

Giriş: Enjeksiyon kalıplama, güzel hızlı prototipler ve plastik enjeksiyon kalıplı parçalar yapmak için harika bir üretim sürecidir. Ancak sıkı bir üretim süreci kontrol sistemi olmadan, plastik kalıplı parçalar batma izleri gibi kusurlar geliştirebilir.

So, what are sink marks in injection molding? Why do they happen and how can you as a manufacturer prevent them from happening? Read on as we provide you with the answers to these questions and the important information you need to know about sink marks.
Enjeksiyon Kalıplamada Çökme İzleri Nedir?
Çökme izi, enjeksiyonla kalıplanmış bir parçanın yüzeyinde duvar kalınlığına göre değişen bir kusurdur. Başka bir deyişle, batma izleri kalıplanmış bir parçanın daha kalın bölümlerinde meydana gelir ve bu kusur daha çok yüzeyinde bir çukur veya oluk gibi görünür.

Bir ürünün bir bölümü ne kadar kalınsa, o kadar fazla parça içerir. Ayrıca bu kalın alanlar soğuma sürelerini uzatır. Buna karşılık, plastik bir parçanın kalıp çeliğiyle temas eden dış kısmı genellikle çok hızlı soğur.

Dolayısıyla, kalıplanan parçanın dışı ile içi arasındaki soğuma süresi farkı kusura neden olur. Nasıl? Parçanın daha kalın bölümündeki moleküller soğumaya başladığında, büzülürler ve dış kısmın içe doğru büzülmesine neden olarak bir çökme izi oluştururlar. Ancak, dış kısım yeterince güçlüyse, bu büzülme bunun yerine boşluklara neden olacaktır.

Lavabonun görünürlüğü derinliğine, ürünün rengine ve dokusuna bağlıdır. Ancak, ışığı farklı yönlerde yansıtabildikleri için küçük lavabo izlerinin genellikle görünür olduğunu unutmamak önemlidir.
Plastik Enjeksiyon Kalıplama Lavabo İzlerinin Nedenleri ve Çözümleri
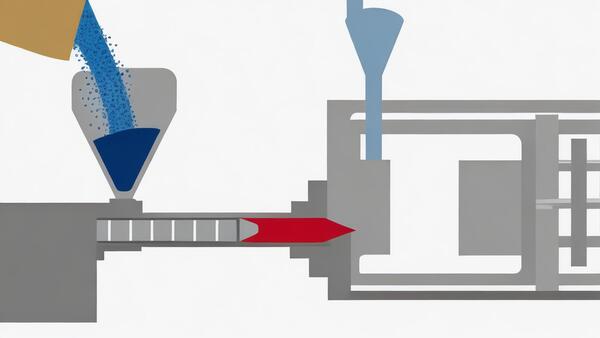
Enjeksiyon kalıplama ile parça yaptığınızda, erimiş malzemeyi bir kalıba atarsınız. Malzeme soğur ve istediğiniz parçaya dönüşür. Sonra onu çıkarırsınız.

Enjeksiyon kalıplamada batma izleri genellikle kalıpladığınız parça kullandığınız reçine için çok kalın olduğunda meydana gelir. Ancak çökme izlerinin başka nedenleri de vardır. Şimdi bunlara neyin neden olduğuna ve enjeksiyon kalıplamada çökme izlerinin nasıl azaltılacağına bakalım.
Yanlış Erime Sıcaklığı
Reçineyi eritirken yanlış sıcaklıkların kullanılması bitmiş plastiğin yüzeyinde çukur izlerine neden olabilir. Çökme izleri genellikle düşük ekleme sıcaklığından kaynaklanır ve bu durumda sıcaklığın artırılması bu sorunları çözebilir.
Bunu önlemek için, erimiş reçineyi üreticinin tavsiye ettiği sıcaklık aralığında ayarlayın. Reçineyi kalıba enjekte etmeden önce eriyik sıcaklığını doğrulayın.
Kısa Bekletme Süresi
Bekletme süresi çok kısaysa, parça yüzeyinde çöküntülere de neden olabilir. İdeal olarak, paketleme ve bekletme süreleri uzun olmalıdır. Bu, plastik reçinenin kalıp boşluğunun içine veya dışına akmasını önleyen parçanın kapısının düzgün bir şekilde kapatılmasını sağlar. Kapı düzgün bir şekilde kapatılmazsa, plastik reçine durağan haldeyken boşluktan dışarı akacaktır.

Batma izlerini önlemek için, kalıbı doldurduktan sonra kapının katılaşmasını sağlayacak kadar uzun tutun. Bu, erimiş malzemenin kalıptan dışarı akmasını önlemeye yardımcı olacak ve böylece batmayı önleyecektir. Başka bir deyişle, kapının yakınında izler veya çöküntüler varsa, bekletme süresini uzatmak bunu ortadan kaldırmaya yardımcı olacaktır.
Kaburga Çok Kalın
Kaburga daha kalın olduğunda, kaburga ile ana duvar kalınlığının birleştiği yer de daha kalın olur. Plastik burada yoğunlaşır. Soğuma sırasında, önce nervür ve ana kalın duvar bölümleri yüzeyi katılaşır. Nervür ile ana et kalınlığının birleşim yerinin merkezi erimiş halde kalır.

Daha sonra katılaşan plastik, önce katılaşan plastiğin üzerinde büzülür ve etrafındaki plastik üzerinde bir emme kuvvetine sahip olur. Herhangi bir yerde daha zayıf bir katılaşma tabakası varsa (genellikle nervürün karşısındaki kalıp yüzeyinde), oradaki yüzey çökerek bir çukur oluşturabilir.
Çökme izleri malzeme özelliklerinden, tutma basıncından ve geçitten uzaklıktan kaynaklanabilir. Bazen nervür kalınlığı ana duvar kalınlığının 50%'si, hatta daha ince olacak şekilde tasarlanmalıdır. İnsan deneyimi yargısı bazen yanlıştır.

CAE kalıp akış analizi yoluyla analiz edilmesi önerilir. Risk, farklı nervür kalınlığı tasarımlarının büzülme üzerindeki etkisini anlamak için kalıp akış analizinin büzülme indeksine dayalı olarak tahmin edilebilir. Çekme riski aynı şekilde kolon pozisyonunda ve ürünün köşesinde de tahmin edilebilir.
Yolluk ve Kapının Boyutu
Yolluk ve kapı çok küçüktür ve malzeme akış direnci çok büyüktür. Enjeksiyon basıncı ve basıncı yeterli değilse, kalıp boşluğu yoğun malzeme ile doldurulamaz ve eriyik yoğunluğu küçüktür, bu da kolayca yüzey çökmesine ve büzülme izlerine neden olabilir.

Bazı ürünler düzensiz yerel tutkal akışına veya çok küçük akış kanallarına sahiptir, bu da büyük malzeme akış direncine ve yetersiz yerel basınca neden olabilir ve büzülme izlerinin olasılığı da artacaktır. Kalıp tasarımından önce malzeme akışını ve basıncını analiz etmek ve dolum sürecini simüle etmek için CAE kalıp akış analizi yazılımını kullanmamızı öneririm.
Yazılım, yolluk ve kapı boyutunu makul bir şekilde tasarlamamıza ve ürün yapısının akışı engellediği alanı analiz etmemize yardımcı olacak makul veriler sağlayacaktır. Ürün yüzeyindeki büzülmeyi tamamen önlemek için ürünü analiz sonuçlarına göre değiştirin.

Yüksek Kalıp Sıcaklığı
Kalıp sıcaklığının büzülme izleri veya büzülme delikleri üzerindeki etkisi görecelidir. Kalıp sıcaklığı çok düşük olduğunda, parçanın yüzey tabakası yoğunlaşma ve kalınlaşma eğilimindedir, çekirdek tabakanın kalınlığı nispeten azalır, basınç ve büzülme tutma kanalı daralır ve parçanın uzak ucu yeterli büzülme alamaz, büzülme izleri veya büzülme delikleri oluşturur;
Ayrıca, düşük kalıp sıcaklığı yolluk sisteminin, özellikle de yollukların kolayca donmasına neden olur ve parça yeterli tutma basıncı ve büzülme alamaz, bu da büzülme boşluklarına veya büzülme izlerine neden olur.
Kalıp sıcaklığı çok yüksek olduğunda, kalıbın soğutma verimliliği düşüktür ve soğutma yavaştır. Uzun soğutma süresi nedeniyle, büzülme de daha büyüktür. Yeterli tutma basıncı ve büzülme yoksa, büzülme izlerine veya büzülme boşluklarına neden olmak kolaydır.
Sıcaklığın çok yüksek ayarlanması kapının doğru ve zamanında kapanmasını engelleyebilir. Bu sorunu çözmek için doğru kalıp sıcaklık aralığını kullanın ve doğru boru hattını sağlayın.

Yanlış Tutma Basıncı veya Tutma Basıncı
Kalıplanmış parçalardaki eziklerin bir diğer nedeni de tutma basıncının yanlış dağıtılmasıdır. Başka bir deyişle, ürünün farklı kısımlarına doğru miktarda tutma basıncı uygulamak, ürünün şeklini korumasına yardımcı olur.
Çökme izlerini veya çarpılmayı önlemek için tipik boşluk basıncı aralığı 8.000 ila 15.000 psi'dir. Temel kural, tutma veya salmastra basıncının enjeksiyon basıncının 50-70%'si olması gerektiğidir.

Basınç uygulamanın en iyi yolu kalınlığı ölçmektir. Dolayısıyla, daha kalın kalıp parçaları, daha ince parçalara göre şekli korumak için daha fazla plastik ve basınç gerektirir.
Bu kusur, kurutma işlemi sırasında kalın bölgedeki plastik reçine ve diğer malzemelerin büzülmesinden kaynaklandığından, kalın bölgeye uygun basınçta yeterli miktarda plastik koymak bu kusurun giderilmesine yardımcı olabilir.

Enjeksiyon Kalıplama Makinesi Vidalı Çekvalf Hasar Arızası
Injection molding technicians know that the check valve on the injection molding machine is to prevent the molten plastic material in front of the screw in the material tube from flowing back during injection and holding pressure.
Enjeksiyon kalıplama makinesindeki çek valf uzun süreli kullanım sırasında aşınır ve çatlarsa, ciddi hasar plastiğin boşluktan geri akmasına neden olur, tampon ve tutma basıncı azalır veya kaybolur ve ürün kolayca büzülme depresyonuna neden olur.

Bu nedenle, sık sık kontrol etmeniz, bakımını yapmanız ve temizlemeniz gerekir. Ayrıca, plastik peletleri temiz ve kalıntılardan arındırılmış tutmanız gerekir, özellikle ikincil geri dönüştürülmüş malzemeler asla bıçaklar ve demir parçaları gibi sert nesnelerle karıştırılmamalıdır. Herhangi bir ciddi kusur bulursanız, bunları hemen değiştirmelisiniz.
Enjeksiyon Kalıplama Makinesi Kovanının Sıcaklığı Çok Yüksek
Eğer sıcaklık enjeksiyon kalıplama makine namlusu çok yüksek olursa, eriyiğin yoğunluğu azalacaktır. Ürün soğuduğunda, kalıp yüzeyi ile temas eden eriyik önce bir yoğunlaşma tabakası halinde katılaşacaktır. Plastik hacim olarak küçülür ve boşluğun merkezindeki eriyiğin yoğunluğunun daha küçük olmasına neden olur.

Çekirdek yavaşça katılaştığında, çekirdeğin merkezinde bir boşluk oluşacaktır. Boşluğun iç duvarı bir büzülme gerilimi oluşturacaktır. Yüzey katılaşma tabakasının mukavemeti yeterli değilse, ürünün yüzeyi içe doğru çökecek ve bir büzülme izi oluşturacaktır.
İyileştirme yöntemi makul bir varil sıcaklığı belirlemektir. Malzemenin izin verdiği aralıkta, mümkün olduğunca aşırı değeri kullanmamaya çalışın, bu da ürünün büzülme olasılığını etkili bir şekilde azaltabilir. CAE kalıp akış analizi, üründeki büzülme izlerini önceden önlemek için makul referans değerlerini de analiz edebilir.

Kalıp Kapılarının Sayısı ve Konumu Makul Bir Şekilde Tasarlanmamıştır
Kapıların konumu ve sayısı da ürün üzerinde çekme izlerine neden olabilir. İşte meslektaşlarınızla paylaşabileceğiniz bir parametre. Malzemenin akış uzunluğu oranı, malzemenin akış uzunluğunun ürünün ana duvar kalınlığına oranıdır. Kapıların sayısını ve konumunu tasarlamamız için önemli bir referans değerdir.
Lütfen buna özellikle dikkat edin. Malzemenin akışkanlığını değerlendirmek için bu veri referans değerini normal malzeme özellik tablosunda bulabilirsiniz. Kapıların makul olmayan sayısı ve konumu malzeme akış uzunluğu oranının çok büyük olmasına neden olursa, çok fazla akış direncine neden olacaktır.
Enjeksiyon basıncı yeterli değilse, kalıp boşluğu yoğun malzeme ile doldurulamaz, eriyik yoğunluğu düşüktür ve ürünün büzülme depresyonu olasılığı yüksektir.
Birçok eski kalıpçı, kapı konumunu ve sayısını deneyime dayalı olarak tasarlar. Artık tamamen deneyime güvenmenin tavsiye edilmediğini düşünüyorum. CAE bilgisayar simülasyon analiz sonuçları biz kalıp tasarımcılarına çok doğru referans verileri sağlayabilir.

Kalıp akış analizi, daha doğru sonuçlar elde etmek için malzeme özelliklerini, ürün yapısını, kalıp sıcaklığını, su soğutmayı vb. kapsamlı bir şekilde analiz edebilir. Kalıp tasarımcıları, kalıp tasarımındaki hataları azaltmak için bilimsel analiz araçlarını kullanmayı öğrenmelidir.
Ürün Soğutma Süresi Çok Kısa
Ürünün soğuma süresi yeterli değilse, ürünün yüzeyindeki yoğuşma tabakası çok ince olacak ve iç eriyiğin büzülmesinden kaynaklanan gerilime direnmek için yeterli sertlik olmayacaktır, bu da ürünün yüzeyinde kolayca büzülme çöküntüleri oluşturacaktır.

Soğutma süresinin nasıl ayarlanacağı, CAE kalıp akış analizi ve malzeme özellik tablosu tarafından sağlanan önerilen değerlere başvurabilir.
Kaç makine ayarlamacısı makineyi ayarlamadan önce malzeme özellik tablosuna bakmıştır? Makineyi ayarlarken, soğutma süresini analizden elde edilen önerilen değere göre ayarlamalı ve kalıplama döngüsünü azaltmak için soğutma süresini kabul edilebilir ürün yüzey kalitesi aralığında olabildiğince kısaltmalısınız.

Enjeksiyon kalıplama döngüsü sırasında batma izlerini azaltmak için üreticiler, plastik parçanın kalıplama süreci boyunca eşit şekilde soğumasını sağlamak üzere soğutma süresini ve tutma basıncı ayarlarını optimize etmelidir.
Uygun Olmayan Parça Geometrisi
Parça geometrisini ve kalıp tasarımını doğru yapmazsanız, batma izleri de alabilirsiniz. Çökme izlerinin en sık görüldüğü yerlerin kaburgalar ve çıkıntılar olduğunu bilmek önemlidir.
Sonuç
Ürün kusurlarının birçok nedeni vardır. Ürün tasarımını, kalıp tasarımını ve enjeksiyon kalıplama sürecini dikkate almamız gerekir. Sorunun temel nedenini analiz etmeli ve bulmalıyız. Maliyet, verimlilik ve ürün kalitesini göz önünde bulundurmamız gerekir. Bazen tüm gereksinimleri karşılayamayız. Makul ödünleşimleri düşünmemiz, hesaplamamız ve yapmamız gerekir.
Zetar kalıbının prensibi şudur: ilk tercih olan ürün yapısı ile geliştirilebilecek olanlara öncelik verilir. Eğer gerçekten mümkün değilse, kalıp tasarımı yoluyla iyileştirilecektir. Kalıp maliyeti artsa bile, sorun enjeksiyon kalıplama ayarına bırakılmamalıdır.

Kalıbın maliyet artışı tek seferlik olduğundan ve enjeksiyon kalıplama maliyeti uzun vadeli ve büyük ölçekli olduğundan ve enjeksiyon kalıplama sadece makul küçük ayarlamalar yapar. Bu nedenle, iyi bir kalıp teknisyeni olmak için sorunu göz önünde bulundurmak, sistematik analiz, dikkatli hesaplama ve makul ödünleşimler gerektirir.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







