 Перейти к содержанию
Перейти к содержанию 
Литье под давлением из ППА на заказ
PPA - это полукристаллический термопласт, и литье под давлением является распространенным методом производства деталей из PPA.

Ресурсы для Полное руководство по литью под давлением из ППА
Что такое PPA?

PPA - это высокоэффективный материал на основе нейлона, который обладает множеством положительных качеств. Он обладает высокой химической стойкостью, низким деформированием, отличной термостойкостью, сопротивлением ползучести, барьерными свойствами, прочностью и жесткостью при высоких температурах, а также усталостной прочностью. Он также чувствителен к влаге, обладает хорошей стабильностью размеров и физических свойств. PPA - полукристаллический материал, он поглощает влагу и непрозрачен, что делает его пригодным для литья пластмасс под давлением. Большинство марок PPA содержат стеклянные или минеральные наполнители, которые делают их более жесткими при высоких температурах. Поэтому ППА часто используется вместо металлов или более дорогих термопластов. Температура стеклования ППА также важна, поскольку она влияет на то, насколько хорошо он работает в различных областях применения.
PPA - это полукристаллическая ароматическая полиамидная смола. Она известна своими высокими эксплуатационными характеристиками. Она преодолевает разрыв между низкоэффективными инженерными полимерами и дорогостоящими материалами, что делает ее привлекательным вариантом для широкого спектра применений, особенно в автомобильной и электронной промышленности.
Какие существуют типы материалов PPA?
PPA (полифталамид) - это термопластичный материал, который известен своей высокой производительностью, термостойкостью и отличными механическими свойствами. Существует несколько типов материалов PPA, которые подразделяются на категории в зависимости от их химической структуры, характеристик и областей применения. ППА также может быть модифицирован различными добавками для улучшения характеристик в конкретных условиях или смешан с другими полимерами для получения синергетического эффекта. Вот основные типы ППА-материалов:
① Гомополимерный ППА: Это наиболее распространенный тип, изготовленный из одного мономера. Он имеет высокую температуру плавления, высокую кристалличность и отличные механические свойства.
② Сополимер PPA: Состоит из двух или более мономеров. Он имеет более низкую температуру плавления и кристалличность по сравнению с гомополимером PPA, но при этом обладает отличными механическими свойствами.
③ Терполимер PPA: Состоит из трех и более мономеров. Он имеет более низкую температуру плавления и кристалличность по сравнению с гомополимерами и сополимерами, но при этом обладает хорошими механическими свойствами.
④ Полуароматический ППА: Изготавливается из комбинации ароматических и алифатических мономеров. Его свойства находятся между ароматическими и алифатическими ППА.
⑤ Алифатический ППА: Изготовлен из алифатических мономеров, имеет более низкую температуру плавления и кристалличность, чем ароматический PPA, но при этом обладает хорошими механическими свойствами.
⑥ Смеси PPA-PEEK: Смешивается с PEEK (полиэфирэфиркетоном), чтобы объединить лучшие свойства обоих материалов.
⑦ Смеси PPA-PEI: Смешивается с PEI (полиэфиримидом) для обеспечения сбалансированных характеристик двух материалов.
⑧ Огнезащитный полипропилен: Содержит антипирены, отвечающие особым требованиям пожарной безопасности.
⑨ Высокотемпературный PPA: Предназначен для работы в высокотемпературных средах (до 300°C/572°F) и обладает превосходной термостойкостью.
⑩ Низкотемпературный полипропилен: Изготовлен для низких температур (до -200°C/-330°F) и обладает высокой морозостойкостью.
⑪ Стеклонаполненный ППА: Стекловолокна добавляются в ППА, чтобы сделать его намного прочнее и жестче, поэтому он подходит для таких вещей, как детали автомобилей.
⑫ Минералонаполненный ППА: Как и стеклонаполненный ППА, но с минералами (например, тальком или карбонатом кальция), чтобы он не так сильно сжимался при изготовлении изделий из него.

Каковы характеристики полифталамида (PPA)?
Полифталамид (PPA) - это высокоэффективный пластик, входящий в семейство полиамидов. Он имеет полукристаллическую структуру и состоит из ароматических соединений. Он обладает целым рядом уникальных свойств, благодаря которым отлично подходит для сложных применений, особенно в автомобилях и электронике.
1. Отличная устойчивость к высоким температурам:
Материалы из ППА обладают превосходными высокотемпературными свойствами: температура плавления и температура теплового деформирования выше, чем у многих других инженерных пластмасс. Высокая температура плавления PPA (до 300°C/572°F) позволяет ему выдерживать высокие температуры без ухудшения механических свойств. Это позволяет PPA сохранять стабильность при высоких температурах, что делает его подходящим для деталей, требующих термостойкости.
2. Хорошие механические свойства:
PPA очень прочен, тверд и способен выдержать удары. Он отлично противостоит износу и разрушению и может выдерживать удары, не ломаясь. Эти механические свойства делают PPA идеальным материалом для изготовления деталей, которые должны выдерживать большие нагрузки и напряжения, поэтому он так хорошо подходит для высокопроизводительных вещей.
3. Выдающаяся химическая стойкость:
PPA - это супер-пупер химически инертный материал, устойчивый к маслам, растворителям, кислотам и щелочам. Даже при высокой температуре и большом давлении PPA сохраняет свои свойства. Он также очень хорошо противостоит топливу, маслам и химикатам, поэтому идеально подходит для тех случаев, когда вы беспокоитесь о попадании на него химикатов.

4. Отличная электрическая изоляция:
PPA обладает отличными электроизоляционными свойствами, что позволяет использовать его для изготовления изоляционных материалов для электрических и электронных изделий. Он обладает низкой диэлектрической проницаемостью и диэлектрическими потерями, что делает его отличным материалом для высокочастотных применений.
5. Хорошая стабильность размеров:
Материалы PPA отличаются высокой стабильностью размеров в процессе обработки и использования, не подвергаясь деформации или короблению. Даже при воздействии перепадов температуры или влаги они сохраняют свою форму и размеры, что делает их идеальными для изготовления деталей, требующих точного контроля размеров.
6. Возможности обработки:
Материалы PPA можно обрабатывать традиционными методами, такими как литье под давлением и экструзия. Хотя температура переработки PPA относительно выше, чем у полиэтилена и полипропилена, вы все равно можете производить высококачественные изделия из PPA при соблюдении надлежащих условий обработки.
7. Устойчивость к погодным условиям:
PPA обладает некоторой устойчивостью к атмосферным воздействиям, но его устойчивость к ультрафиолетовому излучению может быть не такой хорошей, как у материалов, специально разработанных для защиты от атмосферных воздействий. В большинстве случаев устойчивость PPA к атмосферным воздействиям достаточно хороша для общепромышленного применения.
8. Экологичность:
Материалы PPA не наносят большого вреда окружающей среде при их производстве и использовании. Они могут быть переработаны и использованы повторно, что способствует сохранению окружающей среды. Кроме того, материалы PPA не содержат ничего вредного для человека или земли.
9. Низкое поглощение влаги:
PPA не впитывает влагу, поэтому не расширяется и не меняет форму при намокании.
10. Низкое газовыделение:
PPA обладает низким газовыделением, что делает его пригодным для применения в вакууме или при низком давлении.
11. Высокая ударопрочность:
PPA обладает хорошей ударопрочностью, что позволяет использовать его в приложениях, которые могут подвергаться ударам или вибрации.
12. Низкое искривление:
PPA имеет низкую деформацию, что означает, что он сохраняет свою форму, не деформируется и не гнется.
13. Хорошая свариваемость:
PPA можно сваривать различными методами, что позволяет использовать его в тех областях, где требуются соединения.
14. Низкий уровень выбросов дыма и гари:
PPA выделяет мало дыма и испарений, что делает его пригодным для применения там, где качество воздуха имеет решающее значение.
Каковы свойства PPA?
PPA (полифталамид) - это термопластичный функциональный нейлон, имеющий как полукристаллическую, так и аморфную структуру. Он изготавливается путем поликонденсации фталевой кислоты и о-фенилендиамина. Материал PPA обладает превосходными комплексными свойствами с точки зрения тепло-, электро-, физико- и химической стойкости.
| Недвижимость | Метрика | Английский язык |
|---|---|---|
| Плотность | 1,10 - 3,80 г/куб.см. | 0,0397 - 0,137 фунт/дюйм³ |
|
1,10 - 1,49 г/куб. см @Температура 325 - 325 ℃ |
0,0397 - 0,0538 фунт/дюйм³ @Temperature 617 - 617 ℉ | |
| Поглощение воды | 0.0200 - 10.0 % | 0.0200 - 10.0 % |
| Вязкость |
6,00 - 27,0 сП @Температура 330 - 340 ℃ |
6,00 - 27,0 сП @Temperature 626 - 644 ℉ |
|
6,00 - 27,0 сП @Нагрузка 1,20 - 2,16 кг |
6,00 - 27,0 сП @Нагрузка 2,65 - 4,76 фунтов | |
| Течение расплава | 5,00 - 80,0 г/10 мин | 5,00 - 80,0 г/10 мин |
| Твердость, Роквелл M | 105 | 105 |
| Твердость, Роквелл R | 100 - 127 | 100 - 127 |
| Прочность на разрыв, предел текучести | 24,8 - 307 МПа | 3600 - 44500 psi |
|
20,0 - 140 МПа @ Температура 90,0 - 175 ℃ |
2900 - 20300 фунтов на кв. дюйм @Temperature 194 - 347 ℉ | |
| Электрическое сопротивление | 0,0500 - 1,00e+17 ом-см | 0,0500 - 1,00e+17 ом-см |
| Сопротивление поверхности | 10,0 - 8,10e+16 Ом | 10,0 - 8,10e+16 Ом |
| Диэлектрическая постоянная | 3.20 - 6.20 | 3.20 - 6.20 |
|
4.20 - 136 @ Температура 60,0 - 200 ℃ |
4.20 - 136 @Температура 140 - 392 ℉ | |
|
4.20 - 136 @Частота 1000 - 1,00e+6 Гц |
4.20 - 136 @Частота 1000 - 1,00e+6 Гц | |
| Диэлектрическая прочность | 16,0 - 45,0 кВ/мм | 406 - 1140 кВ/ин |
|
0,800 - 27,5 кВ/мм @ Температура 60,0 - 200 ℃ |
20,3 - 699 кВ/дюйм @Температура 140 - 392 ℉ | |
| Температура плавления | 223 - 340 ℃ | 433 - 644 ℉ |
| Максимальная температура эксплуатации, воздух | 120 - 290 ℃ | 248 - 554 ℉ |
| Передача, видимая | 20.0 - 38.0 % | 20.0 - 38.0 % |
| Температура обработки | 280 - 345 ℃ | 536 - 653 ℉ |
| Температура сопла | 280 - 345 ℃ | 536 - 653 ℉ |
| Температура расплава | 240 - 360 ℃ | 464 - 680 ℉ |
| Температура пресс-формы | 48.9 - 190 ℃ | 120 - 374 ℉ |
| Температура сушки | 79.4 - 150 ℃ | 175 - 302 ℉ |
| Содержание влаги | 0.0200 - 0.200 % | 0.0200 - 0.200 % |
| Точка росы | -31.7 - -28.9 ℃ | -25.0 - -20.0 ℉ |
| Давление впрыска | 41,4 - 124 МПа | 6000 - 18000 фунтов на кв. дюйм |
Могут ли материалы PPA подвергаться литью под давлением?

Да, вы можете лить под давлением материалы из PPA (полифталамида). PPA - это полукристаллический термопласт, обладающий рядом хороших свойств (например, высокой термостойкостью, механической прочностью и стабильностью размеров), которые делают его подходящим для этого производственного процесса. На самом деле литье под давлением - популярный способ изготовления деталей из PPA, поскольку оно позволяет получать сложные формы и хорошую отделку поверхности.
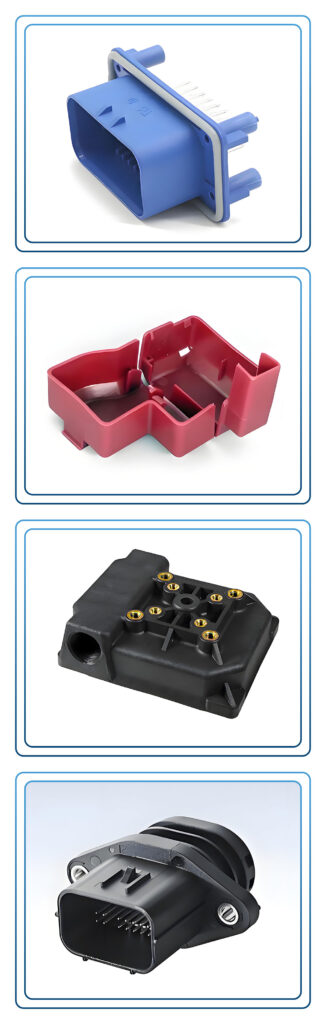
PPA используется в высокопроизводительных областях, таких как автомобильные компоненты (например, корпуса термостатов), электрические разъемы и промышленные детали. Он преодолевает разрыв в характеристиках между стандартными инженерными пластмассами и дорогостоящими специальными полимерами, что делает его универсальным выбором для многих отраслей промышленности.
Однако из-за высокой температуры плавления, высокой вязкости и склонности к разложению в процессе обработки литье ППА под давлением может оказаться непростой задачей. Для преодоления этих трудностей часто требуется специализированное оборудование и технологии обработки.
Каковы основные аспекты литья под давлением из ППА?
При формовании материалов из полифталамида (PPA) необходимо помнить о нескольких вещах, чтобы убедиться, что вы правильно их обрабатываете и получаете качественные детали. Вот некоторые из них:

1. Характеристики материала:
① Стабильность размеров: ППА отлично сохраняет свою форму и размер, даже когда жарко или влажно. Это очень важно, поскольку означает, что детали, изготовленные из PPA, всегда будут подходить друг к другу так, как должны.
② Механическая прочность: PPA прочнее многих других пластиков. Это означает, что он может выдерживать большие нагрузки и не будет изнашиваться так быстро, как другие материалы.
③ Термостойкость: PPA выдерживает высокие температуры. Он не плавится и не становится слабым при нагревании, поэтому идеально подходит для деталей, которые должны работать при высоких температурах.
④ Поглощение влаги: PPA не впитывает воду, как губка. Это означает, что он не увеличивается в размерах и не меняет форму при намокании. Это очень важно, потому что детали, которые вы делаете из PPA, всегда будут прилегать друг к другу так, как должны, даже если на улице идет дождь.
⑤ Химическая стойкость: PPA может выдерживать все виды химикатов, например, те, что используются в автомобилях, и растворители. Это означает, что он отлично подходит для деталей, которые должны работать в местах с большим количеством химикатов.
2. Конструкция пресс-формы:
① Дизайн пресс-формы: Дизайн пресс-формы очень важен для создания хороших деталей. Вы должны подумать о таких вещах, как толщина стенок, конструкция ребер, расположение затвора и каналов охлаждения. Вы должны быть уверены, что сможете быстро изготовить детали и не столкнетесь с такими проблемами, как раковины или коробление. Материалы PPA могут деформироваться или изменять форму, поэтому вам может понадобиться специальная конструкция пресс-формы и ее изготовление, чтобы детали получились правильными и без проблем.
② Системы охлаждения: Охлаждение очень важно для поддержания нужной температуры в пресс-форме. Температура пресс-формы влияет на скорость изготовления деталей и их качество. Вы должны быть уверены, что давление воды правильное и вода перемещается по каналам охлаждения, чтобы пресс-форма охлаждалась везде одинаково.
③ Точность инструмента: Вы должны быть уверены, что инструмент сделан правильно, чтобы детали получались правильными. Вы хотите использовать хорошие материалы и правильно изготовить пресс-форму, чтобы она могла сделать много деталей, а детали были правильного размера.
3. Соображения по обработке:
① Выбор материала: Выбор правильного ППА для работы имеет ключевое значение. Различные ППА обладают разными свойствами, такими как температура, толщина и устойчивость к химическим веществам.
② Контроль температуры: Нужно, чтобы пластик был достаточно горячим для заливки в форму, но не настолько горячим, чтобы он ломался.
③ Скорость и давление впрыска: необходимо контролировать скорость прохождения пластика в форму, чтобы не образовывались отверстия или детали, которые не заполняются.
④ Оптимизация времени цикла: Важно соблюдать баланс между временем охлаждения и эффективностью производства, чтобы получить максимальную отдачу от станка и при этом изготавливать качественные детали.
⑤ Высокотемпературное оборудование: Для расплавления и обработки материалов PPA требуется высокотемпературное оборудование. К нему относятся высокотемпературные бочки, форсунки и пресс-формы.
⑥ Впрыск под высоким давлением: Впрыск под высоким давлением необходим для того, чтобы пресс-форма правильно заполнялась и укладывалась материалами PPA.
⑦ Медленная скорость впрыска: Материалы PPA чувствительны к скорости впрыска, и вам может понадобиться вводить их медленно, чтобы предотвратить разрушение и убедиться, что форма заполняется должным образом.
⑧ Высокая температура пресс-формы: Материалы PPA требуют высокой температуры пресс-формы, чтобы обеспечить надлежащее сцепление деталей и не допустить их деформации.
⑨ Охлаждение: Материалы PPA чувствительны к скорости охлаждения. Если охлаждать их слишком быстро, детали могут деформироваться. Вам может потребоваться медленное охлаждение, чтобы убедиться, что детали сформированы правильно.
⑩ Демонтаж: Материалы PPA имеют тенденцию прилипать к формам, поэтому вам может понадобиться использовать какой-либо разделительный агент, чтобы облегчить извлечение детали из формы.
⑪ Обработка после формования: Материалы PPA могут нуждаться в дополнительной обработке после формовки, например отжиге или снятии напряжения, чтобы избавиться от внутренних напряжений и сделать деталь более качественной.
4. Требования к заявке:
① Среда конечного использования: Знание того, для чего будет использоваться деталь, поможет вам выбрать правильный вид пластика и спроектировать пресс-форму так, чтобы деталь выполняла свои функции, например, не ломалась при ударе и не желтела на солнце.
② Соответствие нормативным требованиям: Иногда, особенно если вы производите детали для медицинских или автомобильных компаний, необходимо использовать пластик, который не содержит вредных веществ и не загорается.

Ресурсы для Полное руководство по производству литьевых форм PPA
Как выполнять литье под давлением из ППА: Пошаговое руководство
Литье PPA (полифталамида) под давлением - сложный процесс, требующий тщательного планирования, точного исполнения и специализированного оборудования. Ниже приведено пошаговое руководство, которое поможет вам выполнить литье PPA под давлением:
1. Подготовка сырья:
① Выбирайте высококачественное сырье: Убедитесь, что смола PPA чистая и сухая. Это важно для получения желаемых характеристик.
② Сушка: ППА для литья под давлением должен быть высушен до влажности менее 0,1%. Обычная температура сушки составляет 175°F, а время сушки зависит от количества влаги. Оно может составлять от 4 до 16 часов. Чтобы убедиться, что вы все делаете правильно, проверьте время сушки в спецификации поставщика смолы.
2. Подготовка пресс-формы:
① Осмотр и очистка пресс-формы: Поверхность формы должна быть гладкой и не иметь повреждений или веществ, которые могут угрожать процессу формовки.
② Выбор материала пресс-формы: Поскольку PPA обладает высокотемпературными и коррозионностойкими свойствами, материалы для пресс-форм должны быть выбраны соответствующим образом, например, легированная сталь или инструментальная сталь для горячей обработки.
③ Конструкция системы охлаждения: Убедитесь, что в пресс-форме предусмотрена надлежащая система охлаждения, например, охлаждающие каналы, позволяющие быстро охладить пресс-форму до оптимальной температуры и повысить эффективность производства.
3. Выбор и настройка инжекционной машины:
① Тип машины: При выборе машины для литья под давлением следует учитывать характеристики PPA-пластика, а также размер и форму изделия. Существует три типа машин на выбор: с вертикальным впрыском, горизонтальным впрыском и ротационным впрыском.
② Тоннаж и система контроля: Убедитесь, что давление впрыска и усилие смыкания термопластавтомата соответствуют стандартам формования PPA. Рекомендуется использовать современную систему управления температурой, скоростью впрыска и давлением.
4. Процесс литья под давлением:
① Контроль температуры: Установите правильную температуру формы и пластика. Диапазон температур плавления PPA обычно составляет от 280°C до 320°C, а температура пресс-формы должна быть не менее 135°C, чтобы продукт хорошо кристаллизовался и был стабильным по размерам.
② Давление и скорость впрыска: Контролируйте давление впрыска и давление удержания, чтобы обеспечить равномерное и полное заполнение формы и уменьшить дефекты продукции. Регулируйте скорость впрыска в соответствии с реальной ситуацией.
③ Время цикла: Оптимизируйте каждый цикл формования для повышения эффективности производства и экономии энергии. Цикл формования включает в себя время впрыска, время выдержки, время охлаждения и время выталкивания.
5. Постобработка и контроль:
① Охлаждение: Обязательно охладите и затвердейте форму после заполнения, чтобы избежать деформации или напряжения. Время охлаждения зависит от толщины конечного продукта и температуры формы.
② Средство для снятия формы: Используйте правильные средства, чтобы помочь вам извлечь плесень из формы. Это облегчит процесс извлечения и не даст плесени испортиться.
③ Проверка качества: Проверьте внешний вид, размеры и характеристики формованного изделия, чтобы убедиться в его качестве.
Каковы преимущества литья под давлением из PPA?
Полифталамид (PPA) обладает рядом преимуществ, которые делают его предпочтительным материалом для литья под давлением:
① Отличная термостойкость: PPA очень хорошо переносит нагрев. Он плавится при температуре 295-325°C и выдерживает тепловые деформации при температуре 280-300°C. Это отлично подходит для литья под давлением, поскольку означает, что ваши изделия будут оставаться прочными и надежными при их использовании.
② Улучшенные механические свойства: PPA обладает высокой прочностью, твердостью, износостойкостью, точностью размеров, низким короблением и хорошей стабильностью, обеспечивая отличные механические характеристики в процессе литья под давлением.
③ Химическая стойкость: PPA сохраняет прочность при контакте с бензином, дизельным топливом, моторным маслом, минеральными маслами, трансформаторным маслом и другими жидкостями. Он продолжает отлично работать даже при нагревании. Такая химическая стойкость не позволяет PPA разрушаться при введении в формы. Это означает, что ваши детали служат дольше и работают лучше.
④ Производительность обработки: PPA можно обрабатывать обычными методами литья под давлением, и его легко контролировать. Процесс впрыска PPA хорошо отлажен, и, контролируя температуру расплава, время пребывания в бочке и температуру пресс-формы, вы можете добиться нужных механических свойств литых деталей.
⑤ Экологичность: При производстве PPA образуется очень мало отходов, и его легко переработать. Кроме того, PPA разлагается естественным образом, что благоприятно сказывается на окружающей среде. Это очень важно для литья под давлением, поскольку помогает нам производить экологически чистые материалы, которые помогают Земле.
⑥ Низкое влагопоглощение: В отличие от других пластиков, PPA не намокает. Это означает, что он сохраняет свою прочность даже в условиях повышенной влажности.
⑦ Стабильность размеров: PPA очень стабилен, поэтому вы можете рассчитывать на то, что он не изменится в процессе производства. Это очень важно, когда вы изготавливаете детали, которые должны идеально подходить друг к другу, например медицинские приборы или сложные механические детали.
⑧ Универсальность дизайна: Хорошая текучесть PPA при литье под давлением позволяет создавать сложные и замысловатые конструкции. Это означает, что вы можете изготавливать детали, которые будут делать именно то, что вам нужно.
⑨ Эффективность затрат: PPA может стоить дороже некоторых других пластмасс, но это того стоит, потому что он помогает делать более качественные детали, которые служат дольше. Это означает меньшее количество отказов и меньшее время простоя. Кроме того, вы сможете изготавливать детали быстрее и стабильнее, что в конечном итоге сэкономит вам деньги.
Каковы недостатки литья под давлением PPA?
Недостатки инъекция PPA (полифталамида) молдинг, аналогичный к общей инъекции литье, включают несколько значительных вызовы:
① Более высокая стоимость: По сравнению с другими широко используемыми инженерными пластиками, PPA относительно дорог. Хотя он предлагает отличное соотношение цены и качества по сравнению с более дорогими высокотемпературными материалами, такими как PEI и PEEK, он все еще является относительно новым и специализированным материалом. Это делает его более дорогостоящим по сравнению с другими, более распространенными инженерными пластиками, используемыми в литье под давлением. Кроме того, выбор материалов из PPA ограничен, так как это относительно новый материал с меньшим количеством вариантов специфических свойств.
② Высокая температура хрупкости: Хотя ППА имеет высокую температуру плавления, он также имеет более высокую температуру хрупкости. В условиях, приближенных к температуре хрупкости, ППА может быть более подвержен растрескиванию или разрушению. Поэтому контроль скорости нагрева и охлаждения в процессе литья под давлением имеет решающее значение для минимизации негативного влияния термочувствительности на эксплуатационные характеристики.
③ Ограниченная устойчивость к ультрафиолетовому излучению: PPA обладает относительно низкой устойчивостью к ультрафиолетовому излучению по сравнению с другими высокоэффективными инженерными пластиками. Воздействие ультрафиолетового излучения может привести к эффектам старения пластика, таким как изменение цвета и растрескивание поверхности, что может повредить изделие. Это ограничивает применение PPA на открытом воздухе или в регионах с высоким уровнем воздействия ультрафиолета.
④ Высокие требования к обработке: PPA требует более высоких температур и давления в процессе литья под давлением, чтобы избежать неравномерного заполнения материала, что повышает сложность и стоимость обработки. Кроме того, он предъявляет повышенные требования к технологическому оборудованию.
⑤ Высокая температура обработки: PPA требует высоких температур обработки, а достижение и поддержание этих температур может быть сложной задачей.
⑥ Высокая вязкость: PPA обладает высокой вязкостью, что затрудняет его переработку и может привести к разрушению материала.
⑦ Поглощение влаги: PPA поглощает влагу, что может повлиять на его механические и электрические свойства, особенно в тонкостенных материалах. Хотя изменения характеристик из-за поглощения влаги не столь значительны, как у Nylon 6/6, этот фактор все же следует учитывать.
⑧ Ограничения по дизайну: Как и в случае с любой деталью, изготовленной методом литья под давлением, при разработке компонентов PPA необходимо учитывать некоторые факторы, такие как:
- Использование углов и радиусов вытяжки для облегчения извлечения деталей из формы
- Избегайте острых углов и краев
- Регулирование толщины стенок для равномерного охлаждения
⑨ Высокая стоимость плесени: Пресс-формы для литьевых деталей PPA могут быть дорогими, особенно если требуются жесткие допуски и высокая точность. Это делает PPA менее рентабельным для малосерийного производства, так как затраты на пресс-формы нельзя распределить на большое количество деталей.

Общие проблемы и решения при литье под давлением из ППА
Распространенные проблемы при литье полифталамида (PPA) под давлением могут существенно повлиять на качество и производительность литых деталей. Понимание этих проблем и их решений имеет решающее значение для оптимизации производственных процессов. Ниже приведены некоторые распространенные проблемы и соответствующие им решения.
1. Недостаточная сушка
Описание проблемы: В процессе литья под давлением материалов PPA при недостаточной сушке содержание влаги иногда может быть слишком высоким, что проявляется в виде таких дефектов, как проколы и серебристые разводы на поверхности изделия, а также снижает механические свойства изделия.
Решения:
1. Контролируйте время сушки: убедитесь, что материал находится в сушилке достаточно долго, чтобы следы влаги исчезли.
2. Регулярно проверяйте эффективность сушки: Необходимо количественно оценивать эффект сушки, определяя содержание влаги в материале, и оперативно корректировать параметры сушки.
2. Вспышки и заусенцы
Описание проблемы: Вспышки и заусенцы обычно являются нежелательным дополнительным материалом, вызванным неполным закрытием пресс-формы или чрезмерным давлением впрыска.
Решения:
1. Отрегулируйте зазор между закрытием формы: Убедитесь, что при закрытии формы между ними нет зазоров.
2. Уменьшите давление впрыска: Уменьшите давление впрыска до необходимого уровня, не нарушая при этом форму изделия.
3. Проверяйте износ пресс-форм: Убедитесь, что секции, которые обычно подвержены износу, часто проверяются, и при появлении износа их следует исправить или заменить как можно скорее.
3. Пузырьки и захваченный воздух
Описание проблемы: Пузырьки и задержанный воздух - это дефекты, возникающие в результате попадания газов в расплав или недостаточной вентиляции формы.
Решения:
1. Улучшить условия сушки материала: Уменьшите содержание влаги и летучих веществ в материале.
2. Оптимизация скорости впрыска: Рекомендуется использовать правильную скорость впрыска, чтобы теплота сдвига не была слишком высокой, так как это приведет к высвобождению газа.
3. Проверьте систему вентиляции пресс-формы: Убедитесь, что вентиляционные отверстия плесени свободны, и при необходимости увеличьте количество вентиляционных каналов или вентиляционных штифтов.

4. Линии сварного шва и метки проточки
Описание проблемы: Линии сварного шва и следы течения - это следы, образующиеся при протекании и сближении расплава в пресс-форме, которые влияют на внешний вид и функциональность изделия.
Решения:
1. Оптимизируйте конструкцию затвора: Сделайте положение и размер затвора достаточно реалистичными, чтобы расплав мог принять требуемую форму, и в то же время затвор должен позволять расплаву заполнять форму как можно быстрее.
2. Увеличение давления и скорости впрыска: Что касается методов впрыска, то для поддержания постоянного качества продукции, сопровождающегося увеличением расхода расплава, необходимо соответствующим образом увеличивать давление и скорость впрыска.
3. Отрегулируйте температуру формы: Поднимите температуру формы настолько, чтобы улучшить характеристики текучести расплава и плавления.
5. Искривление и деформация
Описание проблемы: Искривление и деформация - это трансформация формы из-за разности внутренних напряжений, возникающих в процессе затвердевания.
Решения:
1. Оптимизируйте конструкцию пресс-формы: Разработайте систему охлаждения пресс-формы и механизм выталкивания, чтобы обеспечить равномерное охлаждение и плавную формовку изделия.
2. Регулировка температуры пресс-формы и параметров процесса впрыска: Также необходимо снизить внутреннее напряжение в изделии путем закалки формы и изменения параметров впрыска, включая давление, скорость, время впрыска и т.д.
Каковы области применения литья под давлением из ППА?
Литье PPA (полифталамида) под давлением - это высокопроизводительный и универсальный процесс, используемый во многих отраслях промышленности. Благодаря уникальным свойствам PPA, таким как высокая прочность, термостойкость, химическая стабильность и отличная электроизоляция, он является предпочтительным материалом для производства сложных и ответственных компонентов. Ниже перечислены основные области применения:
1. Аэрокосмическая промышленность
PPA широко используется в аэрокосмической промышленности благодаря своему легкому весу, высокой прочности, термостойкости и химической инертности. Он используется для производства высокоточных, подверженных высоким нагрузкам компонентов самолетов и космических аппаратов, в том числе:
- Компоненты авиационной техники: PPA используется в конструкции и интерьере самолетов, например, в винтах, гайках, крепежных элементах и корпусах, обеспечивая длительную стабильную работу в суровых условиях.
- Детали ракетных двигателей: Термостойкость PPA позволяет использовать его в деталях ракетных двигателей, которые должны выдерживать экстремальные условия.
- Спутниковое оборудование: Легкий и прочный PPA используется для производства компонентов спутникового оборудования, повышая его производительность и долговечность.
2. Автомобильная промышленность
Высокая механическая прочность, термическая стабильность и коррозионная стойкость PPA делают его широко применимым в автомобильной промышленности. Он используется для:
- Компоненты двигателя и топливной системы: В том числе топливные баки, топливные трубки, детали системы впуска и опоры двигателя, PPA выдерживают воздействие высоких температур и агрессивных жидкостей, обеспечивая долговременную надежную работу.
- Электрические разъемы: Термостойкость и отличная электроизоляция PPA позволяют широко использовать его в автомобильных электрических разъемах и корпусах электронных блоков управления.
- Кузовные конструкции и интерьеры: PPA, как заменитель легкого металла, снижает вес автомобиля, улучшает энергоэффективность и эстетику.
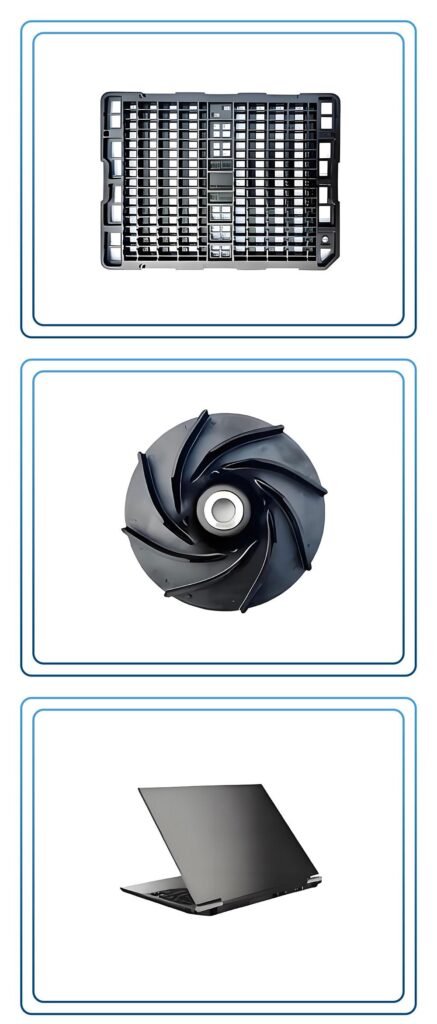
- Износостойкие кольца для насосов: Материалы PPA износостойки и подходят для работы в жестких условиях, идеально подходят для автомобильных насосов и других сложных систем передачи мощности.
3. Электроника и электротехническая промышленность
Благодаря отличной электроизоляции, стабильности размеров и термостойкости PPA широко используется в производстве электроники и электрооборудования. Области применения включают:
- Корпуса и разъемы электрооборудования: Корпуса фар, переключатели и другие электрические компоненты, работающие в высокотемпературной среде, обеспечивают нормальную работу в условиях теплового стресса.
- Светодиодные светильники и дисплеи: Термостойкость PPA играет решающую роль в производстве светодиодных светильников и дисплеев, где требуются электрические характеристики.
- Кронштейны и печатные платы: PPA используется для производства несущих конструкций и высокопроизводительных разъемов в печатных платах, обеспечивая долговременную стабильность работы оборудования.
4. Промышленное оборудование
Прочность, долговечность и химическая стабильность PPA делают его хорошо подходящим для промышленного оборудования. К числу распространенных областей применения относятся:
- Насосы, клапаны и механические детали: Насосы и клапаны, изготовленные из PPA, обладают превосходной износостойкостью и химической стойкостью, что делает их идеальными для длительного использования в суровых условиях.
- Газовые и промышленные трубопроводы: Устойчивость PPA к химической коррозии делает его подходящим для газопроводов, химических трубопроводов и систем клапанов в промышленности.
- Подшипники и шестерни: В высоконагруженном, высокоскоростном вращающемся оборудовании материалы PPA эффективно снижают трение и продлевают срок службы деталей.

5. Медицинские приборы
Биосовместимость и стабильность PPA делают его идеальным материалом в медицинской сфере, особенно для производства следующих устройств:
- Медицинские имплантаты и хирургические инструменты: PPA широко используется для замены суставов, зубных имплантатов и хирургических инструментов, отвечая строгим требованиям к биосовместимости и долговечности.
- Диагностические приборы: Материалы PPA надежны и точны, используются в высокоточном диагностическом оборудовании для обеспечения точности в различных условиях.
- Системы доставки лекарств: Устройства для доставки лекарств, изготовленные на основе PPA, обеспечивают точный контроль дозировки, гарантируя эффективность медицинских процедур.
6. Потребительские товары
Прочность, стабильность размеров и влагостойкость PPA позволяют широко применять его в производстве повседневных потребительских товаров:
- Бытовая техника и электроника: Ключевые компоненты таких приборов, как стиральные машины, микроволновые печи и духовые шкафы. Термостойкость и механическая прочность PPA значительно продлевают срок службы бытовых приборов.
- Спортивные товары: Легкий вес и высокая прочность PPA позволяют использовать его для производства высокопроизводительного спортивного оборудования, например теннисных ракеток и лыж.
7. Химическая промышленность
Устойчивость PPA к химической коррозии делает его полезным в химической промышленности, особенно для производства оборудования и деталей, связанных с химической обработкой:
- Химические трубопроводы и клапаны: PPA используется в трубопроводах и клапанах химического оборудования для защиты от агрессивных веществ, обеспечивая безопасность и стабильность химического производства.
- Реакторы и соединители топливных труб: PPA используется в реакторах и соединителях топливных труб в условиях высокого давления в химической промышленности, обеспечивая стабильную и безопасную обработку.

Как проверить завод по литью под давлением в Китае
Вы получили предложение от китайской фабрики по литью под давлением, и цена выглядит почти нереально низкой. $8,000 за производственную форму, которая в США обошлась бы в $25,000. Ваш

Что такое научное литье под давлением: полное руководство
Что такое научное литье под давлением: Полное руководство Научное литье под давлением превращает метод проб и ошибок в точность, основанную на данных. Узнайте, как системный контроль процесса снижает дефекты, повышает качество и обеспечивает постоянное производство деталей.

Почему возникают утяжины при литье под давлением — и как их устранить?
Усадочные раковины — эти раздражающие впадины на поверхности в остальном идеальной отлитой детали — являются одним из самых распространенных и заметных дефектов литья под давлением. Они появляются
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

