 Vai al contenuto
Vai al contenuto 

La produzione di parti tramite stampo a iniezioneè l'epitome della precisione e del controllo. Con una varietà di prodotti, dai semplici giocattoli in plastica ai componenti automobilistici, la pressione svolge un ruolo integrale nella produzione di questi pezzi con estrema accuratezza.
La comprensione di ogni tipo di pressione iniettata è fondamentale quando si progetta o si utilizza questo processo collaudato nel tempo per ottenere risultati produttivi di successo.
1. Pressione di iniezione
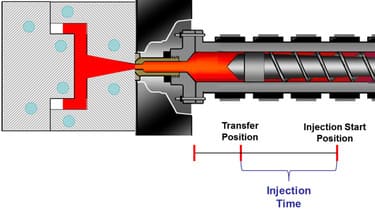
La pressione di iniezione è un elemento chiave delle operazioni di stampaggio a iniezione. Questo fattore importante influisce sulla qualità e sulla consistenza dei prodotti prodotti, quindi un controllo preciso delle pressioni applicate al materiale fuso quando entra negli stampi è essenziale.
Generata da motori idraulici o elettrici ad alta potenza che azionano pistoni o viti in cilindri, la pressione media di iniezione su questo tipo di macchine varia da 10k psi a 100k psi.
La pressione di iniezione del materiale fuso è una misura complessa e il suo valore esatto dipende dal tipo e dalla viscosità di detto materiale, nonché da fattori relativi al processo produttivo come dimensioni/forma della parte e complessità dello stampo per iniezione. Questa importante metrica può essere misurata in bar o megapascal (MPa).
2. Pressione di serraggio
Durante il processo di stampaggio a iniezione, la pressione di chiusura svolge un ruolo cruciale nel prevenire la fuoriuscita del materiale fuso e nel mantenere la forma desiderata del prodotto finale.
Questa forza fondamentale è tipicamente fornita dal meccanismo a ginocchiera o idraulico di una macchina per lo stampaggio a iniezione – solitamente misurata in tonnellate o kiloNewton (kN). Senza di essa, non sarebbe possibile ottenere parti plastiche di precisione.
3. Contropressione
La contropressione svolge un ruolo chiave nel processo di stampaggio a iniezione, poiché garantisce che il materiale fuso scorra correttamente e in modo uniforme nella parte plastica.
Questa forza che spinge i limiti viene ottenuta regolando la vite o lo stantuffo di una macchina per lo stampaggio a iniezione – misurata con precisione per produrre qualità precise come la finitura superficiale e l'accuratezza dimensionale. Attraverso un'applicazione perfetta della contropressione, si possono realizzare eccellenti proprietà del prodotto per qualsiasi progetto!
Una contropressione di stampaggio a iniezione scarsamente mantenuta può portare a una vasta gamma di problemi, da parti troppo spesse e inclini all'instabilità fino a un riempimento debole. Per garantire il controllo della qualità e risultati soddisfacenti, una gestione precisa è fondamentale in questo processo.

4. Pressione di mantenimento
Il stampaggio a iniezione processo richiede l'applicazione di quattro tipi di pressione dell'ugello per garantire forma e struttura. Il quarto tipo, la forza di tenuta elevata, è mantenuta da sistemi di serraggio con una pressione che varia da tonnellate a kiloNewton (kN).
Inoltre, altri fattori cruciali come le caratteristiche dei materiali, la progettazione e la geometria degli utensili e la temperatura/umidità sono componenti fondamentali per il successo di questo intricato processo produttivo.
Conclusione
Lo stampaggio a iniezione è un processo intricato: per garantire parti e prodotti di alta qualità è necessario un equilibrio attentamente gestito di temperatura, pressione e altri fattori. Con la giusta comprensione e il giusto controllo di questi elementi, è possibile ottenere un successo stampaggio a iniezione sono rese possibili le operazioni.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






