 Перейти к содержанию
Перейти к содержанию 

Введение: Противодавление, также известное как давление пластификации, - это сила, используемая для поддержания постоянного давления впрыска в процессе литья под давлением. В основном оно возникает, когда расплавленный материал непрерывно поступает в ствол.
Давление в литьё под давлением создаваемая сила толкает скорость винта назад. Противодавление - это сила реакции на обратное движение шнека. Оно может замедлить обратную скорость шнека, чтобы обеспечить равномерное впрыскивание расплавленного материала в ствол и его полное заполнение.
Правильная регулировка и использование противодавления может сделать температуру расплава равномерной, уплотнить расплавленный материал и произвести более качественные пластиковые изделия. Как отрегулировать противодавление термопластавтомата, какой вид противодавления подходит, Zeatr Mold injection mold ответит вам один за другим.
Как образуется противодавление?
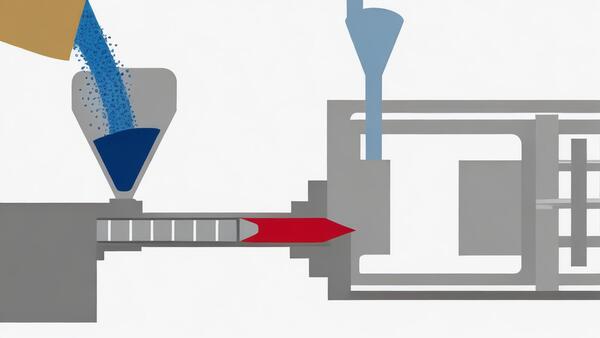
Когда расплавленный пластик пластифицируется, расплавленный материал продолжает двигаться к переднему концу ствола (внутри дозирующей камеры) и постепенно создает давление, которое толкает шнек назад.

Чтобы предотвратить слишком быстрое отступление шнека и обеспечить равномерное уплотнение расплавленного материала, необходимо создать обратное давление на шнек. Это обратное давление, которое останавливает движение шнека назад, называется противодавлением.
Обратное давление также называют давлением пластификации. Вы контролируете его с помощью регулировки дроссельного клапана возврата масла в цилиндр впрыска.

Клапан обратного давления установлен в задней части цилиндра впрыска шнека предварительной пластификации термопластавтомата для регулировки скорости слива масла из цилиндра впрыска при обратном вращении шнека, так что давление в цилиндре удерживается; скорость (сопротивление) шнека при обратном вращении полного двигателя контролируется сервоклапаном переменного тока.
Где находится позиция регулировки противодавления?
Клапан обратного давления термопластавтомата обычно расположен рядом с клапаном расплава. Клапан обратного давления также устанавливается в задней части цилиндра впрыска шнекового термопластавтомата с предварительной пластификацией. Противодавление регулируется с помощью дроссельного клапана возврата масла в цилиндр впрыска.

Какие проблемы возникнут при слишком низком противодавлении?
Если противодавление слишком мало, шнек оттягивается назад слишком быстро, плотность расплавленного материала, поступающего в переднюю часть ствола, мала (относительно рыхлая), и в нем задерживается больше воздуха.
Это приведет к плохому качеству пластификации, нестабильному объему впрыска, большим изменениям в весе и размере продукта.

Поверхность изделия будет иметь усадку, газовые цветы, холодные линии материала, неравномерный блеск и другие неприятные явления. Изделие склонно к образованию пузырей, а периферия и кость изделия склонны к недостаточному количеству клея. Температура расплава низкая, вязкость высокая, а текучесть расплава плохая.
Какие проблемы возникнут, если обратное давление будет слишком высоким?
Давление расплава на переднем конце бочки слишком высокое, температура материала высокая, а вязкость снижается. Обратный поток расплава в канавке шнека и поток утечки между бочкой и шнеком увеличиваются, что снижает эффективность пластификации (количество материала, пластифицированного за единицу времени).

Для пластиков, которые не любят тепла (например, ПВХ, ПОМ и т.д.) или красителей, температура расплава повышается, время нагрева в бочке увеличивается, и он начинает разрушаться от тепла, или краситель начинает менять цвет, и цвет/блеск поверхности изделия начинает выглядеть плохо.
Если противодавление слишком велико, шнек будет отходить медленно, а время предварительного возврата пластика будет долгим, что увеличит время цикла и снизит эффективность производства.

Если противодавление слишком велико, давление расплава будет высоким, и после впрыска из сопла потечет слюна. При следующем впрыске холодный материал в канале потока литника заблокирует литник или в изделии появятся пятна холодного материала.
При формовке пива в форсунке часто происходит утечка клея из-за чрезмерного противодавления, что приводит к расходу сырья и перегоранию нагревательного кольца рядом с форсункой.

Увеличивается механический износ механизма предварительного формования и ствола шнека.
Какие существуют методы регулировки противодавления?
При производстве термопластавтомата величина регулировки противодавления не является фиксированной, обычно она составляет 3-15 кг/см. Помимо характера сырья и качества конструкции изделия, регулировка противодавления должна осуществляться на протяжении всего производственного процесса.

В процессе производства, если из сопла течет клей, появляются капли, расплав чрезмерно разлагается, продукт меняет цвет, а возврат материала происходит слишком медленно, следует соответствующим образом уменьшить противодавление.
Если вы видите небольшие газовые цветы, смешение цветов, усадку и большие изменения в размере и весе продукта на поверхности изделия, вам следует увеличить противодавление. Таким образом, вам нужно отрегулировать противодавление в соответствии с состоянием производства и собственным производственным опытом. Вот как отрегулировать литьё под давлением противодавление.
Установка минимального значения противодавления
Прежде чем приступить к регулировке противодавления, отрегулируйте противодавление до минимального значения. Отрегулируйте противодавление термопластавтомата до минимального значения и откройте пресс-форму для впрыска. Если изделие не имеет явных дефектов, это означает, что минимального противодавления достаточно.
Постепенно увеличивайте противодавление
Продолжайте увеличивать противодавление, начиная с минимального, и количество впрыскиваемых изделий будет постоянно расти. Обращайте внимание на наличие дефектов, таких как вмятины и заусенцы на поверхности изделия, и регулируйте противодавление до тех пор, пока поверхность изделия не станет гладкой и безупречной.

Испытание производительности продукта
После того как вы закончите регулировку противодавления, вам нужно будет протестировать характеристики создаваемого изделия. Вам нужно проверить такие показатели, как прочность на разрыв, износостойкость, устойчивость к давлению и так далее. Если изделие работает так, как вы хотите, вы закончили регулировку противодавления.
Изменение значения настройки противодавления
При регулировке противодавления начните с низкого значения и постепенно увеличивайте его. Наблюдайте за изменением качества продукта после каждой регулировки, пока оно не достигнет оптимального состояния. При регулировке противодавления не изменяйте его слишком сильно за один раз, чтобы не ухудшить качество продукта.

При литье под давлением нам необходимо наблюдать за изменениями величины противодавления в реальном времени, чтобы своевременно корректировать его. В нормальных условиях величина противодавления должна быть немного ниже заданного значения, чтобы соблюдался принцип вытяжки. Если значение противодавления слишком велико, это может привести к образованию морщин, повреждений и других дефектов на поверхности детали.
Когда вы изготавливаете вещи, вам приходится постоянно регулировать противодавление, потому что температура пластика, температура формы и температура в помещении постоянно меняются. Прежде чем приступить к изготовлению изделий, вам следует составить график, который подскажет, какое противодавление лучше всего подходит для каждой вещи, которую вы собираетесь изготовить. Тогда вы сможете посмотреть на график и понять, какое противодавление нужно установить.

Сначала необходимо найти соответствующий интерфейс настройки управления противодавлением на человеко-машинном интерфейсе термопластавтомата, а затем настроить его. При настройке следует сначала понять, какая величина противодавления вам необходима, а затем всесторонне рассмотреть ее, исходя из формы детали и характеристик материала.
Регулировка скорости срабатывания машины для литья под давлением
Еще один важный шаг - настройка скорости срабатывания. При изменении настройки противодавления машина будет работать с некоторой задержкой, что напрямую влияет на стабильность и точность противодавления. Поэтому нам нужно уменьшить эту задержку, отрегулировав скорость реакции системы управления.

Регулировка противодавления в соответствии с литьевой деталью
Регулируйте противодавление в зависимости от дефектов изделия: Если на изделии имеются такие дефекты, как заусенцы, поры, коробление и недостаточная шероховатость поверхности, их можно устранить путем регулировки противодавления. Как правило, увеличение величины противодавления позволяет устранить поверхностные дефекты, а уменьшение величины противодавления - внутренние дефекты.
Регулируйте величину противодавления в соответствии со свойствами и требованиями к литьевому изделию: Вообще говоря, чем больше противодавление термопластавтомата, тем выше качество литьевого изделия.

Но чрезмерное противодавление приведет к снижению эффективности производства и нерациональному использованию сырья. Поэтому необходимо отрегулировать величину противодавления в соответствии с конкретной ситуацией с изделием, изготовленным методом литья под давлением.
Регулировка противодавления машины для литья под давлением
Чем выше противодавление термопластавтомата, тем выше противодавление. Таким образом, регулируя противодавление термопластавтомата, вы можете регулировать противодавление термопластавтомата.

Измените скорость противодавления термопластавтомата. Чем выше скорость противодавления термопластавтомата, тем выше противодавление. Таким образом, изменяя скорость противодавления термопластавтомата, вы можете регулировать противодавление термопластавтомата.
Определите размер обратного давления в соответствии с пластиком
Выбирайте величину противодавления в зависимости от типа пластика: Разные пластики имеют разные требования к противодавлению. Как правило, пластики с низкой температурой плавления требуют меньшего противодавления, а пластики с высокой температурой плавления - большего противодавления.

Таким образом, вам нужно отрегулировать противодавление в зависимости от конкретного типа пластика, который вы используете при литье под давлением.
Вот как определить, какое противодавление нужно использовать в зависимости от типа и цвета используемого пластика: Для разных типов и цветов пластика требуются разные настройки противодавления.

Если вы не установите правильное значение противодавления, это приведет к усадке, короблению и другим проблемам в вашей детали. Как правило, прозрачные или глянцевые материалы имеют более высокие значения противодавления, в то время как непрозрачные или матовые материалы требуют более низких значений противодавления.
Регулировка температуры пресс-формы
Температура пресс-формы является одним из важных факторов, влияющих на величину противодавления. При регулировке противодавления можно сначала отрегулировать температуру пресс-формы, а затем внести соответствующие изменения в зависимости от влияния отрегулированного противодавления.

Настройка давления в машине для литья под давлением
Настройка давления в термопластавтомате также влияет на величину противодавления. Как правило, при более высокой настройке давления требуется более высокое противодавление, а при более низкой - более низкое.

При регулировке противодавления можно сначала отрегулировать настройку давления на литьё под давлением машины соответствующим образом, а затем внести соответствующие изменения на основе эффекта отрегулированного противодавления. Кроме того, настройки давления при литье под давлением обычно начинаются с узла впрыска и настроек давления.
Каковы преимущества правильной регулировки противодавления?
Он может сжимать расплавленный материал в бочке, увеличивать плотность и улучшать стабильность объема впрыска, веса и размера продукта.

Он может "выдавить" газ в расплавленном материале, уменьшить газовые цветы и внутренние пузырьки на поверхности продукта, а также улучшить равномерность блеска. Замедлите скорость отхода шнека, чтобы полностью пластифицировать расплавленный материал в бочке, увеличить однородность смешивания цветного порошка, маточной смеси и расплавленного материала и избежать явления "смешанного цвета" в продукте.
Замедлите скорость отхода шнека, чтобы полностью пластифицировать расплавленный материал в бочке, повысить однородность смешивания цветного порошка, маточной смеси и расплавленного материала и избежать явления "смешанного цвета" в продукте.

Правильное увеличение противодавления может улучшить усадку поверхности изделия и поток клея вокруг изделия.
Он позволяет повысить температуру расплавленного материала, улучшить качество пластификации расплавленного материала, улучшить текучесть расплавленного материала при заполнении формы, а на поверхности изделия не остается следов холодного клея.

Хорошо удаляет газ в бочке и уменьшает газовые цветы и пузырьки на поверхности продукта; замедляет скорость отхода шнека, чтобы полностью пластифицировать расплавленный материал в бочке;
Правильно увеличивайте противодавление для улучшения усадки поверхности изделия (применимо к пресс-формам и изделиям без последовательных клапанных затворов).

Он может нагреть расплав, сделать его более плавким и заставить его лучше течь, когда он попадает в форму.
Заключение
Одним словом, правильная регулировка противодавления термопластавтоматов может повысить качество литья под давлением и эффективность производства, снизить количество брака и себестоимость продукции.

Поэтому во время литьё под давлением В процессе производства нам необходимо приспособиться к конкретной ситуации и найти оптимальный метод регулировки противодавления для достижения наилучшего эффекта литья под давлением.







