 Перейти к содержанию
Перейти к содержанию 







Шаг 1: Выбор и подготовка материала:
Выбор подходящего материала PA - это первый шаг в процессе литья под давлением. Различные типы PA-материалов, такие как PA6, PA66 и PA12, обладают различной термостойкостью, химической стойкостью, ударной прочностью и текучестью. Выбирайте материал, который соответствует вашим конкретным требованиям. Кроме того, материалы из ПА обладают высокой гигроскопичностью, поэтому перед литьем под давлением их необходимо высушить, чтобы содержание влаги было ниже 0,3%. Для PA6 рекомендуется вакуумная сушка при 105°C в течение 8 часов. Для PA66 вакуумную сушку следует проводить при 105°C в течение 12 часов. Для PA12 достаточно сушки при 85°C в течение 4-5 часов. При необходимости в материал PA могут быть введены такие добавки, как красители, модификаторы ударной вязкости или антипирены, обеспечивающие равномерное распределение для оптимального качества продукта.

Шаг 2: Настройка машины для литья под давлением:
При настройке машины для литья под давлением важно отрегулировать температуру, давление и скорость впрыска в соответствии с используемым материалом PA. Для PA6 температура плавления должна составлять от 230°C до 280°C, а для PA66 - от 260°C до 290°C. Для PA12 температура плавления должна быть установлена в диапазоне от 240°C до 300°C, но не должна превышать 310°C. Давление впрыска для PA6 и PA66 обычно составляет от 750 до 1250 бар, в то время как для PA12 максимальное давление впрыска может достигать 1000 бар. Скорость впрыска обычно высокая, но для стеклонаполненных материалов ее следует немного снизить, чтобы избежать разрушения материала. Правильная калибровка машины имеет решающее значение для достижения стабильных и высококачественных результатов.
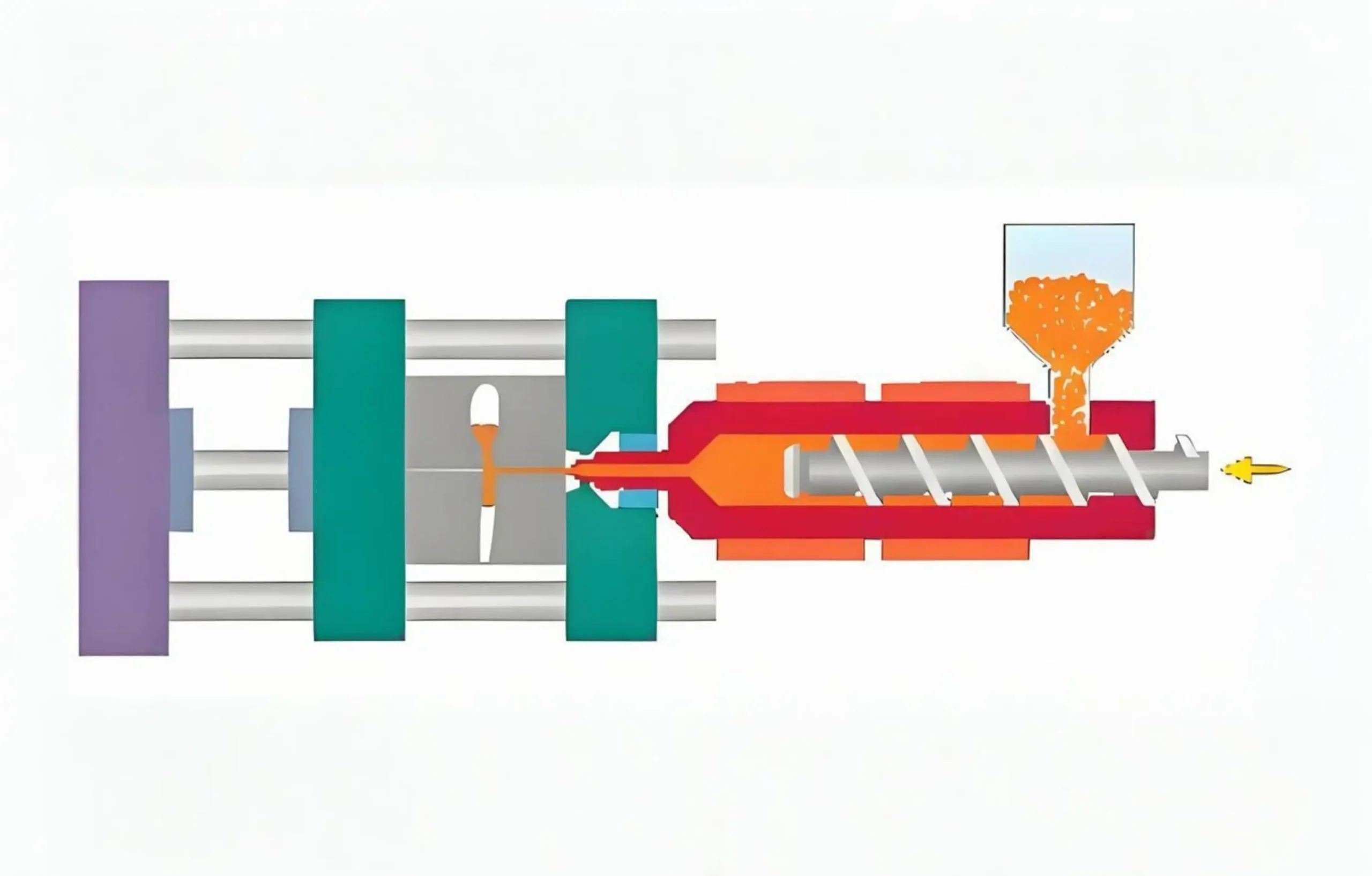
Шаг 4: Процесс литья под давлением:
Процесс литья под давлением начинается с закрытия пресс-формы для обеспечения правильного выравнивания и герметизации. Затем расплавленный материал PA впрыскивается в полость формы под контролируемым давлением. Чтобы обеспечить полное заполнение полостей формы, давление впрыска должно поддерживаться постоянно. Во время впрыска скорость впрыска тщательно контролируется, чтобы избежать таких дефектов, как пузырьки воздуха или неполное заполнение. После впрыска прикладывается давление выдержки, чтобы компенсировать усадку материала при охлаждении и обеспечить плотность и стабильность размеров изделия. Время выдержки обычно небольшое, около 3-5 секунд. Процесс охлаждения обычно занимает от 10 до 30 секунд, в зависимости от толщины детали и конкретного используемого материала PA. После охлаждения и застывания изделия пресс-форма открывается, и деталь извлекается из полости.
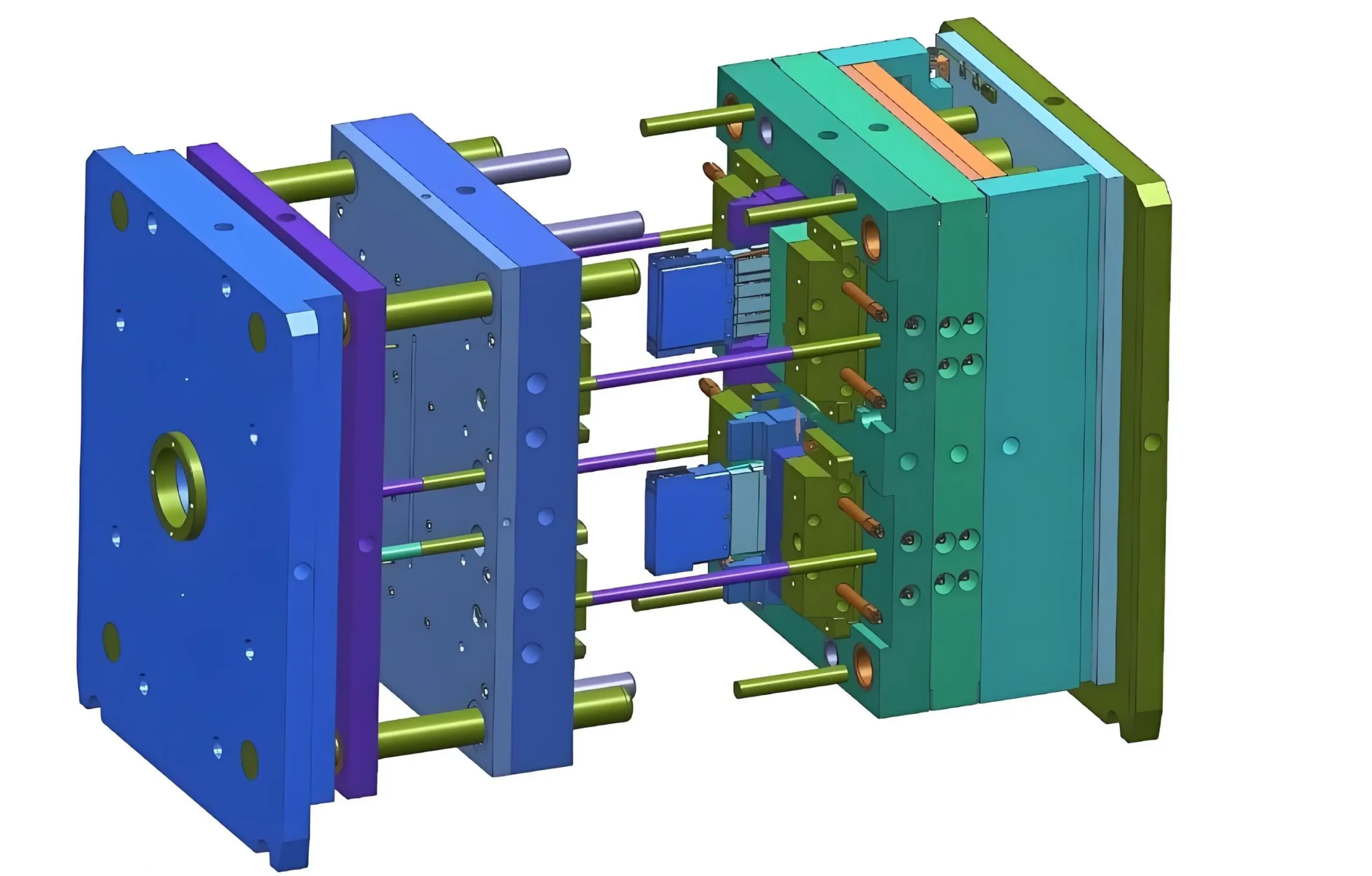
Шаг 3: проектирование пресс-формы:
Конструкция пресс-формы имеет решающее значение для обеспечения успеха процесса литья под давлением. Правильная конструкция литниковой и бегунковой систем необходима для обеспечения равномерного заполнения полости пресс-формы. Для PA6 диаметр затвора должен быть не менее чем в 0,5 раза больше толщины пластиковой детали. Для PA12 диаметр бегунка для незаполненных материалов должен составлять около 30 мм, в то время как для заполненных материалов необходим больший диаметр бегунка - 5-8 мм. Форма бегунка должна быть круглой, а отверстие для впрыска должно быть как можно короче, чтобы минимизировать потери материала. Температура пресс-формы также должна быть отрегулирована в зависимости от используемого материала. Для PA6 температура пресс-формы обычно устанавливается в диапазоне от 80 до 90 °C, а для PA66 - около 80 °C. Для PA12 температура пресс-формы может варьироваться от 30°C до 100°C в зависимости от того, является ли материал ненаполненным или наполненным.

Шаг 5: Операции после формования:
После формовки требуются дополнительные этапы последующей обработки. Они могут включать обрезку, удаление заусенцев или полировку для удаления излишков материала, вспышек или дефектов поверхности, что улучшает внешний вид и функциональность детали. Некоторые детали из ПА могут также нуждаться в отжиге или кондиционировании для повышения прочности и стабильности размеров. Отжиг предполагает нагрев детали до температуры чуть ниже температуры плавления материала и выдерживание ее при этой температуре в течение определенного времени. Кондиционирование, с другой стороны, предполагает воздействие на деталь влажной среды, чтобы она впитала влагу, что может улучшить ее характеристики. Эти способы обработки после формовки обеспечивают соответствие конечного продукта стандартам качества и его ожидаемые эксплуатационные характеристики.

Шаг 6: Контроль качества и упаковка:
На этапе контроля качества детали проверяются на наличие дефектов и соответствие размерным, эстетическим и механическим требованиям. Для обеспечения соответствия деталей заданным допускам часто используются прецизионные измерительные инструменты, такие как координатно-измерительные машины (КИМ). Также могут проводиться механические испытания, такие как прочность на разрыв или ударопрочность, для проверки долговечности и производительности деталей. После того как детали проходят проверку, они упаковываются соответствующим образом, чтобы защитить их от повреждений или загрязнений во время транспортировки и хранения. Правильная упаковка гарантирует, что продукт сохранит свое качество и целостность до тех пор, пока не попадет к заказчику.






Компоненты двигателя:
PA используется для производства таких деталей, как впускные коллекторы. Его высокая термостойкость и механическая прочность обеспечивают стабильность и долговечность в суровых условиях работы двигателя. По сравнению с традиционными металлическими впускными коллекторами, коллекторы, изготовленные методом литья под давлением из ПА, снижают вес, улучшая топливную экономичность и эксплуатационные характеристики автомобиля.

Автомобильные интерьеры:
PA используется для производства таких деталей, как регуляторы сидений, дверные ручки и элементы приборной панели. Его превосходная износостойкость и качество обработки поверхности делают его идеальным для часто используемых и видимых деталей, таких как регуляторы сидений, которые должны выдерживать многократные механические нагрузки.
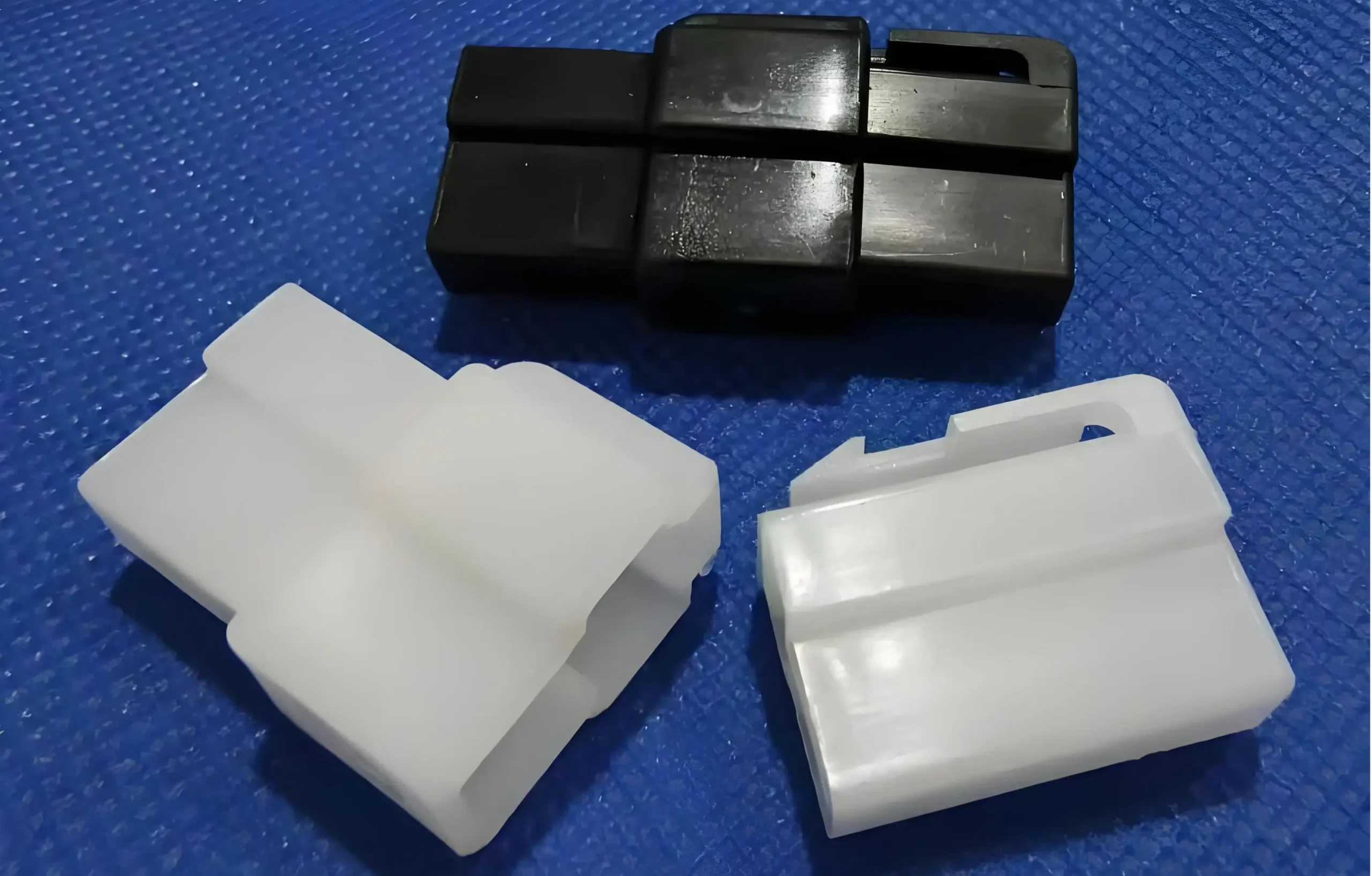
Разъемы:
Литые под давлением разъемы из полиамида обеспечивают превосходные электроизоляционные свойства и механическую стабильность, гарантируя надежные соединения в электронных устройствах, таких как компьютеры, мобильные телефоны и бытовая техника. Точный процесс литья под давлением поддерживает миниатюризацию и создание разъемов высокой плотности.

Корпуса электронного оборудования:
PA используется для изготовления корпусов бытовой электроники, таких как камеры и электроинструменты. Его ударопрочность и химическая стойкость защищают внутренние компоненты от физических повреждений и коррозии.

Игрушки:
Игрушки, отлитые под давлением из полиамида, такие как фигурки и игрушечные транспортные средства, долговечны и выдерживают грубую игру. Гибкость и прочность материала снижают количество поломок, обеспечивая более длительный срок службы игрушек.

Предметы домашнего обихода:
PA используется в таких изделиях, как ручки метлы, детали пылесосов и кухонная утварь. Устойчивость к истиранию и легкость очистки делают эти изделия более практичными, например, кухонная утварь, устойчивая к царапинам и пятнам.
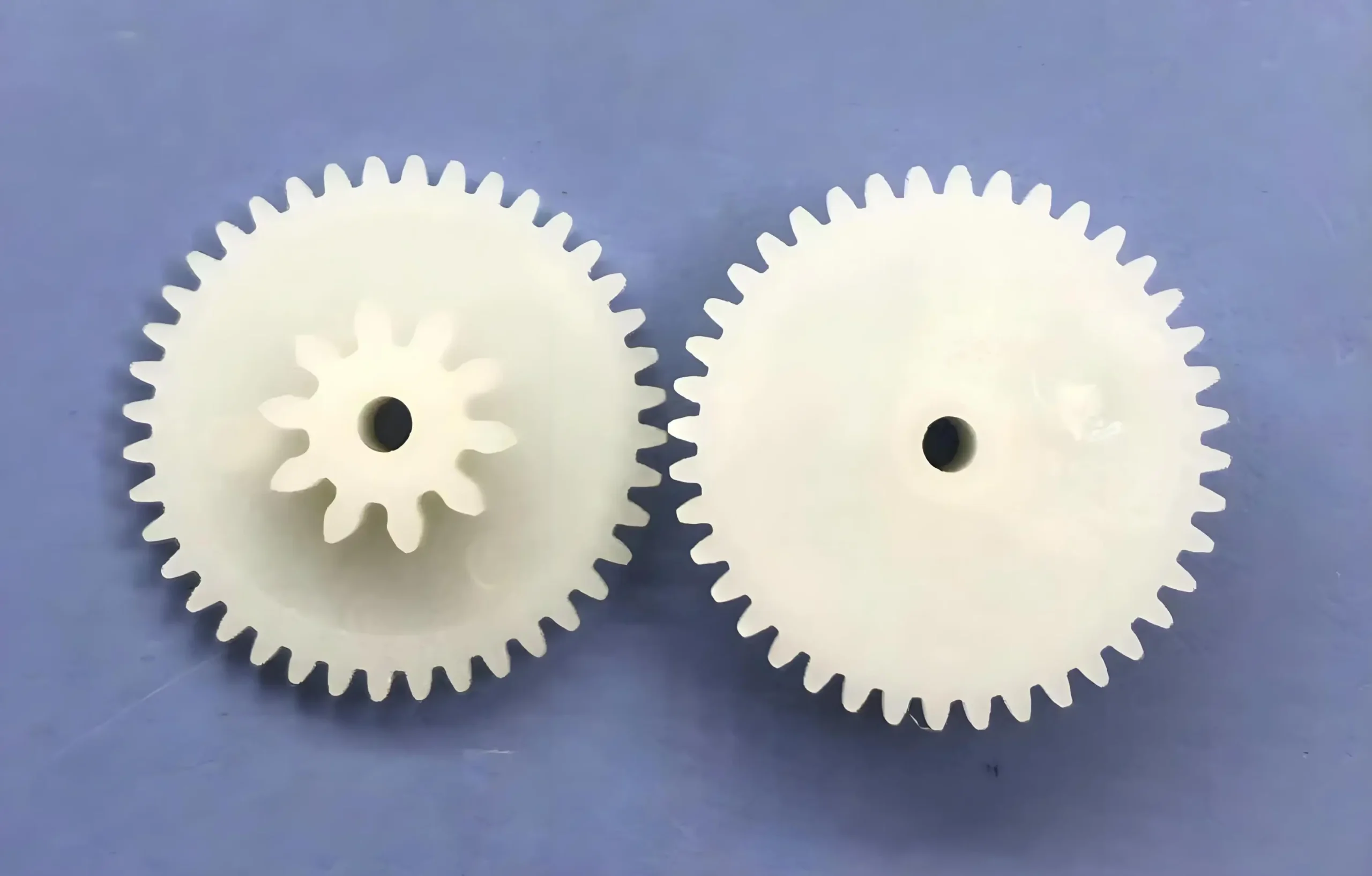
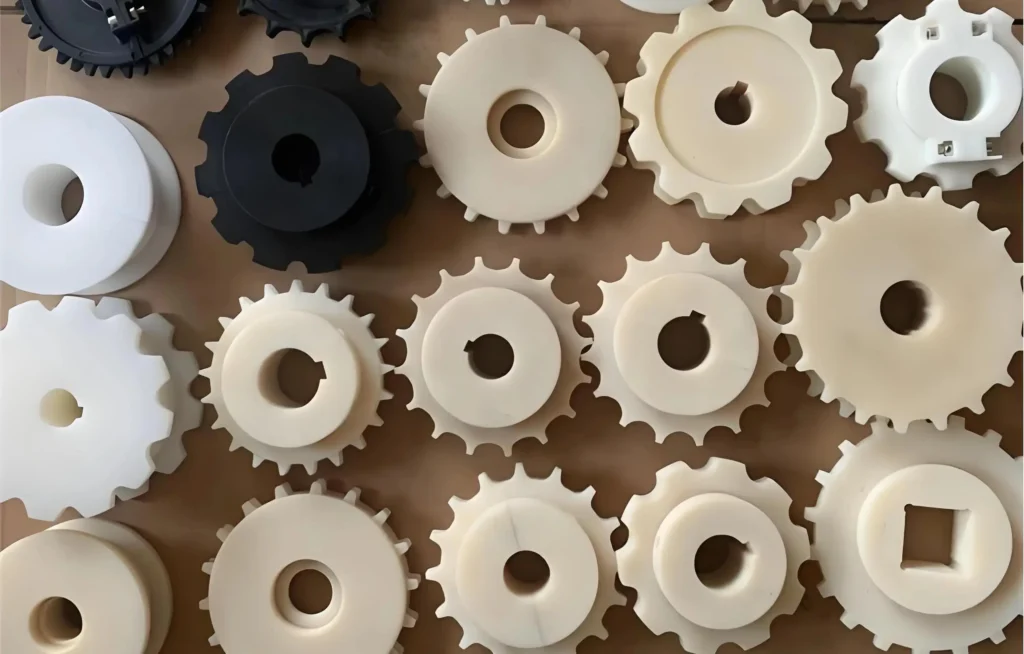
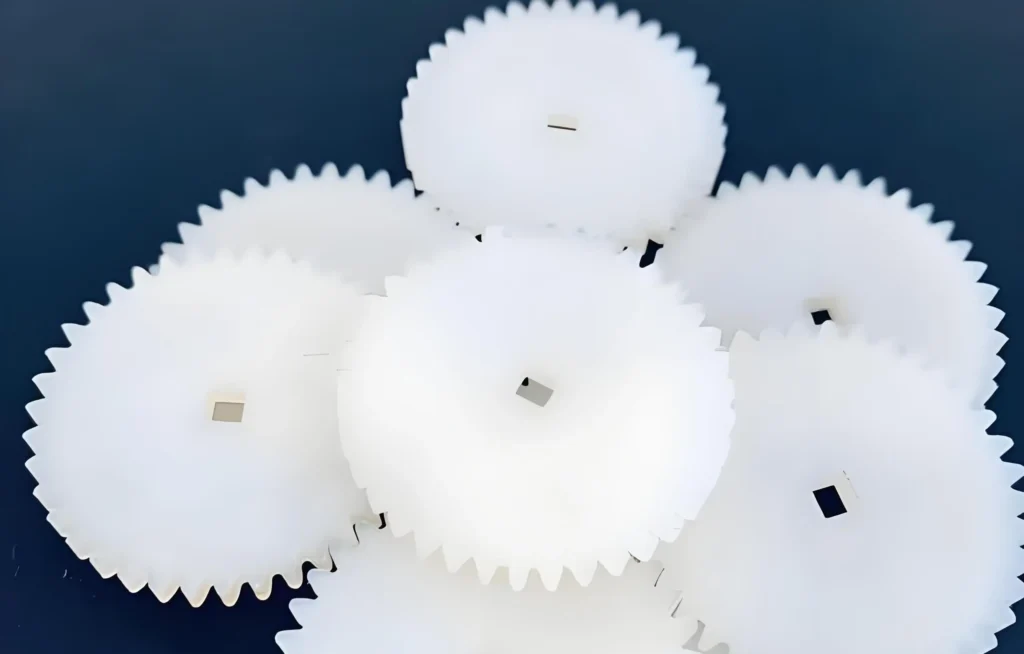
Подшипники и шестерни:
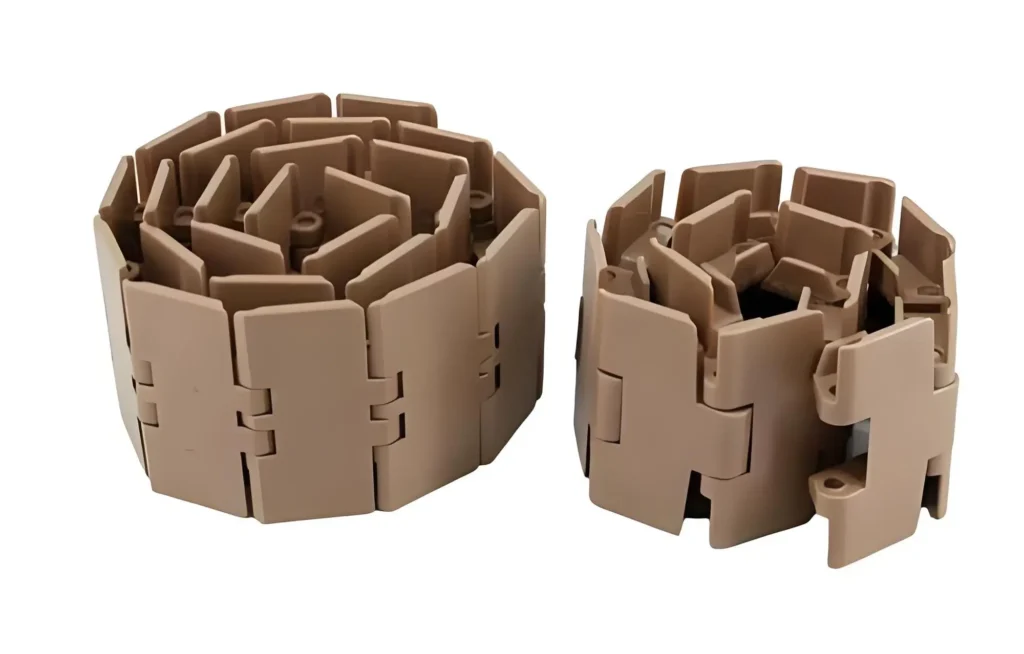
Подшипники и шестерни, изготовленные методом литья под давлением из полиамида, используются в механическом оборудовании, рассчитанном на небольшие нагрузки. Их самосмазывающиеся свойства снижают трение и износ, повышая эффективность и срок службы такого оборудования, как конвейерные системы.

Промышленные контейнеры и фитинги:
PA используется для производства резервуаров, труб и фитингов для химических заводов. Благодаря своей химической стойкости эти емкости могут безопасно хранить различные химические вещества, не разрушаясь.

ПА используется для производства хирургических инструментов, протезов и корпусов для медицинских приборов. Его биосовместимость и стерилизуемость отвечают строгим требованиям медицинского применения, что делает его пригодным для изготовления высокоточных и гигиеничных устройств.

В аэрокосмической промышленности полиамид используется для изготовления таких деталей, как структурные панели и внутренняя фурнитура. Высокое соотношение прочности и веса, а также долговечность делают его идеальным для использования в сложных условиях аэрокосмической отрасли.

Крупный план разноцветных пластиковых строительных блоков различных цветов, включая фиолетовый, синий, зеленый и желтый, сложенных вместе.
Ключевые выводы – Выбор материала и оптимизация толщины стенки являются основными факторами снижения стоимости деталей. – Инвестиции в более качественную оснастку (Класс 101/102) могут снизить долгосрочные удельные затраты за счет

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Ключевые выводы – Точность пресс-формы определяется на каждом этапе: проектирование детали, проектирование пресс-формы, выбор стали, механическая обработка, сборка и контроль процесса – слабость на любом этапе ограничивает общую точность. – Правильно

Что такое высокоскоростная машина для литья под давлением?
Ключевые выводы – Высокоскоростная машина для литья под давлением определяется скоростью впрыска от 300 до 600 мм/с и скоростью смыкания свыше 500 мм/с, в отличие от стандартных машин со скоростью 100–200 мм/с, что позволяет сократить цикл

