 Перейти к содержанию
Перейти к содержанию 

Предисловие
Литье под давлением, также известное как литье пластмасс под давлением, является распространенным методом производства пластмассовых изделий. Являясь зрелой технологией переработки пластмасс, материалов для литья под давлением, литье под давлением имеет широкие перспективы развития. С появлением новых технологий, новых материалов и новых требований, литье под давлением будет продолжать адаптироваться к изменениям рынка и инновационным разработкам, обеспечивая более высокое качество пластиковых изделий для промышленного производства и потребителей.
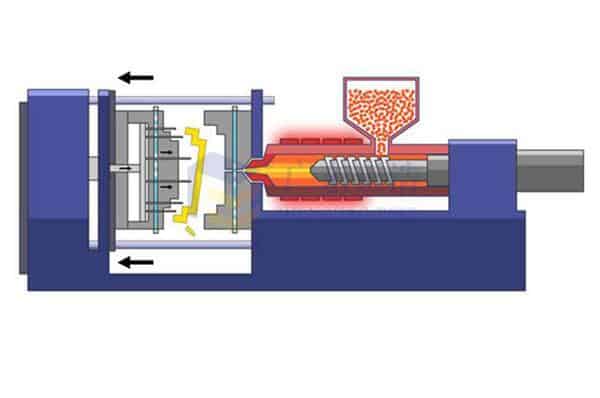
Эта глава посвящена шести этапам процесса впрыска: закрытие пресс-формы, заполнение, выдержка под давлением, охлаждение, открытие пресс-формы и удаление пресс-формы.
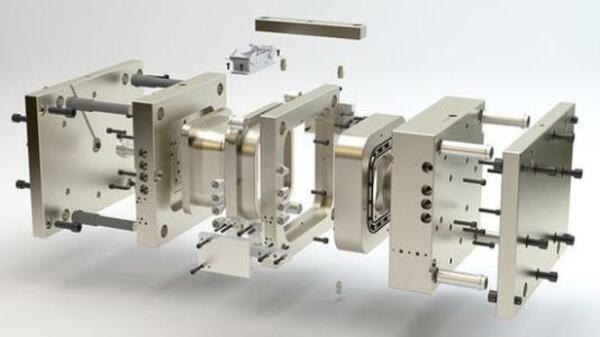
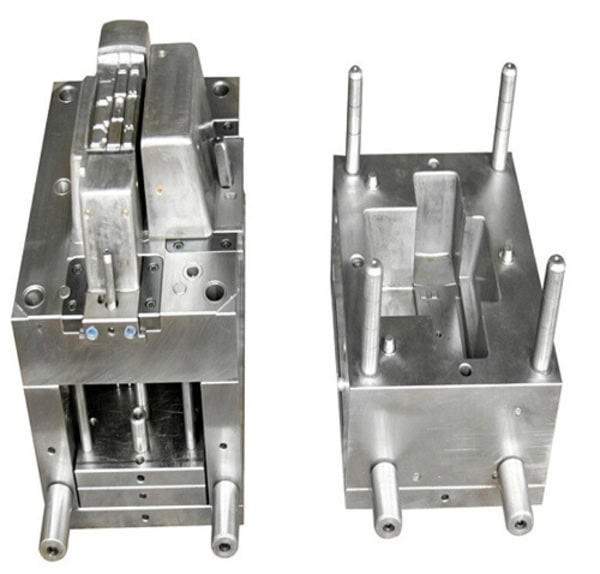
Стадия фиксации пресс-формы
Система закрытия пресс-формы должна обеспечивать надежное открытие и закрытие пресс-формы, а также буферный эффект при открытии и закрытии пресс-формы. Скорость движения подвижной плиты должна соответствовать требованию "медленно - быстро - медленно" при закрытии и открытии пресс-формы, чтобы предотвратить повреждение пресс-формы и изделий, а также избежать шума, вызванного сильной вибрацией машины, для обеспечения безопасной работы и продления срока службы машины и пресс-формы.

Максимальный ход открытия и закрытия шаблона определяет максимальную толщину пресс-формы, которая может быть установлена в термопластавтомате, и, следовательно, определяет максимальную толщину литьевых изделий, которые могут быть произведены. Поэтому ход шаблона должен быть регулируемым.
Шаблон должен обладать достаточной прочностью и жесткостью, чтобы не деформироваться под воздействием частого различного давления во время литьевое производствочто влияет на точность размеров и формы изделий, полученных литьем под давлением.
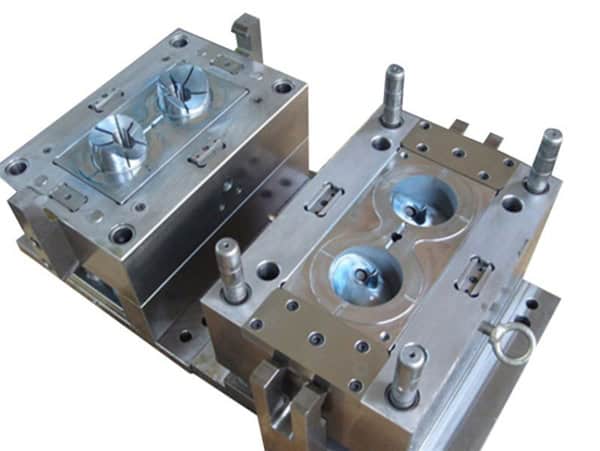
Основные условия для этапа закрытия пресс-формы
Достаточное и регулируемое усилие смыкания, гарантирующее, что пресс-форма не будет выброшена под действием давления в полости пресс-формы.

Шаблон неподвижной пресс-формы имеет достаточную площадь, ход и расстояние открытия, что позволяет адаптировать его к пресс-формам различных форм и размеров, а расстояние открытия можно свободно регулировать.
Скорость перемещения шаблона устанавливается на двух уровнях: быстрая передача и медленная передача. Быстрая передача требует плавности, безопасности и управляемости. Движущая сила зажимной системы создается механической силой, гидравлической силой или гидромеханической комбинацией с помощью гидравлического шатуна или механизма перекидной скобы.

Для плавной распалубки и извлечения деталей система закрытия пресс-формы оснащена устройством для выталкивания изделий, приводимым в действие пневматической, гидравлической или механической силой.

Технические параметры стадии закрытия пресс-формы
Технические параметры системы смыкания пресс-формы включают усилие смыкания, основные размеры устройства смыкания пресс-формы, скорость открытия и закрытия пресс-формы и время цикла опорожнения. Усилие смыкания имеет особое значение. Оно означает максимальное усилие смыкания, которое механизм смыкания может оказывать на пресс-форму. Оно должно быть больше, чем среднее давление расплава в полости пресс-формы.

Чем тоньше стенки изделия, тем больше давление впрыска и тем больше усилие смыкания, необходимое для закрытия формы во время литья под давлением. Например, давление в полости пресс-формы для обычных упаковочных контейнеров обычно составляет около 25 МПа, в то время как для тонкостенных контейнеров может потребоваться 30 МПа. Фактическое заданное усилие смыкания определяется произведением давления впрыска и проектной площади изделия.

Стадия впрыска
Впрыск - это первый шаг в обычном процессе литья. Когда форма закрыта и начинается литье, полость формы может быть непосредственно инжектирована до 95%. Теоретически, время впрыска намного короче, а эффективность литья намного выше. Однако в реальном производстве существует множество условных ограничений на время формовки (или скорость впрыска).

Высокоскоростное впрыскивание: При высокой скорости сдвига во время высокоскоростного впрыска сдвиговое утонение снижает вязкость пластика и уменьшает общее сопротивление потоку. Из-за эффекта локального вязкого нагрева толщина затвердевшего слоя также уменьшается.

Поэтому операция впрыска на этапе регулирования расхода обычно зависит от размера впрыскиваемого объема. Другими словами, на этапе регулирования расхода эффект сдвигового разрежения расплавленного металла часто велик из-за высокоскоростной инжекции, но эффект охлаждения из-за тонких стенок не очевиден, поэтому приоритет отдается эффекту скорости.
Медленное впрыскивание. Когда впрыск контролируется медленной теплопроводностью, скорость сдвига низкая, местная вязкость высокая, а сопротивление потоку большое. Медленная скорость наполнения приводит к относительно медленному потоку горячей пластмассы и плохому течению материала. Поэтому эффект теплопроводности более выражен, и тепло быстро выделяется через холодную стенку формы. В сочетании с меньшим количеством вязкого нагрева толщина затвердевшего слоя еще больше увеличивается, что еще больше повышает сопротивление потоку в тонкостенных секциях.

Поток фонтана выравнивает полимерные цепи пластика перед волной потока примерно параллельно фронту волны потока. Поэтому, когда две нити расплавленного пластика соприкасаются, полимерные цепи на поверхности контакта параллельны друг другу. Более того, два расплава имеют разные свойства (разное время пребывания в полости формы, температура расплава, разные температуры и давления плавления), что приводит к снижению микроскопической структурной прочности области пересечения расплавов.

Поместите деталь под лампу под подходящим углом и визуально осмотрите ее на предмет явных швов. Это и есть механизм, с помощью которого образуются следы сварки. Следы от сварки не только ухудшают внешний вид пластиковых деталей, но и создают концентрацию напряжений, что может снизить прочность детали и привести к ее разрушению.
Как правило, линии шва получаются более прочными, если они расположены в областях с высокой температурой. Это объясняется тем, что при высоких температурах подвижность полимерных цепей относительно высока, и они могут проникать друг в друга и запутываться. Кроме того, температуры двух расплавов в горячей зоне относительно близки, а тепловые свойства расплавов практически одинаковы, что повышает прочность зоны сварки. С другой стороны, прочность сварки снижается в диапазоне низких температур.

Стадия удержания
Функция этапа выдержки под давлением заключается в постоянном приложении давления, сжатии расплава, увеличении плотности пластика (денсификация) и компенсации усадки пластика. В процессе упаковки полость пресс-формы заполняется пластиком, создавая высокое противодавление.
В процессе поддержания давления и сжатия винт литьё под давлением Машина может продвигаться только медленно и слегка, и скорость потока расплавленного пластика также относительно медленная. Поток в это время называется потоком давления выдержки. На этапе удержания давления стенки пластиковой формы охлаждаются и застывают быстрее, а расплавленный материал быстро увеличивается, поэтому сопротивление внутри полости формы становится очень большим.
На последних этапах упаковки плотность расплавленного материала продолжает увеличиваться, и постепенно формируются пластиковые детали. Фаза поддержания давления продолжается до тех пор, пока дверь не застынет и не запечатается. В это время давление в полости пресс-формы достигает своего максимального значения на этапе кондиционирования.

Во время фазы выдержки давление настолько велико, что пластик проявляет частично сжимаемые свойства. В зонах высокого давления пластик становится все более плотным. В областях с более низким давлением пластик становится более рыхлым и менее плотным, а распределение плотности меняется в зависимости от места и времени.

В процессе выдержки под давлением поток пластика очень мал. В результате поток материала слабый и не может играть движущую роль. Давление является основным фактором, влияющим на процесс поддержания давления. Во время процесса поддержания давления пластик заполняет полость формы, а постепенно застывающий расплав выступает в качестве среды передачи давления.

При закрытии пресс-формы требуется соответствующее усилие смыкания, так как давление внутри полости пресс-формы передается через пластик на стенки пресс-формы, что приводит к ее открытию. При нормальных обстоятельствах сила расширения пресс-формы немного приоткрывает пресс-форму, облегчая ее вентилирование. Однако если сила расширения формы слишком велика, могут образоваться заусенцы и переливы, и форма может открыться.

Поэтому при выборе термопластавтомата следует выбирать машину для литья под давлением с достаточным усилием смыкания, чтобы предотвратить расширение формы и эффективно поддерживать давление.

Новые условия окружающей среды для литья под давлением требуют рассмотрения нескольких новых процессов литья под давлением, включая литье с использованием газа, литье с использованием воды и литье с использованием пены.

Фаза охлаждения
В литьевых формах очень важна конструкция системы охлаждения. Ведь только после охлаждения и затвердевания пластикового изделия до определенной степени жесткости оно может предотвратить деформацию под воздействием внешних сил после распалубки.

Время охлаждения составляет примерно 70-80% от всего цикла формования. Поэтому правильно спроектированная система охлаждения может значительно сократить время формовки, улучшить литьё под давлением Неправильно спроектированная система охлаждения может увеличить время формовки и повысить затраты. Неравномерное охлаждение приводит к тому, что пластиковые изделия деформируются и увеличиваются в размерах.

Эксперименты показали, что тепло, поступающее в форму из чугуна, обычно теряется на две части, 5% из которых передается в атмосферу путем излучения и конвекции, а оставшиеся 95% переносятся от чугуна к форме. Нагрейте форму до температуры литья.

Благодаря роли водопровода для охлаждения пластиковых изделий в пресс-форме, тепло передается от пластика в полости пресс-формы к водопроводу путем теплопроводности через каркас пресс-формы и отводится через охлаждающую жидкость путем тепловой конвекции. Небольшое количество тепла, которое не удаляется охлаждающей водой, продолжает передаваться в пресс-форму и рассеивается в воздухе после контакта с внешним миром.

Цикл литья под давлением включает в себя время закрытия формы, время заполнения, время выдержки, время охлаждения и время распалубки.

Время остывания составляет наибольшую часть этого показателя - около 70-80%. Таким образом, время охлаждения напрямую влияет на цикл формования и выход пластиковых изделий.

В процессе освобождения формы температура пластикового изделия должна быть охлаждена до температуры ниже температуры тепловой деформации пластикового изделия, чтобы предотвратить деформацию пластикового изделия из-за релаксации остаточного напряжения или деформации под действием внешней силы во время освобождения формы.

Стадия открытия пресс-формы
Процесс открытия пресс-формы для литья под давлением обычно делится на составление чертежей пресс-формы, корректуру и проверку чертежей, испытание и ремонт пресс-формы, а также организацию и архивирование данных.

Начертите чертежи пресс-формы: Перед составлением окончательного сборочного чертежа пресс-формы для литья под давлением необходимо составить технологический чертеж, который должен соответствовать требованиям чертежа детали и технологическим данным. Размеры, гарантированные следующим процессом, должны быть отмечены на чертеже словами "технологические размеры". Если после литья не производится никакой другой механической обработки, кроме устранения заусенцев, то технологический чертеж будет точно таким же, как и чертеж детали.

Вычитка и проверка чертежей: Соответствует ли материал пластмассы, твердость, точность размеров, структура и т.д. пресс-формы и деталей пресс-формы требованиям чертежей пластмассовых деталей.

Испытание пресс-формы и ремонт пресс-формы: Проектирование пресс-формы осуществляется в ожидаемых условиях процесса при выборе литьевых материалов и литьевого оборудования, но понимание людей часто бывает неполным; испытания пресс-формы должны проводиться после завершения обработки литьевой формы. Испытания и подтверждение качества отливок. После обнаружения ошибок мы отремонтируем пресс-форму, чтобы устранить их.

Организуйте и архивируйте данные: После испытания пресс-формы для литья под давлением, если она временно не используется, остатки литья, пыль, масло и т.д. должны быть полностью вытерты, покрыты маслом или другим антикоррозийным маслом или антикоррозийным средством и помещены в место хранения.

Основной принцип литья под давлением: Машина для литья под давлением использует тот факт, что пластик может плавиться в жидкость при нагревании до определенной температуры. Расплавленная жидкость впрыскивается в закрытую полость пресс-формы под высоким давлением. После охлаждения и придания формы пресс-форма открывается и выталкивается для получения требуемого пластика.

Стадия формовки
Демонтаж - это последний этап цикла литья под давлением. Несмотря на то, что изделие застывает и формуется в холодном состоянии, распалубка все равно оказывает огромное влияние на качество продукции. Использование неправильного метода распалубки может привести к таким дефектам, как неравномерное усилие, прилагаемое к изделию во время распалубки, или деформация изделия во время выталкивания.

Существует два основных метода резки. Выемка выталкивателя и выемка плиты. При проектировании пресс-формы необходимо выбрать подходящий метод распалубки в соответствии со структурными характеристиками изделия, чтобы обеспечить качество продукции.

Для пресс-форм, в которых используются выталкиватели для освобождения формы, размещайте выталкиватели как можно более равномерно и выбирайте места, обеспечивающие максимальное сопротивление освобождению формы и максимальную прочность и жесткость пластиковой детали, чтобы избежать деформации или повреждения. пластиковой детали.

Разделительные пластины обычно используются для освобождения тонкостенных контейнеров с глубокими полостями или прозрачных продуктов, где недопустимы следы от толкателя. Этот механизм характеризуется большим и равномерным усилием освобождения, плавностью работы и отсутствием следов.

Заключение
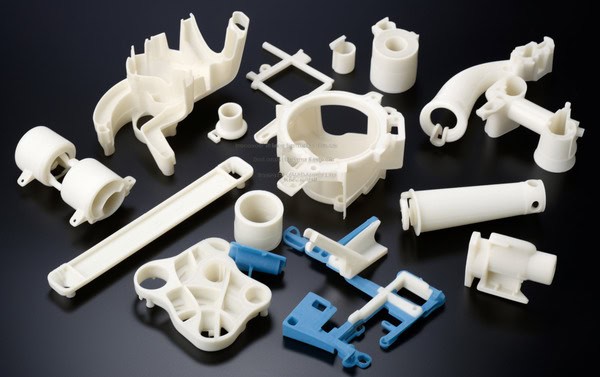
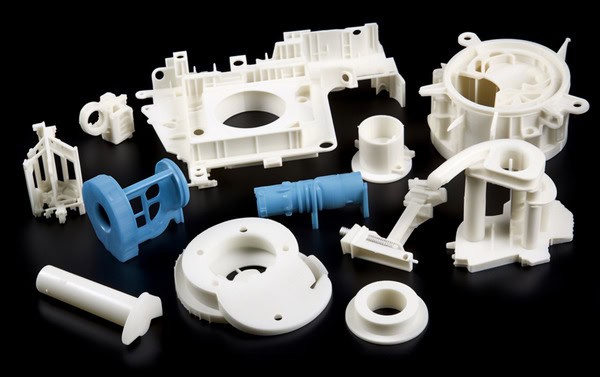
Другими словами, в литьё под давлением Процесс включает в себя шесть этапов: закрытие пресс-формы - впрыск - поддержание давления - охлаждение - открытие пресс-формы - распалубка. Эти шесть этапов напрямую определяют качество формования изделия, и эти шесть этапов представляют собой абсолютно непрерывный процесс, который внес свой вклад в формирование современного мира. Литье под давлением - отличительная черта инноваций, движущая сила прогресса в производстве и открывающая бесконечные возможности.

Литье пластмасс под давлением воплощает в себе эффективность и точность производства пластиковых деталей. Каждый шаг - от проектирования пресс-формы до выталкивания - тщательно выполняется для производства высококачественных деталей в масштабах страны. Его универсальность и постоянное развитие в различных отраслях промышленности обеспечивают его неизменную актуальность и вклад в формирование современного мира. Литье под давлением - это свидетельство инноваций, движущая сила прогресса и открывающая безграничные возможности в производстве.








