 Перейти к содержанию
Перейти к содержанию 

В чем разница между семейными пресс-формами и пресс-формами с отдельными полостями?
Apply draft angles of 0.5-2° minimum to ensure proper mold release and part ejection
Design ribs at 60% of wall thickness to provide structural support without molding issues
Position gates strategically to optimize flow patterns and minimize visible gate marks
Design side actions and undercuts with proper clearances to avoid tool complexity
После двадцати лет проектирования деталей для литья под давлением я видел множество проектов, которые успешно завершились или провалились из-за фундаментальных дизайнерских решений, принятых на ранних этапах разработки. Разница между деталью, которая отливается идеально, и той, которая вызывает проблемы, не является случайностью — это понимание того, как пластик течёт, охлаждается и усаживается внутри формы.
Большинство инженеров подходят к проектированию деталей, сначала думая о функции, что логично. Но в литье под давлением возможность изготовления должна учитываться с первого дня. Я видел, как отличные механические конструкции превращались в производственные кошмары, потому что никто не думал о том, как пластик заполнит форму или как деталь будет чисто выталкиваться.
Это руководство охватывает основные принципы, которые я использую при проверке дизайна деталей. Это не теоретические концепции — это практические правила, которые определяют, будут ваши детали выходить из формы идеальными или покрытыми линиями потока, следами усадки и размерными отклонениями, которые вызывают беспокойство у вашей команды качества.
What Are the Fundamental Principles of Injection Molded Part Design?
The most critical principle in injection molding is designing for material flow. Molten plastic behaves like thick honey under pressure, flowing preferentially through thick sections and hesitating at thin areas. Understanding this flow behavior guides every design decision from wall thickness to gate placement.
Толщина стенки определяет почти все остальные аспекты технологичности вашей детали. Я рекомендую сохранять толщину стенок между 0,5 мм и 4 мм для большинства применений, с более тонкими стенками для небольших электронных корпусов и более толстыми участками для структурных компонентов. Ключевым является сохранение однородности — различия в толщине создают разные скорости охлаждения, что приводит к короблению и внутренним напряжениям.
Проектируйте для выталкивания с самого начала. Каждая деталь должна выходить из формы чисто, без повреждений или чрезмерных сил выталкивания. Это означает включение углов уклона, избегание острых углов, создающих концентрацию напряжения, и планирование мест расположения толкателей, где они не будут нарушать внешний вид или функцию детали. Подумайте о процесс формовки1 as you design—the mold needs to open, the part needs to fall out or be pushed out cleanly, and the cycle repeats thousands of times.
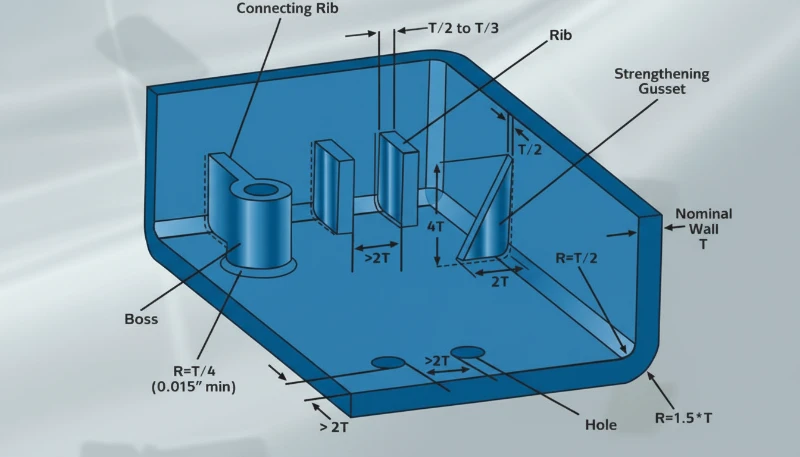
How Do Wall Thickness and Rib Design Affect Part Quality?
Wall thickness variations are the enemy of good injection molded parts. When I review designs, I look for thickness ratios first. Ideally, keep all walls within 25% of each other. If you need a thick boss or mounting feature, transition gradually using radii and tapers rather than sharp thickness changes that create sink marks on the opposite surface.
Следы усадки возникают, когда толстые участки сжимаются больше, чем окружающие тонкие области во время охлаждения. Типичный пример — толстая бобышка на задней стороне тонкой стенки корпуса — каждый раз вы получите видимую впадину на видимой поверхности. Решение заключается либо в изменении дизайна для устранения разницы толщин, либо в добавлении ребер на заднюю сторону бобышки для более равномерного распределения материала.
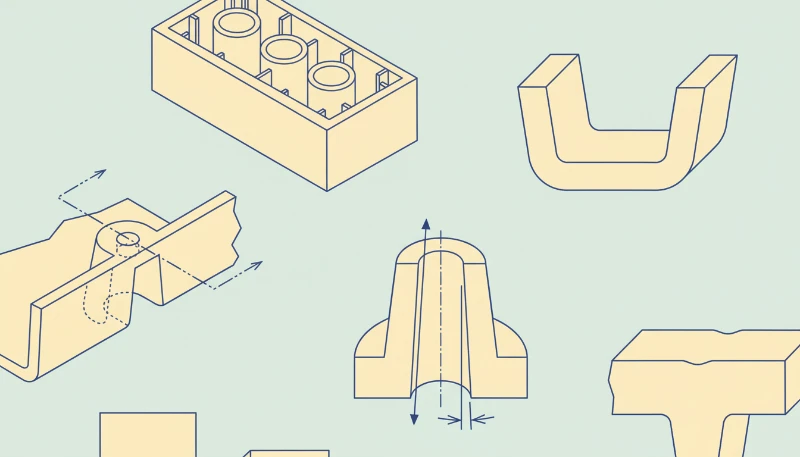
Рёбра обеспечивают структурную прочность без добавления массы, но требуют правильных пропорций в дизайне. Я устанавливаю толщину ребер на уровне 60% от толщины основной стенки с углами уклона на обеих сторонах. Стенка толщиной 2 мм получает ребра толщиной 1,2 мм с минимальным уклоном 1°. Слишком толстые ребра создают собственные следы усадки, а слишком тонкие не обеспечивают значительной структурной поддержки и могут быть трудны для полного заполнения.
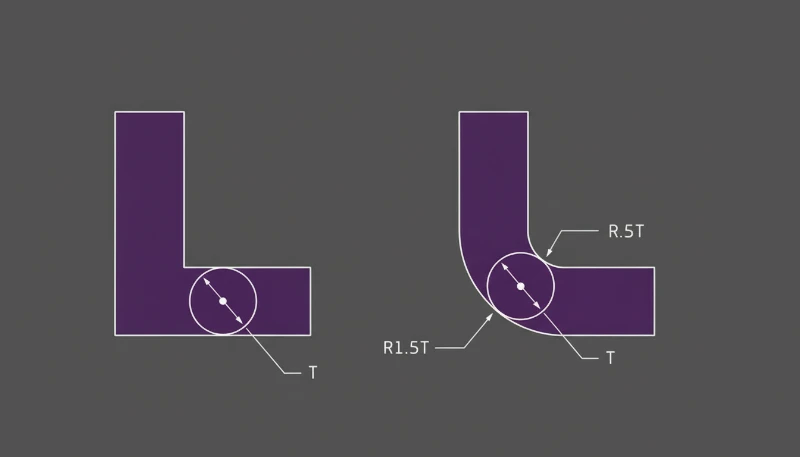
Why Are Draft Angles and Radii Critical for Mold Release?
Draft angles prevent parts from sticking in the mold and reduce ejection forces that can damage delicate features. I specify minimum 0.5° draft on all vertical surfaces, increasing to 1-2° for textured surfaces or deep cavities. The deeper the feature, the more draft you need—think of trying to remove a cake from a straight-sided pan versus one with angled sides.
Sharp corners create stress concentrations and are impossible to machine properly. All internal corners should have radii equal to at least half the wall thickness. External corners can be smaller but should never be completely sharp. These radii also improve material flow around corners and reduce the risk of stress cracking in service.
Undercuts complicate проектирование пресс-форм2 и увеличивают стоимость инструмента, но иногда они неизбежны. Когда необходимо использовать подрезы, делайте их неглубокими и доступными для механизмов бокового действия. Глубокие или сложные подрезы требуют дорогостоящих особенностей инструмента и замедляют циклы, поскольку для каждой детали требуются дополнительные движения формы.
What Are the Best Practices for Gate and Runner Design?
Gate location determines flow patterns, weld line placement, and surface finish quality. I prefer gating into the thickest section of the part where possible, allowing plastic to flow outward into thinner areas. This approach minimizes short shots and ensures complete filling of extremities.
Размер литника влияет на требования к давлению впрыска и внешний вид следов литника. Меньшие литники требуют более высоких давлений впрыска, но создают меньшие следы после обрезки. Для видимых деталей размещайте литники на невидимых поверхностях или в областях, где следы литника не повлияют на функцию. Иногда добавление небольшой площадки для литника, которую можно чисто обрезать, лучше, чем попытка скрыть литник в трудном месте.
Runner systems should provide balanced flow to all cavities in multi-cavity molds. Unbalanced runners create parts with different filling characteristics, leading to dimensional variations between cavities. Cold runner systems are simpler and less expensive, while hot runner systems eliminate runner waste and can improve cycle times for high-volume production.
How Do You Design Undercuts and Side Actions?
Undercuts require side actions, slides, or lifters in the mold, adding complexity and cost. Before incorporating undercuts, explore alternatives like assembly methods, living hinges, or redesigning the feature entirely. Sometimes splitting a part into two components is more economical than creating complex tooling for undercuts.
When undercuts are necessary, keep them shallow and design adequate clearance for the side action mechanism. The mold builder needs space for the slide mechanism and sufficient steel for strength. Deep undercuts or those with complex geometries can require expensive tooling solutions that impact both initial tooling cost and maintenance requirements.
Side actions must sequence properly with the main mold opening. This typically means the side action retracts first, then the main mold opens, and finally the part ejects. Complex sequencing increases cycle time and requires more sophisticated mold controls. Design undercuts to allow the simplest possible side action mechanism—straight pulls are better than angled actions, and cam-actuated slides are more reliable than hydraulic systems.
What Tolerance Standards Apply to Injection Molded Parts?
Injection molding tolerances depend on part size, material properties, and mold construction quality. For general dimensions, I specify ±0.1mm for features under 25mm, increasing to ±0.2mm for larger dimensions. Tight tolerances are achievable but expensive—they require precision tooling, careful process control, and potentially secondary operations.
Shrinkage varies by material and part geometry. Crystalline materials like nylon and POM shrink more than amorphous materials like ABS and polycarbonate. Part geometry affects shrinkage patterns—thick sections shrink more than thin sections, and long dimensions across the grain direction typically shrink less than those parallel to flow.
Warpage is the most challenging tolerance issue in injection molding. Parts with asymmetric geometry, varying wall thickness, or long unsupported sections are prone to warpage. The best approach is designing symmetry into parts where possible and using ribs or other structural features to resist distortion. Post-molding fixtures can help with some warpage issues but add cost and complexity to production.
What Are the Most Frequently Asked Questions About Injection Molded Part Design?
Какая минимальная толщина стенки для деталей, изготовленных литьем под давлением?
Minimum wall thickness depends on material properties and part size. For most engineering plastics, 0.5mm is the practical minimum for small parts, while larger parts typically require 0.8mm or thicker walls for adequate strength and fillability. Very thin walls are difficult to fill completely and may not provide sufficient mechanical properties. I recommend staying above 0.7mm unless you have specific requirements for thin walls and are prepared for potential molding challenges like incomplete filling or high injection pressures.
How do I prevent sink marks on thick sections?
Sink marks result from differential shrinkage between thick and thin sections. The best prevention is avoiding thickness variations altogether, but when thick sections are necessary, several strategies help. Core out thick sections where possible, transition gradually between different thicknesses using radii rather than sharp changes, and consider adding ribs to the back of thick features to distribute material more evenly. Sometimes redesigning the part to eliminate thick sections entirely is the most effective solution, even if it requires assembly of multiple components.
What draft angles should I use for different surface textures?
Гладкие поверхности требуют минимального уклона 0,5°, но текстурированные поверхности нуждаются в значительно большем. Легкие текстуры, такие как обработка ЭДМ, требуют 1° на каждые 0,025 мм (0,001″) глубины текстуры. Грубые текстуры или сложные поверхностные рисунки могут требовать 3-5° уклона. Правило заключается в том, что более глубокие текстуры требуют больше уклона, потому что они создают больше площади контакта с формой. Если требования к внешнему виду ограничивают углы уклона, рассмотрите использование выдвижных плит или других механизмов формы для достижения правильного выталкивания, хотя это увеличивает сложность и стоимость инструмента.
Can I design living hinges in injection molded parts?
Living hinges work well in specific materials, particularly polypropylene and some TPE compounds. The hinge area should be very thin (0.2-0.4mm) with the thin section perpendicular to the hinge axis. Gate placement is critical—flow should cross the hinge line to align polymer chains properly for flex life. Design generous radii on both sides of the hinge and avoid sharp transitions that create stress concentrations. Living hinges require careful process control and material selection, but they eliminate assembly operations and create reliable, long-lasting flex connections when designed properly.
How do I design snap-fit features for injection molded assemblies?
Конструкция с защёлкиванием требует понимания свойств материала, особенно модуля упругости при изгибе и значений деформации до разрушения. Уровни напряжения должны быть ниже 50% предела прочности материала для предотвращения ползучести и разрушения от напряжения. Создайте достаточные вводные фаски для удобной сборки и включите элементы, ограничивающие отклонение, чтобы предотвратить перегрузку. Консольные балки являются наиболее распространённой геометрией для защёлкивания, но цилиндрические защёлки и элементы сцепления хорошо работают для конкретных применений. Всегда создавайте прототипы защёлок на ранних этапах разработки для проверки силы зацепления и прочности фиксации в реальных условиях.
Какая разница между семейными формами и формами с отдельными полостями?
Семейные формы производят несколько разных деталей за один цикл, а специализированные формы производят несколько одинаковых деталей. Семейные формы лучше всего работают, когда детали имеют схожие объёмы и толщину стенок, требуя сбалансированных систем литников и совместимых параметров процесса. Они экономически эффективны для низкообъемного производства связанных деталей, но могут быть сложными, если детали имеют разные коэффициенты усадки или оптимальные условия процесса. Специализированные многогнездные формы легче балансировать и оптимизировать, но требуют больших объёмов для оправдания увеличенного количества гнезд. Учитывайте ваши требования к объёму и совместимость деталей при выборе между этими подходами.
How do I specify parting line locations for best results?
Линии разъема должны располагаться на невидимых поверхностях, где возможно, следуя естественной геометрии детали, а не пересекая гладкие поверхности. Линия разъема определяет направление уклона и влияет на стратегию выталкивания, поэтому учитывайте как визуальные, так и функциональные требования. Сложные линии разъема увеличивают стоимость инструмента и могут создавать труднообрабатываемые геометрии. Иногда принятие линии разъема в видимой области лучше, чем создание дорогостоящих особенностей инструмента для её скрытия. Работайте с вашим конструктором формы заранее, чтобы определить расположение линии разъема, которое балансирует визуальные требования с практическими. производство3 considerations.
What materials work best for transparent injection molded parts?
Поликарбонат, акрил и материалы на основе стирена обеспечивают отличную прозрачность, но каждый имеет специфические требования к дизайну. Расположение литника критически важно — используйте щелевые или игольчатые литники, размещенные так, чтобы минимизировать линии потока на оптических поверхностях. Однородная толщина стенки предотвращает оптические искажения от напряжений. Проектируйте большие радиусы для устранения острых углов, которые могут вызывать побеление от напряжений. Рассматривайте методы сборки, не требующие защелок или запрессовок, которые могут создавать трещины от напряжений. Послелитьевая термообработка может снизить внутренние напряжения и улучшить оптическую чистоту, но добавляет стоимость и время обработки в производстве.
Why Choose ZetarMold for Your Injection Molded Part Design Project?
ZetarMold brings two decades of injection molding expertise to every design review and manufacturing project. Our team of 8 design engineers works directly with clients to optimize part designs for manufacturability, drawing on experience from thousands of successful projects across automotive, medical, consumer, and industrial applications. We catch potential issues early in the design phase, preventing costly revisions and production delays later.
Our 400+ available resins and comprehensive quality certifications ensure we can match your material requirements while maintaining consistent production quality. With over 30 English-speaking staff members, communication remains clear throughout your project, from initial design review through final production. Our 92% first-pass yield rate reflects our commitment to getting parts right the first time, reducing your development timelines and total project costs.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback within 48 hours, and production timelines from ZetarMold’s engineering team.
-
Molding Process: The complete injection molding cycle including material preparation, injection, cooling, and ejection phases that determine final part quality and production efficiency ↩
-
Дизайн пресс-формы: The engineering discipline of creating tooling that shapes molten plastic into finished parts, including cavity design, cooling systems, and ejection mechanisms ↩
-
Manufacturing: The production phase where validated molds and optimized processes create finished parts at scale with consistent quality and dimensional accuracy ↩





