 Перейти к содержанию
Перейти к содержанию 

Литье под давлением - один из лучших способов изготовления вещей. Он быстрый, позволяет производить много вещей одновременно и очень хорош для изготовления действительно качественных вещей. Причина, по которой этот способ так хорош, заключается в том, что он состоит из множества этапов, и каждый из них очень важен для того, чтобы вещь, которую вы хотите сделать, получилась именно такой, какой вы хотите ее видеть. В этой статье мы рассмотрим все этапы литья под давлением, чтобы вы могли увидеть, как оно превращается из идеи в реальную вещь.
Процесс литья под давлением
Основные принципы и применение литья под давлением
Литье под давлением - это процесс, при котором пластиковые гранулы переводятся в жидкое состояние с помощью тепла, а затем проталкиваются через сопло в форму. Когда пластик остывает, он становится твердым и извлекается из формы. Литье под давлением это дешевый и эффективный способ изготовления большого количества пластиковых деталей за один раз с помощью одной пресс-формы. Этот процесс позволяет изготавливать всевозможные пластиковые детали, которые используются в автомобильных двигателях, бытовой технике и пищевых контейнерах.

Значение литья под давлением в современной промышленности
Поскольку спрос на производные от него материалы продолжает расти, технология литья под давлением приобретает все большее значение в промышленном производстве. Технология литья под давлением - это одна из форм автоматизированного производства, которая ускоряет производственный процесс. Кроме того, поскольку при литье пластмасс под давлением используется высокоточная оснастка с точными допусками на размеры, можно производить более прибыльную и качественную конечную продукцию.
Более того, производство литья под давлением предлагает множество преимуществ, таких как широкое применение, высокая степень автоматизации, стабильное производство и высокое качество. Особенно во время пандемии индустрия соединителей должна была быстро изменить направление и производить большое количество медицинских изделий для удовлетворения обычных и неожиданных потребностей. Такой подход был положительно воспринят обществом.

Производственный процесс литья под давлением
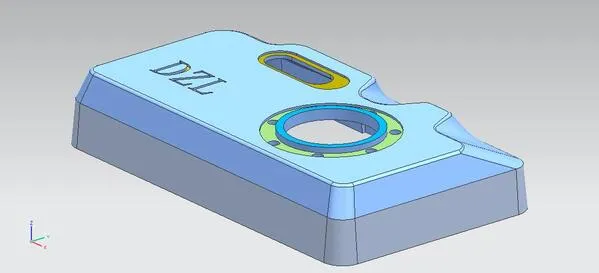
Проектирование и изготовление прототипов
Каждый хороший проект литья под давлением начинается с хорошего дизайна и качественного изготовления прототипа. Это первый шаг в процессе разработки продукта, на котором инженеры и дизайнеры используют свой творческий ум для создания продуктов и воплощения идей в технические детали. Программное обеспечение CAD (Computer-Aided Design) - один из основных инструментов, используемых в аддитивном производстве. Оно помогает создавать чертежи, содержащие подробную информацию о размерах, требованиях и уровнях допусков, чтобы материалы могли быть добавлены в соответствии с подробными инструкциями и выровнены для достижения точности.
Дизайнерское мышление также включает в себя эстетику. Инженерам приходится учитывать широкий спектр факторов, таких как выбор материала, геометрия детали и технологичность. В настоящее время разрабатываются сложные симуляторы, позволяющие проводить испытания концептуальных конструкций сложных деталей. Эти симуляторы позволяют прогнозировать потенциальные проблемы, определять области для оптимизации и создавать прототипы.
Прототипирование - это процесс создания моделей, сочетающий проверку концептуального дизайна с реальным изготовлением физических вещей. Быстрое развитие таких технологий, как 3D-печать, позволяет быстро вносить итерации и корректировки, пока дизайн продукта не будет соответствовать критериям эффективности и не будет одобрен эстетическими комитетами. Дизайнеры могут делать то же самое, но вместо таких вещей, как соответствие, форма и функция, они вносят изменения по своему усмотрению, чтобы добиться желаемого результата.
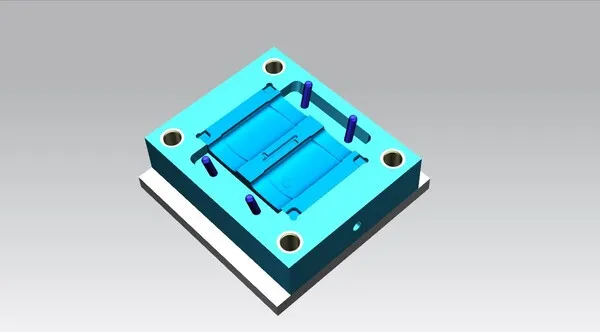
Производство пресс-форм
Литье под давлением вращается вокруг пресс-формы - точного инструмента, который диктует форму и свойства конечного продукта. Изготовление пресс-формы - это кропотливый и точный процесс, требующий от машины создания заготовки путем удаления материала. Как правило, заготовки изготавливаются из стали или алюминия и подвергаются фрезерованию или механической обработке для создания нужных форм и отделки поверхности.

Сложность пресс-формы зависит от того, насколько сложными являются детали. Вы можете иметь пресс-форму, в которой изготавливаются простые детали с одной полостью, а можете усовершенствовать ее и изготавливать в два или три раза больше деталей с помощью многогнездной или семейной пресс-формы. Кроме того, при проектировании пресс-формы необходимо учитывать такие моменты, как расположение затворов, каналов охлаждения и линий разъема, чтобы гарантировать высокое качество детали.
После этого мы тестируем форму и убеждаемся, что она готова к работе. Мы хотим быть уверены, что она будет работать долгое время без каких-либо проблем. Мы проводим испытания пресс-форм, чтобы выяснить, сколько пластика нужно положить в форму, сколько времени потребуется на изготовление детали и насколько близко мы сможем подойти к желаемому размеру. Возможно, нам придется кое-что изменить в пресс-форме, чтобы она работала лучше.

Подготовка материалов
После того как пресс-форма готова, мы переходим к подготовке материала. При литье под давлением может использоваться широкий спектр термопластов и термореактивных материалов, которые выбираются в зависимости от конкретных потребностей. Сырые полимерные смолы в виде гранул или гранулята проходят несколько этапов подготовки к формованию.
Когда дело доходит до выбора материалов для литьё под давлениемКачество конечного продукта является ключевым фактором, поскольку оно влияет как на свойства детали, так и на ее стоимость. В этом случае инженеры должны учитывать такие факторы, как механическая прочность, химическая стабильность и устойчивость к воздействию окружающей среды, чтобы выбрать правильный материал. Также необходимо убедиться, что материал подходит для процесса формования, то есть он должен иметь правильные характеристики течения расплава и усадки. Таким образом, вы можете быть уверены, что получите стабильные и повторяющиеся результаты.

Процесс производства - это смешивание таких веществ, как красители, стабилизаторы или армирующие добавки, с базовой смолой, чтобы она лучше работала или делала то, что вы хотите. Вы можете использовать смешивание материалов или предварительно смешанные материалы, чтобы облегчить работу и убедиться, что добавки распределены в смоле.
Хорошая подготовка материала - это основа для стабильного качества расплава, хорошей текучести и качественной отделки деталей в дальнейшем. Системы обработки материалов используют конвейеры, сушилки и транспортеры для укладки гранул, чтобы снизить влажность при хранении и производстве, чтобы предотвратить разрушение и загрязнение гранул смолы.

Инъекция
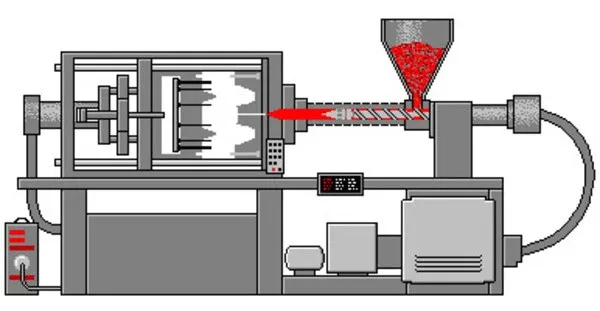
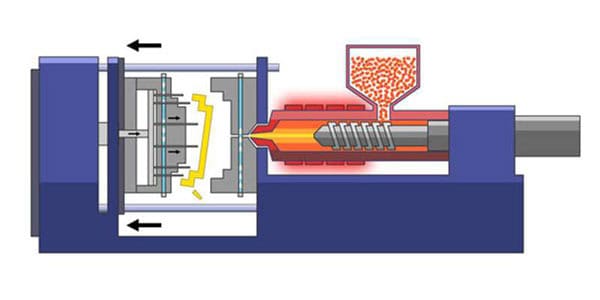
Процесс литья под давлением начинается с заполнения размеченной области формы расплавленным полимерным материалом. Процесс начинается, когда пресс-форма закрывается и полимерная смола впрыскивается через специальное отверстие, называемое литник, создавая замкнутую систему.
Машины для литья под давлением могут иметь разные размеры и комплектацию, но все они состоят из одних и тех же основных частей и работают одинаково. Шнек - это деталь, которая вращает и перемещает пластик, плавит его и смешивает, чтобы он был одинаковым.
Шнек, регулируемый гидравлическим или электрическим двигателем, позволяет лучше контролировать объем впрыска, скорость вращения шнека и давление.
Затем жидкий материал подается в пресс-форму, заполняя отверстие и принимая точную форму и детали, заданные пресс-формой. Идеальное заполнение достигается за счет контроля давления и температуры на протяжении всего процесса, что сводит к минимуму вероятность появления дефектов и обеспечивает высокое качество и последовательность каждого отверстия. Параметры впрыска устанавливаются в зависимости от материала, формы детали и графика производства. Эти параметры включают скорость впрыска, вакуум, давление упаковки и выдержки, а также время охлаждения.

Охлаждение и затвердевание
Затем расплавленный материал заливается в форму, где он остывает и затвердевает. Чтобы добиться желаемых свойств и предотвратить появление трещин, процесс охлаждения должен быть максимально быстрым и равномерным. Форма имеет прорези или каналы, которые способствуют теплопередаче, поэтому материал быстро остывает и затвердевает.
Время охлаждения определяется в зависимости от таких переменных, как геометрия детали, тип материала и конструкция пресс-формы. Охлаждение очень важно, поскольку при неправильном подходе деталь может деформироваться, сморщиться или иметь внутренние напряжения, что может повлиять на качество и эксплуатационные характеристики детали. Для контроля температуры в пресс-форме используются системы термоциркуляции - водяные или масляные - для стабилизации скорости охлаждения и достижения равномерной обработки.
Новые технологии охлаждения, например конформное охлаждение, используют аддитивное производство для создания охлаждающих каналов, которые соответствуют форме детали, улучшая теплопередачу и производительность при сокращении времени обработки. С помощью программного обеспечения конструкторы могут моделировать оптимизацию системы охлаждения, теплопередачу и температурные карты, а также выявлять горячие точки или области, нуждающиеся в дополнительном охлаждении.

Выброс и обрезка
После того как деталь упрочнилась до нужной степени, пресс-форма открывается, и вновь сформированная деталь извлекается из полости. Машина, оснащенная, например, выталкивающими штифтами или пластинами, позволит извлечь деталь из места установки без деформации геометрии или повреждения состояния поверхности.
Для этого может потребоваться выполнить некоторые дополнительные действия, например, отрезать от детали лишние детали и вспышки. Резка, также называемая обрезкой или обработкой, - это последнее, что вы делаете для изготовления детали. Вы вырезаете или придаете детали нужную форму и размер. Станки, которые режут деталь, используют для этого резку, шлифовку или дробеструйную обработку. Это сокращает время выполнения работы и избавляет вас от необходимости привлекать к ней людей.

Контроль качества и отделка
Наконец, в процессе формовки проводится множество проверок качества на последних этапах и при финишной обработке. Мы проводим проверки, чтобы убедиться в правильности размеров, структурной целостности и общего внешнего вида деталей. Координатно-измерительные машины (КИМ) и оптические сканеры - вот примеры высокотехнологичных метрологических приборов, которые мы используем для проверки качества и обеспечения соответствия спецификациям и стандартам.
Контроль размеров - это измерение важных элементов детали. Вы также измеряете шероховатость поверхности. Статистический контроль процессов (SPC) - это отслеживание того, как идут дела, и проверка того, что вы делаете хорошие детали. Вы также можете использовать рентгеновские лучи или ультразвук, чтобы заглянуть внутрь детали и посмотреть, все ли с ней в порядке.

Любые детали, которые не соответствуют требованиям к внешнему виду, могут быть подвергнуты пескоструйной обработке или другой обработке поверхности. Мы также можем покрасить, собрать или выполнить другие заключительные работы, чтобы эти детали работали лучше. Если нам необходимо выполнить какие-либо специальные операции, мы должны будем произвести подсборку, которая может включать механическую обработку, сварку или склеивание, чтобы добавить дополнительные детали или функции. У нас есть процедуры контроля качества, чтобы убедиться, что мы отвечаем требованиям условий и что наши клиенты довольны тем, что мы производим.

Факторы, влияющие на процесс литья под давлением
Контроль температуры
1. Температура ствола
Контроль температуры имеет решающее значение в этом процессе, и есть три параметра, которые необходимо контролировать: температура бочки, температура сопла и температура пресс-формы. Первые два параметра в первую очередь влияют на текучесть и кристаллизацию пластика, а последний является наиболее важным, поскольку позволяет контролировать охлаждение и текучесть. Каждый тип пластика имеет свою температуру текучести, и даже в пределах одного типа пластика разные марки и источники имеют разные температуры текучести и разложения. В результате химические свойства смолы могут меняться, что связано со средним молекулярным весом и распределением молекулярного веса. Температура ствола ручного инструмента варьируется в зависимости от типа инжекционной машины, поэтому выбор ствола также отличается.

2. Температура сопла
Обычно температура сопла не намного ниже самой высокой температуры бочки. Это позволяет расплавленному материалу не вытекать из сопла, что также называется "слюнями". Температура плавильного сопла не должна быть слишком низкой, чтобы расплавленный материал не застыл слишком быстро и не засорил сопло или детали.
3. Температура пресс-формы
Температура пресс-формы - самый важный фактор, влияющий на свойства и внешний вид детали. На высокую и низкую температуру пресс-формы влияют различные факторы, такие как наличие кристалличности, размер и конструкция пресс-формы, свойства детали и другие условия процесса (например, температура расплава, скорость и давление впрыска, время цикла и т. д.).

Контроль давления
Литье под давлением Давление включает в себя давление пластификации и давление впрыска, оба из которых непосредственно влияют на пластификацию и качество продукции.
1. Давление пластификации
(Обратное давление) На шнековой машине с инжекционным соплом давление пластификации шнека увеличивает диаметр шнека на выпуске. Усилие в системе контролируется перепускным клапаном в гидравлической системе. Это означает, что если давление пластикации остается на одном уровне с мощностью привода, увеличение давления пластикации приведет к повышению температуры расплава, но снизит скорость пластикации. С другой стороны, более высокое давление пластификации обычно приводит к получению пластиковых изделий, которые не только имеют однородную температуру и цвет, но и свободны от газов, которые могли быть задержаны в расплаве. Чаще всего давление устанавливается на минимально возможное значение, при котором можно получить и сохранить хорошее качество продукции. На практике давление пластификации определяется типом выбранного пластика, но оно редко достигает значения 20 кг/см².

2. Давление впрыска
В настоящее время почти все машины для литья под давлением используют одно и то же давление для давления пластика и давления впрыска (преобразованное схемой из давления масла). Давление впрыска предназначено для преодоления сопротивления, возникающего при движении расплава из ствола в полость, заполнения формы с определенной скоростью и уплотнения расплава.

Цикл формовки
Время, необходимое для завершения одного процесса литья под давлением, называется циклом литья или циклом формования. Процесс литья через формы напрямую связан с производительностью труда и загрузкой оборудования. Поэтому в процессе производства необходимо сокращать длительность этапа литья, сохраняя при этом высочайший уровень качества. Время впрыска и время охлаждения являются ключевыми этапами в процесс литья под давлениемкоторые оказывают самое непосредственное влияние на качество продукта. Время заполнения прямо пропорционально скорости заполнения (обратная величина времени). На производстве время заполнения материала обычно составляет 3-5 секунд.

Время, в течение которого пластик в полости находится под давлением, называется временем упаковки. Оно очень важно и составляет большую часть общего времени впрыска. Обычно оно составляет от 20 до 120 секунд (в крайних случаях - от 5 до 10 минут для толстых деталей). Время упаковки определяет конечный размер изделия после застывания расплава в сопле машины. Время упаковки формы рассчитывается исходя из условий температуры формы и материала, а также ширины секции подачи и бегунка, который называется затвором. Давление с наименьшей степенью усадки изделия должно быть выбрано в качестве стандарта в соответствии с размерами главного бегунка и затвора и условиями процесса. Время охлаждения зависит от толщины изделия, термических и кристаллических свойств пластика, а также температуры пресс-формы. Самое главное - не допустить изменения изделия во время процесса открытия пресс-формы. Обычно это время составляет от 30 до 120 секунд. Если время охлаждения слишком велико, это пустая трата времени. Это не только снижает эффективность производства, но и затрудняет извлечение сложных и тонких деталей, а также может быть затруднено их извлечение без возникновения напряжения при распалубке. В других случаях форма времени формования зависит от того, насколько непрерывной и машинной является обработка материала и насколько интегрированы процессы формования и наполнения.
Тенденции в технологии литья под давлением
В будущем литье под давлением станет более гибким и останется прежним. Чем острее экологические проблемы в мире, тем вероятнее, что "зеленое" производство станет новой тенденцией в обрабатывающей промышленности. Обработка с ЧПУ и технология литья под давлением не закупают сырье и не производят отходов в процессе производства, но в будущем они будут играть все большую роль в "зеленом" производстве. Кроме того, развитию технологий автоматизации будет способствовать рост технология литья под давлениемчто будет лучше и меньше шансов на провал.

Заключение
Литье под давлением - это высокотехнологичный процесс, который включает в себя несколько этапов. Каждый этап важен для производства высококачественных готовых деталей и изделий. Понимание последовательности каждого этапа - от проектирования и изготовления прототипа до контроля перед выпуском конечного продукта - имеет решающее значение для производителей, позволяя им совершенствовать свои производственные методы, контролировать качество и выпускать лучшие изделия. Будущее литья под давлением определяется другими технологиями и использованием новых материалов и методов, которые являются более эффективными, точными и универсальными.







