 İçeriğe geç
İçeriğe geç 

Yapmak için enjeksiyon kalıbıKumaşın Düşük Basınçlı Enjeksiyon Kalıplaması | ZetarMold
Bu tür bir süreç boyunca, geliştirme bakış açısından, enjeksiyon kalıplama iskelet ve daha sonra yumuşak plastik işleminin (insert, ikincil) iyi hissedilen bir katmanının enjeksiyonla kalıplanması pratikliğini gösterecektir çünkü işlemeyi takip etmesi gerekmezken, kumaş, deri düşük basınçlı enjeksiyon kalıplama çok fazla takip işlemine sahiptir.
Düşük Basınçlı Enjeksiyon Kalıplama Nedir?
Düşük Basınçlı Enjeksiyon Kalıplama, kapsüllenmiş bir malzemenin çok düşük bir enjeksiyon basıncında bir kalıba enjekte edilmesi ve hızlı bir şekilde kürlenmesi işlemidir.
Düşük basınçlı enjeksiyon kalıplama güvenli ve hassas bir işlemdir - yüksek basınçlı enjeksiyon kalıplama ile potting arasında konumlandırılmıştır. Kısa çevrim süreleri ve düşük basınçları ile devre kartı koruması için ideal çözümdür.
Otomotiv endüstrisinde bu proses bazı otomotiv iç döşeme kalıpları ve elektronik bileşen ambalajları için kullanılmaktadır.

Düşük Basınçlı Enjeksiyon Kalıplama Uygulama Örnekleri
İç kısımlar: Çok düşük enjeksiyon basıncı (300-600 Bar) kullanılarak, PVC kaplamalar veya örme kumaşlar kalıplama işlemine eklenir.
Yaygın olarak kullanılan malzeme türleri şunlardır: deri, PVC deri, PP-Köpüklü TPO deri, PUR deri, dokuma olmayan kumaşlı örme kumaş ve elyaf keçe ile yüzey malzemesi ve iskelet malzemesi arasındaki kompozit enjeksiyon; birçok orta ila üst düzey otomobil iç parçası, Mercedes-Benz, BMW kapı paneli ekleri vb. gibi düşük basınçlı enjeksiyon kalıplama işlemini kullanır.
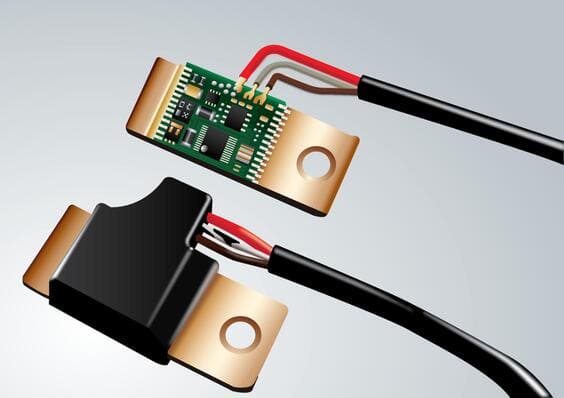
Elektronik bileşenlerin kapsüllenmesi: Kapsülleme işlemi, kapsülleme malzemesi tüketimini kalıba enjekte etmek için çok küçük bir enjeksiyon basıncı (1.5 ~ 40bar) kullanır ve hızlı bir şekilde sertleştirir (5 ~ 50 saniye).
The pressure and temperature used for low-pressure injection molding are much lower than the normal injection molding process, and the process is relatively simple and does not require high equipment and molds.
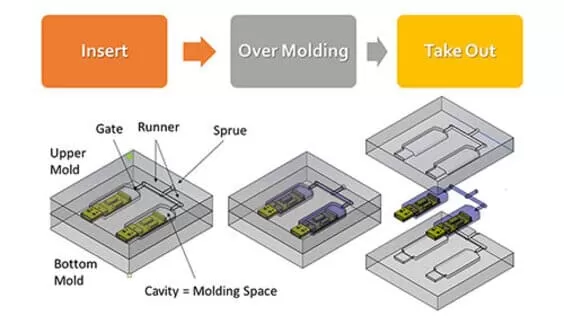
Düşük Basınçlı Enjeksiyon Kalıplama Süreci
Süreç aşağıdaki gibidir:
Low-Pressure Injection Molding is an in-mold assembly technique, similar to IMD where the fabric/skin is molded directly onto the product (if the injection pressure is too high, the fabric will be damaged).
Kalıplama sürecinin özelliklerine göre, iki tür düşük basınçlı enjeksiyon kalıplama vardır: açık kalıp ve kapalı kalıp.
Aradaki fark, kalıp kapatıldığında hareketli ve sabit kalıplar arasında belirli bir boşluk olup olmamasında yatmaktadır.
Doldurma işlemi boyunca, hassas miktarda eriyik sorunsuz bir şekilde enjekte edilir (kumaş üzerindeki plastik eriyik akışı pürüzsüz bir kalıp boşluğundan çok daha yavaştır), bu nedenle kumaş düşük basınçlı enjeksiyon kalıpları sıradan kalıplardan daha fazla kapıya sahiptir.
Düşük Basınçlı Enjeksiyon Kalıplama Özellikleri
1. Avantajlar
a. Yüksek mukavemetli, deri malzemesi plastik taban malzemesi ile bütünleşiktir, düşme olasılığı yoktur
b. Yüksek kalıplama verimliliği, daha çevre dostu, kaplama işlemi için tutkal uygulama işlemi gerekmez, araçtaki hava kalitesini iyileştirir
c. İç yapı keyfi olarak tasarlanabilir ve yüzey modelleme özgürlüğü kaplama işleminden daha büyüktür, modelleme özellikleri daha nettir, ürün güzeldir ve konfor yüksektir.
2. Dezavantajlar
a. The low pressure molding process is more complex, vulnerable to the influence of the mold and the ductility of the fabric/PVC skin, and the scrap rate is relatively high
b. Desen tutma, yüksek esnemede, üç boyutlu desen algısı zayıftır
c. Daha yüksek kalıp maliyeti ve daha pahalı kumaşlar
Considering the above advantages and disadvantages, low-pressure injection molding has the following characteristics.
Kalıp: kapanma boşluğu olan ayırma yüzeyi; kapı sıralı valf tarafından kontrol edilir (valf tipi sıcak yolluk tarafından kontrol edilir)
Manipülatör: hem kumaş sıkıştırma fonksiyonu hem de ürün alma fonksiyonu
Kompozit katman: PVC/PU; kumaş vb.
İskelet malzemesi: daha iyi akışkanlığa sahip modifiye PP ve PC/ABS, vb.

Düşük Basınçlı Enjeksiyon Kalıplama önemli etkileyen faktörler
Kumaş; kumaş bileşimi: dokumasız katman, sünger katman, köpük katman, yüzey örme kumaş katman veya yumuşak plastik katman (PVC) içerebilir.
Kumaş performansı: boyuna statik uzama, boyuna artık uzama, enine statik uzama, enine artık uzama; kumaş uzaması daha büyüktür, deformasyonu kolay değildir, kırışıklıklar daha belirgin olacaktır kumaş uzaması daha küçüktür, deformasyonu kolaydır, kırışması kolay değildir.
Kalıp yapısı: usually selected in the form of point gate sequential valve, and the number of gates is more than ordinary injection molding skeleton material, the total length of the product L = 1000mm, wall thickness T = 2.5mm, the recommended value of the number of gates = 1000/2.5/FPP material F value less than 100, ABS or PC material less than 80.
Boşluklu egzoz tasarımı: The structure of PVC skin injection mold is the same as that of fabric injection mold, except that it focuses on the exhaust of the cavity and core space.
Diğer teknik gereksinimler: Ürünün köşesindeki R açısı 3.0'dan az olmamalıdır; Ürünün büzülmesini önlemek için ürün tutkal ucunun kalınlığının tasarımı çok kalın olmamalıdır,
Tendon ucunun kalınlığı tutkal ucunun kalınlığının 3/5'ini geçmemelidir; derin delikli ürünlerin bölünmesi gerekir; ürün görünümünün kenarının kumaş işyerini ters sarması gerekir, ürünün arkasında bir tendon ucu olmamalıdır, vb.

Düşük Basınçlı Enjeksiyon Kalıplama Plastik Akışkanlığı
The index of plastic flowability is the melt index MI value. As we all know, the flow of plastic on the fabric is much slower than on the smooth mold cavity, which is why the fabric low-pressure injection molds have more gates than ordinary molds.
Yavaş akış hızı kaçınılmaz olarak yapıştırma izleri, eksik malzeme vb. gibi ürünün diğer görünüm sorunlarını etkileyecektir.
Genel olarak, PP malzemenin MI değeri 20 ila 55 arasındadır, bu da ürün geliştirmede ithal kumaşları ve ithal plastik parçacıkları körü körüne kullanmamamızı gerektirir.
Bunlar kombinasyonun uygulanmasından sonra gerekli olduğundan, her zamanki gibi iyi, yerli malzeme ile kalıplandığı sürece, nitelikli düşük basınçlı kalıplama ürünleri yapabilir.

Düşük Basınçlı Enjeksiyon Kalıplarının Yapısı
Genellikle, bu tür bir kalıbın ejektörü, her bir kapının malzeme miktarını kontrol etmek için valf kapısını kullanarak sabit kalıptadır, sabit kalıp preslenmiş bir kumaş çerçevesine sahiptir ve sabit kalıp, kumaşı sabitlemek için bir kumaş pimine veya hava vantuzuna sahiptir.
Düşük Basınçlı Enjeksiyon Kalıplama yaygın kusurlar ve kullanım önlemleri
(1) Malzeme eksikliği: Ürünün keskin köşeleri malzeme eksikliğine yatkındır.
(2) Sızma: Ürünün köşesi sızmaya eğilimlidir, nedeni: sızma kısmı kapı sıcaklığı çok yüksektir; kalıp sıcaklığı çok yüksektir; sızma kısmı kapı malzeme miktarı kontrolü çok fazladır.
(3) Penetrasyon: Ürünün keskin köşesinin penetrasyon görünmesi kolaydır, nedeni: düşük basınçlı kalıplama malzemesi miktarı veya hızı penetrasyon içindeki boşluktan erimiş plastiği arttırdığında, bir boşluk ile ayırma yüzeyinin keskin köşesi, önce dokunmamış kumaşı sürün ve ardından yüzey kumaşına nüfuz edin.
Keskin köşelerdeki duvar kalınlığı çok kalındır, bu nedenle kumaşın malzemeden sızmasını veya parçalanmasını önlemek için kalıbın keskin köşelerindeki duvar kalınlığı nispeten incedir.
(4) Kumaş basınç kırılması Nedeni: Genellikle düşük basınçlı enjeksiyon kalıbında kullanılan kalıp sıcaklığı düşüktür (10-15 derece), pas önleyici önlemler iyi yapılmazsa, preslenmiş kumaş çerçevesi ve sürgü ayırma yüzeyinde pas lekeleri üretecek, bu da kumaş üzerinde aşırı basınç ve kumaşın sınırlı sünekliği üretecek, böylece kumaş kırılacaktır.
PVC Deri Düşük Basınçlı Enjeksiyon Kalıplamanın Özellikleri
1. PVC derinin doğası
Kumaş ile karşılaştırıldığında, ikisi arasında birçok fark vardır. Her şeyden önce, egzoz: kumaş gözeneklidir ve yapısını kaybeder, bu nedenle gazın içeriden dışarı akması kolaydır; PVC deri ise yüzeyde bir PVC plastik tabakasıdır, bu nedenle gazın içeriden dışarı akması zordur.
İkinci olarak, alt tabaka: kumaş alt tabaka dokunmamış kumaştır, bu nedenle erimiş plastiğe karşı akış direnci oldukça büyüktür; PVC deri alt tabaka plastik bir köpük tabakası iken, yüzey pürüzsüzdür ve erimiş plastiğe karşı akış direnci küçüktür.
Sonra süneklik: yapı boşluğu büyük olduktan sonra kumaş uzantısı, erimiş plastik daha kolay nüfuz eder; PVC deri uzantısı hala güçlü bir dirence sahiptir ve erimiş plastiğin nüfuz etmesi kolay değildir.
2. Kalıp yapısı
Compared with fabric injection molding, the biggest difference lies in the design of cavity exhaust, the structure of PVC skin injection mold is the same as fabric injection mold, except that it focuses on the cavity and core space exhaust.
Erimiş plastik enjekte edildiğinde kapandıktan sonra çekirdek ve boşluk içinde hava bulunduğundan, içerideki hava yavaşça sıkıştırılır, gaz zamanında boşaltılmazsa, kaçınılmaz olarak dolguda büyük sorunlara ve birçok kusura neden olur. Yapışma izleri, büzülme ve kavrulma gibi.
3. Yaygın kusurlar ve kullanım önlemleri
(1) Ürün yüzeyinde büzülme
Neden Kalıp ayırma yüzeyleri arasındaki boşluk çok büyüktür, bu da malzemenin kaçmasına neden olur, bu da sıkıştırılmamış malzeme ihtiyacına ve dolayısıyla büzülmeye neden olur;
As with ordinary injection molding, the thick wall of the product, where there are reinforcement bars, due to poor cooling, resulting in volume shrinkage caused by shrinkage.
(2) Erime işaretleri
Sebep: Kalıp boşluğu ve maça iyi boşaltılmazsa, cephelerin birleştiği kapının önündeki hava sıkışır ve doğal olarak kaynaşamaz ve izlerin kombinasyonu cilde yansıyarak belirgin füzyon izlerine neden olabilir ve görünümü etkileyebilir.
Tabii ki, sıradan plasti̇k enjeksi̇yon kaliplamaDüşük kalıp sıcaklığı ve düşük plastik eriyik sıcaklığı da füzyon izlerinde belirgin kusurlara neden olacaktır.
(3) Deri ezilmiştir
Sebep: Kumaş enjeksiyon kalıplama gibi, kalıp sıcaklığı düşük basınçlı enjeksiyon kalıbı genellikle düşüktür (10-15 derece), pas önleme tedbirleri iyi yapılmazsa, preslenmiş kumaş çerçeve ve sürgü ayırma yüzeyinde pas lekeleri oluşacak ve üretim sırasında epidermis üzerindeki basınç aşırı olacak ve epidermisin sünekliği sınırlanacak, böylece epidermis kırılacaktır.
(4) Yolluk boyunca eritin
Sebep: Plastikleştirilmiş erimiş plastik kapıdan enjekte edilir, kesme, ısıtma çemberine maruz kalır, açık kalıp enjeksiyonu ve mesafe artarsa merkezi konum sıcaklığı yüksektir, eriyik fenomenini etkili bir şekilde koruyabilir; kapıyı, sıcaklığı, kalıp sıcaklığını azaltabilir, ancak aynı zamanda reçine likidite problemlerini de hesaba katması gerekir, aksi takdirde malzeme eksikliği olabilir.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






