 İçeriğe geç
İçeriğe geç 

Giriş: Enjeksiyon kalıplamada çapaklar yaygın bir enjeksiyon kalıplama oluşabilecek kusurlar. Bazıları kalıp tasarımı ve üretimiyle ilgili sorunlardan kaynaklanırken, diğerleri enjeksiyon kalıplama süreciyle ilgili sorunlardan kaynaklanır.

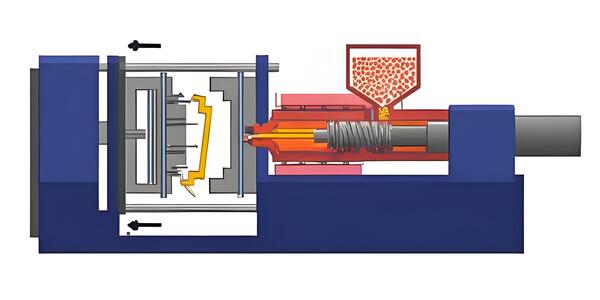
Bugün, çapakların neden oluştuğuna bir göz atacağız. Çapaklar genellikle erimiş malzemenin hareketli ve sabit kalıplar arasında aktığı yer olan ayırma hattında, kızağın kayan kısmında, kesici uçlar arasındaki boşlukta, ejektör pimi deliğinde vb. meydana gelir ve parçalarda aşırı parlamaya neden olur.

Bu parlama, kalıplama sırasında bir kaldıraç görevi görür, bu da parlamayı daha da artırarak kalıbın yerel olarak çökmesine neden olur ve kalıplama sırasında artan parlama kısır döngüsü oluşturur. Enjeksiyon kalıplama hataları genellikle aşırı enjeksiyon basıncında meydana gelir ve kalıp boşluğu aralığında çapaklara neden olur.

Bu nedenle, başlangıçta parlama bulunursa, kalıp mümkün olan en kısa sürede kesilmelidir. Bu makale esas olarak parlamanın nedenlerini ve nasıl çözüleceğini tartışmaktadır.

Çapakların Nedenleri Nelerdir?
Yetersiz Sıkıştırma Kuvveti
Sıkıştırma kuvveti, kalıplanan parçanın öngörülen alanına kıyasla küçükse, enjeksiyon basıncı hareketli ve sabit kalıplar arasında bir boşluğa neden olacak ve bu da parlamaya yol açacaktır.

Bu durum özellikle yan kapak parçanın merkezine yakın yerleştirildiğinde geçerlidir, çünkü bu tür bir kapak daha yüksek enjeksiyon basıncı gerektirir ve parlamaya neden olma olasılığı daha yüksektir.

Enjeksiyon basıncını düşürerek veya sıkıştırma kuvvetini artırarak bu sorunu çözebilirsiniz. Bazen, düşük basınçlı kalıplama için iyi akan bir plastik kullanırsanız, gerçekten iyi çalışır.

Yerel Kalıp Sıkı Bir Şekilde Eşleşmiyor
Dinamik ve statik kalıpların gevşek kelepçelenmesi probleminden bahsedelim. Kalıbın kendisi sıkıca kelepçelenmiş olsa da, kalıplamak için mafsal tipi kelepçeleme mekanizmasına sahip bir enjeksiyon kalıplama makinesi kullandığımızda, genellikle zayıf kalıp paralelliği veya kelepçeleme cihazının zayıf ayarlanmasından kaynaklanır.
Sol ve sağ taraflarda dengesiz sıkıştırma gibi, yani sol ve sağ tarafların sadece bir tarafı kilitlenir ve diğer taraf sıkıca tutturulmaz. Şu anda, dengelemek ve genişletmek için bağlantı çubuklarını (iki veya dört bağlantı çubuğu) ayarlamalıyız.

Ayrıca, zayıf kalıp eşleşmesinin neden olduğu bir başka gevşek uyum daha vardır. Özellikle parçanın merkezinde bir kalıplama deliği olduğunda, bu parçanın destekleyici rolü nedeniyle, sıkıştırma kuvveti yeterli olmadığında çapaklar da ortaya çıkmaya meyillidir.
Diğer bir tip ise kayar maçadır. Hareketli maça hareketli bir mekanizma olduğu için sık sık çapaklar meydana gelir, bu nedenle kayar maçanın eşleşmesi çok önemlidir. Özellikle sol ve sağ bölünmüş yarım kalıp için, yan tarafının yansıtılan alanı da kalıplama basıncından etkilenir.

Tasarım bu basınca tam olarak dayanamazsa, çapaklar sıklıkla ortaya çıkacaktır. Kesici uçlar ve fırlatma pimi arasındaki boşlukla ilgili olarak, sadece çapaklar kısır bir döngü içinde artmakla kalmayacak, aynı zamanda fırlatma direnci de artacaktır.
Kalıp Sapması Nedeniyle
Kalıp yeterince orijinal değilse, enjeksiyon basıncı tarafından saptırılacaktır. Bu sırada, merkeze yakın bir delik varsa, deliğin etrafında çapaklar oluşacaktır; ve yan kapı merkez delik kullanılarak açıldığında, delik ve yolluk etrafında da çapaklar oluşacaktır. bu nedenle oluşan çapaklar kötü kalıp imalatından kaynaklanır, bu nedenle onarılması zordur. Kalıbın güçlendirilmesi çapakları azaltabilir.

Makul Olmayan Kalıp Yapısı
Kalıbın yapısı, kalıplanan parçaların kalitesi üzerinde büyük bir etkiye sahiptir. Kalıp yapısı iyi değilse, kalıplanan parçalarda çapaklar olacaktır. Örneğin, kalıpta keskin köşeler varsa, malzeme sıkışacak ve gerilecek ve çapaklar oluşacaktır.
Kalıp tasarımı, ürün kalitesini etkileyen önemli faktörlerden biridir. Kalıp yapısının tasarımında, kalıbın yapısı ve işleme doğruluğu gereksinimleri yeterince dikkate alınmaz, bu da düzensiz kalıp yüzeyi işleme, yetersiz başlangıç açısı ve çapaklara neden olacak diğer sorunlarla sonuçlanır.

Kötü Kalıp Yüzey İşlemi
Kalıp yüzeyini kullandığınızda, aşınacak ve ısıdan dolayı çatlaklar oluşacaktır. Kalıp yüzeyine doğru işlem yapmazsanız, çapaklar da oluşur.
Kalıp Yüzeyinde Yabancı Madde
Kalıp birleşme yüzeyinde yabancı madde varsa, kaçınılmaz olarak çapaklar oluşacaktır. Bu nedenle, kalıp üretime başlamadan önce kalıbın yüzeyini kontrol etmemiz gerekir, ayrıca kalıp üretildikten sonra, zamanında temizlemeye ve günlük bakım yapmaya da dikkat etmeliyiz, bu sadece kalıp problemlerinin oluşumunu azaltmakla kalmayacak, aynı zamanda kalıbın hizmet ömrünü de uzatacaktır.

Çok Fazla Eriyik Enjeksiyonu
Normalde böyle bir şey olmaz. Genellikle, makine parametrelerini ayarlarken, yerel olarak malzemeniz az olduğundan veya büzülmeyi önlemek için çok fazla eriyik enjekte ettiğinizden, kalıp şişkinleşir ve parlama elde edersiniz. Kalıplamak için enjeksiyon süresini veya bekletme süresini artırmanız gerekir.
Plastik Akışkanlığı Çok İyi
Eriyik akışının iyi olması parlama olacağı anlamına gelmez. Ancak, eriyik akışı çok iyiyse, en küçük boşluklara girebilir ve parlamaya neden olabilir. Parlamadan kurtulmak için eriyik sıcaklığını veya enjeksiyon basıncını düşürebilir ya da kalıp sıcaklığını veya enjeksiyon hızını azaltabilirsiniz.
Hammadde Kalite Sorunları
Enjeksiyonla kalıplanmış parçaların çapaklanması hammadde sorunundan kaynaklanabilir. Örneğin, farklı boyutlardaki plastik partiküller ve çok fazla kirlilik, enjeksiyonla kalıplanmış parçaların kalıplama kalitesini etkileyecektir. Şu anda, hammaddelerin seçimi ve taranması ve kurutma işlemi ile başlamak gerekir.
Yanlış Malzeme Seçimi
Seçtiğiniz malzemeler aşağıdakiler için de önemlidir enjeksiyon kalıplama başarı. Seçtiğiniz plastik çok yüksek bir sıcaklıkta erirse, zayıf plastik akışına neden olabilir ve çapak oluşturabilir. Malzemedeki kirlilikler de çapaklara neden olabilir.

Enjeksiyon Kalıplama Sıcaklığı ve Basıncının Yanlış Kontrolü
Enjeksiyon kalıplamaya başlamadan önce, enjeksiyon kalıplama sıcaklığını ve basıncını kontrol etmeniz gerekir. Sıcaklık ve basınç çok yüksek veya çok düşükse, kalıplanmış ürünün kalitesini etkileyecektir. örneğin, sıcaklık çok yüksekse, plastik iyi akmayacaktır ve sıcaklık çok düşükse, ürün zayıf bir yüzey kaplamasına sahip olacak ve çok fazla çapak olacaktır.
Enjeksiyon basıncı, enjeksiyon kalıplama sürecinde çok önemli bir faktördür. Enjeksiyon basıncı dengesizse, erimiş plastik düzgün bir şekilde akmayacak ve plastiğin kalıp içinde sıkışmasına ve kesilmesine neden olarak çapaklara yol açacaktır.
Makul Olmayan Enjeksiyon Kalıplama Proses Parametreleri
Enjeksiyonla kalıplanmış parça çapaklarının oluşumu, enjeksiyon kalıplama işleminin parametreleriyle de ilgilidir, örneğin enjeksiyon sıcaklığı, basınç ve hız gibi parametrelerin makul olmayan ayarları, enjeksiyonla kalıplanmış parça çapaklarına neden olacaktır. Çözüm, enjeksiyon kalıplama kalitesini sağlamak için her parametreyi özel duruma göre tek tek ayarlamaktır.
Enjeksiyon kalıplama işlemi standartlaştırılmamışsa veya yanlış işletiliyorsa, enjeksiyonla kalıplanmış parça çapaklarına da neden olacaktır. Örneğin, enjeksiyon kalıplama sırasında dengesiz sıcaklık, çok uzun enjeksiyon süresi vb. enjeksiyonla kalıplanmış parçalar üzerinde olumsuz bir etkiye sahip olacaktır.
Kalıp Yapısı Tasarım Sorunları
Enjeksiyonla kalıplanmış parçalarda çapak oluşumu kalıp yapısının tasarımıyla da ilgili olabilir. Kalıbın çapakların göründüğü kısmı, kalıpta kalan artık gazdan kaynaklanıyor olabilir veya kalıpta delikler olabilir. Kalıp yapısının enjeksiyon kalıplama işleminin gereksinimlerini karşıladığından emin olmak için kalıbın kontrol edilmesi ve iyileştirilmesi gerekir.
Enjeksiyon Kalıplama Makinesi Ekipman Sorunları
Enjeksiyonla kalıplanmış parça çapaklarının oluşması, enjeksiyon kalıplama makinesi ekipmanının kendisiyle ilgili sorunlarla da ilgili olabilir. Enjeksiyon kalıplama makinesinde dengesiz basınç ve eşit olmayan sıcaklık gibi sorunlar varsa, enjeksiyonla kalıplanmış parçalarda çapaklara neden olacaktır. Şu anda, enjeksiyon kalıplama makinesinin incelenmesi ve onarılması gerekir.

Enjeksiyon Kalıplı Parçalarda Çapakları Önlemenin ve Çözmenin Yolları Nelerdir?
Kalıp Yapısını İyileştirin
Çapakları önlemek için kalıp yapısını iyileştirmek önemlidir. Kalıbı tasarlarken, kenar geçişlerinin işlenmesine dikkat edin ve ekstrüzyonu ve kesmeyi azaltmak için kalıbın temas yüzeyini en aza indirin. Kalıp yüzey doğruluğunu ve işleme kalitesini iyileştirmek ve çapak oluşumunu azaltmak için, kalıp yapısındaki ve işleme doğruluğundaki eksikliklere göre kalıbı iyileştirebilir ve tasarlayabilirsiniz.
Kalıp Çapak Alma
Enjeksiyon kalıplamaya başlamadan önce, kalıp yüzeyini pürüzsüz ve düz tutmak ve çapakların oluşmasını önlemek için hazırlamanız gerekir Çapak alma işlemi, üretim kalıpları ve zımbalar kullanılarak yapılır. Belirli bir kalıp (kaba kalıp + ince kalıp) üretim maliyeti gerektirir ve ayrıca plastik bir kalıp gerektirebilir. Basit ayırma yüzeylerine sahip ürünler için uygundur ve verimlilik ve çapak alma etkisi manuelden daha iyidir.

Doğru Plastik Malzeme Seçimi
Çapak sorununu çözmenin anahtarı doğru plastik malzemeyi seçmektir. Malzemeyi enjeksiyon kalıplı ürünün özelliklerine ve gereksinimlerine göre seçin ve malzemenin saflığına ve erime noktasına dikkat edin.
Doğru Malzemeyi Kullanın
Malzeme seçimi aynı zamanda ürün yüzeyinin kalitesini de etkileyecektir. Bazı malzemeler çapaklanmaya yatkınken, diğerlerinin çapak üretme olasılığı nispeten daha düşüktür, bu nedenle enjeksiyon kalıplama malzemelerini seçerken, malzemenin özelliklerini ve uygulanabilirliğini göz önünde bulundurun ve çapak üretme olasılığı daha düşük olan malzemeleri seçin.

Kalıp imalatı söz konusu olduğunda, doğru kalıplama malzemesini seçmek de çapakları azaltmanın anahtarıdır. Aşınmaya dayanıklı malzemeler gibi bazı iyi malzemelerin seçilmesi, kalıp yüzeyinin aşınmasını etkili bir şekilde azaltabilir ve çapak oluşumunu önleyebilir.
Enjeksiyon Basıncını Makul Bir Şekilde Ayarlayın
Çapakları önlemek için, enjeksiyon kalıplama işlemi sırasında enjeksiyon basıncını dengelemeniz gerekir. Enjeksiyon kalıplama işlemi sırasında, plastiğin düzgün bir şekilde akmasını sağlamak için enjeksiyon basıncı plastik malzemenin özelliklerine ve kalıbın yapısına göre makul bir şekilde ayarlanmalıdır.
Standartlaştırılmış Bir Enjeksiyon Kalıplama Süreci Uygulayın
Enjeksiyon kalıplamadan önce, çapakları önlemek için enjeksiyon sıcaklığını ve basıncını kontrol edebilirsiniz. Ayrıca, kalıp sıcaklığını ve basıncını uygun şekilde ayarlamanız gerekir Çapakları önlemek için standartlaştırılmış bir enjeksiyon kalıplama sürecine sahip olmanız gerekir. Enjeksiyon kalıplama yaparken sıcaklık, enjeksiyon süresi ve enjeksiyon hızı gibi şeyleri kontrol etmeniz gerekir. Yanlış bir şey yapmak veya garip bir şey olmasını istemezsiniz.
Kalıp tasarımını ve imalatını daha iyi yapın: Kalıp tasarımını ve üretimini daha iyi yaparak daha az çapak oluşturabilirsiniz. İlk olarak, çapak olmaması için kalıp çıkış tasarımının iyi olduğundan emin olun. İkinci olarak, kalıp işlemeyi daha doğru yapın, kalıp yüzeyini daha iyi hale getirin ve daha az çapak yapın.
Enjeksiyon Kalıplama Proses Parametrelerini Ayarlama
Çapakları azaltmak için makul enjeksiyon kalıplama işlemi parametrelerini ayarlamak önemlidir. Ürün yüzeyindeki çapakları azaltmak için enjeksiyon kalıplama sıcaklığını, enjeksiyon kalıplama basıncını, enjeksiyon kalıplama hızını ve diğer parametreleri uygun şekilde ayarlayabilirsiniz. enjeksiyon kalıplama süreçleriçapak oluşumunu azaltmak için çok aşamalı enjeksiyon kalıplama, ters enjeksiyon kalıplama vb.
İşlem Sonrası Süreç
Ürün üzerinde çapaklar varsa, çapakları gidermek için bazı işlem sonrası yöntemler kullanabilirsiniz. Yaygın son işlem yöntemleri arasında taşlama, parlatma, kumlama vb. bulunur. Bu yöntemler sayesinde ürünün yüzeyindeki çapaklar etkili bir şekilde giderilebilir ve ürünün kalitesi iyileştirilebilir.

Büyük Plastik Çapakların Periyodik Olarak Kırpılması
Çiziklerin neden olduğu büyük çapakların düşmesini önlemek için, bunları düzenli olarak bir bıçakla düzeltmek gerekir. Aynı zamanda, çapakların kaynağının kontrol edilmesi önerilir, örneğin çapakların çalışanların çizmek için çok keskin aletler kullanmasından mı kaynaklandığı yoksa çapakların yanlış işlemden mi kaynaklandığı gibi.
Bu yöntemin avantajları, kullanımının kolay olması ve özel yatırım gerektirmemesidir, ancak düzeltme yöntemi verimsizdir ve küçük çapaklar için uygun değildir.

Manuel Çapak Alma
Genel işletmeler de yardımcı alet olarak eğe, zımpara kağıdı ve taşlama kafaları kullanarak bu yöntemi kullanır. Manuel eğeler ve pnömatik eğeler vardır İşçilik maliyeti nispeten yüksektir, verimlilik çok yüksek değildir ve karmaşık çapraz delikleri çıkarmak zordur. İşçiler için teknik gereksinimler çok yüksek değildir ve küçük çapaklı ve basit ürün yapılarına sahip ürünler için uygundur.

Taşlama ve Çapak Alma
Bu tür çapak alma, titreşim, kumlama, silindirler ve diğer yöntemleri içerir. Şu anda işletmeler tarafından kullanılan yöntemler şunlardır: Temiz bir şekilde çıkarılmama sorunu vardır ve kalan çapakların manuel olarak işlenmesi veya diğer yöntemlerle çapaklarının alınması gerekebilir. Küçük ve büyük ürün partileri için uygundur.

Dondurarak Çapak Alma
Çapaklar soğutularak hızlı bir şekilde kırılgan hale getirilir ve ardından çapakları çıkarmak için mermi fırlatılır. Ekipman fiyatı yaklaşık 200.000 ila 300.000 yuan arasındadır. İnce duvarlı ve küçük hacimli ürünler için uygundur.

Termal Çapak Alma
Termal çapak alma ve patlama çapak alma olarak da bilinir. Ekipman fırınına bir miktar yanıcı gaz geçirilerek ve ardından gazın anında patlamasını sağlamak için belirli ortam ve koşullar kullanılarak, patlamanın ürettiği enerji çapakları çözmek ve çıkarmak için kullanılır.

Ekipman pahalıdır (milyonlarca dolar), yüksek işletim teknolojisi gereksinimlerine, düşük verimliliğe ve büyük yan etkilere (pas, deformasyon) sahiptir. Esas olarak otomobiller ve havacılık için hassas parçalar gibi bazı yüksek hassasiyetli parçalarda kullanılır.
Kimyasal Çapak Alma
Elektrokimyasal reaksiyon prensibini kullanarak, metal parçalar otomatik ve seçici olarak çapaktan arındırılır. Çıkarılması zor olan iç çapaklar ve pompa ve valf gibi ürünlerdeki küçük çapaklar (kalınlık 7 telden az) için uygundur.

Elektrolitik Çapak Alma
Metal parçalardaki çapakları gidermek için elektroliz kullanan bir elektrolitik işleme yöntemi. Elektrolit aşındırıcıdır ve çapaklara yakın parçalar da elektrolize uğrayacaktır. Yüzey orijinal parlaklığını kaybedecek ve hatta boyutsal doğruluğu etkileyecektir.
Çapak alma işleminden sonra iş parçası temizlenmeli ve paslanmaya karşı korunmalıdır. Elektrolitik çapak alma, gizli deliklerden veya karmaşık şekilli parçalardan çapakları çıkarmak için uygundur. Yüksek üretim verimliliğine sahiptir ve çapak alma süresi genellikle sadece birkaç saniye ila onlarca saniye sürer. dişlilerin, bağlantı çubuklarının, valf gövdelerinin, krank mili yağ kanalı deliklerinin çapaklarının alınması ve keskin köşelerin yuvarlatılması için uygundur.

Yüksek Basınçlı Su Jeti Çapak Alma
Ortam olarak suyu kullanarak, işlemden sonra oluşan çapakları ve parlamayı gidermek için suyun anlık darbe kuvvetini kullanır ve aynı zamanda temizleme amacına ulaşır. ekipman pahalıdır ve esas olarak otomobillerin kalbinde ve mühendislik makinelerinin hidrolik kontrol sistemlerinde kullanılır.
Özet
Bu makale, enjeksiyon kalıplı ürünlerdeki çapakların nedenleri ve çözümleri hakkındadır. Çapaklar temel olarak yetersiz sıkıştırma kuvveti, gevşek kalıp uyumu, kalıp sapması, mantıksız yapı, zayıf yüzey işlemi, hammadde sorunları ve enjeksiyon kalıplama parametrelerinin yanlış kontrolünden kaynaklanır.

Bu sorunları çözmek için kalıp yapısının ve tasarımının iyileştirilmesi, uygun malzemelerin seçilmesi, enjeksiyon basıncının makul bir şekilde ayarlanması, standartlaştırılmış enjeksiyon kalıplama sürecive taşlama ve parlatma gibi işlem sonrası süreçleri benimser.
Buna ek olarak, proses parametrelerini optimize ederek ve düzenli düzeltme yaparak çapakların görünümü etkili bir şekilde azaltılabilir ve enjeksiyon kalıplı parçaların genel kalitesi iyileştirilebilir.







