 Перейти к содержанию
Перейти к содержанию 

Введение: Когда мы говорим о передовом опыте изготовления деталей для литья пластмасс под давлением, есть некоторые вещи, которых просто нельзя избежать. На первом месте в этом списке обычно стоит угол осадки при впрыске. Каждая конструкция для литья под давлением разрабатывается с учетом требований технологичности. Поэтому необходимо продумывать каждый этап процесса.
Даже если ваша деталь правильно отформована в пресс-форме, вы можете столкнуться с проблемами, когда попытаетесь извлечь ее из формы. Это может привести к появлению дефектов в детали, которые вам не нужны. Черновые углы помогут вам избежать многих из этих проблем. В этой статье мы дадим вам полное руководство по проектированию черновых углов для структурного проектирования пластиковых деталей.
Что означает "черновой угол"?
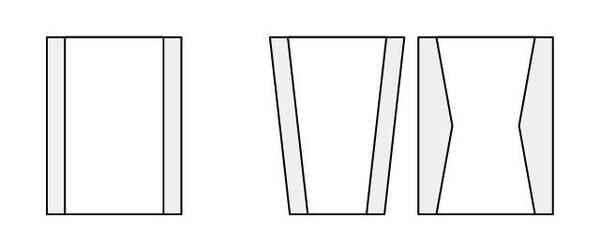
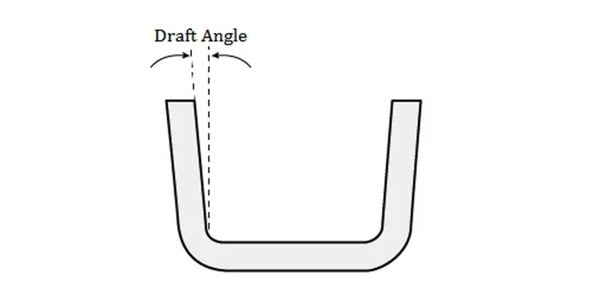
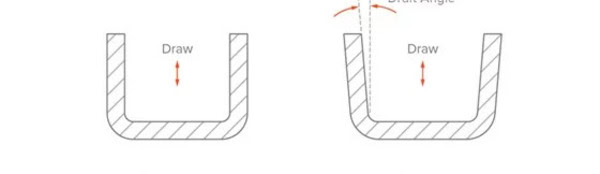
Угол осадки, как следует из названия, - это угол, предназначенный для пресс-формы. Если быть точным, то это угол осадки поверхности формы, параллельной направлению выталкивания формы, также известный как угол вытяжки.
Кто разрабатывает угол драфта?
Поскольку угол осадки в конечном итоге отражается на пресс-форме, среди разработчиков угла осадки могут возникнуть разногласия: кто должен разрабатывать угол осадки - инженер-конструктор или инженер-формовщик. В настоящее время существует две основные практики: инженер-конструктор должен идеально рассчитать осадку всех поверхностей на этапе проектирования детали (за исключением отдельных структур, которые не могут быть определены и должны быть оценены инженером-формовщиком).
Инженер-конструктор отвечает только за разработку поверхности внешнего вида и ключевой поверхности сборки, а другие незначительные поверхности остаются на стадии проектирования пресс-формы, и инженер-конструктор разрабатывает их на основе опыта.

Типы углов наклона
Угол вытяжки подразделяется на угол вытяжки передней поверхности формы и угол вытяжки задней поверхности формы. В основном они различаются по поверхности раздела. Поверхность раздела делит сердцевину пресс-формы на переднюю и заднюю.
Угол вытяжки, который должен быть рассчитан на поверхности, параллельной направлению выталкивания передней формы, называется углом вытяжки передней поверхности формы, и наоборот, он называется углом вытяжки задней поверхности формы. Кроме того, если пресс-форма имеет боковое вытягивание стержня (скос сверху и ползун), то угол вытяжки поверхности называется углом вытяжки поверхности скоса сверху и углом вытяжки поверхности ползуна, а направление вытяжки основывается на направлении движения ползуна.
Направление вытяжки обычно основано на поверхности раздела для вытяжки, при этом необходимо убедиться, что больший конец после вытяжки находится близко к поверхности раздела, в противном случае он не может быть расплавлен гладко.
Зачем нужно проектировать черновой угол?
Угол вытяжки - это конструктивная особенность. Теоретически, если он не требуется для моделирования, в конструкции изделия не нужно проектировать угол осадки. Однако из-за ограничений процесса формования, например литья под давлением, пластиковое изделие необходимо извлечь из формы после формования и охлаждения. Если угол осадки не разработан, пластиковую деталь будет сложно извлечь из формы.
Вспомните, что вы наверняка сталкивались с ситуацией, когда сложно разделить сложенные в стопку пластиковые табуреты. Это уже табурет с предусмотренным уклоном, не говоря уже о том, что пластиковые детали без угла наклона нужно вынимать из формы.

Почему трудно извлекать пластиковые детали из формы без чернового угла?
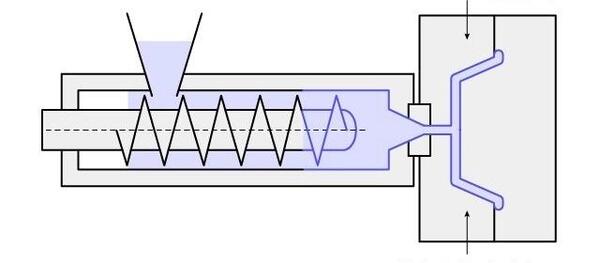
При литье под давлением расплавленная смола поступает в закрытую форму и заполняет полость, образовавшуюся между передней и задней частями формы. Поскольку при охлаждении термопласты сжимаются, пластик стремится сжаться к сердцевине формы. Сжатые пластиковые детали будут плотно прилегать к сердечнику формы. Кроме того, некоторые пластики могут отделиться от стенок полости пресс-формы (на микроскопическом уровне), но большинство из них все еще находятся в контакте со стенками полости.
Когда пресс-форма открывается, пластиковая деталь испытывает сопротивление трения (статическое трение) в направлении, противоположном направлению выхода пластиковой детали из пресс-формы, независимо от того, контактирует ли внешняя поверхность пластиковой детали со стенкой полости или внутренняя поверхность пластиковой детали с сердцевиной. Из формулы трения: f=μ×Fn, видно, что величина силы трения связана с шероховатостью (μ) и усадочным напряжением (Fn) контактной поверхности; усадочное напряжение (Fn) связано с углом осадки.

После определения угла тяги, f=μ×Fn×cosα, сила трения f в направлении выталкивания уменьшается по мере увеличения угла тяги α. Как правило, угол осадки не очень велик. Очевидно, что угол осадки ограничивается для уменьшения статического трения.
Основная функция угла вытяжки заключается в том, что после отделения пластиковой детали от формы она отделяется и больше не образует контакта с формой, а трение устраняется; без конструкции угла вытяжки пластиковая деталь после отделения от формы превратится в предмет трения скольжения.

В то же время, если поверхность имеет глянцевый вид, в полости передней пресс-формы может образоваться вакуум, и вакуумный отсос затруднит полное отделение пластиковой детали от передней пресс-формы. Худшим результатом будет застревание передней формы и растяжение и деформация структуры задней формы пластиковой детали.
Преимущества угла наклона
Иногда угол осадки может стать причиной конфликта интересов. Производители литья под давлением сосредоточены на формовании и хотят получить больший угол осадки, а производителям пресс-форм сложно обрабатывать углы на всех поверхностях полости и сердцевины.
Изначально простые характеристики требуют только простого технологического оборудования и меньших затрат на обработку, но после формовки требуется ЧПУ или даже EDM; для дизайнеров изделий угол вытяжки может усложнить дизайн детали, а форма внешнего вида также изменится из-за угла вытяжки.
Но независимо от того, на чьей стороне вы находитесь, важно убедиться, что ваши формованные детали отвечают необходимым стандартам качества. Это очень важно. Если у вас нет угла вытяжки, вы увеличиваете вероятность возникновения проблем с литьем под давлением. Это может привести к неоправданному увеличению производственных затрат и времени выполнения заказа. Помимо удобства извлечения деталей из пресс-формы, есть и другие преимущества наличия угла вытяжки.
Предотвращение повреждения поверхности детали в результате трения при выталкивании; обеспечение однородности и целостности других текстур и отделок поверхности; минимизация деформации детали при негладком выталкивании; снижение износа формованных деталей и вероятности повреждения пресс-формы; сокращение общего времени охлаждения за счет исключения или уменьшения необходимости в сложных настройках выталкивания; прямое и косвенное снижение общих производственных затрат.
Принципы проектирования угла наклона
Обеспечение требований к катапультированию
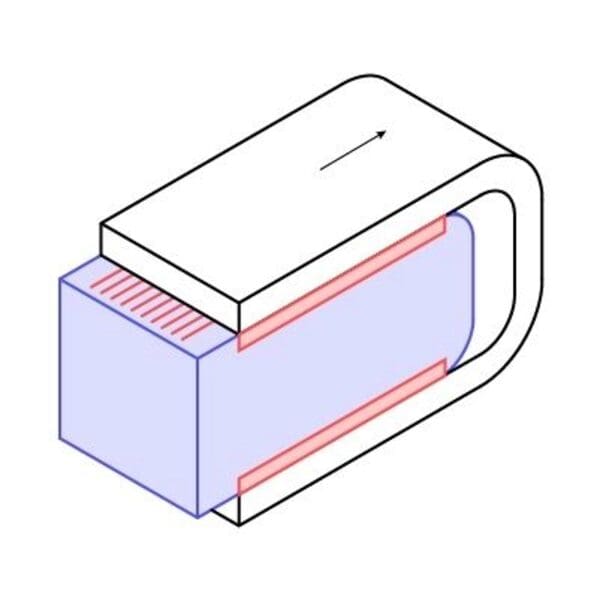
После открытия формы пластиковая деталь должна остаться на боковой стороне задней части формы, чтобы помочь извлечь пластиковую деталь из формы. Это нужно сделать в два этапа: Сначала внешняя поверхность пластиковой детали отделяется от передней стенки полости пресс-формы. На этом этапе пресс-форма обычно не имеет никаких дополнительных элементов, помогающих отделить ее, поэтому трение между внешней поверхностью пластиковой детали и стенкой полости как можно меньше.
Затем внутренняя поверхность пластиковой детали отделяется от основной стенки задней части пресс-формы. На этом этапе пресс-форма обычно оснащается дополнительными приспособлениями для ее отделения, например выталкивающим штифтом, наклонным выталкивателем или толкающей пластиной. Трение между внутренней поверхностью пластиковой детали и сердцевиной должно быть больше, чем трение между внешней поверхностью пластиковой детали и стенкой полости в некоторой степени, поэтому пластиковая деталь остается на стороне задней формы, когда форма открывается.

Как видно из вышесказанного, поскольку пластик имеет тенденцию к усадке по направлению к сердцевине формы (т.е. напряжение усадки велико), при постоянной шероховатости и угле осадки трение между внутренней поверхностью пластиковой детали и сердцевиной будет больше, чем трение между внешней поверхностью пластиковой детали и стенкой полости.
В то же время механизм выталкивания пресс-формы обычно находится на задней стороне пресс-формы. Поэтому, как правило, сердцевина проектируется в задней пресс-форме, а полость - в передней, то есть сложная сторона пластиковой детали проектируется в задней пресс-форме, а относительно простая сторона (внешняя поверхность) - в передней.
Но бывают и исключения. Например, иногда внутренняя часть детали совпадает с внешней, и следы от выталкивателей недопустимы. В этом случае сердцевина помещается в переднюю форму, а полость - в заднюю. Чтобы передняя форма не прилипала, на передней форме должен быть помощник выталкивателя, как здесь.

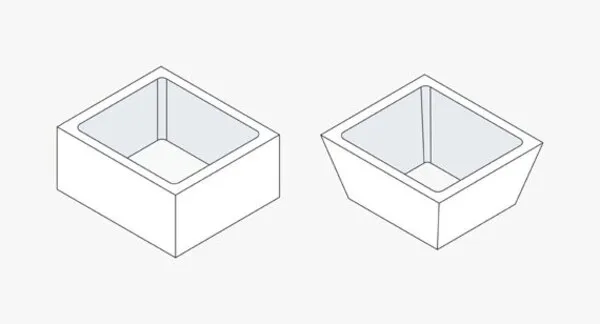
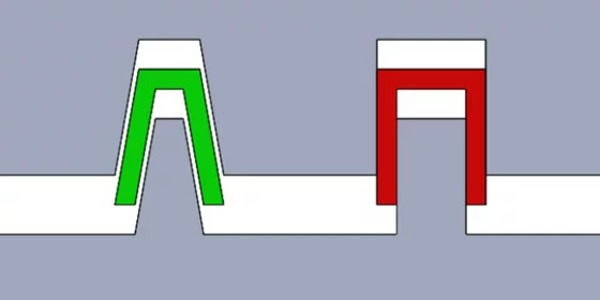
Некоторые детали выглядят одинаково сверху донизу и не имеют очевидных внешних поверхностей, как, например, деталь на рисунке ниже. Невозможно быстро определить переднюю и заднюю пресс-формы детали. Для таких деталей, если нет требований, передняя и задняя пресс-формы могут быть размещены где угодно. Чтобы предотвратить прилипание передней формы.

При проектировании пресс-формы, если угол осадки задней пресс-формы как можно меньше, а угол осадки передней пресс-формы как можно больше (в пределах допустимого диапазона размеров изделия), деталь может оставаться в подвижной пресс-форме после открытия пресс-формы, что позволяет избежать использования вспомогательного механизма выталкивания в передней пресс-форме.
В конструкции с пространством для регулировки положение клея для стержней изменяется с половины первоначальных передней и задней форм до 1/3 передней формы и 2/3 задней формы, что позволяет снизить риск прилипания к передней форме.

Проектирование угла наклона
Единого стандарта для диапазона угла осадки не существует, а теоретический расчет очень сложен, поскольку математическую модель трения трудно установить, а различные параметры литья под давлением также влияют на конечный результат. Некоторые эталонные значения можно получить путем имитационного расчета, но это занимает много времени и сил.
Как правило, у фабрик по производству пресс-форм нет на это сил и времени. Это больше основано на опыте. Как инженер-конструктор, вы должны понимать эти знания, чтобы учесть угол наклона для некоторых ключевых конструкций на этапе проектирования, уменьшить количество последующих доработок инженерами пресс-форм и избежать ненужных проблем.
Определяющие факторы угла наклона
Характеристики формовочных материалов
Твердые пластики имеют больший угол осадки, чем мягкие, а мягкие пластики могут иметь даже подрезы.
Скорость усадки
Поскольку пластик с большим коэффициентом усадки оказывает большее усилие на сердечник, пластик с большим коэффициентом усадки должен иметь больший угол вытяжки, чем пластик с малым коэффициентом усадки.
Коэффициент трения
Для некоторых материалов с низким коэффициентом трения, таких как PA и POM, угол вытяжки может быть меньше, чем для других обычных пластиков. Чем больше коэффициент трения поверхности изделия, тем больше угол вытяжки. Например, для поверхности с солнечной текстурой требуется большой угол осадки.
Толщина стенок
Когда толщина стенки увеличивается, сила, с которой пластик обволакивает сердечник, становится больше, и угол вытяжки также должен быть больше.
Геометрическая форма
Для пластиковых деталей сложной формы или с большим количеством формовочных отверстий требуется больший угол вытяжки, в противном случае необходимо установить большее количество выталкивателей, а расположение выталкивателей должно быть симметричным и равномерным, чтобы неравномерная сила выталкивания не вызывала коробления и деформации деталей.
Прозрачные детали
Угол вытяжки деталей с оптическими требованиями должен быть большим.
Определенный диапазон угла наклона
Геометрическая зависимость между углом тяги и высотой поверхности тяги выглядит следующим образом: tanθ=X/H;
где θ - угол тяги, H - высота поверхности тяги, а X - уменьшенная толщина стенки (или отклонение наклона).
Теоретически, чем больше угол осадки, тем легче распалубка, особенно для осадочных поверхностей с большей высотой (глубиной) и площадью. Это объясняется тем, что сила прижатия такой поверхности к сердцевине или полости больше, и для облегчения распалубки при неизменной силе выталкивания термопластавтомата необходимо создать больший наклон.

Но, согласно приведенному выше геометрическому соотношению, при постоянном значении H, чем больше θ, тем больше X.
Для поверхности внешнего вида, чем больше X, тем больше изменяется поверхность внешнего вида, вплоть до отклонения от замысла ID, и отклонение размера внешнего вида будет большим. Поэтому, если идентификатор позволяет, чем больше проект поверхности внешнего вида, тем лучше. Если ID не позволяет,
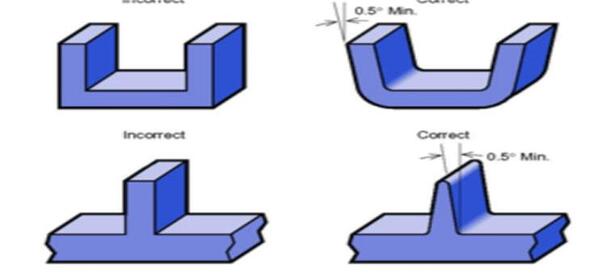
Для глянцевых поверхностей угол осадки ≥1°, чтобы предотвратить риск появления царапин, старайтесь брать максимально возможное значение;

Для текстурированной поверхности угол вытяжки должен составлять не менее 3° (в зависимости от типа и глубины текстуры, обычно требуется 1-1,5° вытяжки на каждые 0,001 мм глубины, но в качестве ориентира следует использовать данные по углу вытяжки, предоставленные компанией-производителем текстуры).
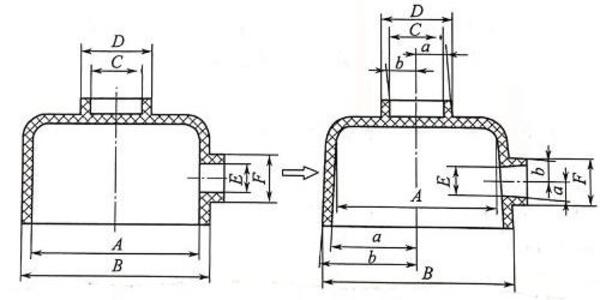
Если речь идет о поверхности кости, то чем больше X, тем меньше ширина верхней части C кости, и тем сложнее выполнять литье под давлением. Поэтому кость должна быть как можно короче, а угол вытяжки может быть больше. Если вы не можете этого избежать, по крайней мере, убедитесь, что значение X обычно ≥0,2, а ширина вершины C не меньше 0,6;

Когда речь идет о винтовой колонне, внутреннее отверстие винтовой колонны является своего рода конструктивной особенностью с требованиями к точности размеров. Для такого рода конструктивных особенностей, чтобы обеспечить диапазон допусков, угол вытяжки будет очень мал или даже вовсе отсутствовать. Структура пресс-формы здесь требует очень малой шероховатости или даже полировки, а выталкивающий штифт должен быть разумно спроектирован рядом.
Если у вас гильзовый эжектор, вам не нужно чертить отверстие для винта. Если у вас обычный выталкиватель, вам необходимо разработать отверстие для винта. Высота отверстия под винт не должна быть слишком большой, а угол должен составлять от 0,5° до 1,0°. Черновой вариант должен составлять половину глубины зацепления винта L, так как это обеспечит хорошее зацепление винта. Не делайте верхнюю часть отверстия больше, а нижнюю - меньше, потому что в этом случае винт будет неплотно прилегать к верхней части и плотно прилегать к нижней, что приведет к большим нагрузкам.

Для других внутренних поверхностей угол осадки составляет 1° в качестве медианного значения. Конкретное значение должно быть определено в зависимости от высоты и шероховатости поверхности вытяжки. В то же время обратите внимание на изменение толщины клея после вытяжки, чтобы избежать дефектов формовки.
Заключение
Я буду говорить об углах драфта не потому, что они хорошо выглядят. Я расскажу о черновых углах, потому что они важны. Они важны, потому что облегчают изготовление деталей и делают их лучше. Если вы не поставите черновые углы на свои детали, у вас будет много деталей, которые будут забракованы.
Это также может привести к повреждению формы. Лучше всегда помнить о передовых методах литья под давлением. Одним из них является использование углов вытяжки при литье под давлением.
Мы являемся экспертами в области литья под давлением и готовы поделиться с вами своим опытом. Наши инженеры обладают глубоким пониманием передовых методов литья под давлением и учитывают их в наших услугах. Наши инженеры могут полностью оценить вашу конструкцию и предоставить рекомендации. Мы предоставляем услуги DfM, чтобы гарантировать, что вы получите наилучшие результаты при разработке вашей детали.
Мы предлагаем широкий спектр производственных услуг, включая литье под давлением. Если вы не уверены, что угол вытяжки достаточен для ваших нужд, мы можем провести обсуждение конструкции. Мы также предлагаем общую проверку деталей, чтобы убедиться, что ваши детали готовы к литью. Все эти услуги предлагаются по конкурентоспособной цене.







