 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama yoluyla parça üretimi, hassasiyet ve kontrolün özüdür. Basit plastik oyuncaklardan otomotiv bileşenlerine kadar çeşitli ürünlerde basınç, bu parçaların son derece hassas bir şekilde üretilmesinde ayrılmaz bir rol oynar.
Başarılı üretim sonuçları için zaman içinde test edilmiş bu süreci tasarlarken veya kullanırken her bir enjekte edilen basınç türünü anlamak çok önemlidir.
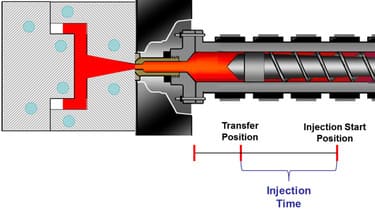
1. Enjeksiyon basıncı
Enjeksiyon basıncı, aşağıdakilerin önemli bir unsurudur enjeksiyon kalıplama operasyonları. Bu önemli faktör, üretilen ürünlerin kalitesini ve tutarlılığını etkiler, bu nedenle kalıplara girerken erimiş malzemeye uygulanan basınçlar üzerinde hassas kontrol şarttır.
Silindirlerdeki pistonları veya vidaları tahrik eden yüksek güçlü hidrolik veya elektrikli motorlar tarafından üretilen bu tür makinelerdeki ortalama enjeksiyon basıncı 10 bin psi ile 100 bin psi arasında değişmektedir.
Erimiş malzemenin enjeksiyon basıncı karmaşık bir ölçüdür ve kesin değeri, söz konusu malzemenin türüne ve viskozitesine ve ayrıca parça boyutu/şekli gibi üretim sürecini çevreleyen faktörlere bağlıdır. enjeksiyon kalıbı karmaşıklık. Bu önemli metrik, bar veya megapaskal (MPa) cinsinden ölçülebilir.
2. Sıkıştırma basıncı
sırasında enjeksiyon kalıplama sürecinde, sıkıştırma basıncı erimiş malzemenin dışarı sızmasını önlemede ve nihai ürünün istenen şeklini korumada çok önemli bir rol oynar.
Bu eksenel kuvvet tipik olarak bir enjeksiyon kalıplama Makinenin mafsal veya hidrolik mekanizması - genellikle ton veya kiloNewton (kN) cinsinden ölçülür. Bu olmadan hassas plastik parçalara ulaşmak mümkün olmazdı.
3. Geri basınç
Geri basınç aşağıdakilerde önemli bir rol oynar enjeksiyon kalıplama Erimiş malzemenin plastik parçaya doğru ve tutarlı bir şekilde akmasını sağladığı için süreç.
Bu sınır itme kuvveti, bir sınır itme kuvvetinin ayarlanmasıyla elde edilir. enjeksiyon kalıplama makinenin vidası veya pistonu - yüzey kalitesi ve boyutsal doğruluk gibi hassas nitelikler üretmek için hassas bir şekilde ölçülür. Mükemmel geri basınç uygulaması sayesinde, her proje için mükemmel ürün özellikleri gerçekleştirilebilir!
Kötü bakımlı sırt enjeksiyon kalıplama Basınç, çok kalın ve dengesizliğe eğilimli parçalardan zayıf doluma kadar çok çeşitli sorunlara yol açabilir. Kalite kontrolü ve tatmin edici sonuçlar elde etmek için bu süreçte hassas yönetim kritik önem taşır.

4. Tutma basıncı
Bu enjeksiyon kalıplama işlemi, form ve yapıyı sağlamak için dört tip nozul basıncının uygulanmasını gerektirir. Dördüncü tip olan yüksek kuvvet tutma, ton ile kiloNewton (kN) arasında değişen bir basınca sahip sıkıştırma sistemleri ile sağlanır.
Ayrıca, malzeme özellikleri, takım tasarımı ve geometrisi ile sıcaklık/nem gibi diğer önemli faktörler de bu karmaşık üretim sürecinde başarılı sonuçlar için kilit bileşenlerdir.
Sonuç
Enjeksiyon kalıplama karmaşık bir süreçtir - yüksek kaliteli parçalar ve ürünler sağlamak, sıcaklık, basınç ve diğer faktörlerin dikkatle yönetilen bir dengesini gerektirir. Bu unsurlar üzerinde doğru anlayış ve kontrol ile başarılı enjeksiyon kalıplama operasyonlar mümkün kılınmıştır.







