 Перейти к содержанию
Перейти к содержанию 

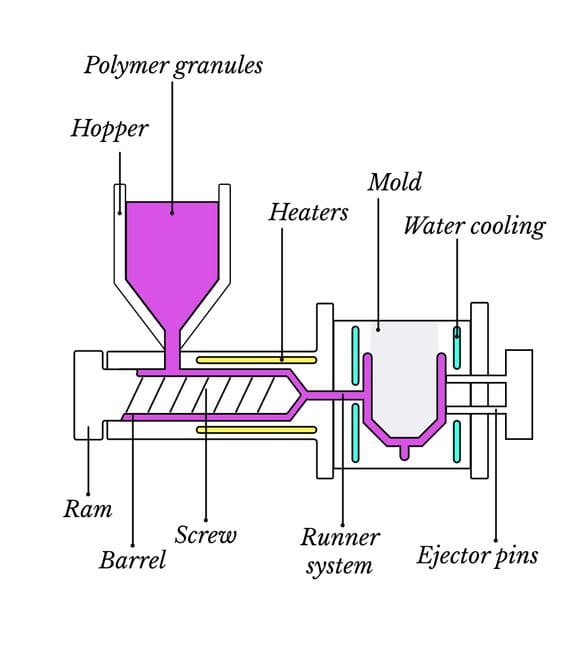
Армирование является неотъемлемой частью пластиковых деталей. Армирование эффективно в форме буквы "I", увеличивая жесткость и прочность изделия без значительного увеличения площади поверхности изделия, но без формы буквы "I" перевернутую структуру было бы трудно формовать, особенно для пластиковых изделий, которые часто подвергаются давлению, крутящему моменту и изгибу.
Кроме того, арматура может служить в качестве внутренней прокладки, помогающей заполнить литьевая форма полость, которая очень помогает пластику стекать в разветвленную часть детали.
Армирование обычно размещается на бесконтактной стороне пластикового изделия, а направление его растяжения должно соответствовать направлению максимального напряжения и максимального прогиба изделия. Расположение арматуры также зависит от некоторых производственных факторов, таких как заполнение полостей, усадка и распалубка.
Длина арматуры может быть равна длине изделия, при этом оба ее конца прикреплены к внешней стенке изделия, или она может занимать только часть изделия для частичного увеличения жесткости части изделия.
Если арматура не прикреплена к наружной стенке изделия, то конечный участок не должен резко заканчиваться, а должен постепенно уменьшаться по высоте до завершения, что уменьшает проблемы задержки воздуха, недолива и ожогов, которые часто возникают в недостаточно проветриваемых или закрытых местах.
Простейшая форма арматуры представляет собой прямоугольный столбик, прикрепленный к поверхности изделия, но для удовлетворения некоторых производственных или конструктивных требований форма и размер арматуры должны быть изменены.
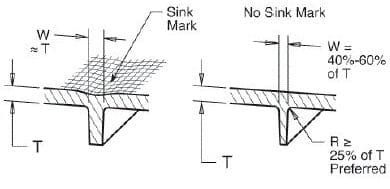
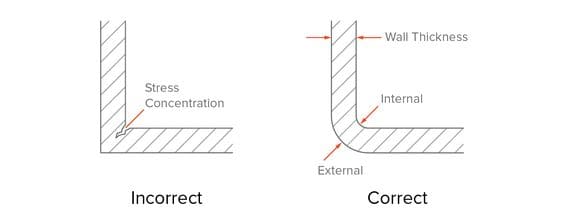
Нижняя часть арматуры должна быть закруглена, чтобы исключить чрезмерную концентрацию напряжений. Скругленные острые углы также придают каналу потока плавную форму, чтобы полость заполнялась более плавно.
Если ширину нижней части арматуры уменьшить в два раза относительно толщины изделия (рис. b), то увеличение толщины относительно позиции уменьшается примерно до 20%, и вероятность усадки значительно снижается.
Это приводит к использованию двух или более коротких арматурных стержней, чем использование одного высокого арматурного стержня, но при использовании нескольких арматурных стержней расстояние между ними должно быть больше, чем толщина прилегающей внешней стенки.
Форма арматурных стержней, как правило, тонкая и длинная, а общий дизайн арматурных стержней иллюстрирует основные принципы проектирования арматурных стержней.
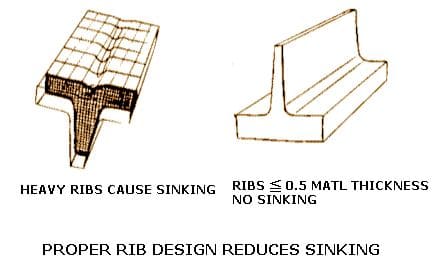
Обратите внимание, что слишком толстая арматура может привести к образованию усадки, пустот, деформационных прогибов, защемлений и других проблем, что также удлинит производственный цикл и увеличит производственные затраты.

Роль пластикового армирования
Армирование является неотъемлемой частью функционирования литых под давлением пластиковых деталей.
(1) Повышение прочности и жесткости изделия без увеличения толщины стенки пластикового изделия, чтобы избежать растраты пластика в литьё под давлением процесс, увеличить вес и снизить стоимость.
(2) Он может сдерживать искажение и деформацию изделий, вызванные неравномерной силой, возникающей из-за разницы в толщине стенок пластиковых бутылок.
(3) Способствуют активности пластикового расплава и обеспечивают каналы для заполнения расплавом некоторых тонких стенок пластиковые литые детали корпуса пластиковой бутылки.
Факторы, которые необходимо учитывать при проектировании пластиковой арматуры
(1) Конструкция арматуры также связана с используемым пластиковым материалом. С точки зрения производства, физические свойства материала, такие как вязкость расплава и усадка, оказывают значительное влияние на конструкцию арматуры.
(2) Свойства ползучести пластика также являются важным фактором с точки зрения конструкции. Например, с точки зрения производства, высота армирования ограничена потоком расплава и характеристиками выталкивания (усадка, коэффициент трения и стабильность).
(3) Увеличение угла выхода длинной арматуры обычно способствует выталкиванию продукта, однако, когда угол выхода увеличивается, а ширина дна остается прежней, жесткость, прочность и выталкиваемая площадь продукта уменьшаются.
Проблему уменьшения площади выталкивания можно решить, добавив несколько бугорков для выталкивания в усиливающую часть изделия или используя более дорогие плоские выталкивающие штифты, а полировка в направлении выталкивания также поможет изделию легко выталкиваться.
(4) С точки зрения конструкции, более глубокое армирование может увеличить жесткость и прочность изделия без значительного увеличения веса, но в то же время увеличивается напряжение на изгиб в самых высоких и низких точках изделия, поэтому конструктор изделия должен рассчитать и убедиться, что напряжение на изгиб в этой части не превысит допустимого диапазона.
(5) С точки зрения производства, лучше использовать большое количество коротких и узких арматурных стержней, чем несколько глубоких и широких арматурных стержней.
(6) Когда производственные формы (особенно формы для ручных плит): ширина (и, возможно, глубина) и несколько ребер жесткости должны быть оставлены как можно больше, чтобы их можно было соответствующим образом увеличить, когда жесткость и прочность изделия окажутся недостаточными во время испытаний формы, поскольку проще и дешевле удалить сталь из формы, чем использовать такие методы, как сварка или добавление вставок для увеличения стали.
Точки проектирования для различных материалов
ABS
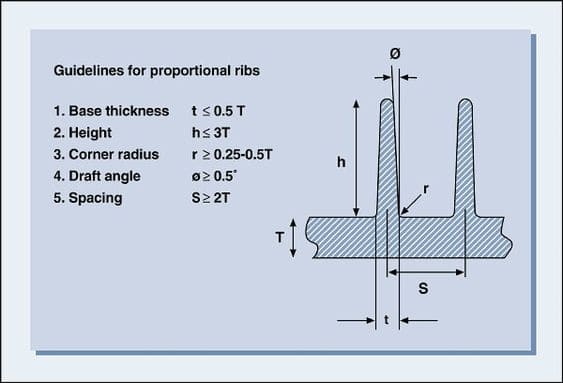
Для уменьшения усадки на основных поверхностях деталей толщина ребер должна составлять не более 50% от толщины пересекающейся резины, а на некоторых недетерминированных поверхностях - до 70% от толщины ребер. В тонких пластиковых деталях из структурной пены ребро может достигать 80% от толщины пересекающейся ткани. Толстые резиновые ребра могут достигать 100%.
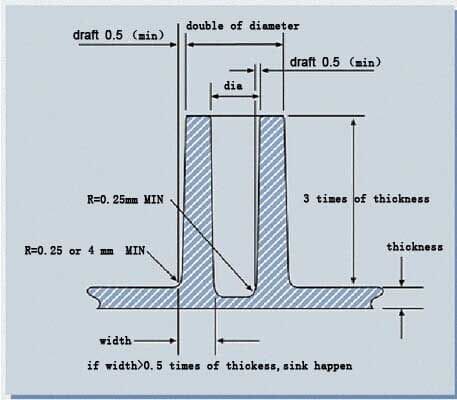
Высота ребер не должна превышать трехкратную толщину клея. Если ребер больше двух, расстояние между ними должно быть не менее двойной толщины резины. Угол выхода ребер должен быть между одной и другой стороной для легкого отклеивания.
PA
Высота отдельных ребер не должна превышать толщину нижней части ребер в три раза или более. За всеми ребрами должны быть небольшие ребра или канавки, так как при охлаждении ребра будут создавать вмятины на задней стороне.

PBT
Чтобы избежать образования воздушных пузырей, усадки и концентрации напряжений, следует по возможности избегать толстых ребер. Способ рассмотрения заключается в ограничении размера ребер. Толщина ребер не должна превышать 60% от толщины стенки менее 3,2 мм (1/8 дюйма). Ребра при толщине стенки более 3,2 мм не должны превышать 40%.
Высота ребра не должна превышать 3-кратную толщину кости. Ребра соединяются со стенкой расплавленного пластика с помощью R 0,5 мм (0,02 дюйма) с обеих сторон, чтобы обеспечить плавное течение пластика и уменьшить внутреннее напряжение.
ПК
Общая рекомендуемая толщина ребер зависит от расхода пластика и толщины стенки. Конструкция ребер из ПК показана на следующем рисунке для ребер из PS.
PS
Толщина ребер не должна превышать 50% толщины стенки шва. Опыт подсказывает, что нарушение вышеуказанных рекомендаций приведет к появлению неравномерного блеска на поверхности.
БЛОК ПИТАНИЯ
RIBS позволяет повысить ударную прочность изделия и добиться эффективных результатов при самых низких затратах. Неправильная конструкция может привести к появлению следов усадки и снижению ударной прочности.

Расчетные точки армирования
(1) Замените одну арматуру с большей высотой на одну арматуру с меньшей высотой и немного большим количеством стержней, чтобы избежать депрессии поверхности, когда нижняя часть толстых стержней охлаждается и сжимается. Когда на задней части сухожилий видна депрессия, влияющая на эстетику, можно использовать декоративную конструкцию армирующего ребра, чтобы скрыть ее.
(2) Направление расположения сухожилий должно совпадать с направлением заливки расплава.
(3) Корень сухожилия с закругленным переходом, чтобы избежать воздействия внешней силы при концентрации напряжения и разрушении. Но слишком большой радиус закругления корня приведет к появлению депрессии.
(4) Как правило, не накладывайте никаких деталей на сухожилия.
(5) Выступы, расположенные на внутренней стенке пластиковой бутылки, не должны быть слишком близко к внутренней стенке, чтобы избежать недостаточного заполнения расплавом части выступов для усиления применения сухожилий во избежание деформации продукта и увеличения жесткости пластиковой бутылки.
Принципы проектирования арматуры:
(1) Толщина арматуры должна быть меньше равномерной толщины стенки армируемого изделия для предотвращения вдавливания в стык.
(2) Высота арматуры не должна быть слишком большой, иначе арматура будет повреждаться под действием силы и снижать свою жесткость. Чтобы увеличить жесткость изделия, следует увеличить количество арматурных стержней, а не их высоту.
(3) Наклон арматурных прутьев может быть больше, и, как правило, должен быть больше 1,5°, чтобы избежать травмирования верха, облегчить освобождение формы.
(4) Многочисленные арматурные стержни должны быть правильно распределены и расположены в шахматном порядке, чтобы уменьшить неравномерную усадку.
(5) Как правило, арматура добавляется к косой кости, цель - избежать попадания воздуха, что способствует литье пластмасс под давлением и силы.
Расположение арматурных стержней
Арматурные стержни бывают следующих форм: пруток, колодец, вилка, веер, круг или интегрированная форма
Форма бруса
Оболочка может быть разработана на арматуры площадь мала, и не нужно нести высокую прочность нагрузки, только для повышения прочности одной оболочки может быть, арматуры не слишком плотные, один влияет на прочность формы, один легко придерживаться после формы, когда из формы.
В общем, расстояние между арматурой предназначен для укрепления постоянной толщины стенки оболочки в месте расположения арматуры 3 раза и более, высота арматуры в соответствии с фактическими потребностями продукта и дизайн, нет абсолютного быть ниже, чем сколько, в зависимости от формы, чтобы пойти линии резки или сделать блок сращивания.
Однако в случае удовлетворения структурных потребностей изделия, чем меньше высота армирования, тем лучше армирование винтовой колонны, так как за армированием следует выход винтовой колонны.
Поэтому высота арматурного стержня может быть спроектирована намного выше, чем у обычного арматурного стержня, специфическая структурная конструкция винтовой колонны арматурного стержня, помещенная в структурную конструкцию винтовой колонны арматурного стержня высота слишком высока имеет несколько проблем.

Проблемы с формовкой
Чем больше высота арматуры, тем сложнее воспроизвести полный клей, общий дизайн арматуры не разработан, а толщина материала оболочки толстая, толщина арматуры может быть увеличена или уменьшена в соответствии с фактическими потребностями продукта.
Проблема выхода из формы: чем больше высота арматуры, тем больше вероятность того, что она прилипнет после выхода из формы.
Проблема прочности: чем больше высота армирования, тем тоньше верхняя часть резиновой биты, тем ниже прочность.
Форма, форма вилки
Оболочка может иметь большую площадь армирования и должна выдерживать высокие прочностные нагрузки.
Веерообразные, круглые
Оболочка может быть спроектирована по площади армирования, чтобы быть большой, веерообразной, и круговой нагрузки является центральной точкой для наиболее сильной точки силы, колодцеобразной и вилкообразной нагрузки для равномерной точки силы.
Интегрированная форма
Поскольку арматура в форме колодца и вилки слишком толстая в поперечной части из-за толщины материала, существует риск появления дефектов в виде вмятин на поверхности оболочки, что негативно сказывается на внешнем виде, поэтому в конструкцию добавляется круглая арматура, чтобы сформировать комплексный тип арматуры.
Поскольку количество арматуры в форме колодца и вилки слишком велико, это приведет к тому, что продукт будет легко прилипать к задней части формы, после добавления круглой арматуры, ее можно вытащить с помощью шприца, что позволит избежать ситуации с прилипанием формы или может быть понято как таковое.
Необходимо добавить определенное количество колонн в месте плотного армирования, чтобы помочь изделию выйти из формы, особенно если высота армирования относительно велика.
Резюме
При проектировании изделий, оптимизируйте конструкцию армирования изделий в соответствии с вышеуказанными принципами проектирования армирования, роль армирования изделий не только может улучшить прочность и жесткость пластиковых изделий, уменьшить явление скручивания, но также может изготовить пластиковое литье легко заполнить литьевая форма полости, к оптимальному дизайну изделия и наиболее экономичному способу реализации вашего проекта.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.







