 Перейти к содержанию
Перейти к содержанию 







Шаг 1: Подготовка материалов:
Поликарбонат (PC) гигроскопичен и впитывает влагу, что может привести к появлению таких дефектов, как пузырьки, разводы или дефекты поверхности.
① Сушка: Сушите материал ПК при температуре 110-130°C (230-266°F) в течение 3-5 часов, чтобы содержание влаги не превышало 0,02%. Это гарантирует правильную обработку без дефектов, вызванных влажностью.
② Смешивание: Если используются добавки или наполнители, взвесьте и смешайте их с ПК в соответствии с инструкциями производителя. Убедитесь, что материал не содержит загрязнений и равномерно перемешан.

Шаг 2: Подготовка формы:
Правильная подготовка пресс-формы обеспечивает легкое выталкивание деталей и предотвращает появление дефектов в процессе формовки.
① Очистка: Убедитесь, что в пресс-форме нет пыли, влаги и мусора, которые могут повлиять на качество конечного продукта.
② Разделительный агент: Нанесите разделительный агент на поверхности формы, чтобы предотвратить прилипание и облегчить извлечение отформованной детали.
③ Выравнивание: Правильно закрепите пресс-форму в термопластавтомате, не допуская перекосов, которые могут привести к дефектам пресс-формы.

Шаг 3: Загрузка материала и настройка инжекции:
Правильная температура и давление впрыска обеспечивают правильную подачу материала в форму, заполняя все полости и обеспечивая стабильное качество.
① Загрузите материал: Загрузите высушенные гранулы ПК в бункер термопластавтомата.
② Температура впрыска: Установите температуру впрыска в диапазоне от 240°C до 260°C (от 464°F до 500°F). Диапазон плавления ПК обычно составляет от 270°C до 320°C, но во избежание разложения и появления дефектов не превышайте температуру 340°C.
③ Давление впрыска: Установите давление впрыска в диапазоне от 1000 до 2000 бар (от 14 500 до 29 000 фунтов на кв. дюйм), в зависимости от размера детали и конструкции пресс-формы.
④ Скорость впрыска: Контролируйте скорость, чтобы предотвратить слишком быстрое поступление материала в форму, что может привести к таким дефектам, как потеки или захват воздуха.

Шаг 4: Жилищная фаза:
Фаза застывания обеспечивает полное заполнение формы и позволяет расплавленному ПК принять форму полостей формы.
① Поддерживайте давление: После впрыска удерживайте давление в пресс-форме, чтобы расплавленный материал полностью заполнил все детали и не дал усадки или пустот.
② Контролируйте: Следите за давлением, чтобы материал оставался на месте, пока не начнет остывать.

Шаг 5: Фаза охлаждения:
Правильное охлаждение предотвращает коробление, усадку и другие дефекты, обеспечивая стабильность размеров конечной детали.
① Время охлаждения: Дайте достаточно времени для охлаждения. Время охлаждения зависит от толщины детали, ее сложности и температуры пресс-формы. Для крупных деталей может потребоваться больше времени на охлаждение.
② Температура пресс-формы: Поддерживайте температуру формы в диапазоне от 80°C до 120°C (от 176°F до 248°F) для оптимального охлаждения без образования таких дефектов, как коробление или раковины.
③ Каналы охлаждения: Убедитесь, что система охлаждения внутри формы эффективна и равномерно распределена для поддержания постоянной температуры формы.

Шаг 6: Выброс:
Правильное выталкивание имеет решающее значение для сохранения целостности деталей и обеспечения бесперебойного производственного процесса.
① Механизм выталкивания: Используйте выталкивающие штифты или системы выталкивания с пневматическим приводом, чтобы выталкивать деталь из формы.
② Регулировка усилия: Регулируйте силу выталкивания, чтобы не повредить хрупкие или сложные детали.
③ Постобработка: При необходимости обрежьте излишки вспышки или материала с детали во время выброса.

Шаг 7: Постобработка:
Последующая обработка гарантирует, что отформованная деталь соответствует всем необходимым спецификациям по функциональности и эстетике.
① Обрезка и дефляширование: удалите излишки материала (вспышки), оставшиеся после процесса формовки. Для этого может потребоваться обрезка или шлифовка.
② Обработка поверхности: в зависимости от конечного применения вам может потребоваться полировка или покрытие деталей для улучшения эстетики или дополнительной функциональности (например, повышения химической стойкости или долговечности поверхности).
③ Сборка: Если формованные детали являются компонентами более крупной сборки, выполните все необходимые операции по сборке или склеиванию.

Шаг 8: Контроль качества
Обеспечение качества формованных деталей имеет решающее значение для поддержания стандартов продукции и удовлетворения потребностей клиентов.
① Осмотр: Регулярно проверяйте детали на наличие дефектов, таких как пузыри, искривление или несоответствие цвета. Точность размеров очень важна.
② Испытания: Проведите испытания на ударопрочность, прозрачность и термостойкость, особенно для критически важных приложений.
③ Постоянство: Контролируйте условия обработки (температуру, давление и время цикла), чтобы обеспечить стабильное качество деталей на всех этапах производства.





1. Автомобильная промышленность:
Компоненты: ПК широко используется для изготовления автомобильных деталей, таких как линзы фар, приборные панели, внутренняя отделка и внешние компоненты. Его ударопрочность, легкость и оптическая прозрачность способствуют повышению безопасности и производительности автомобилей.

2. Электронная промышленность:
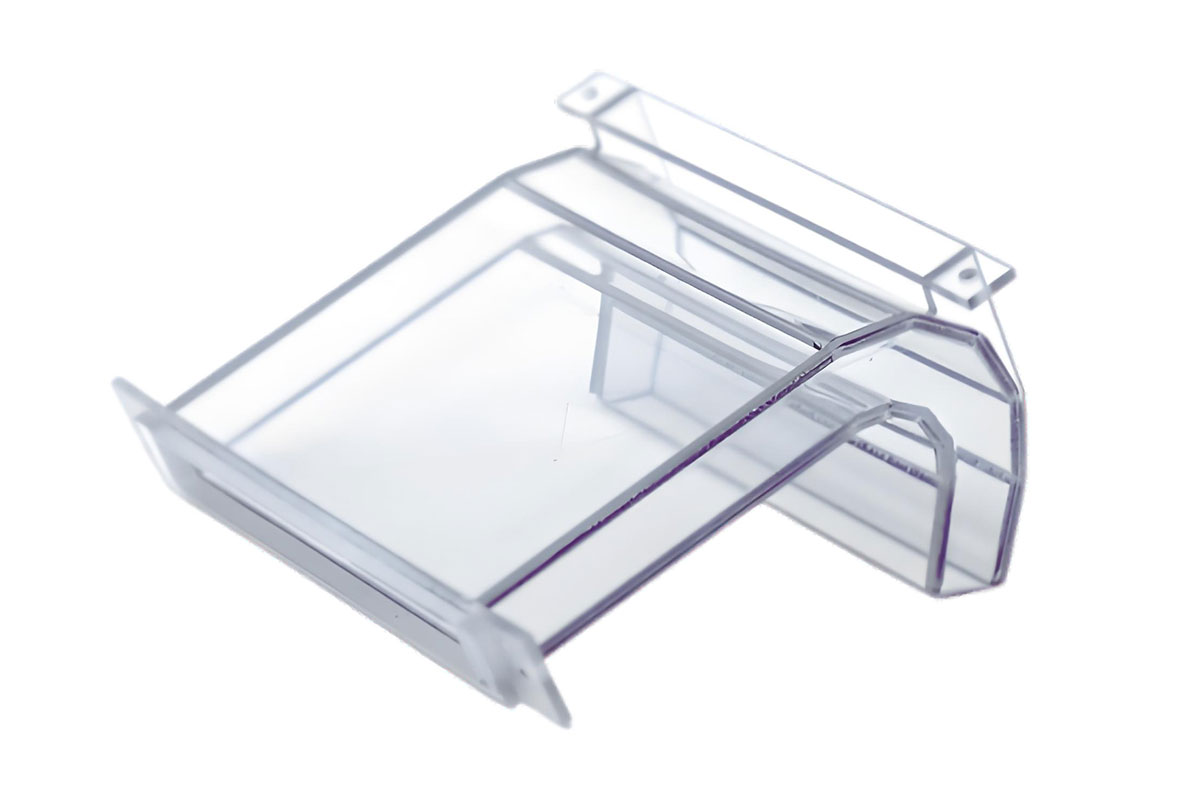
Корпуса и компоненты: ПК широко используется для изготовления корпусов электронных устройств, таких как ноутбуки, смартфоны и планшеты. Его превосходные изоляционные свойства и ударопрочность обеспечивают долговечность и безопасность в электрических и электронных приложениях.

3. Строительная индустрия:
Строительные материалы: ПК используется для изготовления световых люков, кровельных листов и оконного остекления, обеспечивая превосходную прочность, устойчивость к атмосферным воздействиям и оптическую прозрачность. Эти характеристики делают его идеальным для применения в строительстве, где требуется безопасность и прозрачность.
4. Медицинские приборы:
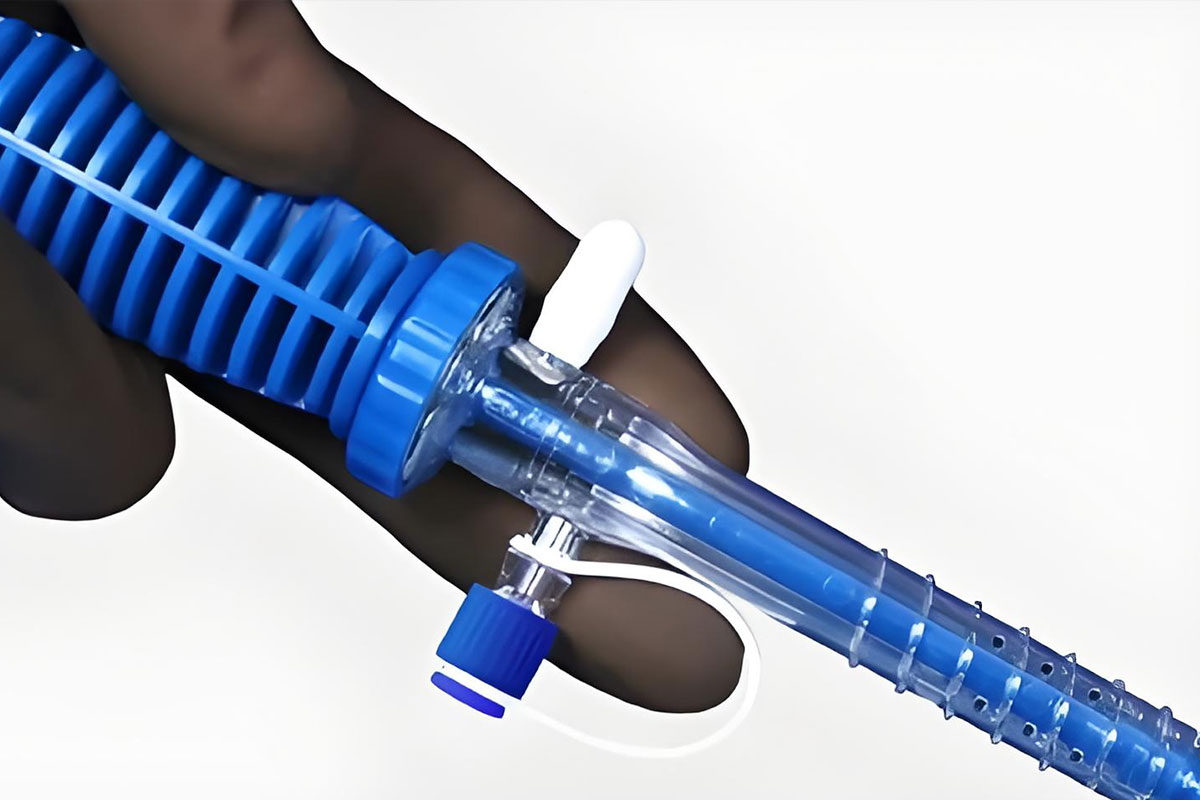
Хирургические инструменты и оборудование: ПК необходим для производства шприцев, медицинских трубок и хирургических инструментов. Его биосовместимость, легкость стерилизации и высокая прочность делают его надежным материалом для применения в здравоохранении.
5. Потребительские товары:
Повседневные изделия: ПК широко используется для изготовления таких изделий, как линзы для очков, бутылки для воды и защитные шлемы. Его ударопрочность и эстетическая универсальность позволяют создавать прочные и визуально привлекательные потребительские товары.
6. Аэрокосмическая и оборонная промышленность:
Компоненты самолетов: ПК используется в самолетах для изготовления окон, линз и приборных панелей. Его сочетание легких свойств, прочности и прозрачности очень важно в аэрокосмической среде, требующей точности и безопасности.

7. Оптические приложения:
Линзы и оптические компоненты: ПК используется для изготовления объективов фотокамер, проекторов и очков благодаря своей оптической чистоте, устойчивости к царапинам и способности выдерживать сильные удары. Он идеально подходит как для профессиональных, так и для потребительских оптических приложений.

8. Пищевая промышленность:
Компоненты оборудования: ПК используется в оборудовании для пищевой промышленности и контейнерах для хранения благодаря своей химической стойкости, ударопрочности и безопасности для контакта с пищевыми продуктами. Он идеально подходит для применения в условиях, требующих многократной очистки и стерилизации.

9. Спортивное оборудование:
Защитное снаряжение: ПК используется в шлемах, очках и другом защитном спортивном снаряжении. Высокая ударопрочность, легкость и комфорт делают его незаменимым для обеспечения безопасности спортсменов и их спортивных результатов.

10. Игрушки и игры:
Пластиковые игрушки: ПК используется для изготовления фигурок, кукол и других игрушек, требующих долговечности и безопасности. Его нетоксичность, прочность и способность формировать сложные формы делают его предпочтительным материалом для производства игрушек.

11. Упаковка:
Контейнеры и бутылки: ПК используется для изготовления таких упаковочных изделий, как бутылки для воды и контейнеры для пищевых продуктов. Его ударопрочность, прозрачность и способность выдерживать многократное использование делают его подходящим для долговечных и устойчивых упаковочных решений.

12. Электрические компоненты:
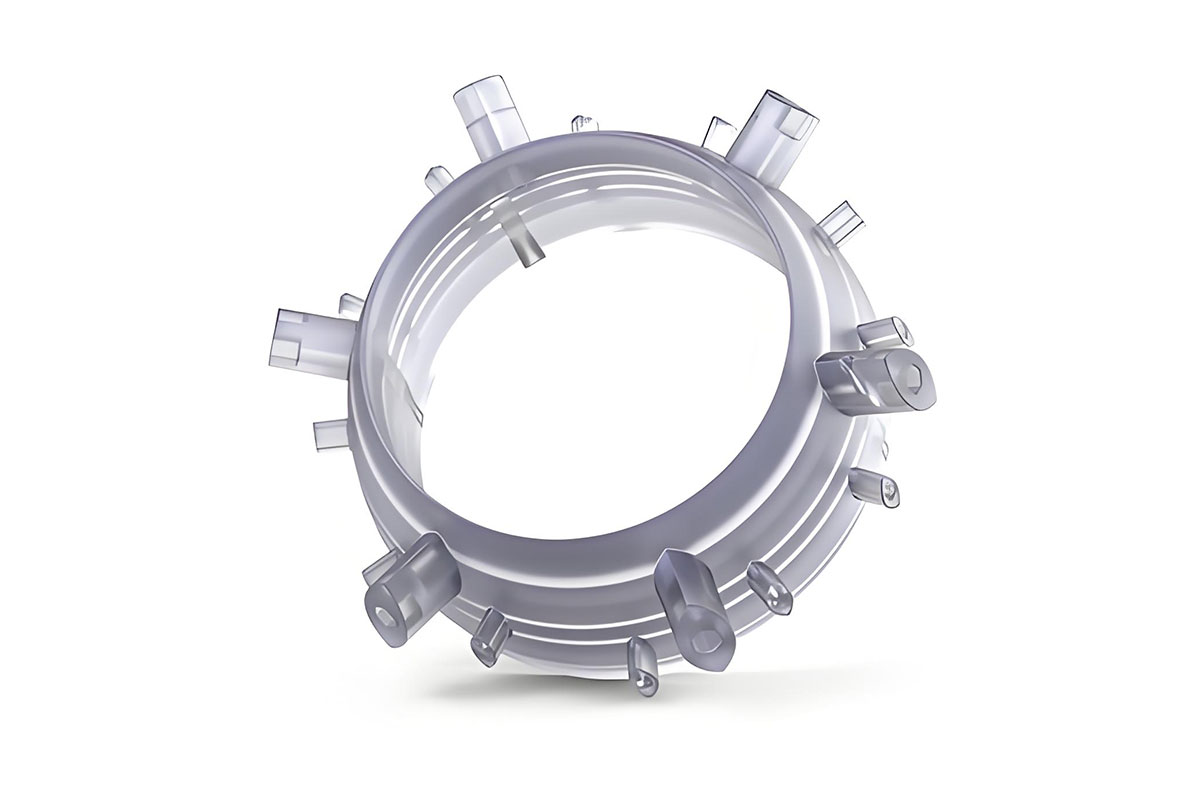
Разъемы и переключатели: ПК используется для изготовления электрических разъемов, переключателей и печатных плат. Его превосходные изоляционные свойства и устойчивость к пламени обеспечивают безопасность и надежность в электрических приложениях.

Крупный план разноцветных пластиковых строительных блоков различных цветов, включая фиолетовый, синий, зеленый и желтый, сложенных вместе.
Ключевые выводы – Выбор материала и оптимизация толщины стенки являются основными факторами снижения стоимости деталей. – Инвестиции в более качественную оснастку (Класс 101/102) могут снизить долгосрочные удельные затраты за счет

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Ключевые выводы – Точность пресс-формы определяется на каждом этапе: проектирование детали, проектирование пресс-формы, выбор стали, механическая обработка, сборка и контроль процесса – слабость на любом этапе ограничивает общую точность. – Правильно

Что такое высокоскоростная машина для литья под давлением?
Ключевые выводы – Высокоскоростная машина для литья под давлением определяется скоростью впрыска от 300 до 600 мм/с и скоростью смыкания свыше 500 мм/с, в отличие от стандартных машин со скоростью 100–200 мм/с, что позволяет сократить цикл

