 İçeriğe geç
İçeriğe geç 
UHMWPE Enjeksiyon Kalıplama
Ultra dayanıklı, aşınmaya dirençli polietilen bileşenler için UHMWPE enjeksiyon kalıplama, avantajları, uygulamaları ve üretim süreci hakkında bilgi edinin.
Gelişmiş UHMWPE Enjeksiyon Kalıplama
ZetarMold, UHMWPE enjeksiyon kalıplama kapasitesine sahip az sayıdaki üreticiden biridir. Gelişmiş tesislerimiz, derin plastik uzmanlığımız ve tescilli kalıplama sürecimizle hem verimli hem de uygun maliyetli çözümler sunuyoruz.
Şekillendirmek varken neden makineyle yapalım? Her geçen gün daha fazla sektör, kritik ekipmanlar için UHMWPE'nin avantajlarını keşfediyor.

UHMWPE
Özel Kalıplama
"Her geçen gün daha fazla sektör kritik ekipmanlar için UHMW-PE'nin avantajlarını keşfediyor. ZetarMold'da mühendislik ekibimiz, özel uygulamanızın benzersiz taleplerini karşılayacak doğru UHMW yapısını geliştirmenize yardımcı olmak için satışlarla yakın işbirliği içinde çalışır. Özel UHMW enjeksiyon kalıplama konusunda uzmanız - hizmet verdiğimiz sektörleri keşfedin ve başarınızı nasıl destekleyebileceğimizi görün."

UHMWPE Enjeksiyon Kalıplama için Eksiksiz Kılavuz için Kaynaklar
Ultra Yüksek Moleküler Ağırlıklı Polietilen (UHMWPE) nedir?
Genellikle UHMWPE veya UHMW olarak kısaltılan Ultra Yüksek Moleküler Ağırlıklı Polietilen, termoplastik polietilen ailesinin özel bir alt kümesidir. Adından da anlaşılacağı üzere, UHMWPE'nin belirleyici özelliği, çok yüksek bir moleküler ağırlıkla sonuçlanan son derece uzun polimer zincirleridir.
Bunu bir perspektife oturtmak için:
- Yüksek Yoğunluklu Polietilen (HDPE)şişeler ve kaplar için kullanılan yaygın bir plastik olup, tipik olarak 100.000 ila 500.000 g/mol arasında bir moleküler ağırlığa sahiptir.
- Ultra Yüksek Moleküler Ağırlıklı Polietilen (UHMWPE) tipik olarak aşağıdakiler arasında değişen bir moleküler ağırlığa sahiptir 3,1 milyon ila 7 milyon g/mol üzerihatta bazen 10 milyon g/mol'e kadar ulaşır.
Bu olağanüstü uzun, birbirine dolanmış moleküler zincirler UHMWPE'nin efsanevi özelliklerinin kaynağıdır. Bir kase pişmiş spagetti ile bir kase kısa kesilmiş makarnayı düşünün. Uzun spagetti tellerini birbirinden ayırmak kısa parçalara göre çok daha zordur. Benzer şekilde, UHMWPE'deki uzun polimer zincirleri yük ve enerjinin aktarılması ve dağıtılmasında inanılmaz derecede etkilidir. Bu moleküler yapı malzemeye muazzam bir tokluk, üstün aşınma direnci ve yüksek darbe mukavemeti kazandırır.
Çoğu termoplastikten farklı olarak UHMWPE, erime noktasının (yaklaşık 135°C / 275°F) üzerinde ısıtıldığında gerçekten eriyerek serbest akışlı bir sıvıya dönüşmez. Bunun yerine, jel benzeri, amorf bir duruma yumuşar. Viskozitesi son derece yüksek kalır ve bir sıvıdan çok yoğun bir macun gibi davranır. Bu benzersiz reolojik davranış, geleneksel olarak malzemenin büyük bir basınç altında bir şekle zorlandığı sıkıştırmalı kalıplama veya ram ekstrüzyon kullanılarak işlenmesinin başlıca nedenidir. Bu nedenle UHMWPE enjeksiyon kalıplama, standart bir sürecin oldukça özel ve zorlu bir çeşididir.
Ne tür UHMWPE malzemeler vardır?
Standart (işlenmemiş) UHMWPE kendi başına dikkate değer bir malzemedir, ancak özel uygulama gereksinimlerine uyacak şekilde daha da geliştirilebilir ve değiştirilebilir. Bu farklı kaliteler ve formülasyonlar, çok sayıda sektörde çok yönlülüğünü artırır.
1. Bakir Sınıf (Doldurulmamış):
Bu, UHMWPE'nin saf, katkısız formudur. Yüksek darbe dayanımı, düşük sürtünme ve geniş kimyasal direnç gibi mükemmel genel amaçlı özellikleriyle bilinir. Birçok işlenmemiş kalite FDA ve USDA düzenlemeleriyle uyumludur, bu da onları gıda işleme ve taşıma uygulamaları için uygun hale getirir. Tipik olarak beyaz veya doğal renktedirler.
2. Geliştirilmiş ve Doldurulmuş Sınıflar:
Katkı maddeleri, belirli özellikleri iyileştirmek için temel UHMWPE reçinesi ile karıştırılır.
- Yağ Dolgulu UHMWPE: Bu sınıfta, üretim sırasında polimer matrisine gıda sınıfı bir yağ, balmumu veya başka bir yağlayıcı karıştırılır. Bu, "içten yağlamalı" bir malzeme yaratarak daha da düşük bir sürtünme katsayısı (işlenmemiş sınıftan 20%'ye kadar daha düşük) ve özellikle kuru çalışma uygulamalarında gelişmiş aşınma direnci sağlar. Harici yağlamanın pratik olmadığı rulmanlar, burçlar ve zincir kılavuzları için idealdir.
- Cam Dolgulu UHMWPE: Mikroskobik cam boncukların veya elyafların eklenmesi malzemenin sertliğini (eğilme modülü), basınç dayanımını ve boyutsal kararlılığını artırır. Darbe dayanımını biraz azaltırken, yüksek statik yükler altında ve yüksek sıcaklıklarda daha iyi performans sağlar.
- Karbon Dolgulu UHMWPE: Malzemeyi statik olarak dağıtıcı veya iletken hale getirmek için karbon tozu veya fiberler eklenir. Bu, patlayıcı ortamlardaki veya hassas elektronik cihazların elektrostatik deşarjdan (ESD) korunmaya ihtiyaç duyduğu uygulamalar için çok önemlidir. Karbon dolgu maddeleri ayrıca sertliği ve termal iletkenliği de artırır.
- Seramik Dolgulu UHMWPE: Seramik parçacıkların (alümina veya silisyum karbür gibi) dahil edilmesi aşınma direncini önemli ölçüde artırır. Bu kaliteler madencilik, tarım veya dökme malzeme işlemede aşındırıcı çamurların işlenmesi gibi en zorlu aşınma uygulamaları için tasarlanmıştır.
3. Çapraz Bağlı UHMWPE (XLPE):
Bu tıbbi sınıf varyantta, UHMWPE parçaları tipik olarak gama veya elektron ışını ışınlaması gibi bir kalıplama sonrası işleme tabi tutulur. Bu yüksek enerjili radyasyon, tek tek polimer zincirlerinin birbirleriyle kimyasal bağlar (çapraz bağlar) oluşturmasına neden olur. Bu üç boyutlu ağ, aşınma direncini önemli ölçüde artırır ve sürünmeyi (sabit bir yük altında deformasyon) azaltır. Çapraz bağlı UHMWPE, aşınma kalıntılarını en aza indirmenin implantın uzun ömürlülüğü için kritik önem taşıdığı kalça ve diz eklemi replasmanları gibi ortopedik implantlar için altın standarttır.

4. Anti-Mikrobiyal Sınıflar:
Gıda ve tıp endüstrilerindeki uygulamalar için, UHMWPE reçinesine anti-mikrobiyal maddeler dahil edilebilir. Bu maddeler bitmiş parçanın yüzeyinde bakteri, küf ve mantar üremesini engelleyerek hijyen ve güvenliği artırır.
5. Renk Kodlu Sınıflar:
İşlenmemiş UHMWPE doğal olarak beyaz olsa da, çeşitli renklerde parçalar oluşturmak için pigmentler eklenebilir. Bu genellikle farklı tipte kesme tahtalarının renk kodlaması, belirli üretim hatları için makine parçaları veya güvenlik açısından kritik bileşenler gibi organizasyonel amaçlar için kullanılır.
PE, HDPE, LDPE, LLDPE ve UHMWPE arasındaki fark nedir?
UHMWPE enjeksiyon kalıplamaya derinlemesine dalmadan önce, geniş Polietilen (PE) ailesi içindeki yerini anlamak çok önemlidir. Hepsi "polietilen" adını paylaşsa da, moleküler yapılarındaki ince farklılıklar, günlük olarak kullandığımız esnek plastik torbalardan aşırı aşınmaya dayanabilen endüstriyel sınıf bileşenlere kadar performanslarında bir dünya farklılığa yol açar.
Polimer moleküllerini uzun zincirler olarak düşünün. Bu uzunluk bu zincirlerin, onların şekil (doğrusal veya dallanmış olup olmadıkları) ve nasıl sıkıca bir araya getirebilirler nihai malzemenin makroskopik özelliklerini toplu olarak belirler.
1. Düşük Yoğunluklu Polietilen (LDPE):
LDPE, üretilen ilk polietilen sınıflarından biridir ve moleküler yapısı özelliklerinin anahtarıdır.
① Moleküler Yapı: AYPE'nin moleküler zincirleri, dağınık bir ağacı andıran hem uzun hem de kısa yan zincirlerle geniş dallanmaya sahiptir. Bu dallar, zincirlerin düzenli bir şekilde birbirine yakın bir şekilde paketlenmesini engelleyerek zayıf moleküller arası kuvvetlere ve düşük kristalliğe neden olur.
② Temel Özellikler:
- Yumuşaklık ve Esneklik: Moleküllerinin gevşek paketlenmesi nedeniyle LDPE çok yumuşak, esnek ve mükemmel sünekliğe sahiptir.
- Yüksek Berraklık: Düşük kristalliği ona iyi bir şeffaflık verir.
- Düşük Yoğunluk: Tipik olarak 0,910-0,925 g/cm³ yoğunluk aralığına sahiptir.
- Düşük Mukavemet ve Sertlik: Yüksek yüklere veya basınçlara dayanamaz.
- Zayıf Isı Direnci: Düşük erime noktasına sahiptir ve yüksek sıcaklık uygulamaları için uygun değildir.
③ Yaygın Uygulamalar:
- Gıda ambalaj filmleri, streç film.
- Plastik torbalar, market poşetleri.
- Esnek hortumlar, sıkma şişeleri (örn. çeşniler veya losyonlar için).
- Tarım filmleri.
Ceviz kabuğuna sığacak şekilde: LDPE, PE ailesinin 'yumuşak ve esnek' üyesidir ve yüksek mukavemetin gerekli olmadığı ambalaj ve film uygulamaları için idealdir.


2. Doğrusal Düşük Yoğunluklu Polietilen (LLDPE):
LAYPE, AYPE'nin geliştirilmiş bir versiyonu olarak görülebilir ve esnekliğinin çoğunu korurken daha fazla güç sunar.
① Moleküler Yapı: LAYPE doğrusal bir ana zincire sahiptir, ancak birçok kısa, tekdüze dal içerir. AYPE'nin uzun, gelişigüzel dallarının aksine, bu daha düzenli yapı polimerin stres altındayken bağlılığını korumasını sağlar.
② Temel Özellikler:
- Üstün Yırtılma ve Delinme Direnci: Bu, LAYPE'nin AYPE'ye göre en önemli avantajıdır. Moleküler yapısı gerilimi dağıtmada daha iyidir.
- Yüksek Çekme Dayanımı ve Tokluk: Gerilim altında çok daha iyi performans gösterir ve kırılmaya daha az eğilimlidir.
- Korunan Esneklik: LDPE'den biraz daha sert olmasına rağmen, hala esnek bir malzeme olarak kabul edilir.
③ Yaygın Uygulamalar:
- Malların paletlenmesi için endüstriyel streç sargı.
- Ağır hizmet tipi çöp torbaları ve endüstriyel astarlar.
- Geomembranlar, tarımsal sulama boruları.
- Dayanıklı oyuncaklar.
Özetle: LAYPE, yırtılma ve delinmeye karşı daha yüksek direnç gerektiren filmler ve esnek uygulamalar için tasarlanmış AYPE'nin 'daha sert' bir versiyonudur.

3. Yüksek Yoğunluklu Polietilen (HDPE):
HDPE, polietilen ailesinin 'güçlü ve sert' beygiridir ve günlük hayatımızda en yaygın kullanılan sert plastiklerden biridir.
① Moleküler Yapı: HDPE, çok az dallanmaya sahip oldukça doğrusal moleküler zincirleri ile karakterize edilir. Bu düzenli yapı, zincirlerin çok sıkı bir şekilde bir araya gelmesini ve yüksek kristalli bölgeler oluşturmasını sağlayarak güçlü moleküller arası kuvvetlere neden olur.
② Temel Özellikler:
- Yüksek Yoğunluk ve Sertlik: Tipik olarak 0,941-0,965 g/cm³ arasındaki yoğunluğu ile sert, rijit ve katıdır.
- Yüksek Çekme Dayanımı: LDPE ve LLDPE'den çok daha fazla kuvvete dayanabilir.
- Mükemmel Kimyasal Direnç: Birçok asit, baz ve solvente karşı oldukça dayanıklıdır.
- Opaktır: Yüksek kristalitesi onu doğal olarak süt beyazı veya opak yapar.
- İyi Aşınma Direnci: Bir emtia plastiği için aşınma direnci saygındır (ancak UHMWPE'ninkine yakın değildir).
③ Yaygın Uygulamalar:
- Süt sürahileri, meyve suyu şişeleri, şampuan şişeleri ve diğer sert kaplar.
- Gaz, su ve drenaj boruları.
- Plastik kesme tahtaları, saklama kutuları.
- Çocuk oyuncakları, dış mekan mobilyaları.
Özetle: HDPE, çok çeşitli sert kapların, boruların ve uzun ömürlü ürünlerin üretimi için tercih edilen 'sert ve dayanıklı' emtia plastiğidir.


4. Ultra Yüksek Moleküler Ağırlıklı Polietilen (UHMWPE):
UHMWPE, polietilen performansının zirvesini temsil eder. HDPE'nin doğrusal yapısını en uç noktaya taşır ve başka hiçbir PE'nin eşleşemeyeceği süper özelliklerle sonuçlanır.
① Moleküler Yapı: UHMWPE'nin moleküler zincirleri de doğrusaldır, ancak uzunlukları şaşırtıcıdır - YYPE'ninkinden 10 ila 20 kat daha uzun, hatta daha fazladır. Moleküler ağırlığı tipik olarak 3,1 ila 7+ milyon g/mol arasındayken, HDPE'ninki genellikle sadece 100.000 ila 500.000 g/mol arasındadır. Bu son derece uzun zincirler, bir kase fazla pişmiş spagetti gibi birbirlerine oldukça dolanmıştır.
② Temel Özellikler:
- Eşsiz Aşınma Direnci: Bu, UHMWPE'nin belirleyici özelliğidir. Kayma ve aşındırıcı aşınma senaryolarında, neredeyse tüm diğer termoplastiklerden ve karbon çeliği de dahil olmak üzere birçok metalden daha iyi performans gösterir. Uzun zincirlerin yüzeyden çekilmesi inanılmaz derecede zordur.
- Aşırı Darbe Dayanımı: Tüm termoplastikler arasında en yüksek darbe dayanımına sahiptir ve "neredeyse kırılmaz" lakabını kazanmıştır. Bu tokluğu kriyojenik sıcaklıklarda (-200°C) bile korur.
- Son derece Düşük Sürtünme Katsayısı: Yüzey, PTFE (Teflon) ile karşılaştırılabilecek olağanüstü kendinden yağlama özellikleriyle son derece kaygandır.
- Üstün Kimyasal Direnç: PE ailesinin kimyasal inertliğini miras alır ve geliştirir.
- Sıfır Su Emme: Neredeyse hiç nem emmez, bu da ona mükemmel boyutsal stabilite sağlar.
İşlem Zorluğu: Aşırı zincir uzunluğu nedeniyle erime viskozitesi astronomiktir. Erime noktasının üzerinde, gerçek bir sıvı gibi akmaz, bunun yerine kauçuksu, jel benzeri bir duruma yumuşar. Bu da geleneksel enjeksiyon kalıplama veya ekstrüzyon teknikleri kullanılarak işlenmesini imkansız hale getirir. Bu kılavuz boyunca tartışılan özel enjeksiyon kalıplama, sıkıştırma kalıplama veya ram ekstrüzyon gibi son derece özel yöntemler gerektirir.
④ Yaygın Uygulamalar:
- Ortopedik implantlar (yapay kalça ve dizler için aşınmaya dayanıklı astarlar).
- Vücut zırhı için balistik plakalar, kesilmeye dayanıklı eldivenler.
- Endüstriyel aşınma şeritleri, zincir kılavuzları, dişliler ve rulmanlar.
- Limanlar için rıhtım usturmaçaları, mineral ve tahıl taşıyan bunkerler için astarlar.
Özetle: UHMWPE, polietilen ailesinin 'nihai savaşçısıdır' ve en zorlu mühendislik zorlukları için benzersiz aşınma direnci, darbe dayanımı ve kendinden yağlama sağlamak için son derece uzun moleküler zincirlerinden yararlanır.


5. Hızlı Karşılaştırma Tablosu:
| Mülkiyet | AYPE | LAYPE | HDPE | UHMWPE |
|---|---|---|---|---|
| Moleküler Yapı | Çok Dallı | Kısa Dallı Doğrusal | Yüksek Doğrusal | Son Derece Uzun Lineer Zincirler |
| Moleküler Ağırlık (g/mol) | Düşük (~50,000) | Düşük (~100,000) | Orta (100 bin - 500 bin) | Son Derece Yüksek (>3.100.000) |
| Yoğunluk | Düşük | Düşük | Yüksek | Düşük (ancak sıkıca paketlenmiş) |
| Sertlik / Rijitlik | Çok Yumuşak, Esnek | Yumuşak, Esnek | Sert, Katı | Orta Sertlik, Son Derece Dayanıklı |
| Çekme Dayanımı | Düşük | Orta | Yüksek | Çok Yüksek |
| Darbe Dayanımı | İyi | Mükemmel | İyi | Üstün (En Yüksek Termoplastikler) |
| Aşınma Direnci | Zayıf | Adil | İyi | Eşsiz (Termoplastiklerin En İyisi) |
| İşlenebilirlik | Kolay | Kolay | Kolay | Son Derece Zor |
| Tipik Uygulama | Çantalar, Film | Streç Sargı, Astarlar | Şişeler, Borular, Kutular | İmplantlar, Zırh, Aşınma Parçaları |
UHMWPE'nin özellikleri nelerdir?
UHMWPE'nin "karakteristikleri", davranışını ve hissini tanımlayan niteliksel ve gözlemlenebilir özelliklerini ifade eder. Bunlar, onu zorlu uygulamalar için çok cazip kılan özelliklerdir.
- Olağanüstü Dayanıklılık: UHMWPE genellikle "neredeyse kırılmaz" olarak tanımlanır. Kriyojenik sıcaklıklarda bile (-200°C kadar düşük) kırılma, çatlama veya parçalanma olmaksızın muazzam miktarda darbe enerjisini absorbe edebilir.
- Kendinden Yağlamalı Doğa: Malzemenin belirgin bir mumsu, kayganlık hissi vardır. Molekülleri diğer yüzeylere karşı çok düşük bir afiniteye sahiptir, bu da son derece düşük bir sürtünme katsayısı ile sonuçlanır. Bu "kendi kendini yağlama" özelliği, minimum aşınma ile ve harici yağlayıcılara ihtiyaç duymadan diğer parçalarla doğrudan temas halinde çalışabileceği anlamına gelir.
- Üstün Aşınma Direnci: Bu, UHMWPE'nin birincil şöhret iddiasıdır. Kayma ve aşınma senaryolarında neredeyse tüm diğer termoplastiklerden ve karbon ve paslanmaz çelik dahil olmak üzere birçok metalden daha üstündür. Uzun polimer zincirleri, aşındırıcı parçacıklar tarafından "kazınmaya" karşı direnç gösterir.
- Kimyasal İnertlik: Polietilen ailesinin bir üyesi olan UHMWPE kimyasal olarak çok kararlıdır. En güçlü asitler, alkaliler, organik çözücüler ve temizlik maddeleri de dahil olmak üzere çok çeşitli aşındırıcı kimyasallara karşı oldukça dirençlidir. Sadece yüksek derecede oksitleyici asitler tarafından saldırıya uğrayacaktır.
- Hafif: Yaklaşık 0,93-0,95 g/cm³ yoğunluğa sahip olan UHMWPE sudan hafiftir, yani yüzer. Bu düşük yoğunluk, mukavemet ve dayanıklılıktan ödün vermeden ağırlık azaltmanın öncelikli olduğu uygulamalar için mükemmel bir seçimdir.
- İhmal Edilebilir Nem Emme: UHMWPE gözeneksizdir ve neredeyse hiç su emmez (<0,01%). Bu, tamamen suya batırıldığında veya yüksek nemli ortamlarda kullanıldığında bile boyutlarının ve özelliklerinin sabit kaldığı anlamına gelir. Bu aynı zamanda onu lekelenmeye karşı dirençli ve temizlenmesi kolay hale getirir.
- Üstün Gürültü ve Titreşim Sönümleme: Malzemenin moleküler yapısı enerjiyi emmede mükemmeldir, bu da gürültü ve titreşimin etkili bir şekilde sönümlenmesi anlamına gelir. Bu da onu dişliler, makaralar ve konveyör bileşenleri için ideal hale getirerek daha sessiz makineler yaratır.
- Biyouyumluluk: Tıbbi sınıf UHMWPE toksik değildir ve insan vücudunda zararlı bir tepki ortaya çıkarmaz, bu da onu cerrahi implantlar ve tıbbi cihazlar için güvenli ve güvenilir bir malzeme haline getirir.

UHMWPE malzemeler enjeksiyonla kalıplanabilir mi?
Evet, ama standart bir süreçle değil. Bu, temel zorluk ve kavranması gereken en önemli kavramdır.
Polipropilen veya ABS gibi malzemeler için tasarlanmış geleneksel makine ve parametreleri kullanarak UHMWPE'yi enjeksiyonla kalıplamaya çalışmak başarısızlıkla sonuçlanacaktır. Malzemenin astronomik derecede yüksek eriyik viskozitesi, standart kapılardan, yolluklardan ve ince duvarlı kalıp boşluklarından akmasını engeller. Muhtemelen "kısa atışa" (eksik dolum) neden olacak veya aşırı basınç oluşumu nedeniyle kalıplama makinesine zarar verecektir.
1. Başarılı UHMWPE enjeksiyon kalıplama, oldukça uzmanlık gerektiren bir süreçtir:
① Özel Olarak Formüle Edilmiş Reçineler: Malzeme tedarikçileri tescilli "enjeksiyon kalıplama sınıfı" UHMWPE reçineleri geliştirmiştir. Bunlar genellikle moleküler ağırlık bakımından biraz daha düşüktür (yine de "ultra yüksek" aralıktadır) veya nihai özelliklerden önemli ölçüde ödün vermeden işlemeyi mümkün kılmak için viskoziteyi yeterince azaltan akış arttırıcı katkı maddeleri içerir.
② Modifiye Enjeksiyon Kalıplama Makineleri: Makineler sağlam olmalı ve genellikle 30.000 ila 40.000 psi'yi aşan son derece yüksek enjeksiyon basınçları üretebilmelidir. Özel vida tasarımlarına (örneğin, düşük sıkıştırma oranları), yükseltilmiş hidrolik sistemlere ve bazı dolgulu kalitelerin aşındırıcı doğasıyla başa çıkmak için sertleştirilmiş, aşınmaya dayanıklı kovanlara ve vidalara sahip olabilirler.
③ Özel Kalıp Tasarımı: UHMWPE için kalıplar, malzemenin zayıf akışına ve yüksek büzülmesine uyum sağlayacak şekilde tasarlanmalıdır. Bu, büyük, tam yuvarlak yollukların kullanılmasını; büyük, doğrudan kapıları; yüksek basınca dayanacak sağlam yapıyı ve stratejik soğutma kanalı yerleşimini içerir.
④ Uzman Süreç Kontrolü: UHMWPE için proses penceresi son derece dardır. Uygun şekilde doldurulmuş, tamamen kaynaşmış bir parça elde etmek için sıcaklık, basınç, enjeksiyon hızı ve soğutma süresinin nasıl dengeleneceğini anlayan deneyimli teknisyenler gerektirir.
Özetle, UHMWPE enjeksiyonla kalıplanabilir, ancak geleneksel enjeksiyon kalıplama ve sıkıştırma kalıplama teknikleri arasındaki boşluğu dolduran niş, uzman düzeyinde bir disiplindir.

Bu nedenle, başarılı UHMWPE enjeksiyon kalıplama, en iyi şekilde geleneksel enjeksiyon kalıplama ile sıkıştırma kalıplama arasında bir yerde yer alan hibrit bir süreç olarak tanımlanan oldukça özel bir tekniktir. Sadece özel reçine kaliteleri ve modifiye ekipmanlar talep etmekle kalmaz, aynı zamanda kalıp tasarımında son derece katı ve alışılmadık gereksinimler getirir. Aslında, şunu söylemek abartı olmaz Kalıp tasarımı, bir UHMWPE enjeksiyon kalıplama projesinin başarısını veya başarısızlığını belirleyen en kritik faktördür.
2. UHMWPE Kalıp Tasarımının Dört Temel İlkesi:
① Büyük, Tam Yuvarlak Yolluklar:
Yolluklar, enjeksiyon makinesinin nozülünü kalıp boşluğuna bağlayan ve erimiş malzemeyi nihai hedefine yönlendiren kanallardır. Yaygın plastikler için, yolluklar genellikle mümkün olduğunca küçük olacak şekilde tasarlanırken, yine de tam bir dolum sağlar, bu da malzemeden tasarruf sağlar ve döngü süresini azaltır. Trapezoidal veya yarım yuvarlak kesitler yaygındır.
UHMWPE için bu mantık tamamen terk edilmelidir. Yolluk tasarımının tek amacı, her ne pahasına olursa olsun akış direncini en aza indirmektir. Bu şu anlama gelir:
- Devasa Çap: Yolluklar son derece büyük olmalıdır, tipik olarak parça boyutuna bağlı olarak 10 mm ila 20 mm (0,4 ″ ila 0,8 ″) arasında değişen çaplara veya daha da büyük çaplara sahip olmalıdır. Bu, viskoz malzeme için geniş ve açık bir yol sağlar.
- Tam Yuvarlak Kesit: Tüm geometrik şekiller arasında, tam daire kesiti en düşük yüzey alanı-hacim oranını sunar. Bu, "optimum hidrolik yarıçapa" sahip olmak olarak bilinir. Daha az temas yüzeyi alanı daha az sürtünme anlamına gelir ve bu da yolluk sistemi içindeki değerli enjeksiyon basıncı kaybını en aza indirir. Ayrıca eriyiğin dış katmanının soğuk kalıp duvarına karşı donma hızını yavaşlatarak merkezi akış yolunu açık tutar.

Neden Kritik?
UHMWPE'nin eriyik viskozitesi son derece yüksektir ve akışkanlığı zayıftır. Küçük veya trapezoidal yollukların kullanılması sürtünme direncinde dramatik bir artışa neden olarak büyük basınç düşüşlerine yol açacaktır. Enjeksiyon basıncının 50%'den fazlasının sadece malzemeyi yolluk boyunca itmek için harcanması ve boşluğu doldurmak için yetersiz kuvvet bırakması mümkündür. Bu, dar bir kahve karıştırıcısından kalın bir milkshake içmeye çalışmaya benzer - ne kadar uğraşırsanız uğraşın, inanılmaz derecede verimsizdir.
Kötü Tasarımın Sonuçları:
- Garantili Kısa Atışlar: Malzeme, boşluğu doldurmadan çok önce yollukta donacaktır.
- Aşırı Basınç Yükü: Operatörler dolumu zorlamak için basıncı tehlikeli bir seviyeye çıkararak makinenin hidrolik sistemine veya kalıbın kendisine zarar verebilir.
- Malzeme Bozulması: Aşırı sürtünme, UHMWPE'nin uzun moleküler zincirlerini kırabilen ve nihai parçanın mekanik özelliklerini ciddi şekilde tehlikeye atan aşırı kesme ısısı üretir.
② Büyük, Doğrudan Kapılar:
Geçit, yolluk ile parça boşluğu arasındaki son "kapıdır". Geleneksel kalıplamada, kapılar (örneğin, pin-point veya submarine kapılar) genellikle çok küçük olacak şekilde tasarlanır. Bu, kalıp açıldığında otomatik olarak kesilmelerini sağlar ve parça üzerindeki estetik lekeyi en aza indirir.
UHMWPE için estetik, işlevselliğin önüne geçmelidir. Geçitler büyük, kısıtlayıcı olmayan ve tercihen doğrudan olmalıdır.
- Büyük boy: Geçit, malzeme boşluğa girerken bir darboğaz etkisini önleyecek kadar büyük olmalıdır. Amacı, akışı kısmak değil, yumuşak bir geçişi kolaylaştırmaktır.
- Doğrudan Tasarım: İdeal yolluk tipleri, yolluğu doğrudan parçanın en kalın bölümüne bağlayan doğrudan yolluk yollukları veya büyük tırnak yolluklarıdır. Bu, basıncın yolluktan boşluğa minimum kayıpla sürekli olarak iletilmesini sağlar.

Neden Kritik?
Kapının iki temel görevi vardır: birincisi, enjeksiyon aşaması sırasında malzemenin girmesine izin vermek ve ikincisi ve daha da önemlisi paketleme aşaması sırasında açık kalmak. UHMWPE yüksek oranda kalıp büzülmesine sahiptir. Bu büzülmeyi telafi etmek ve batma izlerini veya iç boşlukları önlemek için, dolumdan sonra boşluğa daha fazla malzeme "paketlemek" için yüksek bir basınç (tutma veya paketleme basıncı) korunmalıdır. Geçit çok küçükse, zamanından önce donarak bu paketleme basıncının yolunu kesecek ve tüm tutma aşamasını işe yaramaz hale getirecektir.
Kötü Tasarımın Sonuçları:
- Ciddi Çöküntü İzleri ve Boşluklar: Parça yüzeyinde göze hoş görünmeyen çöküntüler oluşacak ve parçanın yapısal bütünlüğünü ve performansını tehlikeye atan iç kabarcıklar veya delikler oluşacaktır.
- Eksik Dolum: Malzeme akışı kapıda tıkanır ve boşluğun tamamen dolması engellenir.
- Zayıf Boyutsal Kararlılık: Büzülme telafi edilmediğinden, nihai parça boyutları tutarsız ve amaçlanan tasarımdan uzak olacaktır.
③ Ultra Yüksek Basınç için Sağlam Yapı:
UHMWPE için enjeksiyon basıncı genellikle 200 MPa (yaklaşık 30.000 psi) veya daha fazlasına ulaşır, bu da geleneksel plastiklerin iki ila üç katıdır. Bu, her döngü sırasında kalıbın küçük bir iç patlamaya benzer şekilde muazzam bir kuvvete maruz kaldığı anlamına gelir. Bu nedenle kalıp, bu aşırı koşullara dayanabilecek bir "çelik kale" olarak tasarlanmalı ve inşa edilmelidir.
- Yüksek Mukavemetli Kalıp Çeliği: P20, H13 veya S7 gibi yüksek kaliteli, yüksek sertlikte önceden sertleştirilmiş veya tamamen sertleştirilmiş takım çelikleri zorunludur. Aşındırıcı UHMWPE kaliteleriyle (özellikle cam elyaf veya seramikle doldurulmuş olanlar) doğrudan temas eden alanlar için sert krom kaplama veya daha da aşınmaya dayanıklı çelik gerekli olabilir.
- Kalın Kalıp Plakaları: Kalıbın A ve B plakaları (sabit ve hareketli yarılar), basınç altında bükülmelerini veya "nefes almalarını" önlemek için geleneksel bir kalıba göre önemli ölçüde daha kalın olmalıdır, bu da parlamaya neden olur.
- Güçlendirilmiş Destek Sistemi: Kalıp, boşluğu desteklemek için yeterli sayıda sağlam destek ayağı ile tasarlanmalı ve deformasyonu önlemek için sıkıştırma ve enjeksiyon sırasında kuvvetlerin eşit olarak dağıtılmasını sağlamalıdır.
- Güvenilir Kilitler: Kılavuz ve kilitleme mekanizmaları, iki kalıp yarısının aşırı basınç altında mükemmel şekilde hizalanmasını ve kaymamasını sağlamak için ağır hizmet tipi olmalıdır.

Neden Kritik?
Bir kalıp yeterli sertlikten yoksunsa, yüksek basınç etkisi altında elastik olarak deforme olacaktır. Bu da ayırma çizgisinin çok küçük bir aralıkla açılmasına neden olarak erimiş plastiğin kaçmasına ve parlama oluşturmasına yol açabilir. Parlama sadece parça kalitesini düşürmekle ve manuel olarak çıkarılmasını gerektirmekle kalmaz, aynı zamanda ayırma hattındaki aşınmayı hızlandırarak kalıbın ömrünü kısaltır. Tekrarlayan esneme kalıcı kalıp hasarına yol açabilir.
Kötü Tasarımın Sonuçları:
- Yanıp sönme: İşlem sonrası maliyetleri artırır ve parça hassasiyetini olumsuz etkiler.
- Kalıcı Kalıp Hasarı: Eğrilmiş plakalar, ezilmiş destek sütunları veya çatlamış maçalar/boşluklar, büyük onarım maliyetlerine veya aletin tamamen iptal edilmesine yol açar.
- Güvenlik Tehlikeleri: Aşırı durumlarda, kalıp yapısının yıkıcı bir şekilde bozulması ekipman ve personel için ciddi bir tehdit oluşturabilir.
④ Stratejik Soğutma Kanalı Yerleşimi:
Soğutma, UHMWPE kalıplamada ikili bir rol oynar: parçayı fırlatma için katılaştıracak kadar hızlı olmalı, aynı zamanda çarpılmayı önleyecek kadar düzgün olmalıdır. UHMWPE parçaları tipik olarak kalın duvarlı olduğundan ve plastik zayıf bir termal iletken olduğundan, soğutma işlemi hem yavaş hem de kritiktir.
Tek Tip Düzen: Soğutma kanalları, parça yüzeyinden tutarlı bir mesafeyi koruyarak boşluğun etrafına mümkün olduğunca eşit bir şekilde yerleştirilmelidir. Bu, parçanın tüm bölümlerinin benzer bir hızda soğumasını sağlar.
- Sıcak Noktaları Hedefleme: Parçanın kalın duvarlı bölümlerinde veya ilave ısının üretildiği kaynak hatlarında, lokalize ısı birikimini gidermek için daha fazla soğutma kanalına veya yüzeye daha yakın yerleştirilmiş kanallara ihtiyaç vardır.
- Çoklu Devre Tasarımı: Karmaşık parçalar için en iyisi birden fazla bağımsız soğutma devresi tasarlamaktır. Bu, kalıbın farklı alanlarında diferansiyel sıcaklık kontrolü sağlayarak büzülme ve çarpılma üzerinde daha hassas kontrol sağlar.

Neden Kritik?
UHMWPE çok yüksek bir termal genleşme ve büzülme katsayısına sahiptir. Düzgün olmayan soğutma ile, bileşenin bir kısmı diğerinden önce küçülecek ve katılaşacaktır. İç gerilmedeki bu dengesizlik, eşit olmayan şekilde ısıtılmış bir tavadaki kurabiyeye benzer şekilde, parçanın fırlatıldıktan sonra ciddi şekilde eğrilmesine neden olacaktır. Düzgün, kontrollü soğutma, nihai ürünün boyutsal doğruluğunu ve geometrik stabilitesini sağlamanın anahtarıdır.
Kötü Tasarımın Sonuçları:
- Ciddi Çarpılma ve Bozulma: Parçalar kullanılamaz hale gelir ve son derece yüksek hurda oranlarına yol açar.
- Aşırı Uzun Çevrim Süreleri: Genel döngü süresi en yavaş soğutma bölümü tarafından belirlenir ve bu da düşük üretim verimliliğine yol açar.
- Yüksek İç Gerilim: Parça iyi biçimlendirilmiş gibi görünebilir, ancak önemli ölçüde kalıplanmış stres içerir, bu da onu çatlamaya veya hizmette erken arızaya eğilimli hale getirir.
UHMWPE Enjeksiyon Kalıplama için Dikkat Edilmesi Gereken Temel Hususlar Nelerdir?
Bir UHMWPE enjeksiyon kalıplama projesine başlamadan önce, başarılı bir sonuç elde etmek için birkaç kritik faktör göz önünde bulundurulmalıdır.
1. Malzeme Seçimi:
- UHMWPE Doğru Seçim mi? İlk olarak, UHMWPE'nin gerçekten gerekli olduğunu doğrulayın. Uygulama yalnızca orta düzeyde aşınma direnci gerektiriyorsa, Asetal (POM) veya Naylon gibi daha kolay işlenen bir malzeme daha düşük bir maliyetle yeterli olabilir. UHMWPE, aşırı aşınma direnci, darbe dayanımı veya düşük sürtünmenin pazarlık konusu olmadığı uygulamalar için ayrılmalıdır.
- Doğru Notu Seçmek: Daha önce tartışıldığı gibi, uygulamanın ihtiyaçlarına en uygun kaliteyi seçin - gıda teması için bakire, kuru kayma için yağ dolgulu, ESD için karbon dolgulu vb. Malzeme tedarikçisi ve kalıpçınızla yakın çalışın.
2. Parça Tasarımı:
- Kalın Duvar Kesitleri: UHMWPE ince kesitler halinde iyi akmaz. Genellikle minimum 3 mm (0,125 inç) duvar kalınlığı tavsiye edilir, 5-6 mm (0,200-0,250 inç) daha idealdir. Duvar kalınlığında ani değişikliklerden kaçının.
- Cömert Yarıçaplar: Keskin iç köşeler gerilim yoğunlaştırıcılardır ve bunlardan kaçınılmalıdır. Malzeme akışını ve parça mukavemetini iyileştirmek için tüm köşelerde ve filetolarda geniş, cömert yarıçaplar kullanın.
- Basitlik: Karmaşık özelliklere, nervürlere veya çıkıntılara sahip karmaşık geometrilerin doldurulması son derece zordur ve en aza indirilmelidir. İdeal parça tıknaz ve basittir.
3. Kalıp Tasarımı ve Kalıplama:
- Yüksek Basınç Kapasitesi: Kalıp, yüksek mukavemetli takım çeliğinden (örn. P20, H13) üretilmeli ve esneme veya bozulma olmaksızın muazzam enjeksiyon ve sıkıştırma basınçlarına dayanacak şekilde tasarlanmalıdır.
- Geçit ve Koşucular: Basınç düşüşünü en aza indirmek için büyük, tam yuvarlak yolluklar kullanın. Kapılar büyük olmalı ve doğrudan parçanın en kalın bölümünü beslemelidir. Denizaltı kapıları, pimli kapılar ve diğer kısıtlayıcı tasarımlar genellikle uygun değildir.
- Havalandırma: Yavaş malzeme cephesi ilerledikçe sıkışan havanın dışarı çıkmasını sağlamak için uygun havalandırma kritik önem taşır. Yetersiz havalandırma kısa atışlara ve yanık izlerine yol açabilir.
- Büzülme: UHMWPE yüksek ve genellikle tekdüze olmayan bir büzülme oranına sahiptir. Nihai parça boyutsal doğruluğunu elde etmek için kalıp bunu hesaba katacak şekilde tasarlanmalıdır. Bu genellikle prototipleme ve yineleme gerektirir.
4. İşleme Ekipmanı:
- Yüksek Basınç Makinesi: Enjeksiyon kalıplama presi çok yüksek enjeksiyon basınçları üretme ve sürdürme kapasitesine sahip olmalıdır.
- Vida ve Fıçı: Malzemeyi bozabilecek aşırı kesme ısısı oluşumunu önlemek için düşük sıkıştırma oranına (örn. 1,5:1 ila 2,0:1) sahip özel bir vida gereklidir. Namlu ve vida sertleştirilmiş, aşınmaya dayanıklı çelikten yapılmalıdır.
5. Maliyet ve Çevrim Süresi:
- Yüksek Kalıp Maliyeti: Sağlam, yüksek basınçlı kalıpların yapımı standart kalıplara göre daha pahalıdır.
- Uzun Döngü Süreleri: Kalın parça duvarları ve malzemenin termodinamiği nedeniyle, hem enjeksiyon aşaması hem de soğutma aşaması geleneksel termoplastiklere göre önemli ölçüde daha uzundur. Çevrim süreleri parça başına birkaç dakika olabilir ve bu da parça başına maliyeti artırır.


Komple Kılavuz UHMWPE Enjeksiyon Kalıplama için Kaynaklar
UHMWPE Enjeksiyon Kalıplama için tasarım kılavuzları
Başarılı bir UHMWPE enjeksiyon kalıplama için bir parça tasarlamak, malzemenin benzersiz davranışına uyum sağlayan bir dizi kurala bağlı kalmayı gerektirir.
| Tasarım Özelliği | Kılavuz / Tavsiye | Gerekçe |
|---|---|---|
| Duvar Kalınlığı | Minimum: 3 mm (0,125″) Tavsiye edilir: > 5 mm (0,200″) | Malzemenin donmadan önce boşluğu doldurmak için yeterince geniş bir akış yoluna sahip olmasını sağlar. İnce duvarların doldurulması neredeyse imkansızdır. |
| Duvar Tekdüzeliği | Mümkün olduğunca eşit bir duvar kalınlığı sağlayın. Değişiklikler gerekiyorsa, bunları kademeli ve yumuşak bir şekilde yapın. | Çarpılma, çökme izleri ve iç gerilmelere yol açan eşit olmayan soğumayı önler. |
| Yarıçaplar & Filetolar | Minimum iç yarıçap: 1x duvar kalınlığı. Önerilen: 2-3x duvar kalınlığı. | Gerilim konsantrasyonlarını azaltır, köşelerdeki malzeme akışını iyileştirir ve parçayı daha güçlü hale getirir. |
| Kaburgalar ve Patronlar | Mümkünse kaçının. Gerekirse kısa ve kalın yapın. Taban kalınlığı ana duvarın ~50-60%'si kadar olmalıdır. Cömert taslaklar ve yarıçaplar kullanın. | Bu özelliklerin doldurulması zordur ve karşı yüzeyde çukur izlerine neden olabilir. |
| Taslak Açıları | Minimum: 3 derece. Tavsiye edilir: 5 derece veya daha fazla. | Yüksek sıkıştırma basıncı, parçanın kalıba sıkıca yapışmasına neden olabilir. Parçanın kolay çıkarılması için geniş bir çekim açısı gereklidir. |
| Delikler ve Çekirdekler | Delikleri kenarlardan uzak tutun. Delikler veya bir delik ile duvar arasındaki mesafe, delik çapının en az 2 katı olmalıdır. | Yapısal bütünlüğü korur ve çekirdek pimlerinin etrafındaki akış sorunlarını önler. |
| Toleranslar | Daha geniş toleranslar bekleyin geleneksel plastiklere göre. +/- 0,010″ iyi bir başlangıç noktasıdır, ancak geometriye büyük ölçüde bağlıdır. | Yüksek ve değişken büzülme oranı, son derece sıkı toleransların korunmasını zorlaştırır. |
| Yüzey İşlemi | Kozmetik bir yüzeyden ziyade işlevsel bir yüzey hedefleyin. Çok parlak yüzeyler elde etmek zordur. Dokulu veya mat bir yüzey küçük akma izlerini gizleyebilir. | Malzemenin akış davranışı, ince kalıp dokularını kopyalamaya veya mükemmel bir A Sınıfı yüzey elde etmeye elverişli değildir. |
UHMWPE Enjeksiyon Kalıplama Nasıl Yapılır? Adım Adım Kılavuz
Bu, geleneksel kalıplamadan temel farklılıkları vurgulayan, özelleşmiş sürece basitleştirilmiş bir genel bakıştır.
Adım 1: Malzeme Hazırlığı:
UHMWPE düşük nem emilimine sahip olsa da, bazı dolgulu kaliteler higroskopik olabilir. Yüzey kusurlarını önlemek için reçine, üreticinin spesifikasyonlarına göre, tipik olarak yaklaşık 70-80°C'de 2-4 saat kurutulmalıdır.
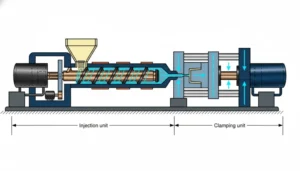
Adım 2: Makine ve Kalıp Kurulumu:
Kalıp, yüksek tonajlı, yüksek basınçlı bir enjeksiyon kalıplama makinesine monte edilir. Namlu ve nozul sıcaklıkları ayarlanır. Birçok plastikten farklı olarak, UHMWPE için sıcaklık profili nispeten düz ve sıcaktır, genellikle 220-280°C (428-536°F) aralığındadır. Bu, erime noktasının oldukça üzerindedir ve viskoziteyi mümkün olduğunca azaltmak için gereklidir.

3. Adım: Plastikleştirme (Eritme):
UHMWPE peletleri hazneden varile beslenir. Dönen vida bunları ileriye doğru taşır. Kovanın ısıtıcı bantlarından gelen ısı ve vidanın dönüşünden gelen kesme ısısının kombinasyonu, malzemeyi jel benzeri durumuna yumuşatmaya başlar. Uzun polimer zincirlerinin kayma kaynaklı bozulmasını en aza indirmek için düşük bir vida hızı (RPM) kullanılır.
Adım 4: Enjeksiyon:
Vidanın önünde yeterli malzeme biriktiğinde enjeksiyon aşaması başlar. Vida bir piston gibi hareket ederek muazzam bir güçle ileri doğru itilir. Son derece yüksek enjeksiyon basıncı (25.000 - 40.000+ psi), viskoz, macun benzeri malzemeyi nozul, yolluk, yolluklar ve kapıdan kalıp boşluğuna zorlamak için uygulanır. Enjeksiyon hızı tipik olarak yavaştır ve sabit, eşit bir dolum sağlamak için kontrol edilir.
Adım 5: Paketleme ve Bekletme:
Kalıp hacimsel olarak doldurulduktan sonra, uzun bir süre boyunca bir "paketleme" veya "tutma" basıncı uygulanır. Bu kritik bir adımdır. Malzeme soğudukça ve katılaştıkça meydana gelen önemli büzülmeyi telafi etmek için malzemeyi boşluğa itmeye devam eder. Yetersiz paketleme basıncı veya süresi boşluklara, çökme izlerine ve zayıf boyutsal stabiliteye neden olur.
Adım 6: Soğutma:
Bu, döngünün en uzun aşamasıdır. Parçalar kalın duvarlı olduğundan ve plastik zayıf bir ısı iletkeni olduğundan, parçanın tamamen katılaşmasına ve fırlatma için yeterince kararlı hale gelmesine izin vermek için uzun bir soğutma süresi gerekir. Kalıp sirkülasyonlu su veya yağ ile soğutulur. Bu adımın aceleye getirilmesi ciddi çarpılmalara yol açacaktır.
Adım 7: Kalıp Açma ve Çıkarma:
Soğutma süresi tamamlandığında kalıp açılır. Ejektör sistemi (pimler, manşonlar, vb.) bitmiş parçayı boşluktan dışarı iter. Kullanılan yüksek basınçlar nedeniyle, fırlatma bazen zorlayıcı olabilir.
Adım 8: İşlem Sonrası (Gerekiyorsa):
Parça çıkarılır ve yolluk/spru sistemi kesilir. UHMWPE'nin sertliği nedeniyle, bu işlem genellikle basit bir bükme veya koparma yerine testere veya keskin bir bıçak gerektirir. Bazı durumlarda, parçalar iç gerilimleri azaltmak için kalıplama sonrası tavlama gerektirebilir.
UHMWPE Enjeksiyon Kalıplamanın avantajları nelerdir?
Başarılı olduğunda, bu özel süreç, stok şekillerden (çubuk, levha, plaka) parça işlemeye göre önemli avantajlar sunar.
- Tasarım Özgürlüğü ve Karmaşıklık: Diğer plastiklere kıyasla sınırlı olsa da, enjeksiyon kalıplama, talaşlı imalattan daha karmaşık, net şekilli parçaların oluşturulmasına izin verir. Entegre montaj braketleri, kör delikler ve konturlu yüzeyler gibi özellikler doğrudan kalıplanabilir ve ikincil montaj veya imalat adımlarına olan ihtiyacı azaltır.
- Ölçeklenebilirlik ve Yüksek Hacimli Üretim: Binlerce veya milyonlarca parçadan oluşan üretim çalışmaları için enjeksiyon kalıplama, her bir parçanın ayrı ayrı işlenmesinden çok daha uygun maliyetli ve hızlıdır. İlk takım yatırımı yapıldıktan sonra, parça başına maliyet hacimle birlikte önemli ölçüde düşer.
- Azaltılmış Malzeme Atığı: İşleme, özellikle karmaşık parçalar için önemli miktarda atık malzeme (talaş veya talaş) üretebilir. Enjeksiyon kalıplama neredeyse net şekilli bir işlemdir ve tek atık tipik olarak yolluk sistemidir, bu da bazen yeniden taşlanabilir ve belirli uygulamalarda yeniden kullanılabilir. Bu da daha iyi malzeme kullanımına ve daha düşük maliyetlere yol açar.

- Mükemmel Parçadan Parçaya Tutarlılık: Enjeksiyon kalıplama işlemi son derece tekrarlanabilirdir. Proses parametreleri ayarlandıktan sonra, üretilen her parça neredeyse aynı olacak ve manuel veya çok adımlı işleme operasyonlarıyla elde edilmesi zor olan yüksek kalite ve tutarlılık seviyeleri sağlanacaktır.
- Geliştirilmiş Malzeme Özellikleri (Füzyon): Enjeksiyon kalıplı bir parça homojen bir eriyikten oluşturulur ve tamamen kaynaşmış, monolitik bir yapı elde edilir. Bu, bazen iç gerilmelere veya hafif yoğunluk değişimlerine sahip olabilen sıkıştırma kalıplı stoktan işlenen parçalara kıyasla üstün mekanik bütünlüğe yol açabilir.
- Ölçekte Maliyet Azaltma: İlk kalıp maliyeti yüksek olsa da, yüksek hacimler için düşük döngü maliyeti (malzeme + makine süresi), enjeksiyon kalıplamayı büyük miktarlarda UHMWPE parçaları için en ekonomik üretim yöntemi haline getirir.
UHMWPE Enjeksiyon Kalıplamanın dezavantajları nelerdir?
Sürecin zorlukları ve sınırlamaları önemlidir ve dikkatle tartılmalıdır.
- Son Derece Yüksek Kalıp Maliyetleri: Kalıplar aşırı basınçlara dayanacak şekilde inşa edilmelidir, bu da onları standart enjeksiyon kalıplarından önemli ölçüde daha pahalı hale getirir. Bu yüksek ilk yatırım, süreci düşük hacimli üretim veya prototipler için uygunsuz hale getirir.
- Uzun Döngü Süreleri: Yavaş enjeksiyon, uzun paketleme ve uzun soğutma sürelerinin birleşimi, döngü sürelerinin saniyelerle değil dakikalarla ölçüldüğü anlamına gelir. Bu da makine verimini düşürür ve hızlı çevrim malzemelerine kıyasla parça başına maliyeti artırır.

- Parça Tasarım Kısıtlamaları: Daha önce detaylandırıldığı üzere, tasarımcı kalın, tek tip duvarlara, geniş yarıçaplara ve büyük taslaklara sahip basit geometrilerle sınırlandırılmıştır. İnce duvarlar, keskin köşeler ve karmaşık özellikler mümkün değildir.
- Yüksek İşlem Zorluğu: Sürecin çok dar bir çalışma aralığı vardır ve özel makineler ve yüksek vasıflı teknisyenler gerektirir. Her enjeksiyon kalıplama şirketi UHMWPE'yi başarıyla işleyecek ekipmana veya uzmanlığa sahip değildir.
- Malzeme Bozulma Potansiyeli: Yüksek sıcaklık ve yüksek kesme (vidadan) kombinasyonu, UHMWPE'nin uzun polimer zincirlerini parçalayarak moleküler ağırlığını azaltabilir ve nihai mekanik özelliklerini tehlikeye atabilir. Bu riski azaltmak için dikkatli proses kontrolü şarttır.
- Sınırlı Yüzey İşlemi: Kozmetik olarak mükemmel veya çok parlak bir yüzey kalitesi elde etmek zordur. Küçük akış çizgileri, kaynak çizgileri veya mat bir görünüm yaygındır.
UHMWPE Enjeksiyon Kalıplamada sık karşılaşılan sorunlar ve çözümler
| Sorun | Potansiyel Neden(ler) | Çözüm(ler) |
|---|---|---|
| Kısa Atış / Tamamlanmamış Dolgu | - Yetersiz enjeksiyon basıncı - Erime sıcaklığı çok düşük - Enjeksiyon hızı çok yavaş - Kötü küf havalandırması - Kapılar/runnerlar çok küçük | - Enjeksiyon basıncını artırın - Namlu ve nozul sıcaklıklarını artırın - Enjeksiyon hızını artırın (dikkatli bir şekilde) - Kalıba havalandırma delikleri ekleyin veya genişletin - Kalıbı daha büyük yolluklar/kapılar ile yeniden tasarlayın |
| Çarpıklık | - Üniform olmayan duvar kalınlığı - Yetersiz veya dengesiz soğutma - Yetersiz paketleme süresi/basıncı - Parçayı hala çok sıcakken çıkarma | - Tek tip duvarlar için parçayı yeniden tasarlayın - Kalıp soğutma suyu akışını ayarlayın; tıkalı kanallar olup olmadığını kontrol edin - Paketleme basıncını ve/veya süresini artırın - Döngünün soğutma aşamasını uzatın |
| Lavabo İzleri / Boşluklar | - Yetersiz paketleme basıncı veya süresi - Kalın bölümler çok yavaş soğuyor - Erime sıcaklığı çok yüksek | - Paketleme basıncını ve bekletme süresini artırın - Parça tasarımında kalın bölümleri ayıklama - Eriyik sıcaklığını biraz düşürün |
| Kaynak Hatları | - Boşlukta buluşan çoklu akış cepheleri - Düşük erime sıcaklığı veya basıncı | - Tek bir akış yolu oluşturmak için kapının yerini değiştirin - Akış cephelerinin daha iyi kaynaşmasına yardımcı olmak için eriyik sıcaklığını ve enjeksiyon basıncını artırın |
| Yanık İzleri | - Kalıpta sıkışan havanın yüksek basınç altında kendiliğinden tutuşması (dieseling) - Enjeksiyon hızı çok yüksek | - Son dolum noktasında kalıp havalandırmasını iyileştirin - Enjeksiyon hızını azaltın |
| Parçanın Kalıba Yapışması | - Yetersiz çekim açısı - Yüksek paketleme basıncı - Kalıp yüzeyi çok pürüzlü veya alt kesimleri var | - Parça/kalıp tasarımında çekim açısını artırın - Paketleme basıncını azaltın (lavabolarla dengeleyin) - Kalıp boşluğunu ve maçayı cilalayın; alt kesimleri kontrol edin |
UHMWPE Enjeksiyon Kalıplama uygulamaları nelerdir?
Enjeksiyon kalıplı UHMWPE uygulamaları, inanılmaz derecede dayanıklı, aşınmaya dirençli ve düşük sürtünmeli bileşenlerin yüksek hacimli üretimini gerektiren endüstrilerde bulunur.
1. Malzeme Taşıma ve Taşıma:
Bu birincil pazardır. Aşınma direnci ve düşük sürtünme kombinasyonu, ürünleri ve dökme malzemeleri yönlendiren, hareket ettiren ve işleyen parçalar için mükemmeldir.
- Dişliler ve Zincir Dişlileri: Konveyör sistemleri ve düşük torklu güç aktarımı için. Sessiz, kendinden yağlamalı ve hafiftirler.
- Zincir Kılavuzları ve Aşınma Şeritleri: Makaralı zincirlerin ve konveyör bantlarının minimum sürtünme ve aşınma ile yönlendirilmesi.
- Makaralar ve Kasnaklar: Konveyör bantları ve kablo sistemleri için dayanıklı, yapışmaz bir yüzey sağlar.
2. Yiyecek ve İçecek İşleme:
Bakir kaliteler FDA uyumludur, gözeneksizdir ve temizlenmesi kolaydır, bu da onları gıda ile temas eden uygulamalar için ideal hale getirir.
- Burgular ve Besleyici Vidalar: Gıda ürünlerinin hasar görmeden veya kirlenmeden taşınması.
- Burçlar ve Rulmanlar: Geleneksel yağlamalı rulmanların arızalanabileceği ıslak, korozif ve yıkamalı ortamlarda çalışan işleme makineleri için.
- Yıldız Tekerlekler ve Kılavuz Raylar: Şişeleme ve paketleme hatlarında konteynerleri yüksek hızlarda nazikçe yönlendirmek için kullanılır.
3. Medikal ve Ortopedi:
Biyouyumlu ve çapraz bağlı kaliteler, yüksek hacimli tek kullanımlık cihazlar ve bazı implante edilebilir bileşenler için kullanılır.
- Ortopedik İmplantlar: Ana bileşenler (kalça protezlerindeki asetabular astarlar gibi) genellikle çapraz bağlı stoktan işlenirken, bazı küçük, yüksek hacimli implant bileşenleri enjeksiyonla kalıplanabilir.
- Cerrahi Alet Kolları ve Bileşenleri: Tıbbi aletler için dayanıklı, sterilize edilebilir parçalar sağlamak.
4. Endüstriyel Makineler:
- Rulmanlar ve Burçlar: Özellikle kirli veya tozlu ortamlarda yüksek yük, yüksek aşınma uygulamalarında bronz ve naylon rulmanların yerine uygun maliyetli bir alternatiftir.
- Contalar ve Contalar: Mükemmel kimyasal direnç ve dayanıklılık gerektiren uygulamalarda.
- Toplayıcı Kollar ve Darbe Pedleri: Tekrarlanan darbe ve aşınmanın birincil endişe kaynağı olduğu otomatik makinelerde.
5. Eğlence ve Tüketim Malları:
- Kayak ve Snowboard Bileşenleri: Kayakların ve snowboardların tabanı için kullanılan ana malzeme, karda düşük sürtünme özelliği nedeniyle değerli olan UHMWPE'dir.
- Kaykaylar ve Patenler için Rulmanlar: Sorunsuz, dayanıklı performans sağlar.
- Fitness Ekipmanlarında Aşınma Bileşenleri: Ağırlık makineleri ve kardiyo ekipmanlarındaki burçlar ve makaralar.


Çin'de Prototipten Üretime Enjeksiyon Kalıplama Süreci Nasıl İlerler?
İlk 3D baskılı prototipinizi yeni tamamladınız. Tezgahta doğru görünüyor, ancak plastik baskıların gerçek kullanımda dayanmayacağını zaten biliyorsunuz. Şimdi enjeksiyon kalıplı parçalara ihtiyacınız var — yüzlercesine
Çin Plastik Enjeksiyon Kalıplama Üreticisi
Seri üretime hazır yeni bir ürününüz var ve yerli kalıp teklifiniz $45.000 fiyat ve 14 haftalık teslim süresi ile geldi. Tanıdık geliyor mu? İşte bu noktada çoğu

Çin'de Enjeksiyon Kalıplama Ödeme Koşulları: 2026'da Alıcıların Bilmesi Gerekenler
Anahtar Çıkarımlar Standart Çin kalıp ödemesi: –50 depozito, kalanı kilometre taşı taksitlerinde. T/T havale transferi baskın yöntemdir; 50.000$'ın altındaki takım tezgahları için L/C nadirdir. Asla 0 peşin ödeme yapmayın
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

