etmek için valf kapısını kullanarak sabit kalıptadır, sabit kalıp preslenmiş bir kumaş çerçevesine sahiptir ve sabit kalıp, kumaşı sabitlemek için bir kumaş pimine veya hava vantuzuna sahiptir.
Düşük Basınçlı Enjeksiyon Kalıplama yaygın kusurlar ve kullanım önlemleri
(1) Malzeme eksikliği: Ürünün keskin köşeleri malzeme eksikliğine yatkındır.
(2) Sızma: Ürünün köşesi sızmaya eğilimlidir, nedeni: sızma kısmı kapı sıcaklığı çok yüksektir; kalıp sıcaklığı çok yüksektir; sızma kısmı kapı malzeme miktarı kontrolü çok fazladır.
(3) Penetrasyon: Ürünün keskin köşesinin penetrasyon görünmesi kolaydır, nedeni: düşük basınçlı kalıplama malzemesi miktarı veya hızı penetrasyon içindeki boşluktan erimiş plastiği arttırdığında, bir boşluk ile ayırma yüzeyinin keskin köşesi, önce dokunmamış kumaşı sürün ve ardından yüzey kumaşına nüfuz edin.
Keskin köşelerdeki duvar kalınlığı çok kalındır, bu nedenle kumaşın malzemeden sızmasını veya parçalanmasını önlemek için kalıbın keskin köşelerindeki duvar kalınlığı nispeten incedir.
(4) Kumaş basınç kırılması Nedeni: Genellikle düşük basınçlı enjeksiyon kalıbında kullanılan kalıp sıcaklığı düşüktür (10-15 derece), pas önleyici önlemler iyi yapılmazsa, preslenmiş kumaş çerçevesi ve sürgü ayırma yüzeyinde pas lekeleri üretecek, bu da kumaş üzerinde aşırı basınç ve kumaşın sınırlı sünekliği üretecek, böylece kumaş kırılacaktır.
PVC Deri Düşük Basınçlı Enjeksiyon Kalıplamanın Özellikleri
1. PVC derinin doğası
Kumaş ile karşılaştırıldığında, ikisi arasında birçok fark vardır. Her şeyden önce, egzoz: kumaş gözeneklidir ve yapısını kaybeder, bu nedenle gazın içeriden dışarı akması kolaydır; PVC deri ise yüzeyde bir PVC plastik tabakasıdır, bu nedenle gazın içeriden dışarı akması zordur.
İkinci olarak, alt tabaka: kumaş alt tabaka dokunmamış kumaştır, bu nedenle erimiş plastiğe karşı akış direnci oldukça büyüktür; PVC deri alt tabaka plastik bir köpük tabakası iken, yüzey pürüzsüzdür ve erimiş plastiğe karşı akış direnci küçüktür.
Sonra süneklik: yapı boşluğu büyük olduktan sonra kumaş uzantısı, erimiş plastik daha kolay nüfuz eder; PVC deri uzantısı hala güçlü bir dirence sahiptir ve erimiş plastiğin nüfuz etmesi kolay değildir.
2. Kalıp yapısı
Kumaş enjeksiyon kalıplama ile karşılaştırıldığında, en büyük fark boşluk egzozunun tasarımında yatmaktadır, PVC deri enjeksiyon kalıbının yapısı kumaş enjeksiyon kalıbıtek farkı boşluk ve çekirdek alanı egzozuna odaklanmasıdır.
Erimiş plastik enjekte edildiğinde kapandıktan sonra çekirdek ve boşluk içinde hava bulunduğundan, içerideki hava yavaşça sıkıştırılır, gaz zamanında boşaltılmazsa, kaçınılmaz olarak dolguda büyük sorunlara ve birçok kusura neden olur. Yapışma izleri, büzülme ve kavrulma gibi.
3. Yaygın kusurlar ve kullanım önlemleri
(1) Ürün yüzeyinde büzülme
Neden Kalıp ayırma yüzeyleri arasındaki boşluk çok büyüktür, bu da malzemenin kaçmasına neden olur, bu da sıkıştırılmamış malzeme ihtiyacına ve dolayısıyla büzülmeye neden olur;
Sıradan enjeksiyon kalıplamatakviye çubuklarının bulunduğu ürünün kalın cidarında, zayıf soğutma nedeniyle, büzülmeden kaynaklanan hacim küçülmesine neden olur.
(2) Erime işaretleri
Sebep: Kalıp boşluğu ve maça iyi boşaltılmazsa, cephelerin birleştiği kapının önündeki hava sıkışır ve doğal olarak kaynaşamaz ve izlerin kombinasyonu cilde yansıyarak belirgin füzyon izlerine neden olabilir ve görünümü etkileyebilir.
Tabii ki, sıradan plasti̇k enjeksi̇yon kaliplamaDüşük kalıp sıcaklığı ve düşük plastik eriyik sıcaklığı da füzyon izlerinde belirgin kusurlara neden olacaktır.
(3) Deri ezilmiştir
Sebep: Kumaş enjeksiyon kalıplama gibi, kalıp sıcaklığı düşük basınçlı enjeksiyon kalıbı genellikle düşüktür (10-15 derece), pas önleme tedbirleri iyi yapılmazsa, preslenmiş kumaş çerçeve ve sürgü ayırma yüzeyinde pas lekeleri oluşacak ve üretim sırasında epidermis üzerindeki basınç aşırı olacak ve epidermisin sünekliği sınırlanacak, böylece epidermis kırılacaktır.
(4) Yolluk boyunca eritin
Sebep: Plastikleştirilmiş erimiş plastik kapıdan enjekte edilir, kesme, ısıtma çemberine maruz kalır, açık kalıp enjeksiyonu ve mesafe artarsa merkezi konum sıcaklığı yüksektir, eriyik fenomenini etkili bir şekilde koruyabilir; kapıyı, sıcaklığı, kalıp sıcaklığını azaltabilir, ancak aynı zamanda reçine likidite problemlerini de hesaba katması gerekir, aksi takdirde malzeme eksikliği olabilir.







