 Перейти к содержанию
Перейти к содержанию 

Введение: Литье под давлением - это процесс, используемый для изготовления множества пластиковых деталей. При этом расплавленный пластик заливается в форму, где он остывает и затвердевает, придавая нужную форму. С помощью литья под давлением изготавливают детали для автомобилей, электроники, покупных вещей и медицинских изделий, поскольку с его помощью можно сделать много деталей нужного размера. В этой статье рассказывается об этапах литья под давлением и о том, почему оно нравится людям.

Проектирование и создание пресс-форм
Подготовка к проектированию
Ознакомьтесь с пластиковой деталью, включая ее геометрическую форму, требования к использованию пластиковой детали, сырье для пластиковой детали, проверьте процесс формования пластиковой детали, уточните модель и технические характеристики машины для литья под давлением.

Создание карты процесса формовки
Краткая информация об изделии, например, чертеж, вес, толщина стенок, проекционная площадь, габаритные размеры, наличие вырезов и вставок. Краткие сведения о пластике, использованном в изделии, например, название изделия, модель, производитель, цвет и условия сушки.

Основные технические параметры выбранной машины для литья под давлением, например, соответствующие размеры между машиной для литья под давлением и монтажной формой, тип шнека и мощность. Давление и ход литьевой машины. Литье под давлением условия, такие как температура, давление, скорость, сила зажима и т.д.

Этапы разработки структуры литьевой формы
Определите количество полостей . с учетом таких факторов, как максимальный объем впрыска, усилие зажима, требования к точности изделия и экономическая эффективность. Выберите поверхность раздела. Конструкция пресс-формы должна быть простой, легко разделяться и не влиять на внешний вид и использование пластиковых деталей. Определите расположение полости пресс-формы и постарайтесь добиться сбалансированного расположения. Определите систему заливки, включая основные каналы, бегунки, затворы, отверстия для холодного слива и т. д.

Определите метод распалубки Разработайте различные методы распалубки для разных частей пресс-формы, где остаются пластиковые детали. Определите структуру системы контроля температуры. Система контроля температуры в основном определяется типом пластика. При решении вопроса о том, должна ли пресс-форма или стержень использовать вставную конструкцию, учитывайте пропорциональное деление вставок и их одновременную установку, а также удобство работы, способы установки и крепления.

Определите метод вытяжки. Как правило, вытяжка может осуществляться через поверхность разъема пресс-формы и зазор между механизмом выталкивания и пресс-формой. Для крупных и высокоскоростных пресс-форм для литья под давлением необходимо разработать соответствующий метод вытяжки.

Сначала необходимо определить основные размеры литьевой формы. Затем с помощью формул можно рассчитать рабочие размеры литьевых деталей. После этого можно определить толщину боковой стенки полости пресс-формы, толщину дна полости, стержневой прокладки, подвижного шаблона и плиты модульной полости. Также необходимо определить толщину и высоту закрытия литьевой формы.

Исходя из основных размеров пресс-формы для литья под давлением, которые вы спроектировали и рассчитали, вы можете выбрать стандартную основу для пресс-формы. Старайтесь выбирать стандартные детали пресс-формы. Нарисовать структурный эскиз пресс-формы, нарисовать полный структурный эскиз пресс-формы для литья под давлением и нарисовать структурную схему пресс-формы - все это очень важные задачи при проектировании пресс-формы.

Проверьте соответствующие размеры пресс-формы и инжекционной машины. Проверьте параметры используемой литьевой машины: максимальный объем впрыска, давление впрыска, усилие смыкания, размер крепежной части пресс-формы, ход открытия пресс-формы и механизм выталкивания. При рассмотрении структурного проекта литьевой формы проводится предварительное рассмотрение и получение согласия пользователя. В то же время необходимо подтвердить и изменить требования пользователя.

Создание сборочного чертежа пресс-формы. Покажите, как детали сочетаются друг с другом, какого размера они должны быть, какие у них номера, какие графики, какие у них названия, а также технические требования к каждой части пресс-формы (технические требования - это то, как должна работать пресс-форма, как должна работать система выталкивания, как должна работать система вытягивания стержня.

как форма должна быть собрана вместе, например, сколько места между двумя половинами формы, насколько параллельны две половины формы; как форма должна использоваться; как форма должна быть защищена от ржавчины, как форма должна быть пронумерована, как форма должна быть выгравирована, как форма должна быть запечатана маслом, как форма должна храниться;Требования к форме и инспекции.

Чертежи деталей пресс-формы. Порядок выполнения чертежей деталей по сборочным чертежам пресс-формы или чертежам компонентов следующий: сначала внутренние, затем внешние, сначала сложные, затем простые, сначала формообразующие, затем конструктивные детали. Рассмотрите чертежи конструкции. Окончательный пересмотр конструкции литьевой формы - это окончательная проверка конструкции литьевой формы. Уделяйте больше внимания технологическим характеристикам деталей.

Подготовка материалов
Материалы для литья под давлением в основном включают: полистирол (PS). Обычно известный как твердый клей, это бесцветный, прозрачный, блестящий гранулированный полистирол со следующими свойствами: хорошие оптические свойства, отличные электрические свойства, простота формования и обработки, а также хорошие красящие свойства.

Полипропилен (PP)
Это бесцветный, прозрачный или глянцевый гранулированный материал, называемый ПП, широко известный как мягкий клей 100%, и представляющий собой кристаллический пластик. Свойства полипропилена следующие: хорошая текучесть, отличная формовочная производительность, отличная термостойкость, можно кипятить и стерилизовать при 100 градусах Цельсия, высокий предел текучести; хорошие электрические свойства.

Нейлон (PA)
Нейлон (PA) - это инженерный пластик, изготовленный из полиамидной смолы, называемой PA. Существует PA6 PA66 PA610 PA1010 и т.д. Нейлон обладает высокой кристалличностью, высокой механической прочностью, хорошей вязкостью, высокой прочностью на растяжение, прочностью на сжатие, отличной усталостной прочностью, износостойкостью, коррозионной стойкостью, термостойкостью, нетоксичностью и отличными электрическими свойствами.

Полиоксиметилен (POM)
Полиоксиметилен (POM), также известный как Delrin, является инженерным пластиком. POM имеет высококристаллическую структуру, отличные механические свойства, высокий модуль упругости, высокую жесткость и поверхностную твердость, и известен как "заменитель металла". Он обладает низким коэффициентом трения, хорошей износостойкостью и самосмазывающимися свойствами, уступая только нейлону, но дешевле нейлона.

Хорошо противостоит растворителям, особенно органическим, но не устойчив к сильным кислотам, щелочам и окислителям. Обладает хорошей стабильностью размеров и позволяет изготавливать прецизионные детали. Формовочная усадка велика, термическая стабильность плохая, легко разлагается при нагревании.
Акрил-бутадиен-стирол (ABS)
ABS-пластик - это вид высокопрочного модифицированного полистирола, состоящего из трех соединений: бутадиена и стирола в определенном соотношении. Он имеет светлый цвет слоновой кости, непрозрачен, нетоксичен и безвкусен. Он обладает высокой механической прочностью, сильной ударопрочностью, хорошим сопротивлением ползучести, а также такими характеристиками, как твердость, прочность и жесткость. Поверхность пластиковых деталей ABS может быть гальваническим покрытием и смешиваться с другими пластиками и резиной для улучшения свойств, таких как (ABS + PC)

Поликарбонат (PC)
Пуленепробиваемое стекло - это нетоксичный, безвкусный, прозрачный материал без запаха, легко воспламеняющийся, но способный самозатухать при удалении огня. Он обладает особой прочностью и твердостью. Среди всех термопластичных материалов он обладает хорошей ударной прочностью, отличным сопротивлением ползучести, хорошей стабильностью размеров, высокой точностью формовки; хорошей термостойкостью (120 градусов).

PC+ABS сплав (PC+ABS)
Он сочетает в себе преимущества ПК (инженерного пластика) и АБС (общего пластика) и улучшает характеристики обоих. Содержит химические компоненты ABS и PC, при этом ABS обладает хорошей текучестью и производительностью при формовке, а PC - ударопрочностью и устойчивостью к холоду и тепловому циклу. . Поверхность может быть покрыта маслом, гальваническим покрытием или металлическим напылением.

Инъекция
Этапы литья под давлением
Добавление материалов
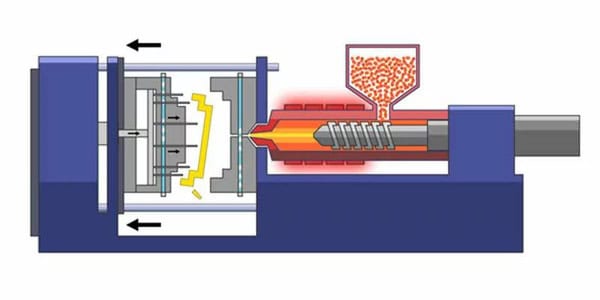
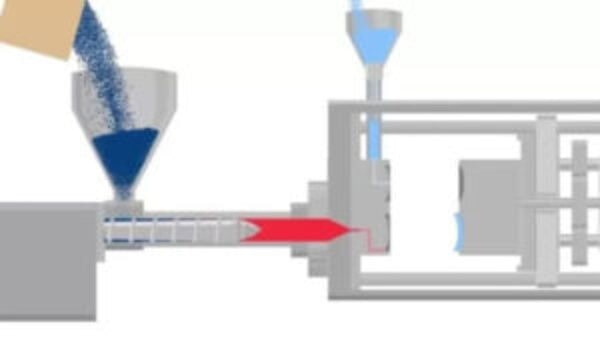
Прежде чем начать обработку на инжекционной машине, необходимо поместить сырые пластиковые гранулы в бункер инжекционной машины. Затем необходимо установить температуру инжекционной машины в соответствии с требованиями к продукту. После этого необходимо предварительно нагреть и расплавить пластиковые гранулы, чтобы превратить их в текучий пластиковый расплав.
Сборка и фиксация пресс-формы
Форма для литья закрепляется в камере или на столе инжекционной машины, а размер, структура и т.д. формы регулируются с помощью различных систем позиционирования.

Закройте форму
После регулировки формы запустите устройство закрытия литьевой машины, чтобы закрыть форму. При закрытии пресс-формы будьте осторожны и не ударяйте по поверхности пресс-формы, чтобы не повредить ее.

Процесс литья под давлением
Запустите систему пластификации инжекционной машины, и шнек в инжекционной машине начнет вращаться, транспортируя расплавленный пластик к инжекционному соплу; затем запустите систему впрыска инжекционной машины и впрысните расплав в полость пресс-формы; во время литья под давлением Во время процесса такие параметры, как объем и скорость впрыска, устанавливаются в зависимости от структуры, толщины и других требований к изделию. После завершения впрыска выключите машину. литьё под давлением и подождите, пока пластик остынет.

Вскрытие пресс-формы и удаление материала
После определенного периода охлаждения расплав пластмассы на поверхности формы постепенно застывает, превращаясь в твердое пластиковое изделие. В это время включается устройство открытия пресс-формы инжекционной машины, чтобы отделить пресс-форму, и запускается система распалубки для извлечения изделия из полости пресс-формы. Этот процесс требует определенных навыков и опыта в зависимости от неровной поверхности изделия.

Охлаждение и затвердевание
В пресс-формах для литья под давлением очень важна конструкция системы охлаждения. Это связано с тем, что только при охлаждении и затвердевании до определенной жесткости можно предотвратить деформацию пластмассовых изделий под воздействием внешних сил после распалубки.

Поскольку время охлаждения составляет примерно 70% - 80% от всего цикла формования, хорошо спроектированная система охлаждения может значительно сократить время формования, улучшить литьё под давлением Производительность и снижение затрат. Неправильно спроектированная система охлаждения удлиняет время формовки и увеличивает затраты; неравномерное охлаждение приводит к короблению и деформации пластиковых изделий.

Согласно результатам экспериментов, тепло, поступающее в форму из расплава, обычно рассеивается двумя способами. Пять процентов тепла передается в атмосферу посредством излучения и конвекции, а остальные 95 процентов - от расплава к форме.

Благодаря наличию в пресс-форме труб с охлаждающей водой тепло передается от пластика в полости пресс-формы к трубам с охлаждающей водой через каркас пресс-формы путем кондукции, а затем уносится охлаждающей жидкостью путем конвекции. Небольшое количество тепла, которое не уносится охлаждающей водой, продолжает удерживаться в пресс-форме, а затем уходит в воздух после контакта с внешним миром.

Процесс литья под давлением состоит из нескольких этапов: закрытие формы, заполнение, упаковка, охлаждение и выталкивание. Охлаждение занимает наибольшее время, обычно от 70% до 80% от общего времени цикла. Таким образом, время охлаждения влияет на продолжительность цикла и количество производимых деталей. Во время выталкивания деталь должна быть охлаждена ниже температуры теплового прогиба, чтобы предотвратить ее коробление или деформацию при извлечении из формы.

Выброс и последующая обработка
Литье под давлением - это распространенный производственный процесс, при котором расплавленный пластик впрыскивается в форму, а затем охлаждается и становится твердым. Но из-за некоторых проблем в процессе производства литых под давлением деталей, таких как пузыри, деформация и т. д., вам необходимо провести некоторую постобработку, чтобы сделать их лучше. Ниже мы представим некоторые распространенные решения по постобработке для улучшения литых под давлением деталей.

Проблема пузырей в деталях, изготовленных методом литья под давлением
Чтобы решить проблему пузырей в деталях, изготовленных методом литья под давлением, можно сделать следующее. Во-первых, убедитесь, что пресс-форма имеет хорошую вентиляцию, чтобы пластик мог выпускать газ при впрыске. Во-вторых, отрегулируйте температуру и давление впрыска, чтобы пластик не нагревался слишком сильно и не находился под давлением, что приведет к уменьшению количества пузырьков. Наконец, распылите на поверхность литьевой детали антипузырьковое средство, чтобы газ не попадал в пластик.

Проблема деформации литых деталей ComInjection
Чтобы решить проблему коробления деталей, изготовленных методом литья под давлением, можно сделать следующее. Во-первых, можно увеличить толщину литьевой детали, чтобы сделать ее более жесткой и уменьшить вероятность коробления. Во-вторых, можно оптимизировать скорость и давление впрыска, чтобы избежать коробления, вызванного слишком быстрым или слишком медленным впрыском. В-третьих, в конструкцию литьевой детали можно добавить несколько опорных конструкций, чтобы сделать ее более устойчивой.

В-четвертых, вы можете улучшить процесс последующей обработки, изменив материал, из которого изготовлена деталь для литья под давлением. Например, можно выбрать материал с меньшим коэффициентом усадки, чтобы уменьшить усадку детали при охлаждении. Вы также можете выбрать материал с лучшими текучими свойствами, чтобы уменьшить вероятность образования пузырей и коробления. Выбор правильного материала также может улучшить прочность и внешний вид деталей, изготовленных методом литья под давлением.

В дополнение к вышеперечисленным планам по улучшению процессов мы также должны усилить контроль качества процессов после обработки. Например, мы должны обеспечить равномерное охлаждение литых под давлением деталей в процессе охлаждения, чтобы избежать деформации, вызванной неравномерной усадкой. Кроме того, мы должны полностью проверять и тестировать литые детали чтобы убедиться, что их качество соответствует требованиям.

Итак, подведем итог: если вы хотите делать лучшие литьевые детали, вам нужно делать лучшие детали после литья. Для этого нужно убедиться, что пресс-форма имеет хорошие вентиляционные отверстия, отрегулировать температуру и давление впрыска, сделать детали толще и использовать правильные материалы. Если вы сделаете все это, то сможете избавиться от пузырьков и деформации. Также необходимо проверять детали, чтобы убедиться в их качестве. Если вы сделаете все это, то сможете изготавливать более качественные детали и делать их быстрее, а также порадуете своих клиентов.

Преимущества литья под давлением
Литье под давлением позволяет создавать сложные детали
Литье под давлением отлично подходит для изготовления сложных деталей, большого количества одинаковых деталей, а также для изготовления одинаковых и очень хороших деталей. Чтобы сделать много одинаковых и действительно качественных деталей, необходимо продумать некоторые важные моменты при проектировании детали.

Вы должны спроектировать свою деталь так, чтобы она хорошо сочеталась со способом литья под давлением. Если вы правильно спроектируете деталь, то сможете сделать множество одинаковых деталей, которые будут действительно хороши, и вы сможете сделать их настолько сложными, насколько захотите.

Литье под давлением позволяет повысить эффективность и скорость производства
Существует множество веских причин, по которым это наиболее распространенная и эффективная форма литья. Во-первых, по сравнению с другими методами, процесс литья под давлением происходит быстрее, а высокая производительность делает его более эффективным.

Скорость зависит от сложности и размера пресс-формы, но между каждым циклом литья проходит всего 15-120 секунд. Поскольку время между циклами меньше, вы можете изготовить больше деталей литьем под давлением за определенное время производства.

Литье под давлением прочнее
С годами пластмассы стали намного прочнее и долговечнее. Современные легкие термопласты могут выдерживать даже самые жесткие условия эксплуатации не хуже, а то и лучше, чем металлические детали. Кроме того, существует более 25 000 инженерных материалов, которые можно выбрать для сложных работ по литью под давлением. Вы также можете создавать высокоэффективные пластиковые смеси и гибриды для удовлетворения специфических требований и свойств деталей, например, высокой прочности на разрыв.

Применение литья под давлением
Продукты питания и напитки
Литье под давлением - отличный способ изготовления деталей из различных материалов. Это важно для таких отраслей, как производство продуктов питания и напитков, где необходимо соблюдать множество правил, касающихся безопасности пищевых контейнеров. Литье под давлением позволяет использовать пластики, которые безопасны при контакте с пищей и не содержат вредных химических веществ. Кроме того, они могут выдерживать горячие и холодные температуры. А поскольку литье под давлением не требует больших затрат, оно идеально подходит для изготовления таких вещей, как контейнеры для еды, крышки для напитков, фильтры и многое другое.

Строительные детали
Еще одна отрасль, в которой используется технология литья под давлением, - это строительная индустрия, где нестандартные, сложные пластиковые детали играют большую роль в строительстве домов и сооружений. Эти детали часто должны быть очень хорошими и точно подходить по размеру. Например, при изготовлении пластиковых деталей для дверей и окон они должны быть идеальными, а также прочными и обладать особыми свойствами, способными противостоять погодным условиям. Сегодня литье под давлением используется даже для изготовления деталей, которые могут заменить металлические, при этом они работают лучше и стоят дешевле.

Наркотики
Благодаря литьё под давлениемМедицинские компании получают возможность производить важные инструменты и детали дешевле, что помогает сделать здравоохранение более доступным для людей во всем мире. Многие неотъемлемые медицинские устройства, такие как сердечные насосы, различные мониторы и целый ряд медицинских приборов, зависят от точности литья под давлением, что делает эту технологию незаменимой в данной области.

Заключение
Литье под давлением - это универсальный процесс, который поддерживает различные материалы и виды отделки, что делает его популярным выбором для бесчисленных отраслей промышленности с совершенно разными целями и требованиями.

Технология широко используется в таких отраслях, как аэрокосмическая, медицинская и автомобильная, где с помощью передовых методов, таких как овермолдинг и вставное литье, можно изготавливать самые сложные детали с безупречной точностью.








