 Перейти к содержанию
Перейти к содержанию 

Введение: Цикл литья под давлением - это очень важно. Он влияет на то, сколько работы вы сделаете и сколько денег заработаете. Поэтому в процессе производства вы хотите выполнить работу быстро, но при этом убедиться, что детали получаются качественными.В этой статье в основном рассматриваются способы сокращения времени цикла литья под давлением в литьевой промышленности.

Какова продолжительность цикла литья под давлением?
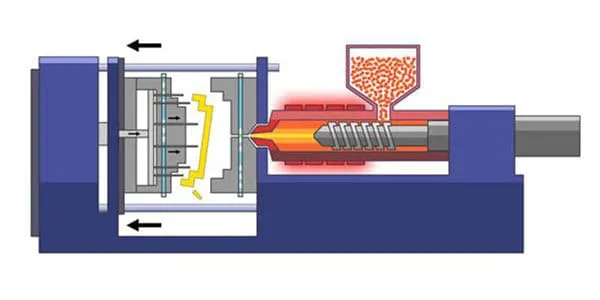
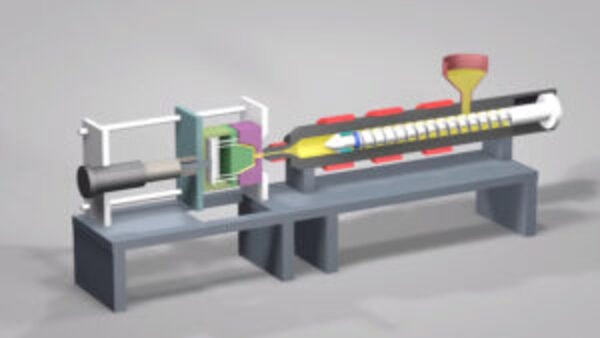
Цикл формовки - это общее время, необходимое для литьё под давлением машина для изготовления пластиковой детали. За один цикл формования подвижные части узла впрыска и узла смыкания термопластавтомата перемещаются один раз в заданном порядке.
Компоненты цикла литья под давлением
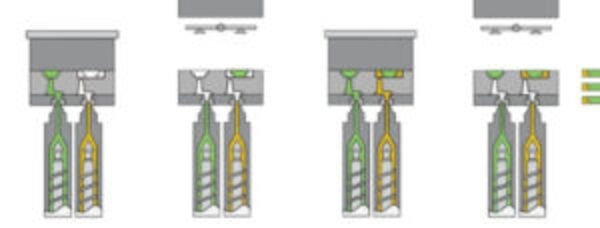
Цикл впрыска состоит из времени впрыска (заполнения формы), времени выдержки, времени охлаждения и подачи (включая предварительную пластификацию), времени открытия формы (извлечения продукта), вспомогательных операций (таких как нанесение разделительного агента, размещение вставок и т. д.) и времени закрытия формы.

Во всем цикле литья время охлаждения и время впрыска являются наиболее важными и оказывают решающее влияние на производительность и качество изделия. Цикл впрыска является важным технологическим фактором, влияющим на процесс литья под давлением. В целом, к элементам, составляющим цикл литья, относятся.
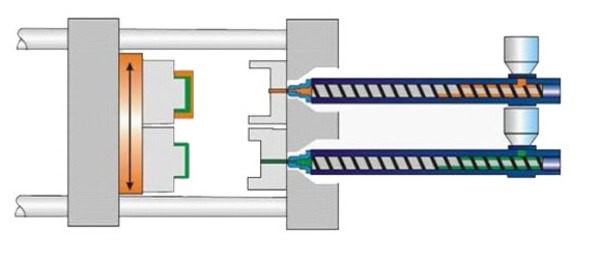
Время закрытия
Это время, необходимое для закрытия пресс-формы. Время открытия и закрытия пресс-формы определяется ходом открытия пресс-формы и скоростью закрытия пресс-формы термопластавтомата.

Поскольку пресс-форма имеет массу, если скорость закрытия пресс-формы установлена слишком быстро, пресс-форма может быть повреждена из-за кинетической энергии во время закрытия пресс-формы, поэтому необходимо предусмотреть торможение.
Время заполнения
Время заполнения - это время, необходимое для того, чтобы расплавленная смола заполнила полость после того, как она попадет в форму через бегунок.
Время заполнения зависит от скорости впрыска литьё под давлением (в реальных условиях применения зависит от скорости движения шнека или поршня и диаметра цилиндра впрыска, объем впрыска/время = скорость впрыска (см3/сек)).
Кроме того, на него влияет вязкость расплавленной смолы. Если время заполнения короткое, скорость заполнения смолой слишком высокая, что может привести к горению смолы или выделению газа. С другой стороны, если время заливки слишком велико, на поверхности формованного изделия могут появиться явные следы потеков и линии шва.
Время удержания
Время выдержки - это время, в течение которого необходимо поддерживать давление после заполнения формы пластиком, пока затвор не застынет. Если вы будете держать слишком долго, у вас возникнут проблемы с извлечением детали из формы.
Время охлаждения
Время охлаждения - это время, необходимое для остывания и затвердевания формованной детали, бегунка и литника после выдержки под давлением.

Обычно время процесса охлаждения является самым длительным в цикле формовки. Время охлаждения определяется самой толстой частью пресс-формы. Это относится не только к отливаемой детали, но и к бегунку и литнику.
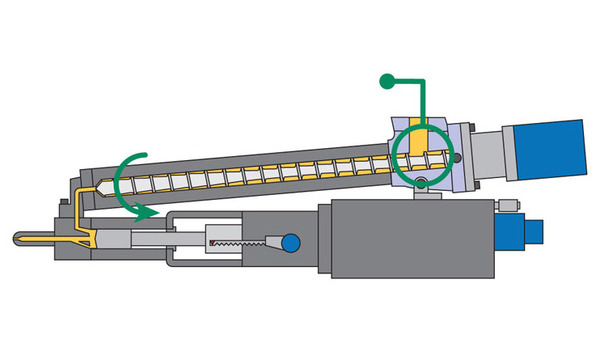
Время пластификации
Время, необходимое для расплавления пластика, называется временем пластификации. Обычно время пластификации происходит одновременно с охлаждением и короче, чем время охлаждения. Если увеличить скорость шнека больше, чем нужно для сокращения времени пластификации, в пластике может застрять воздух или он может сгореть.

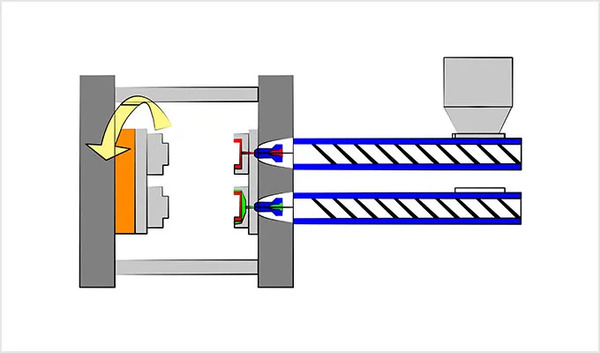
Время открытия пресс-формы
Это время, необходимое для открытия пресс-формы. Время открытия и закрытия пресс-формы зависит от хода закрытия пресс-формы и скорости открытия пресс-формы машины для литья под давлением. Кроме того, иногда скорость открытия пресс-формы сначала должна быть медленной, чтобы избежать царапин или плохой распалубки при извлечении детали из полости.

Время удаления
Время, необходимое для извлечения отформованной детали из формы. Сюда входит время, необходимое для выталкивания детали, и время, необходимое роботу для ее захвата.
Основные способы сокращения цикла формовки
Основная причина использования высокоскоростных автоматических литьевых форм - сокращение цикла литья под давлением до предела литьё под давлением пластифицирующей способности машины, что позволяет улучшить качество пластиковых деталей, сэкономить рабочую силу и повысить эффективность производства. Основные способы сокращения цикла формовки следующие.

Сокращение времени инъекции
Время для инъекции: Время впрыска включает в себя время подачи и время выдержки. Время подачи относится к моменту, когда шнек быстро продвигается вперед, чтобы протолкнуть пластифицированный расплавленный материал в форму. Время, необходимое для заполнения полости формы, обычно составляет от 3 до 5 секунд.
Для пластиковых деталей с высокой вязкостью расплава и быстрой скоростью охлаждения следует использовать быстрый впрыск, чтобы сократить время подачи расплава. Время выдержки относится ко времени пребывания после продвижения шнека и впрыска, то есть к каналам конформного охлаждения расплавленного материала, поступающего в полость, и времени подачи давления впрыска.
В течение этого периода времени впрыска доля времени относительно велика, обычно от 20 до 120 с. Форма пластиковой детали проста, форма мала, и время выдержки невелико. Если пластиковая деталь большая и толщина стенки велика, время выдержки увеличивается.
Чтобы сократить время впрыска, необходимо использовать более высокое давление впрыска для сокращения времени заполнения расплава. Это требует использования затворов с меньшей площадью поперечного сечения, таких как точечные и боковые затворы.
Поскольку эти затворы имеют небольшую площадь поперечного сечения, при прохождении через них затвердевшего материала возникает высокая скорость сдвига и новое тепло из-за высокоскоростного трения, что увеличивает текучесть расплавленного материала и заставляет его быстро заполнять полость.
Для этого бегунок должен быть как можно короче. Если используется беспрогонная или горячепрогонная литниковая система, передняя часть сопла может находиться в непосредственном контакте с затвором, что значительно снижает сопротивление потоку и способствует сокращению времени впрыска.
Поддерживайте температуру всех частей пресс-формы. Во время процесса впрыска из-за теплоотдачи бегунка и корпуса пресс-формы, когда расплавленный пластик достигает конца процесса, его температура постепенно снижается, что приводит к неполному заполнению торцевой полости.
Чтобы избежать этого явления, температура формы должна быть выше в конце процесса. Чтобы избежать следов от сварки, температура формы должна быть немного выше в тех местах, где могут появиться следы от сварки.

По этой причине иногда используются методы локального нагрева или плотность каналов циркулирующей воды для баланса тепла, то есть выход канала циркулирующей воды устанавливается в конце процесса (температура воды на выходе из канала выше, чем на входе), чтобы отрегулировать баланс температуры формы и обеспечить текучесть расплавленного материала в конце литья.
Установите необходимые вытяжные и переливные устройства. Во время высокоскоростного литья, поскольку давление впрыска высокое и расплавленный пластик быстро заполняет полость, если воздух в полости не может быть быстро и своевременно удален, это повлияет на качество пластиковой детали и вызовет дефекты впрыска. Поэтому при проектировании необходимо всесторонне учитывать этот фактор.
При необходимости установите вытяжные канавки. Как правило, на поверхности разъема и в конце каждого процесса устанавливают соответствующие выпускные канавки и необходимые переливные устройства.
Сокращение времени охлаждения и застывания расплава
Время охлаждения: Время охлаждения - это время, необходимое для охлаждения и застывания пластиковой детали после впрыска расплава. Время охлаждения зависит от толщины пластиковой детали, свойств материала и температуры пресс-формы.

В целом, чем меньше время охлаждения, тем лучше, если пластиковая деталь не деформируется при распаковке. Время охлаждения пластиковых деталей обычно составляет от 30 до 120 секунд.
Время охлаждения и застывания расплава составляет значительную часть процесса впрыска. Поэтому повышение эффективности охлаждения пресс-формы и сокращение времени охлаждения и затвердевания являются одним из наиболее эффективных способов сокращения цикла литья.

Повышение общей эффективности охлаждения пресс-формы. Как правило, охлаждение корпуса пресс-формы достигается за счет того, что вода в контуре циркуляции отводит тепло для охлаждения пресс-формы.
После создания хорошего контура охлаждения наиболее важной проблемой является увеличение потока охлаждающей воды и попытка уменьшить разницу температур между выходом и входом охлаждающей воды, особенно для автоматизированных высокоскоростных литьевых форм, разница температур между выходом и входом должна контролироваться в пределах 3°C.

Метод параллельного подключения канала охлаждающей воды более эффективен, особенно летом, когда используется водопроводная вода, необходимо установить специальное устройство для охлаждения и подачи охлаждающей воды. Его функция заключается в том, чтобы вода, вытекающая из выхода водяного канала корпуса пресс-формы, имела определенную температуру.
После охлаждения через охлаждающее устройство вода поступает во входной канал с помощью специального водяного насоса, что позволяет повысить эффективность охлаждения и может быть использовано повторно для экономии воды.
Контур охлаждающей воды устанавливается как можно ближе к формованной пластиковой детали, а на боковой стенке создается ступенчатая или крупная резьбовая структура, блокирующая поток. В это время поток охлаждающей воды будет сталкиваться со ступенчатой частью при возвращении и получать тепло от сердцевины.
Охлаждающая вода, отводящая тепло, разбрызгивается на ступенчатой части и сталкивается с поступающей охлаждающей водой, тем самым увеличивая площадь контакта между охлаждающей водой и корпусом стержня и повышая эффект охлаждения.
Если желаемая форма сердцевины тонкая, то из-за небольшого объема сердцевины температура легко повышается во время формования и нелегко отводить тепло и охлаждаться, что оказывает большое влияние на цикл формования, поэтому необходимо установить охлаждающее устройство.
Однако если канал для охлаждающей воды невозможно создать изнутри, можно выбрать сплав бериллиевой меди с хорошей теплопроводностью.
Для достижения сбалансированного охлаждения автоматизированных высокоскоростных литьевых форм иногда требуется локальное охлаждение и локальный нагрев в определенной части. В процессе автоматизированного высокоскоростного формования нельзя игнорировать проблему охлаждения бегунка.
Если для литья используется система холодных бегунов, то, поскольку основной бегун и бегун ответвления относительно велики, время их охлаждения будет относительно продолжительным, то есть одновременно будет увеличен цикл литья. Поэтому необходимо установить охлаждающий контур на бегуне.

Сократите вспомогательное время
Вспомогательное время - это время в цикле литья, за исключением выдержки под давлением, охлаждения и затвердевания, то есть время от открытия до закрытия пресс-формы.
В это время пластиковые детали и литой конденсат расплавляются и автоматически выпадают из формы, мусор в зоне формования корпуса формы удаляется, а подвижные части возвращаются в исходное положение в процессе закрытия формы.

Доля времени, которое они занимают, невелика, но в процессе автоматизированного высокоскоростного формования важна каждая секунда. Чтобы сократить вспомогательное время, часто используется метод продувки сжатым воздухом для автоматического удаления мусора перед закрытием пресс-формы.
Использование высокоскоростной машины для литья под давлением
Сайт литьё под давлением Машина состоит из следующих этапов: плавление пластика, литье под давлением, открытие пресс-формы, закрытие пресс-формы и распалубка. Функциональность термопластавтомата является одной из основных причин, влияющих на время цикла литья под давлением. Высокоскоростные машины для литья под давлением имеют множество преимуществ в плане скорости.

Сохраняйте структуру пресс-формы простой и легко обрабатываемой, другими словами, максимально упрощайте конструкцию пресс-формы. Большинство пресс-форм могут быть спроектированы по-разному, и существует множество способов распалубки. Упрощенная конструкция пресс-формы может сократить время цикла литья под давлением.
Используйте хорошую систему рассеивания тепла.
Охладите пресс-форму холодной водой. Помимо потери времени в процессе литья под давлением, охлаждение также занимает много времени в цикле литья под давлением. Поэтому использование низкотемпературной охлаждающей воды и быстрое прохождение охлаждающей воды через систему охлаждения может помочь сократить время цикла в процессе литья под давлением.
Заключение
Подводя итог, можно сказать, что основными способами сокращения цикла литья под давлением являются сокращение времени впрыска, сокращение времени охлаждения и застывания расплава, сокращение времени охлаждения и застывания расплава, использование высокоскоростного термопластавтомата и хорошей системы отвода тепла.

Это позволяет снизить стоимость изготовления пластиковых деталей. И позволяет литьё под давлением Машина позволяет производить больше продукции за то же время при том же потреблении энергии.







