 Перейти к содержанию
Перейти к содержанию 

Введение
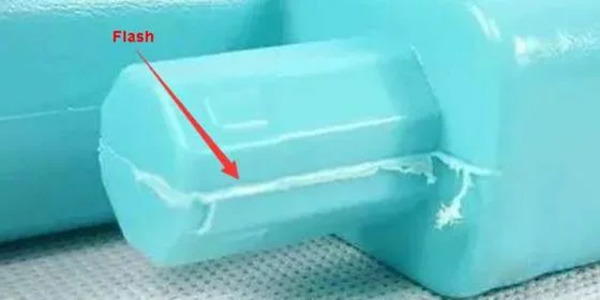
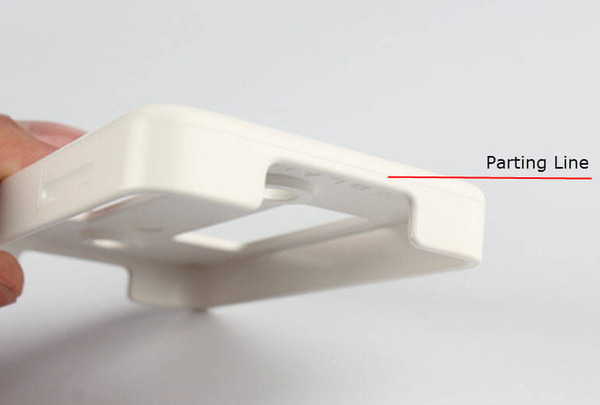
Вспышка - один из самых распространенных дефектов при литье под давлением. Она представляет собой тонкий слой пластика на линии разъема или любой другой части, где две различные поверхности пресс-формы встречаются и образуют границу. В этих местах возникают различия в расширении и других параметрах, что может способствовать увеличению вероятности возникновения вспышки.

Устранить вспышку при литье под давлением легко, но это занимает больше времени и делает процесс менее эффективным. Кроме того, удаление вспышек - независимо от того, делаете ли вы это вручную или с помощью машины - может ухудшить качество вашего изделия и повредить пресс-форму, что обойдется вам дороже и приведет к другим неприятностям. Вот почему так важно свести дефекты вспышки к минимуму в ваших литьё под давлением проекты.
Чтобы решить проблемы, возникающие при литье пластмасс под давлением, необходимо сначала выявить их, а затем эффективно устранить, используя целенаправленный подход. Это обеспечит быстрые результаты и поможет направить вас в нужное русло, чтобы оптимизировать процесс литья под давлением и устранить все дефекты.

Что такое вспышка при литье под давлением?
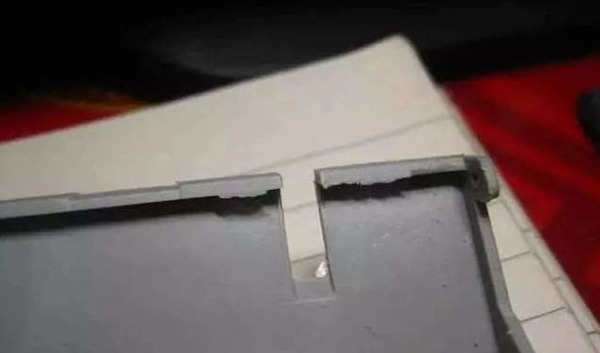
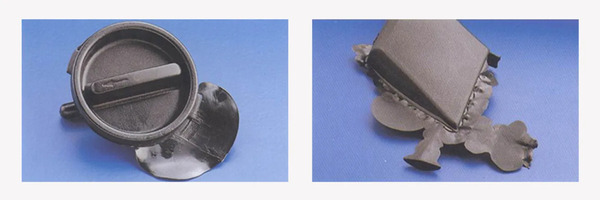
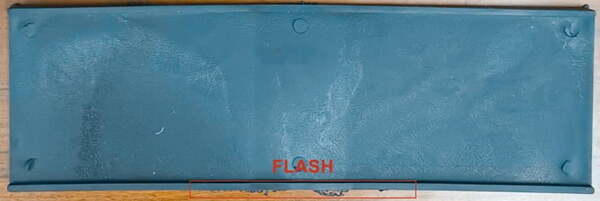
Вспышка - это дефект, который возникает, когда деталь имеет лишнюю пластмассу на линии раздела, границе или в любом другом месте, где встречаются различные формы и области пресс-формы. Чаще всего вспышка при литье пластмассы обнаруживается на линии раздела. Но она может возникнуть и в других местах. Независимо от места возникновения, причина и следствие одинаковы.
Вспышки в формованных деталях - обычное явление в современной промышленности, и большинство производителей литья пластмасс под давлением значительно уменьшают их, но не устраняют полностью. Основная причина - общая стоимость литья под давлением. Формы без вспышек очень дороги, но большинство предприятий находят компромисс между стоимостью, качеством и эстетикой.
Основные причины вспышек при литье под давлением
Вспышки при литье под давлением могут возникать по разным причинам. Иногда причина может быть не одна, а несколько. У вас может быть несовпадение линий раздела или плохой поток, но результат один и тот же - дефекты вспышки на литьевых деталях.

Следует отметить, что проблема вспышки при литье под давлением не ограничивается одним экземпляром или подпроцессом. Вспышка имеет множество причин и может возникать по самым разным причинам, от проблем на этапе впрыска до дефектов в приспособлениях или других причин, таких как вязкость, давление или скорость.
Вот наиболее распространенные причины вспышек при литье пластмассы и время их возникновения.
Вспышка в пресс-форме на этапе инжекции
Несовпадение линий раздела
Одной из основных причин несовпадения линий разъема является наличие загрязнений окружающей среды, таких как пыль и мусор, которые удерживают пресс-форму открытой. В результате излишки материала вытекают наружу и вызывают дефекты вспышки. Кроме того, дефекты пресс-формы также могут вызвать эту проблему.

Эти дефекты в основном распространяются со временем из-за использования. Даже если у вас идеальная пресс-форма и вы убедились в отсутствии загрязнений, вспышки все равно могут возникнуть при неправильном давлении смыкания или при работе с очень сложными формами. Полости и другие сложные элементы увеличивают общее давление на пресс-форму и вызывают утечки и дефекты в определенных областях.
Неправильная вентиляция
Литье под давлением - сложный процесс. Вы должны обращать внимание на температуру, давление, воздушные карманы и другие вещи. Например, пузырьки воздуха - это большая проблема в любой конструкции для литья под давлением. Они нарушают прочность детали.

Кроме того, литьевые детали имеют определенный температурный диапазон для качественного формования. Вентиляционные отверстия - это то, что позволяет всем этим вещам работать правильно. Если что-то пойдет не так с любым из этих элементов, вы можете получить множество проблем, а не только вспышку.
Вспышка плесени при упаковке или хранении
Низкое давление зажима
Вспышка может произойти как на этапе упаковки, так и на этапе выдержки. Фаза упаковки учитывает усадку материала при охлаждении. Лучший способ справиться с этим - добавить дополнительный материал, в то время как фаза выдержки поддерживает баланс давления во всей системе до ее охлаждения.

В обоих случаях давление зажима должно быть правильным. Если сила зажима будет неправильной, это может испортить линию разделения и привести к вытеканию входящей жидкости и вспышке.
Проблемы с втулкой для шприца
Втулки литника - это часть пресс-формы, которая перемещает расплавленный пластик в полость. Со временем они могут потерять опору для поддержания силы давления впрыска и ухудшить свою работу. В этом случае ваши литые под давлением детали будут иметь дефекты, наиболее распространенным из которых является вспышка.
Вспышка в литьевой форме во время процесса
Помимо стадии процесса, существуют также факторы, которые могут вызвать литьё под давлением вспышка из-за характеристик процесса и потока. То, насколько сильной будет вспышка в вашей пластиковой детали, зависит от следующих характеристик процесса.
Вязкость
Вязкость - это свойство любой жидкости течь и лежит в основе процесса литья под давлением. Более низкая вязкость означает, что расплавленная жидкость будет легко вытекать из формы и создавать деформацию в виде вспышки. Как правило, вязкость зависит от температуры, свойств материала, давления и скорости.
Температура ствола и сопла
Давление - не единственное, что делает пластик толще и вызывает вспышки на деталях. Температура ствола и сопла также оказывает на это большое влияние. Когда вы нагреваете пластик, он становится тоньше и больше подвержен утечкам. Вот почему при более высокой температуре термопластавтомата возникает больше вспышек.
Переполнение
Любая установка для литья под давлением имеет ограничения по размеру и геометрии. Если расплавленный пластик переполнен, давление впрыска естественным образом превысит давление смыкания и вызовет утечку. Это увеличивает вероятность образования вспышек и других дефектов. Однако следует быть осторожным при настройке параметров подачи, поскольку охлаждение приводит к усадке пластика, а вы не хотите получить неполноценную деталь из-за недолива при литье под давлением.

Высокое давление
Давление - одна из наиболее распространенных характеристик процесса, которая может увеличить вероятность возникновения вспышки. Основы физики показывают, что высокое давление приводит к повышению температуры и характеристик потока в закрытой среде. Повышенное давление и связанное с ним увеличение вязкости могут привести к многочисленным дефектам, включая вспышку.
Переупаковка
Конструкция сложна, а пресс-форма имеет замысловатые траектории. Это может стать причиной вспышек в деталях, изготовленных методом литья под давлением. В узкой области небольшое количество расплавленной жидкости может застыть и перекрыть поток. Это создает давление в пресс-форме. Вы получите не только вспышку. У вас будет коробление, неравномерная плотность и другие проблемы.

Причины вспышек в изделиях, изготовленных методом литья под давлением
Слишком высокая температура материала
Высокотемпературный расплав обладает низкой вязкостью, хорошей текучестью и может проникать в мельчайшие зазоры в пресс-форме, вызывая вспышку. Поэтому после появления вспышки необходимо соответствующим образом снизить температуру бочки, сопла и пресс-формы, чтобы сократить цикл впрыска.
Для маловязких расплавов, таких как полиамид, трудно устранить дефект вспышки простым изменением условий формования. При соответствующем снижении температуры материала необходимо точно обработать и отремонтировать форму, чтобы уменьшить зазор между формами.

Недостаточное усилие зажима
Если давление впрыска превышает усилие смыкания, поверхность разъема пресс-формы плохо прилегает, что чревато вспышками. В связи с этим необходимо проверить, не является ли давление наддува чрезмерным, и не превышает ли произведение проектируемой площади пластиковой детали и давления формования усилие смыкания оборудования.
Давление формовки - это среднее давление в пресс-форме, которое при нормальных условиях рассчитывается как 40mpa. При производстве пластиковых деталей коробчатой формы значение давления формовки полиэтилена, полипропилена, полистирола и ABS составляет около 30 МПа; при производстве пластиковых деталей глубокой формы давление формовки составляет около 36 МПа; при производстве небольших пластиковых деталей объемом менее 10 см3 давление формовки составляет около 60 МПа.

Если вы подсчитали, что сила смыкания меньше произведения проектной площади пластиковой детали и давления литья, это означает, что сила смыкания недостаточна или давление позиционирования впрыска слишком велико. Вы можете уменьшить давление впрыска или уменьшить площадь поперечного сечения литника. Также можно сократить время выдержки под давлением, уменьшить ход впрыска или уменьшить количество полостей и использовать термопластавтомат с большим усилием смыкания.
Дефекты плесени
Если распределение полостей пресс-формы не сбалансировано или параллельность недостаточна, это приведет к несбалансированному усилию, локальной вспышке и неудовлетворенности. Бегунок должен располагаться в центре симметрии масс, насколько это возможно без нарушения целостности детали. Дефекты пресс-формы являются основной причиной вспышки.

Если вспышек больше, необходимо тщательно проверить пресс-форму. Поверхность разъема следует перепроверить, чтобы совместить подвижную форму с неподвижной, и проверить, плотно ли прилегает поверхность разъема, не выходит ли за пределы допуска зазор износа скользящих частей полости и сердечника. Проверьте, нет ли на поверхности разъема налипаний или посторонних предметов.
Параллельны ли шаблоны, нет ли изгибных деформаций, отрегулировано ли расстояние открытия шаблона в соответствии с толщиной формы, повреждена ли поверхность направляющего штифта, неравномерно ли деформирован тяговый стержень, слишком ли велика или глубока вытяжная щель. По результатам вышеуказанной поэтапной проверки ошибки могут быть устранены путем механической обработки.

Неправильный контроль условий процесса
Если скорость впрыска слишком высока, время впрыска слишком велико, давление впрыска неравномерно распределяется в полости пресс-формы, скорость заполнения неравномерна, количество подачи слишком велико, а смазка используется чрезмерно, это приведет к вспышкам. Во время работы необходимо принять соответствующие меры в зависимости от конкретной ситуации.
Стоит отметить, что для устранения дефекта вспышки необходимо начать с устранения дефекта формы. Если из-за вспышки изменить условия формовки или рецептуру сырья, это часто оказывает негативное влияние на другие аспекты и легко вызывает другие дефекты формовки.
Сырьевые материалы
Вспышка может произойти, если вязкость пластика слишком высока или слишком низка. Для пластиков с низкой вязкостью, таких как нейлон, полиэтилен и полипропилен, увеличьте силу зажима; пластики с сильным водопоглощением или чувствительностью к воде значительно снижают вязкость потока при высоких температурах, увеличивая вероятность вспышки, поэтому такие пластики должны быть тщательно высушены.
Пластмассы с большим количеством переработанного материала также будут иметь более низкую вязкость, поэтому при необходимости следует добавить удерживающие компоненты. Если вязкость пластика слишком высока, сопротивление потоку увеличится, и возникнет большое противодавление, увеличивающее давление в полости, что приведет к недостаточной силе зажима и вспышке. Если размер частиц пластикового сырья неравномерен, количество добавляемого материала будет отличаться, и деталь может получиться неполной или со вспышкой.
Решения для литья под давлением
Несомненно, вспышка - это большая проблема. Она может вызвать всевозможные функциональные и эстетические проблемы. Но вы можете избавиться от вспышки при литье под давлением.
Вот 6 лучших способов борьбы со вспышками на формованных деталях.
Проектирование для обеспечения технологичности
Лучший способ убедиться в том, что ваши детали, изготовленные методом литья под давлением, не имеют вспышек, - это разрабатывать их с учетом требований технологичности. Это означает, что вы должны убедиться, что у вас есть самый простой и эффективный способ сделать то, что вы хотите сделать, а не самый сложный.

Чтобы понять это с точки зрения процесса литья под давлением, подумайте о линии раздела. Эксперты в этой области говорят, что линия раздела должна располагаться на краю, а не на поверхности. Это имеет как эстетические, так и функциональные преимущества. Вы не увидите линию раздела на краю. Кроме того, такая конструкция снижает вероятность появления вспышек, поскольку шов компенсирует любое несовпадение линий раздела.
Сегодня использование DFM-анализа является обязательным условием для любого промышленного проекта литья под давлением. Существуют специальные программные инструменты, которые могут моделировать результаты и показывать характеристики потока, а также предсказывать распространенные проблемы литья под давлением, такие как коробление, вспышка и тепловой поток. Например, в компании Zetar Mold вы можете загрузить файлы дизайна детали на онлайн-платформу для производства, а затем бесплатно получить DFM-анализ детали. Вся информация и загрузка являются безопасными и конфиденциальными.
Замедлите скорость впрыска
Еще один отличный способ уменьшить вспышку при литье под давлением - контролировать переменные процесса. Скорость впрыска напрямую влияет на вязкость, давление и температуру, которые могут вызвать вспышку. Это часто первое, что делают многие специалисты при решении проблемы вспышки, поскольку большинство переменных процесса связаны со скоростью впрыска.

Указание формы без вспышки
Лучший способ избавиться от вспышек в литьевых деталях - использовать пресс-форму без вспышек. Это лучший способ, но он дорогой. Это непрактично для многих предприятий и областей применения. Если у вас ответственное производство, где важны эстетика, функциональность и все остальное, а стоимость не является проблемой, то этот способ подойдет для получения деталей без дефектов.
Правильная очистка от плесени
Одной из основных причин несовпадения линий разъема является скопление пыли, мусора и других загрязнений в пресс-форме. Кроме того, частицы в узких полостях могут даже вызвать чрезмерную фиксацию, что еще больше портит общий дефект детали. Чистота и уход за пресс-формой позволяют свести к минимуму вероятность возникновения этих проблем и обеспечить наилучшие результаты.
Правильное обслуживание пресс-формы и совершенствование процесса
Наконец, важно поддерживать пресс-форму и оптимизировать процесс для достижения стабильных и надежных результатов. Иногда сила смыкания и давление могут повредить пресс-форму и вызвать деформацию, что может привести к появлению различных дефектов в детали.

Снижение давления впрыска
Давление впрыска высокое. Его необходимо уменьшить, а диапазон настройки составляет 60мпа-100мпа.
Также используется понижение температуры бочки. Понижение температуры пресс-формы и снижение скорости впрыска для уменьшения текучести расплавленного материала пластиковой смолы устанавливают свои параметры.
Однако следует учитывать, что это приведет к появлению остаточного внутреннего напряжения в изделии. Что касается обработки, то можно снизить давление впрыска, уменьшить температуру нагревательного ствола и снизить скорость впрыска.

Поверхность формы, на которой возникает вспышка, можно отшлифовать, а для формы можно использовать твердые стальные материалы. Из-за разницы в материалах материалы с хорошей текучестью склонны к вспышкам, поэтому поверхность разъема формы должна быть плотной. Кристаллические материалы должны иметь очень низкую вязкость при плавлении, и поверхность раздела пресс-формы должна быть плотной.
Заключение
Вспышка в литьё под давлением является фактом жизни, и лучший способ уменьшить его - постоянно оптимизировать процесс и обращать внимание на признаки. Вы можете приобрести пресс-формы, которые не подвержены вспышкам, но они стоят дороже. Вместо этого практичнее устранить наиболее распространенные причины, улучшив конструкцию, обслуживая пресс-формы и оптимизируя процессы литья под давлением для достижения наилучших результатов.







