 Перейти к содержанию
Перейти к содержанию 

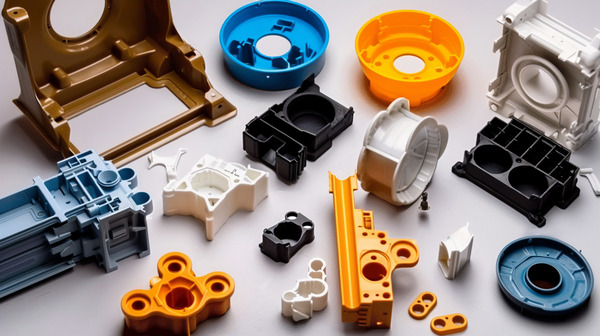
Введение: Пластмассовые изделия используются в самых разных отраслях промышленности - от бытовой техники до медицинских приборов, деталей автомобилей и многого другого. Таким образом, литье под давлением - это производственный процесс, который используется в самых разных отраслях. Если вы хотите узнать, что такое литье под давлением, то вы попали по адресу.

В этой статье мы расскажем об условиях для литья под давлением, этапах процесса литья под давлением, плюсах и минусах литья под давлением. литьё под давлением. И мы поговорим о том, для чего используется литье под давлением.
Что такое литье под давлением?
Литье под давлением - это способ изготовления изделий. Это процесс, при котором расплавленный материал впрыскивается в форму, затем остывает и приобретает форму формы. Затем вы вынимаете его из формы. Вы можете использовать литье под давлением для изготовления одной вещи, но обычно вы используете его для изготовления множества одинаковых вещей. Материал, который используется для литья под давлением, - это, как правило, пластик или резина.

Литье под давлением используется во многих отраслях промышленности для производства электрических компонентов, автомобильных деталей, потребительских пластмасс, деталей мебели и многого другого. Оно популярно, потому что быстро и качественно.
Каковы параметры процесса литья под давлением?
Давление впрыска
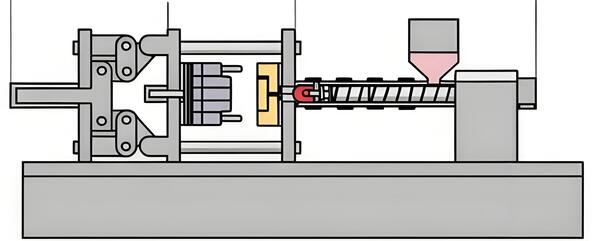
Гидравлическая система системы литья под давлением обеспечивает давление впрыска. Давление гидроцилиндра передается на расплав пластмассы через шнек электрических термопластавтоматов.

Под давлением расплав пластмассы поступает в вертикальный проточный канал (также основной проточный канал для некоторых пресс-форм), основной проточный канал, ответвление проточного канала пресс-формы через сопло термопластавтомата и попадает в полость пресс-формы через затвор.
Этот процесс - процесс литья под давлением, или процесс заполнения. Давление существует для того, чтобы преодолеть сопротивление в процессе течения расплава, или, наоборот, сопротивление в процессе течения должно быть компенсировано давлением термопластавтомата для обеспечения плавного процесса заполнения.

При литье под давлением давление в сопле термопластавтомата самое высокое, поскольку на протяжении всего процесса приходится преодолевать сопротивление потока расплава.
Затем давление постепенно снижается по длине потока до переднего конца волнового фронта расплава. Если вытяжка внутри полости формы хорошая, конечное давление на переднем конце расплава равно атмосферному.

Существует множество факторов, влияющих на давление заполнения расплава. Их можно разделить на три категории: материальные факторы, структурные факторы и элементы процесса формования. К материальным факторам относятся тип и вязкость пластмассы.
Конструктивные факторы включают тип, количество и расположение литниковой системы, форму полости пресс-формы и толщину изделия. Элементы процесса формования включают скорость впрыска, давление впрыска и давление выдержки.

Время введения
Здесь время впрыска означает время, необходимое для заполнения формы пластиком, не включая время, необходимое для открытия и закрытия формы. Хотя время впрыска очень мало и не оказывает существенного влияния на цикл формования, регулировка времени впрыска оказывает большое влияние на контроль давления в затворе, бегунке и полости пресс-формы.
Разумное время впрыска помогает пластику хорошо заполнить форму, что очень важно для улучшения качества поверхности изделия и уменьшения допуска на размер.

Время впрыска должно быть намного меньше времени охлаждения, примерно 1/10-1/15 от времени охлаждения. Это правило можно использовать в качестве основы для прогнозирования общего времени формования пластмассовых деталей.
При выполнении анализа течения в пресс-форме время впрыска в результате анализа будет равно времени впрыска, заданному в условиях процесса, только когда расплав будет полностью вытеснен шнеком и заполнит полость.

Если реле удержания давления шнека срабатывает до заполнения полости, результат анализа будет больше, чем установлено условиями процесса.
Температура впрыска
Температура впрыска - важный фактор, влияющий на давление впрыска. Ствол термопластавтомата имеет 5-6 нагревательных секций, и каждый сырьевой материал имеет соответствующую температуру обработки (подробную информацию о температуре обработки см. в данных, предоставленных поставщиком материала). Температура литья под давлением должна контролироваться в определенном диапазоне.
Если температура слишком низкая, расплавленный материал не будет хорошо пластифицироваться, что повлияет на качество формованных деталей и увеличит сложность процесса; если температура слишком высокая, сырье легко разлагается.
В реальном процессе литья под давлением температура литья часто выше температуры бочки. Более высокое значение связано со скоростью литья под давлением и характеристиками материала и может достигать 30°C.

Это вызвано высокой температурой, возникающей при сдвиге расплавленного материала при прохождении через инжекционное отверстие. Существует два способа компенсировать эту разницу при проведении анализа течения в пресс-форме. Первый - попытаться измерить температуру расплавленного материала при впрыске в воздух, второй - включить сопло в моделирование.
Давление и время выдержки
Когда процесс литья под давлением подходит к концу, шнек перестает вращаться и движется только вперед. В это время процесс литья под давлением переходит в стадию выдержки под давлением. В процессе выдержки под давлением сопло машины для литья под давлением непрерывно добавляет материал в полость, чтобы заполнить объем, освободившийся в результате усадки детали.

Если полость заполнена и давление не поддерживается, деталь уменьшится примерно на 25%. Особенно сильно сократятся ребра, и образуются следы усадки. Давление удержания обычно составляет около 85% от максимального давления заполнения. Это значение должно определяться в зависимости от фактической ситуации.
Противодавление
Противодавление - это давление, которое приходится преодолевать шнеку при обратном ходе и втягивании материала. Высокое противодавление полезно для дисперсии цвета и плавления пластика,

Но это также увеличивает время втягивания винта, уменьшает длину пластиковых волокон и увеличивает давление литьё под давлением машина. Поэтому противодавление должно быть ниже, обычно не превышая 20% от давления впрыска.
При впрыске вспененных пластмасс противодавление должно быть выше давления, создаваемого газом, иначе шнек будет вытолкнут из ствола. Некоторые машины для литья под давлением могут программировать противодавление для компенсации уменьшения длины шнека при плавлении, что позволяет снизить потребляемое тепло и уменьшить температуру.

Однако, поскольку результат этого изменения трудно оценить, нелегко внести соответствующие изменения в машину.
Каковы технологические условия для литья под давлением?
Наиболее важными условиями процесса литья под давлением являются температура, давление и соответствующее время воздействия, которые влияют на пластификацию, течение и охлаждение.
Температурные условия
Чтобы произвести литье под давлением, необходимо нагреть пластиковые гранулы до расплавления. Машина для литья под давлением устанавливает нагревательный баррель, баррель и нагреватель формы для обеспечения условий нагрева. Различные пластиковые материалы нуждаются в разных температурах нагрева. Обычно перед производством необходимо провести пробную отладку пресс-формы, чтобы определить правильные температурные условия.

Условия давления
Литье под давлением требует приложения определенного давления в пресс-форме, чтобы пластик мог полностью заполнить полость формы, и поддержания определенного времени давления для предотвращения таких дефектов, как усадочные отверстия и пузыри. Величина давления должна быть разумно установлена в соответствии с диапазоном давления термопластавтомата, а также формой и размером изделия.
Условия скорости впрыска
Скорость впрыска - это скорость, с которой пластик поступает в форму. Если скорость впрыска слишком высока, это приведет к появлению таких дефектов, как пузыри, следы течения и плохая сварка. Если скорость впрыска слишком медленная, поверхность изделия будет шероховатой, а цикл литья под давлением сократится. Поэтому скорость впрыска необходимо регулировать во время испытания пресс-формы.

Условия времени охлаждения
Время охлаждения - это время, необходимое для того, чтобы пластиковые изделия, сформированные в пресс-форме, остыли в ней, прежде чем их можно будет извлечь, чтобы избежать таких дефектов, как деформация и усадка. Длительность времени охлаждения должна быть установлена в зависимости от размера и толщины изделия, и ее необходимо регулировать в процессе производства.
Условия работы с материалами для литья под давлением
Когда речь идет о литье под давлением, необходимо выбрать подходящий пластик и отрегулировать температуру, давление, скорость впрыска и другие параметры в зависимости от свойств пластика. Разные пластики имеют разные температуры плавления и скорости течения, поэтому настройки нужно подбирать соответственно.

Состояние плесени
Пресс-форма - самая важная часть процесса литья под давлением. Она должна соответствовать требованиям, предъявляемым к изделию, таким как форма, размер, качество поверхности и т. д. В то же время необходимо учитывать материал и процесс изготовления пресс-формы, чтобы обеспечить ее износостойкость, коррозионную стойкость и точность.
Каковы этапы процесса литья пластмасс под давлением?
Теперь, когда вы узнали об истории литья под давлением и о том, почему оно так важно в производственной отрасли, пришло время изучить пошаговый процесс, чтобы вы могли получить максимальную отдачу от своего проекта.

Проектирование формы
Изготовление пресс-формы - важный этап. Машинисты используют CAD-проектирование и обработку на станках с ЧПУ, чтобы продумать детали формы, такие как размер, форма и текстура поверхности.
Конструкция пресс-формы включает в себя такие элементы, как полость, сердцевина, затвор, литник, бегунок, система выталкивания и подвижные части. Полость - это неподвижная часть, в которую впрыскивается расплавленный пластик, а сердцевина - подвижная часть, используемая для формирования конечной детали.

Производители обычно используют высококачественную сталь или алюминий для изготовления прочных пресс-форм, способных выдержать многократные тиражи. Для краткосрочных проектов 3D-печать может помочь сократить производственные расходы. Этот этап требует высокого уровня мастерства и точности, а также тщательного тестирования и моделирования, чтобы убедиться, что пресс-форма соответствует определенным требованиям.
Проектирование, изготовление и утверждение пресс-формы - обычно самая трудоемкая часть процесса литья под давлением, и она может быть дорогостоящей. Некоторые распространенные типы пресс-форм: одногнездные пресс-формы, многогнездные пресс-формы, штабельные пресс-формы, пресс-формы для литья под давлением 2K.

Выбор пластикового материала
Прежде чем приступить к формовке, необходимо выбрать пластиковую смолу, которая лучше всего подойдет для вашей детали. При выборе нужно подумать о том, как материал и пресс-форма будут работать вместе, потому что некоторые смолы не будут работать с определенными конструкциями пресс-форм.
Важно протестировать выбранный материал с помощью инструмента, чтобы убедиться, что конечный продукт будет обладать нужными свойствами. Различные пластмассы имеют разную молекулярную структуру, которая придает им разные механические и термические свойства. Эти свойства определяют, будет ли материал работать в вашей пресс-форме и для вашего изделия.

Установка машины
Одним из самых важных этапов процесса литья является настройка машины для литья под давлением. Установка пресс-формы требует тщательного внимания к деталям, чтобы убедиться, что пресс-форма правильно выровнена и закреплена на плите машины. Перед установкой пресс-формы важно проверить технические характеристики машины, чтобы убедиться, что она сможет выдержать размер и вес пресс-формы.
Платформа машины должна быть чистой, без мусора и загрязнений, которые могут помешать процессу формования или повредить форму. Когда машина готова, пресс-форма аккуратно устанавливается на плиту и выравнивается по соплу машины. Правильное выравнивание необходимо для того, чтобы расплавленная пластиковая смола равномерно поступала в полость формы, обеспечивая получение высококачественных деталей с постоянными размерами.

После того как вы установили его на место и прикрутили, зажали или иным образом закрепили на платформе машины, необходимо провести испытания, чтобы убедиться, что он работает правильно. Тестирование означает прогон расплавленной смолы через литьевую машину, чтобы проверить, нет ли засоров, утечек или других проблем с гранулами.
Настройка машины для литья под давлением требует навыков и знаний. Если вы все настроите правильно, вы получите высококачественные детали, которые будут одинаковыми каждый раз, и снизите риск повреждения пресс-формы или машины.

Процесс литья пластмасс под давлением
Это цикл. Вы закрываете форму, нагреваете пластиковую смолу и подаете ее в машину. Вы оказываете нужное давление на инструмент и шнек, открываете затвор и двигаете шнек вперед. Вы впрыскиваете расплавленный пластик в форму, заполняя ее.
Когда расплавленный пластик достигает конца бочки, вы закрываете затвор, управляющий впрыском пластика. Вы двигаете шнек назад и всасываете заданное количество пластика, создавая давление в шнеке для впрыска.
В то же время давление смыкания помогает удерживать две части пресс-формы вместе. Баланс давления впрыска и давления смыкания очень важен для обеспечения правильного формования детали и предотвращения вытекания пластика из инструмента в процессе впрыска.
Охлаждение и затвердевание
После того как пресс-форма заполнена пластиком, включая литники, бегунки, затворы и другие компоненты, ее выдерживают при определенной температуре, чтобы материал равномерно затвердел и приобрел желаемую форму. Поддержание давления в течение этого периода помогает предотвратить обратный поток в бочку и уменьшить эффект усадки.

Давление выдержки важно для того, чтобы убедиться, что пластик упакован и отформован правильно, и вы получите качественную деталь. Размер и сложность детали, тип используемого пластика и некоторые другие факторы определяют время выдержки.
После фазы выдержки винт отходит назад, снимая давление и позволяя только что отформованной детали остыть в форме. Во время этой фазы деталь остается в форме, а температура формы остается неизменной, чтобы обеспечить равномерное охлаждение детали.
Время охлаждения очень важно для того, чтобы пластиковая деталь стала твердой и сохранила ту форму, которую она получила в пресс-форме. Если вынуть деталь слишком рано, она может погнуться или изменить форму, что приведет к дефектам литья под давлением.
В зависимости от размера и сложности детали это время может составлять от нескольких секунд до нескольких минут. Узел впрыска эффективно впрыскивает расплавленный пластик в форму для завершения формовки и охлаждения изделия. Он широко используется в различных отраслях промышленности для удовлетворения различных производственных потребностей.

Выброс деталей
Когда пластиковая деталь остывает, пресс-форма открывается, и выталкивающий штифт или выталкивающая плита выталкивают готовую деталь из инструмента. Отформованная деталь помещается в шкаф или на конвейер в ожидании отделки. Отделка может заключаться в полировке, покраске или удалении шрамов. Полировка помогает сгладить шероховатые поверхности или недостатки детали, а покраска - придать детали цвет.
Инспекция и контроль качества
После того как детали готовы, их проверяют, чтобы убедиться, что они правильного размера и формы. Если это не так, их придется исправить или выбросить. Если же они правильного размера и формы, их можно положить в коробки и отправить в магазины и людям, которые хотят их купить.
Каковы преимущества литья пластмасс под давлением?
Отличное соотношение цены и качества
Литье под давлением - это дешевый процесс, который не требует больших затрат, поскольку в нем используются материалы, которые можно переработать. Пластик обычно дешевле других материалов, таких как металл и резина, поэтому люди предпочитают использовать его для многих вещей. Кроме того, вы можете переработать лишний пластик и использовать его снова, что позволяет сэкономить еще больше денег.

Как только вы преодолеете первоначальные затраты на проектирование и изготовление пресс-формы, трудозатраты обычно оказываются низкими. Это высокопроизводительный процесс, поэтому можно сказать, что пресс-формы окупаются со временем. Вот почему это отличный способ изготовления высококачественных пластиковых деталей в больших объемах.
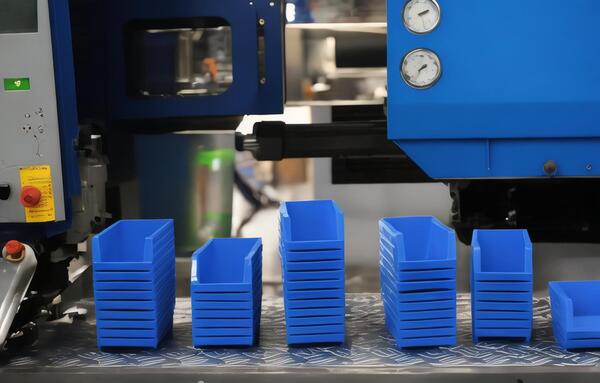
Высокая эффективность производства
Литье пластмассы - это быстро и эффективно. Она отлично подходит для больших работ, поскольку позволяет сэкономить деньги. Она также хороша тем, что позволяет делать одно и то же снова и снова, а значит, не так много отходов.

Одна пресс-форма может изготовить сотни или тысячи деталей, прежде чем потребуется ее замена. Многие алюминиевые пресс-формы выдерживают до 10 000 циклов, а стальные - более 100 000 циклов. Это обеспечивает повторяемость и высокую производительность процесса, который соответствует допускам и эстетическим требованиям. Не забывайте, что скорость производства часто зависит от размера и сложности целевой детали, изготавливаемой методом литья под давлением.
Высокая эффективность производства
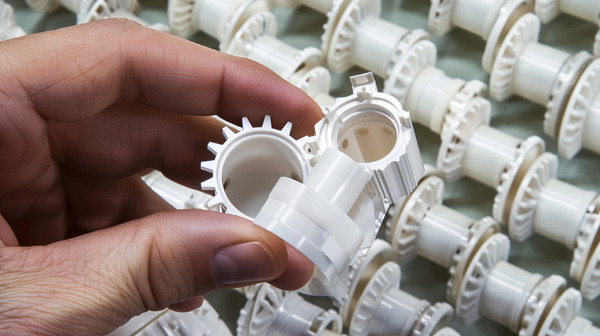
Современные высокоскоростные литьё под давлением Оборудование позволяет стабильно производить прецизионные литые пластиковые детали. Этот процесс отлично подходит для изготовления компонентов, которые имеют одинаковое качество, жесткие допуски и стабильные размеры. Для приложений, требующих высокой точности, таких как шестерни и разъемы, литье пластмассы под давлением часто является лучшим способом. Допуски могут достигать +/-0,0002".

Кроме того, производители часто устанавливают на литьевые машины передовые системы управления. Эти автоматизированные системы следят за параметрами процесса и изменяют их в режиме реального времени. Таким образом, пластиковые детали могут быть отлиты по точным спецификациям.
Универсальность дизайна
Литье под давлением - это процесс, который позволяет производителям изготавливать детали сложной формы. Чтобы детали получились такими, какими они хотят, производители регулируют настройки машины. Они меняют такие параметры, как скорость подачи пластика в форму, степень его нагрева и давление.

Кроме того, машинисты могут использовать программное обеспечение для моделирования, автоматизацию и 3D-печать. Эти технологии помогают проектировать и тестировать пресс-формы, технологические параметры и формованные детали. Однако универсальность дизайна литья под давлением зависит от пластикового материала, сложности детали и конструкции пресс-формы.
Широкий выбор материалов
Как я уже говорил, литье под давлением совместимо с широким спектром материалов и цветов. Мы предлагаем более 25 000 инженерных материалов, включая термопласты, термореактивные материалы, силиконы, смолы и многое другое. Эти варианты позволяют достичь идеального баланса между механическими, химическими и физическими свойствами материалов.

Вы можете легко комбинировать материалы, чтобы сделать изделие более жестким, прочным или ударопрочным. Например, можно формовать пластиковые материалы поверх металлической подложки с помощью технологии overmolding.
Каковы недостатки литья под давлением?
Высокие первоначальные инвестиции
Для каждой литой детали нужна своя пресс-форма. Изготовление этих форм может увеличить первоначальную стоимость литья под давлением. Кроме того, это усложняет экономичное производство небольшого количества деталей. Стоимость оснастки для простых деталей и небольших партий может достигать $5 000. С другой стороны, пресс-формы для крупных серий со сложными деталями стоят гораздо дороже.

Ограниченная гибкость
В отличие от обработки на станках с ЧПУ, где детали изготавливаются из файлов компьютерного дизайна, которые могут быть изменены в любое время инженерами-программистами, внесение серьезных изменений в пластиковые формы после их обработки может стать непростой задачей. Существует два основных способа внесения изменений в пластиковую форму.

Один из способов - сделать полость формы больше, вырезав части металлической формы. Это может добавить пластик в деталь. Извлечь пластик из детали может быть сложнее. Иногда в полость можно вварить металл, но не всегда. Поэтому, возможно, придется изготовить новый вид полости или совершенно новую пресс-форму.
Длительное время ожидания
Обработка с ЧПУ позволяет получить детали за 5-10 дней, а промышленная 3D-печать обычно занимает 3-5 дней. Процессы формовки, с другой стороны, занимают больше времени. На изготовление инструмента уходит от 5 до 7 недель, а на производство и отгрузку - еще 2-4 недели.

Хорошие пластиковые формы служат долго и оснащены причудливыми бегунками и системами водяного охлаждения, чтобы пластик быстрее вытекал и остывал. Поскольку пресс-формы очень сложны в разработке, создании прототипов, тестировании и обработке, их изготовление может занять несколько месяцев, что очень долго по сравнению с другими способами производства пластика.
Но после планирования и обработки пресс-форма может производить миллионы деталей в течение всего срока службы. Возможность производить детали в больших количествах часто компенсирует время и деньги, которые вы вкладываете в процесс на начальном этапе.

Материальные отходы
Существует несколько причин, которые могут привести к образованию отходов в процесс литья под давлением. Одним из них является конструкция пресс-формы. Если пресс-форма спроектирована или изготовлена неправильно, это может привести к неправильному заполнению деталей, неправильной упаковке или неправильному охлаждению. Все это может стать причиной отходов.
Переупаковка: Когда вы кладете в форму слишком много пластика, вам приходится отрезать лишнее. Это означает, что вы производите больше отходов.

Отходы для ворот и бегунков: Каналы, по которым течет пластик, больше, чем деталь, которую вы делаете. Когда вы их отрезаете, у вас образуются отходы.
Обработка материалов: Если неправильно обращаться с сырыми пластиковыми гранулами, их можно испортить, и они не будут работать.
Экологические проблемы
Как и любой другой промышленный процесс, литье под давлением имеет некоторые экологические проблемы. Литьевые машины потребляют много энергии для нагрева и охлаждения материала, работы механизмов и вспомогательного оборудования. Все эти энергозатраты способствуют загрязнению воздуха газообразными выбросами. Отходы, образующиеся в процессе производства, также могут попадать на свалки, вызывая загрязнение окружающей среды.

Каковы основные области применения деталей, изготовленных методом литья под давлением?
Литье под давлением - это очень крутой способ изготовления самых разных вещей. Вы можете делать такие вещи, как тостеры, детали автомобилей и даже медицинские приборы. Это очень важный способ производства.

Автомобильная промышленность
Пластиковые детали делают автомобили более аэродинамичными. Они используются по всему автомобилю. Литье под давлением - лучший способ изготовления деталей автомобиля. Он делает детали прочными, но легкими. Это экономит бензин и снижает загрязнение окружающей среды. Детали не меняют форму. Им не страшны ни погодные условия, ни трение.

Примерами литых под давлением деталей в автомобилях являются приборные панели, бамперы и мелкие детали, такие как держатели зеркал, подстаканники и многие другие детали, которые можно увидеть в автомобилях.
Упаковочная промышленность
В упаковочной промышленности используются компоненты, эффективные для разработки креативного дизайна упаковки, привлекательного для покупателей. Помимо привлекательного внешнего вида и эстетики, продукция также должна соответствовать строгим нормам безопасности и гигиены. Литье под давлением позволяет повысить общее качество продукции, не вызывая при этом серьезных проблем.

Медицинская промышленность
Для изготовления медицинских компонентов часто требуются нестандартные пластиковые детали, обладающие исключительными механическими свойствами и точными размерами. Медицинская промышленность известна своими высокими стандартами и стремлением к устойчивому развитию.
Производство медицинских пластиковых деталей - это строго регламентированный процесс. Помимо прочности, медицинские детали должны быть изготовлены из материалов, которые выдерживают высокие температуры и имеют правильный химический состав.

Литье под давлением - отличный выбор, потому что оно очень долговечно, гибко, прочно и легко поддается модификации. Все это необходимо, если вы производите продукцию для сферы здравоохранения. Такие вещи, как зубные протезы, хирургическое оборудование, вещи, которые вы используете для подготовки к операции, и такие вещи, как скобы для сломанных костей, - все они производятся с помощью литья пластмассы под давлением.
Индустрия потребительских товаров
В производстве товаров для дома в значительной степени используются методы литья пластмасс. Главное преимущество этого метода для потребительских товаров - возможность придать им желаемую отделку и внешний вид.

Детали, изготовленные по этой технологии, отличаются прочностью и высоким качеством. С тех пор как пластиковые изделия стали популярными, товары для дома стали использовать этот процесс, показывая, как много вещей можно сделать с его помощью. Люди покупают такие вещи, как оконные кронштейны, держатели для столовых приборов, ручки, полки и многое другое.
Аэрокосмическая промышленность
В аэрокосмической отрасли действуют строгие требования к прочности и точности конструкции. Литье пластмасс под давлением используется для производства аэродинамических компонентов большинства современных самолетов. Аэрокосмическая промышленность меняет парадигму, переходя на этот метод изготовления деталей.

Многие изделия в промышленности, от мелких деталей до сложных компонентов, изготавливаются методом литья под давлением. Примерами таких деталей являются лопатки и корпуса турбин, панели, компоненты шасси, панели, корпуса и т. д.
Заключение
Литье пластмасс под давлением это хороший способ изготовления пластиковых деталей. Он быстрый и позволяет сделать много деталей за один раз. А еще он дешевый. Литье под давлением используется для изготовления многих вещей. Оно хорошо тем, что делает детали одинаковыми каждый раз.
Из него делают детали для автомобилей, предметы для дома, медицинские товары, вещи, которыми вы пользуетесь каждый день, и предметы, в которых хранятся другие вещи. Люди постоянно совершенствуют литье под давлением. Они постоянно создают новые вещи с его помощью.







