 İçeriğe geç
İçeriğe geç 

Giriş Enjeksiyon kalıplama, kullanılan malzemeye bağlı olarak birçok isimle anılan bir üretim sürecidir. Bu malzemelerden biri ABS'dir ve bu makale tamamen ABS plastik kalıplama hakkında olacaktır.

Enjeksiyon Kalıplama için ABS nedir?
ABS, Akrilonitril Bütadien Stiren anlamına gelir. Her biri polimer plastiğe kendi özelliklerini katarak geniş bir performans yelpazesi sağlayan üç monomerden oluşan bir plastiktir.

ABS'nin pek çok iyi özelliği vardır. Kimyasal direnci, sertliği ve ısı direnci vardır. Bütadienden darbe direnci ve tokluk, stirenden ise güç ve parlaklık alır. Ve en ucuz plastiklerden biridir. Ayrıca, kullanımı en kolay plastiklerden biridir. enjeksiyon kalıplama çünkü işlemesi çok kolay.
Enjeksiyon Kalıplama Malzemesi Olarak Neden ABS Seçilmeli?
ABS güçlü ve sert bir plastiktir, ancak UV ışınları ile o kadar iyi değildir. Bu yüzden dışarıda kullanamazsınız. Ancak, parça üreten insanlar ABS'ye bir şeyler ekleyerek onu nasıl değiştireceklerini bulmuşlardır. Dışarıda kullanılabilmesi için akrilik, cam ve paslanmaz çelik lifler gibi şeyler ekliyorlar. Bu şeyler ABS'nin çalışma şeklini değiştiriyor, böylece onu birçok şey için kullanabiliyorsunuz.

Bu özellikler ve manipülasyon potansiyeli ABS'yi enjeksiyon kalıplama sürecinde en yaygın kullanılan polimer haline getirmektedir. Bu plastiğin çeşitli bitmiş ürünler oluşturmak için nasıl kullanıldığını öğrenmek ister misiniz? O halde okumaya devam edin.
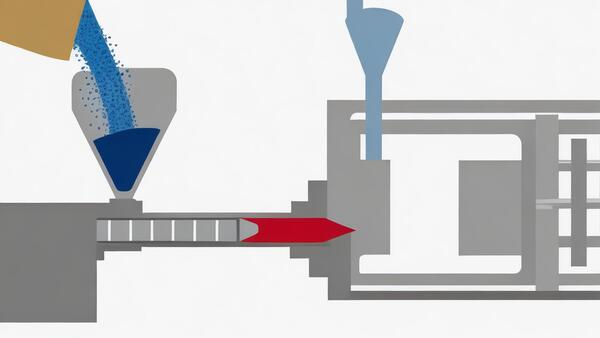
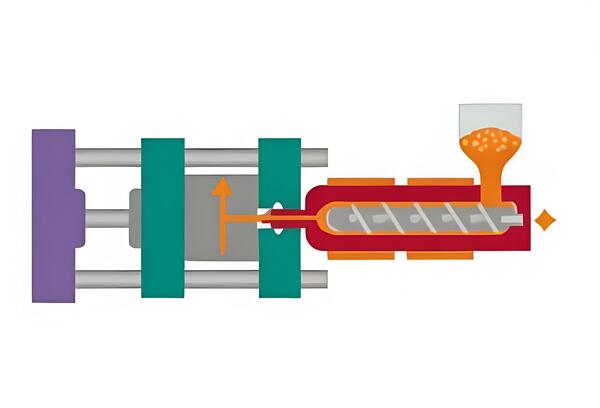
ABS Enjeksiyon Kalıplama Süreci Nasıldır?
Malzeme Ön İşlemi
ABS plastiği üretim için kullanmadan önce düzgün bir şekilde kurutmanız gerekir. Kullanacağınız kurutma sıcaklığı 2 - 4 saat boyunca 80 - 85°C'dir. Kurutmanın bir başka yolu da 80°C sıcaklığa sahip bir kurutma hunisi kullanmaktır. Ancak bunu yalnızca 1 - 2 saat boyunca yapabilirsiniz.

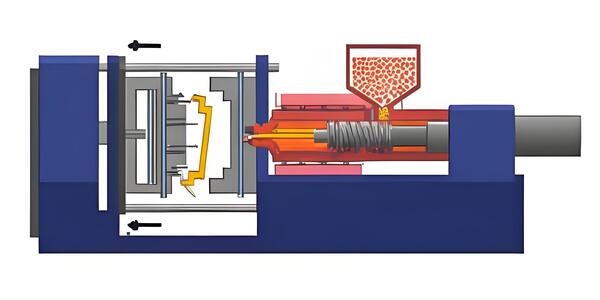
Enjeksiyon Kalıplama Makinesinin Kalibrasyonu
Malzemeyi hazırladıktan sonra, bir sonraki adım ABS enjeksiyon kalıplama makinesini ayarlamaktır. Bu, sıkıştırma oranı, sıkıştırma kuvveti ve enjeksiyon basıncı gibi parametrelerin ayarlanması anlamına gelir. Bu parametreler için tipik değerler şunlardır: sıkıştırma oranı 2'den büyük, sıkıştırma kuvveti 4700 ile 62000t/m² arasında, enjeksiyon basıncı 1500 bar'dan büyük.

Kalıp ve Kapı Tasarımı
ABS ürünlerinin kalıplanması için kalıp çok önemlidir. Bu nedenle, kalıp ve kapının tasarlanması tüm enjeksiyon kalıplama süreci için çok önemlidir. Tipik olarak, ABS kalıplarının kalınlığı 0.025 - 0.05 mm arasındayken, kapı uzunluğu 1 mm'nin altında ayarlanır.

Ayrıca, erimiş ABS'nin içinden aktığı kanalın çapı 3 mm olarak ayarlanırken, havalandırma deliklerinin genişliği 4 - 6 mm'dir. Son olarak, kalıp sıcaklığı her zaman 60 - 65°C arasında tutulur.
Enjeksiyon Sıcaklığı
ABS plastiği bir kalıba enjekte etmek için kullandığınız sıcaklık, kullandığınız ABS türüne bağlıdır. İşte bazı yaygın ABS plastik türleri ve bunları kalıplamak için kullanmanız gereken sıcaklıklar:
Alev geciktirici sınıf: 200 - 240°C, en iyi sıcaklık 220°C - 230°C'dir;
Elektrokaplama derecesi: 250 - 275°C, en iyi sıcaklık 270°C'dir;
Cam elyaf takviyeli sınıf: 230°C - 270°C;
Yüksek darbe derecesi: 220°C - 260°C, en iyi sıcaklık 250°C'dir;
Isıya dayanıklılık derecesi: 240°C - 280°C, en iyi sıcaklık 265°C - 270°C'dir.
Enjeksiyon Kalıplama Hızı
Enjeksiyon kalıplama hızı, ABS plastiğin derecesine ve bitmiş ürünün gereksinimlerine bağlıdır. Örneğin, alev geciktirici ABS plastik sadece daha yavaş enjeksiyon kalıplama hızları kullanabilir. Ayrıca, hassas yüzey işlemi gerektiren ürünler yüksek hızlı enjeksiyon kalıplama gerektirebilir.
Bekleme Süresi
Bekleme süresi, plastiğin enjeksiyon kalıplama makinesinin namlusundan kalıba gitmesi için geçen süredir. ABS için bekleme süresi 265°C'nin altındaki sıcaklıklarda genellikle 5-6 dakikadır. Ancak ABS'nin alev geciktirici sınıfları için bekleme süresi daha kısa ve sıcaklık daha düşüktür.
Geri Basınç
Aşınmayı önlemek için ABS enjeksiyon kalıplama sırasında geri basıncın mümkün olduğunca düşük tutulması tavsiye edilir. Kabul edilebilir basınçlar genellikle 5 bar civarındadır.

Temizlik
Bazı ABS sınıfları, parça çıkarıldıktan sonra kalıbın vidasına yapışma eğilimindedir. Bu nedenle, temizlemenin en iyi yolu kalıntının öğütülmesini beklemek ve ardından enjeksiyon kalıplama makinesi bölmesini polistiren ile iyice temizlemektir.
ABS Enjeksiyon Kalıplamanın Avantajları Nelerdir?
ABS enjeksiyon kalıplama, gelmiş geçmiş en popüler plastik kalıplama yöntemlerinden biridir. Ve bunun iyi bir nedeni var. ABS enjeksiyon kalıplama kullanmanın pek çok avantajı vardır. Bu avantajlardan bazıları şunlardır:

Yüksek Enjeksiyon Kalıplama
ABS, üzerinde çalışması kolay bir plastiktir, bu nedenle onunla karmaşık parçalar yapabilirsiniz. Sert bir plastiktir, bu nedenle zorlu koşullarda bile iyi çalışan parçalar yapabilirsiniz.
Yüksek Çekme Dayanımı
ABS kalıplı parçalar yüksek gerilme mukavemetine sahiptir, bu da onları ağır yükleri desteklemesi gereken uygulamalar için uygun hale getirir. Bu plastik büyük mekanik şoklara dayanabilir, bu da onu yüksek gerilimli uygulamalar için uygun bir seçenek haline getirir.

Geri dönüştürülebilirlik
ABS geri dönüşüm için harika bir malzemedir çünkü parçalanabilir ve yeni parçalar yapmak için yeni ABS ile karıştırılabilir.
Enerji Verimliliği
ABS plastik kalıplama makineleri bu termoplastiği işlemede harikadır. Güçlü ve sağlam olduklarından bu işi tekrar tekrar yapabilirler. Enerji tasarruflu sistemler de enerji ve zaman tasarrufu yapmanıza yardımcı olabilir.

Çok Yönlü Uygulamalar
ABS plastik kalıplama da çok yönlü uygulamalar sağlar. Süreç, mükemmel entegrasyon yetenekleri ile çeşitli boyutlarda çok çeşitli ABS reçineleri için uygundur. Bu esneklik, çok çeşitli endüstriler için bileşenlerin üretilmesini sağlar.

Doğru Tekrar Üretilebilirlik
ABS enjeksiyon kalıplama, karmaşık uygulamalar için karmaşık parçalar üreten bir süreçtir. Genellikle diğer enjeksiyon kalıplama süreçleri.

Tamamlayıcı teknolojilerin ve kontrollü enjeksiyon kalıplamanın kullanılabilmesi, şekillerin her seferinde aynı şekilde yapılmasını ve kalıplanan parçaların yüksek kalitede olmasını sağlar. Ayrıca, bu malzeme çok sıcak veya çok soğuk olduğunda bile özelliklerini ve performansını korur.
ABS Enjeksiyon Kalıplamanın Dezavantajları Nelerdir?
Her şeyin olduğu gibi ABS'nin de dezavantajları vardır. Bu dezavantajlardan bazıları şunlardır
Zayıf Yorulma Direnci
ABS parçalar genellikle güçlü olmakla birlikte, yorulmaya karşı iyi direnç göstermedikleri için ağır yükleri uzun süre taşıyamazlar. ABS plastik parçalar her zaman yüksek stresli durumlarda kalırlarsa bozulabilirler.
Zayıf UV Dayanımı
ABS plastiğin en büyük dezavantajlarından biri güneş ışığında iyi dayanmamasıdır. Güneş ışığına maruz kaldığında oldukça kolay bozulur. Ancak, ABS plastikten parçalar ürettiklerinde, güneş ışığında daha iyi dayanmasını sağlamak için içine katkı maddeleri koyarlar.

Yüksek Duman Evrimi
Bu madde insanlar için zehirli olmasa da, biz onu yaptığımızda duman çıkarıyor. Bu duman, makineleri çalıştıran ve tamir eden insanlar için iyi değildir.

Malzeme Yakma
Dikkatli olmazsanız, ABS enjeksiyon kalıplama yaparken malzemeyi yakabilirsiniz. Çünkü sıkışan gazlar basınç oluşturabilir ve tutuşmaya neden olabilir. Sonunda malzemeyi yakarsınız.

Yüksek Kalıp Maliyeti
Otomatik bir süreç olarak ABS enjeksiyon kalıplama yoluyla yapılan parçaların maliyetinin düşük olduğunu biliyoruz. Bununla birlikte, ilk yatırım maliyetine benzer şekilde, kalıp maliyeti de yüksektir ve bu da büyük bir dezavantaj olarak kabul edilir.

ABS Enjeksiyon Kalıplama Sürecinde Dikkat Edilmesi Gereken Faktörler Nelerdir?
Bir ABS enjeksiyon kalıplama partisine başlamaya çalıştığınızda, yerinde olması gereken birkaç şey vardır. Bunlar, parçaları başarılı bir şekilde kalıplayabilmek için kritik öneme sahiptir.
Kalıplama Öncesi Malzemedeki Nem
ABS plastik bir miktar higroskopikliğe sahiptir (havadaki nemi emer) ve ayrıca çevredeki nemi de emer. Ancak, kalıplanmış ABS plastikteki herhangi bir nem, plastik yapıda kusurlara neden olabilir. Bu nedenle, kullandığınız ABS plastiğin uygun şekilde kurutulduğundan emin olun.

Malzemenizde ABS plastik varsa, nemi emecektir. Bu nedenle, işlemeden önce malzemenizin kuru olduğundan emin olmanız gerekir. Eğer kurutmazsanız, sorun yaşarsınız. Başlıca sorunlar, çalıştırmanın size daha pahalıya mal olması ve daha uzun sürmesidir. Ayrıca, kurutmazsanız, kalıplanmış parçalarınız bulanık olacaktır.

Isıya dayanıklı ABS reçine, depolama ve nakliye sırasında atmosferdeki nemi emer. Nem emme aralığı 0,2% ile 0,4% arasındadır.

Bununla birlikte, ABS plastik kalıplama işleminden önce nem içeriğinin büyük ölçüde 0,05% veya altına düşürülmesi gerekir. Bu, işlem sırasında enjeksiyon kalıplama kusurlarının önlenmesine yardımcı olacaktır. Kurutma sıcaklığı 80-95 ℃ ve kurutma süresi XNUMX-XNUMX saattir.
Sıcaklık Kontrolü
ABS enjeksiyon kalıplama yaparken sıcaklık kontrolü çok önemlidir çünkü plastiği aşırı ısıtırsanız bozulabilir. Bu bozulma, plastikteki kimyasal bağlar koptuğunda meydana gelir ve bitmiş parçanızda kahverengi lekeler oluşmasına neden olabilir.

İyi sıcaklık kontrolüne sahip bir enjeksiyon kalıplama makinesi kullanmak çok önemlidir. Örneğin, yüksek parlaklıkta ABS parçaları üretirken, üretimde kullanılan sıcaklık normalden daha yüksektir. Ancak, üretimde kullanılan sıcaklık ne kadar yüksek olursa enjeksiyon kalıplama sürecipozlama süresi o kadar kısa olmalıdır.
Parça ve Kalıp Tasarımı
Enjeksiyon kalıplamadan önce parçanın tasarlanması, parçanın yapılıp yapılamayacağını belirleyebilir. İşte ABS parça tasarımı için bazı genel ilkeler:

Parça duvarının kalınlığı tüm yol boyunca aynı olmalıdır. Değilse, ortalama kalınlığın 25% içinde olmalıdır. Bu önemlidir, çünkü duvar kalınlığı her yönden aynı değilse, parçada gerilime neden olabilir.
Ayrıca, duvar kalınlığı yarıçap boyutunu belirlemelidir. Yarıçapın duvar kalınlığına oranı 0,3'ten az olmamalıdır. Buradaki altın kural, yarıçap ne kadar büyükse stresin o kadar az olacağıdır. Bununla birlikte, yarıçap makul bir aralıkta tutulmalıdır çünkü çok büyük bir yarıçap parçada bir çukur bırakacaktır.

Kalıp kalınlığı 0,025 ile 0,05 mm arasında olmalıdır. Kapı uzunluğu yaklaşık 1 mm, yolluk çapı yaklaşık 3 mm ve havalandırma genişliği 4 ila 6 mm arasında olmalıdır.
Son olarak, büzülme sorunlarını önlemek için enjeksiyon kalıbının soğutma sürecinin mümkün olan en iyi şekilde tasarlanması gerekir.

Enjeksiyon Basıncı
Enjeksiyon kalıplamada kullanılan diğer malzemelerin aksine, ABS plastik yüksek viskoziteye sahiptir, bu da yüksek enjeksiyon basıncı kullanmanız gerektiği anlamına gelir. Bu basit, küçük veya kalın ürünler için iyi değildir. Ancak enjeksiyon basıncını çok fazla artırırsanız, artan sürtünme nedeniyle kalıplanmış parçalar birbirine yapışacaktır.

Ayrıca, kalıplanmış parçaların ayrılması üretim maliyetlerini artırır. Öte yandan, düşük basınç kalıp büzülmesinin artmasına neden olabilir, bu da kabul edilemez düşük kaliteli parçalarla sonuçlanır.
Enjeksiyon Hızı
Enjeksiyon hızı da iyi bir parça elde ettiğinizden emin olmak için önemlidir. Çok hızlı giderseniz, plastik malzemeyi yakabilir veya termal olarak bozabilirsiniz. Ayrıca çok hızlı giderseniz zayıf parlaklık, kaynak çizgileri ve renk değişikliği de elde edebilirsiniz.
Ancak hız çok yavaşsa kalıp yeterince dolmayacaktır. Bu yüzden malzemeyi doğru şekilde işlemek için momentumu dengelemeniz gerekir. Ayrıca, boyutsal kararlılığı sağlamak için diğer plastiklere göre daha az ABS plastik enjekte etmeniz gerekir. Yani teknolojiyi değiştirmeden işlemek için daha az malzemeye ihtiyacınız var.
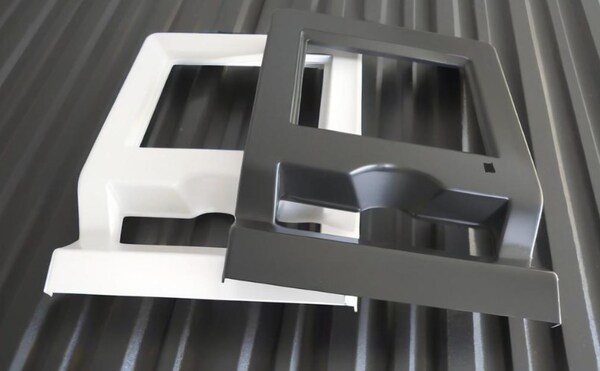
ABS Enjeksiyon Kalıplama Uygulamaları Nelerdir?
ABS plastik birçok endüstride kullanılmaktadır. Kalıplanması kolay, yapımı ucuz ve dayak yemeye dayanıklıdır. Bu yüzden üreticiler onu seviyor. İşte ABS plastik parçaları kullanan sektörlerden bazı örnekler:

İnşaat İşi: ABS plastik, üreticiler tarafından binalar için boru ve bağlantı parçaları yapmak için kullanılır, çünkü dayak yiyebilir ve kimyasallara karşı dayanıklıdır.
Car Biz: ABS plastik, hafif araba parçaları yapmak için popüler bir malzemedir. Bazı ABS araba parçaları emniyet kemeri parçaları, kapı stopları, sütun pervazları, gösterge paneli parçaları vb.

Tüketici Endüstrisi: ABS plastik, mutfak robotları, elektrikli süpürgeler, buzdolabı astarları gibi birçok ev aletinde kullanılır.
Ticari Uygulamalar: Bu teknoloji ticari sektörlerde, özellikle de ev ürünlerinde kullanılmaktadır. Bu ürünler arasında buzdolabı astarları, elektrikli süpürgeler, kontrol panelleri ve gıda işlemcileri bulunmaktadır.
Elektrik Endüstrisi : ABS, elektrik endüstrisinde elektronik muhafazalar ve bilgisayar klavyeleri için kullanılır.

ABS Enjeksiyon Kalıplama Sürecinin Maliyetleri Nelerdir?
Enjeksiyon kalıplama sürecini kullanarak bazı parçalar yapmak istiyorsanız, üretime geçmeden önce tüm sürecin maliyetini anlamak en iyisidir. İlgili maliyetleri tahmin etmek için farklı maliyet faktörlerini göz önünde bulundurmanız gerekir.
Ekipman Maliyeti
Ekipman satın alacaksanız, bunun için çok para ödemeniz gerekecektir. Sadece ekipman satın almakla kalmayacak, aynı zamanda ekipmanın bakımını da yapmak zorunda kalacaksınız ki bu da size çok pahalıya mal olacak. Dolayısıyla, yapılacak en uygun maliyetli şey, üretimi dışarıdan temin etmektir.

Kalıp Maliyeti
Bu, ABS enjeksiyon kalıplama maliyetini artıracaktır. Enjeksiyon kalıpları yapmanın iki ana yolu vardır: CNC işleme ve 3D baskı. Bu yöntemler arasında, küçük partiler için 3D baskı kalıplarının maliyeti düşüktür. Büyük ölçekli üretim veya karmaşık çelik kalıplar için maliyet yüksektir.

Hizmet Maliyeti
Buradaki maliyetler, işi yapan kişinin maaşını ve makinenin kurulum ve bakımını içerir. Burada dikkate alınan parametreler şunlardır:
İzleme maliyeti: Bu, makine operatörünün maliyetidir.
Kurulum maliyeti: Kalıbı kurmak ve bitmiş parçayı yapmak için gereken süre.
Tamir masrafı: Onarım maliyetleri, arızalı parçaların onarımının yanı sıra ekipmanın bakımına yönelik araçları da içerir.
ABS kalıplama için belirlenmiş bir fiyat olmamakla birlikte, genel kural ne kadar çok parça yaparsanız parça başına fiyatın o kadar ucuz olacağıdır.

Sonuç
ABS, aşağıdakiler için en yaygın kullanılan plastiklerden biridir enjeksiyon kalıplama. Isıya dayanıklı termoplastik ve dayanıklı bir malzeme olduğu için değerlidir, bu yüzden hayatın birçok alanında kullanışlıdır. ABS enjeksiyon kalıplamanın uygulanması kolay görünebilir.
Ancak, ilgili teknik detaylar sadece uzmanlar tarafından anlaşılır. ABS enjeksiyon kalıplama tekniklerinde, kalıp boşluğu tasarımının doğruluğu, bitmiş ürünün kalitesini ve performansını doğrudan etkiler. Bu nedenle, ABS enjeksiyon kalıplamayı bu üretim sürecini gerçekten anlayan bir şirkete yaptırmak önemlidir.

Zetar Mold'da, size Plastik enjeksiyon kalıplama, hızlı takımlama ve enjeksiyon kalıplama vb. dahil olmak üzere profesyonel Plastik enjeksiyon kalıplama işlemi sağlamak için gelişmiş üretim teknolojisine ve kaynaklarına sahibiz. Bu nedenle, herhangi bir plastik Plastik enjeksiyon kalıplama hizmetiniz varsa, lütfen Zetar Kalıp ile iletişime geçmekten çekinmeyin.







