 Перейти к содержанию
Перейти к содержанию 

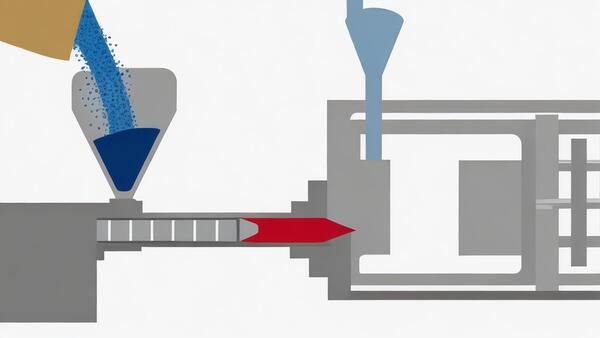
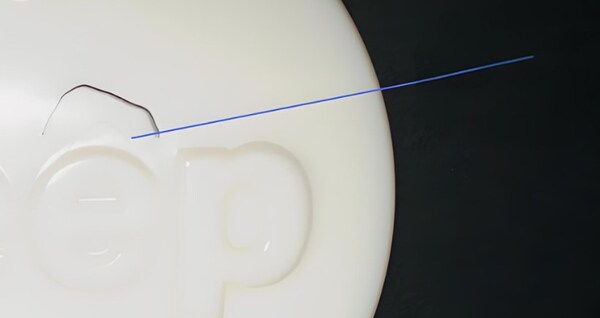
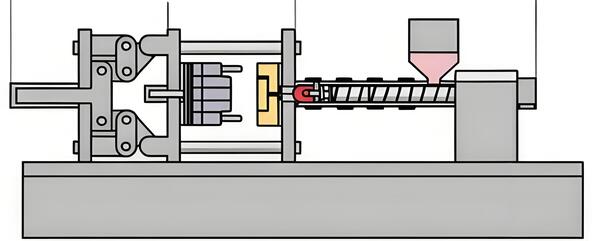
Предисловие: Литье под давлением - отличный способ изготовления красивых прототипов и пластиковых деталей. Но если у вас нет хорошей системы контроля процесса, вы можете получить детали с такими дефектами, как следы течения. Следы течения - распространенный дефект внешнего вида литых под давлением изделий. В основном они возникают вблизи входа клея в изделие и распространяются волнообразно вглубь формы.
Следы течения - это дефект, от которого трудно избавиться в процессе производства. Поэтому, если вы знаете, почему они возникают и какие условия процесса ухудшают их, вы сможете быстрее и легче избавиться от них, когда будете пытаться добиться правильной работы пресс-формы. Это поможет вам быстрее изготавливать больше деталей. Причиной возникновения линий потока являются различные скорости и направления движения жидкости в разных местах.

Анализ причин появления следов потеков
Слишком низкая температура пресс-формы
Слишком низкая температура пресс-формы приводит к тому, что температура материала падает слишком быстро, а давление впрыска и давление выдержки недостаточны для плотного прижатия конденсированной кожи к поверхности пресс-формы, что оставляет следы расплава в направлении течения.

Проблемы производственного процесса
Процесс производства литых под давлением изделий из ПК оказывает большое влияние на внешний вид и эксплуатационные характеристики продукта. Если температура впрыска слишком высокая или слишком низкая, скорость впрыска слишком быстрая или слишком медленная, а давление выдержки не соответствует норме, на изделии появятся следы потеков.
Проблемы выбора материала
Выбор материала для литьевых изделий из ПК также оказывает большое влияние на их производительность и внешний вид. Если материалы не подходят друг к другу, материал плохо течет, влажность не контролируется, а добавок слишком много, на изделии появятся следы потеков.

Проблемы технологического процесса
При обработке температура пресс-формы, время впрыска, время выдержки и т. д. влияют на внешний вид и характеристики изделия. Если температура пресс-формы слишком низкая или слишком высокая, время впрыска слишком длинное или слишком короткое, а время выдержки неправильное, на изделии появятся следы потеков.
Плохая текучесть расплава
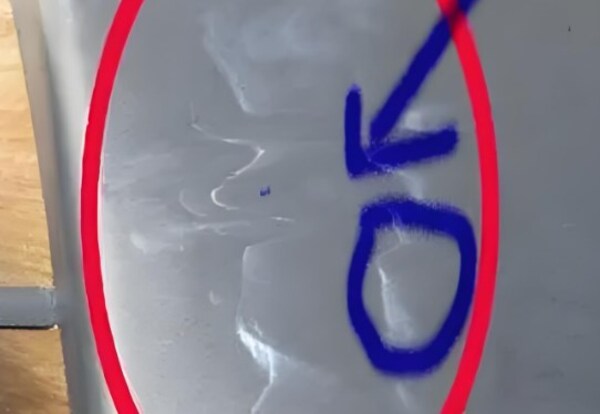
При плохой текучести расплава на поверхности пластиковой детали появляются кольцеобразные следы текучести, прямо вокруг литника. Когда расплав холодный и густой и плохо течет, он впрыскивается в полость в волнистом, полутвердом состоянии в затвор и бегунок.
Он течет по поверхности полости пресс-формы, сжимается следующей порцией расплава, отходит назад и застревает, в результате чего на поверхности пластиковой детали, прямо вокруг затвора, образуются кольцеобразные следы от потеков.
Чтобы решить эту проблему, можно повысить температуру пресс-формы и сопла, увеличить скорость впрыска и скорость заполнения, повысить давление впрыска и давление выдержки, а также увеличить время выдержки. Можно также установить нагреватель на затвор, чтобы повысить локальную температуру затвора. Также можно соответствующим образом увеличить площадь поперечного сечения затвора и бегунка.
Сечение затвора и бегунка должно быть круглым, если это возможно, потому что так лучше заполняется форма. Но если ворота должны находиться в слабой части пластиковой детали, то следует использовать квадратное сечение.
Кроме того, в нижней части затвора и в конце бегунка следует поместить больший колодец для холодной пробки. Температура материала оказывает большое влияние на то, насколько хорошо течет расплав. Следует обратить внимание на размер колодца для холодного шлама. Колодец для холодного шлама должен располагаться в конце расплава, в том направлении, в котором расплав вытекает из шибера.
Если основной причиной появления ежегодных кольцеобразных волнообразных потеков является плохая работа смолы, вы можете выбрать смолу с низкой вязкостью, если позволяют условия.

Расплав не проходит гладко в бегуне
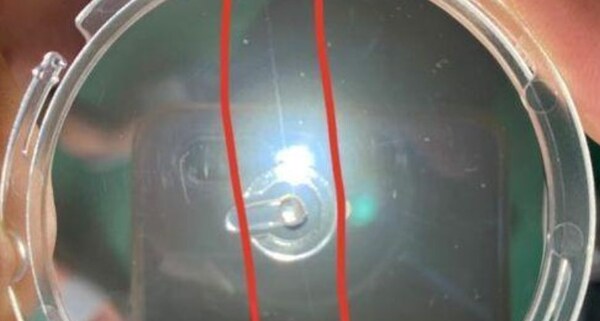
Расплав не течет плавно в бегунке, что приводит к образованию спиральных волновых следов на поверхности пластиковой детали. Когда расплав вытекает из узкого сечения бегунка в полость с большим сечением или бегунок пресс-формы узкий, а качество отделки очень плохое, поток легко образует турбулентность, что приводит к появлению спиральных волновых следов на поверхности пластиковой детали.
В этом случае можно замедлить скорость впрыска или регулировать скорость впрыска на медленную, быструю и медленную. Затвор пресс-формы должен быть размещен в толстостенной части или непосредственно на стороне стенки. Форма затвора должна быть типа ручки, вентилятора или диафрагмы. Площадь поперечного сечения бегунка и затвора также может быть увеличена соответствующим образом, чтобы уменьшить сопротивление потоку материала.
Кроме того, необходимо контролировать поток охлаждающей воды в пресс-форме, чтобы поддерживать ее температуру на более высоком уровне. Если вы повысите температуру бочки и сопла в пределах рабочего диапазона температур процесса, это поможет улучшить текучесть расплава.
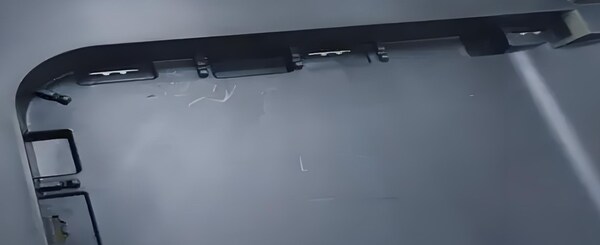
Летучие газы вызывают облакоподобные волновые потоки
При использовании ABS или других сополимерных смол, если температура обработки высока, смола и смазка будут выделять летучие газы, что приведет к появлению облакообразных волнообразных следов на поверхности пластиковых деталей.

Для этого необходимо снизить температуру формы и бочки, улучшить условия вытяжки в форме, снизить температуру материала и скорость заполнения, правильно расширить секцию затвора, а также изменить тип или количество смазки.
Решение проблемы с марками потока
Пластик
Сократите количество материала
Слишком большое количество материала также может стать причиной проблемы с клеймом. Если след вызван слишком большим количеством материала, вы можете уменьшить подачу термопластавтомата, но будьте осторожны, чтобы не уменьшить ее слишком сильно и не повлиять на качество изделия.

Улучшение текучести пластика
Вам нужно заполнить полость пластиком, который легко течет. Если расплавленный пластик плохо растекается, расплав замедляется, и чем медленнее он движется, тем холоднее становится. Давления впрыска и давления выдержки недостаточно, чтобы прижать конденсированную кожу к поверхности формы.
Таким образом, вы получаете усадочные раковины в направлении потока. Поставщики материалов могут дать вам совет, основываясь на вашем дизайне: используйте наиболее текучий пластик, который не вспыхивает.
Если вы хотите сделать длинную и тонкую пластиковую деталь, вам нужен пластик, который хорошо течет. Если у вас нет пластика, который хорошо течет, вы можете добавить немного чего-нибудь, чтобы сделать его более текучим. Обычно добавляют не более 1% этого вещества. Если у вас очень длинная и тонкая деталь, возможно, потребуется добавить больше.
Неправильное использование смазочных материалов для формования
Обычно содержание смазки составляет менее 1%. Если длина потока относительно велика по сравнению с толщиной стенки, содержание смазки должно быть увеличено, чтобы слой конденсата прилипал к поверхности формы до тех пор, пока изделие не будет сформировано, и не образовывались следы потока. Увеличение содержания смазки должно быть согласовано с поставщиком материала.
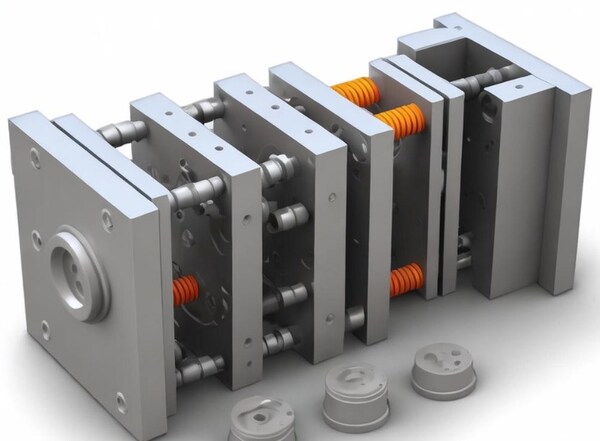
Плесень
Повышение температуры пресс-формы
Если температура формы слишком низкая, температура материала будет падать слишком быстро, а давление впрыска и давление выдержки будут недостаточными, чтобы плотно прижать конденсированную поверхность к поверхности формы, оставляя следы усадки расплава в направлении потока.
Повысьте температуру формы, поддерживайте высокую температуру материала, а давление впрыска и давление выдержки будут плотно прижимать слой конденсата к поверхности формы до тех пор, пока не сформируется изделие и не появятся следы потеков.
Установите температуру пресс-формы в соответствии с рекомендованным производителем материала значением. Каждая регулировка может быть увеличена или уменьшена на 6℃. После 10 выстрелов, если формовка стабильна, примите решение о необходимости дальнейших регулировок на основе полученных результатов.
Улучшить бегуна
Бегунок, бегунки или затвор слишком малы. Бегунок, бегунки или затвор слишком малы, и сопротивление потоку возрастает. Если давление впрыска недостаточно, фронт расплава будет двигаться все медленнее и медленнее, а пластик будет становиться все холоднее и холоднее. Давление впрыска и давление выдержки недостаточны для плотного прижатия конденсированной кожи к поверхности формы, поэтому в направлении потока расплава остаются усадочные следы.
Улучшите выхлопную трубу
Если вытяжка недостаточна или некачественна, это повлияет на заполнение расплава. Волновой фронт расплава не сможет плотно прижать конденсированную кожу к поверхности формы, оставляя следы усадки в направлении потока расплава. Чтобы предотвратить попадание газа в полость, предусмотрите выхлоп в конце каждого бегуна. Не следует пренебрегать выхлопом из полости, и лучше всего использовать полноповоротный выхлоп.
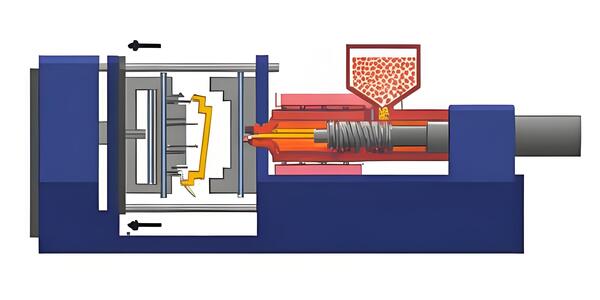
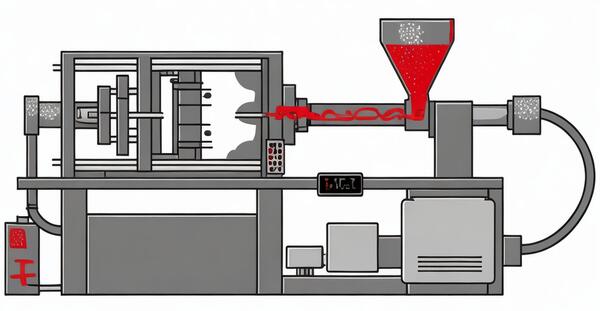
Машина для литья под давлением
Регулировка скорости впрыска
Если скорость впрыска слишком высока, расплав не сможет удалить воздух во время обтекания поверхности формы, что приведет к появлению следов течения. Скорость впрыска следует регулировать, увеличивая скорость впрыска в зависимости от конкретной ситуации, чтобы устранить проблему следов течения.
Отрегулируйте давление впрыска
Еще одна причина появления следов - недостаточное давление впрыска. Поэтому необходимо увеличить давление впрыска, чтобы пластик лучше вливался в форму и уменьшал следы потеков.
Увеличьте давление впрыска и давление удержания
Если давление впрыска и давление выдержки недостаточны, конденсированный слой не будет плотно прижат к поверхности формы, и в направлении течения расплава появятся следы усадки. Увеличьте давление впрыска и давление выдержки так, чтобы конденсированный слой плотно прижимался к поверхности формы до тех пор, пока изделие не будет окончательно сформировано, и следы течения не появятся.
Улучшение времени пребывания
Пластик находится в бочке слишком короткое время, и температура расплава низкая. Даже если полость едва заполнена, пластик не может быть уплотнен во время давления выдержки, оставляя следы усадки в направлении потока расплава. Соотношение материала дроби и материала ствола должно составлять от 1/1,5 до 1/4.
Увеличение времени цикла
Если время цикла слишком мало, пластик не успевает нагреться в трубке для материала, и температура расплава оказывается низкой. Даже если полость едва заполнена, пластик не может быть уплотнен во время давления выдержки, оставляя следы усадки в направлении потока расплава.
Время цикла должно быть увеличено до тех пор, пока пластик не будет полностью расплавлен, а температура расплава не станет достаточно высокой, чтобы предотвратить появление следов усадки в направлении потока.
Увеличьте настройку температуры ствола
Если температура бочки слишком низкая, температура расплава низкая, а давление впрыска и давление выдержки недостаточны для плотного прижатия конденсированной поверхности к поверхности формы, что оставляет следы усадки в направлении течения расплава.
Повысьте температуру, давление впрыска и давление выдержки, чтобы прижать кожу к поверхности формы, пока деталь не застынет и не появятся следы потеков. Температуру материала можно узнать у поставщика материала.
Ствол разделен на четыре зоны: заднюю, центральную, переднюю и сопловую. Температуру материала следует постепенно повышать от задней зоны к передней, при этом температура в каждой зоне должна увеличиваться на 6°C. При необходимости, иногда значение температуры материала в зоне сопла и/или передней зоне может быть таким же, как в центральной зоне.

Увеличьте настройку температуры сопла
Пластик поглощает тепло, выделяемое нагревательной лентой, и тепло трения, возникающее при относительном движении молекул пластика, вызванном вращением шнека в стволе, и температура постепенно повышается.
Последняя зона нагрева в бочке - сопло. Здесь расплав должен достичь идеальной температуры материала, но для поддержания оптимального состояния его необходимо нагревать умеренно.
Если температура сопла установлена недостаточно высоко, сопло и пресс-форма будут соприкасаться и отводить слишком много тепла, температура материала снизится, а давление впрыска и давление удержания будут недостаточными, чтобы плотно прижать конденсированную кожу к поверхности пресс-формы, оставляя следы усадки в направлении течения расплава. Увеличьте температуру сопла.
Обычно температура в зоне сопла устанавливается на 6 градусов Цельсия выше, чем температура в передней зоне.
Заключение
Одним из наиболее распространенных дефектов внешнего вида изделий, изготовленных методом литья под давлением в процессе производства, являются следы потеков, особенно вблизи ворот изделия. Основными причинами образования следов потеков являются низкая температура пресс-формы, неправильные параметры процесса литья под давлением, неправильный выбор материала и плохая текучесть расплава.

Для эффективного предотвращения и устранения проблемы с меткой потока производители могут принять ряд мер. Во-первых, отрегулируйте температуру формы и температуру сопла, чтобы расплавленный материал мог равномерно течь и заполнять форму в процессе заполнения.
Во-вторых, оптимизируйте скорость впрыска и контроль давления, чтобы обеспечить заполнение и уплотнение пластика.
Кроме того, разумный выбор и контроль различных параметров в процессе обработки, таких как время выдержки и конструкция проточного канала, также может значительно улучшить качество поверхности изделия. Внесение этих корректировок позволяет эффективно уменьшить или даже устранить проблему следов течения, а также повысить эффективность производства и качество литьевых изделий.







