 Перейти к содержанию
Перейти к содержанию 

Введение:Когда вы разрабатываете детали для литья под давлением, вам приходится думать о многих вещах. Все эти вещи могут испортить вашу деталь и сделать ее похожей на мусор. Вы можете получить усадку, раковину, деформацию и множество других проблем. Поэтому, если вы хотите делать хорошие детали, вы должны знать правила проектирования литьевых деталей.
В этой статье собраны основные правила проектирования литья под давлением, которые помогут вам получить лучшие пластиковые детали. Вы также узнаете подробную информацию о контроле технологического процесса, важные рекомендации по проектированию пресс-форм и советы о том, как избежать распространенных проблем при проектировании.
Важность проектирования литья под давлением
Литье под давлением это способ изготовления пластиковых изделий. Вы помещаете расплавленный пластик в форму, даете ему остыть и затвердеть. Конструкция пресс-формы и материал, который вы изготавливаете, могут иметь большое значение для того, насколько хорошо она работает. Вот несколько причин, по которым дизайн важен для литья под давлением.
Определение сложности производства
Анализируя проект, дизайнеры и инженеры могут предсказать различные сложные ситуации, которые могут возникнуть в процессе производства. Такой дизайн содержит подробные инструкции, позволяющие снизить неопределенность перед этапом производства.

Кроме того, предварительное понимание сложности может прояснить форму и структуру пресс-формы. Это поможет в проектировании и производстве подходящих форм для требуемых изделий.
Убедитесь в целесообразности производства
Когда вы проектируете и производите пластиковую деталь, вы не знаете наверняка, будет ли она пригодна для производства. При проектировании методом литья под давлением технологичность можно определить с самого начала.

Таким образом, вы можете узнать, не возникнут ли у вас производственные проблемы, когда детали будут застревать в пресс-форме. Что еще более важно, это экономит время и деньги, позволяя устанавливать разумные цены на детали и производить их в более короткие сроки.
Предотвращение отказов компонентов
Если вы неправильно спроектируете деталь для литья под давлением, в итоге у вас получится дрянная деталь. Она не будет работать правильно, не будет выглядеть правильно и станет большой занозой в заднице. Вам придется иметь дело с дефектами литья под давлением и другими механическими неисправностями, которые не позволят вашей детали делать то, что она должна делать.
Руководство по проектированию литья под давлением поможет вам выбрать правильные параметры литья и избежать серьезных ошибок, которые не позволят вашей детали работать.
Конструкторские соображения для деталей, изготовленных методом литья под давлением
Литье под давлением - сложный процесс, требующий тщательной проработки конструкции, чтобы все было сделано правильно. Если вы испортите конструкцию, вам придется расплачиваться за это позже. Поэтому, чтобы избежать ошибок, необходимо следовать правильным рекомендациям по проектированию литья под давлением. Вот некоторые моменты, о которых следует подумать при проектировании литьевых деталей.

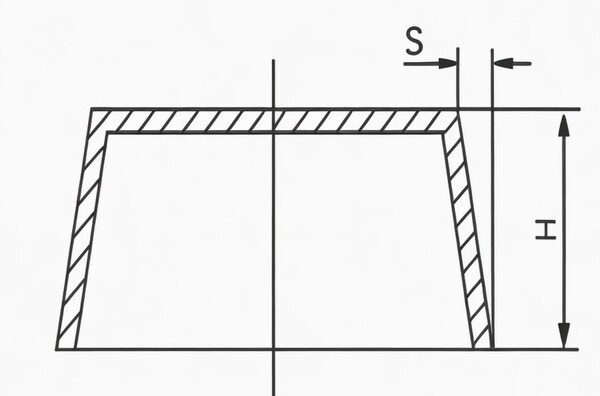
Толщина стенок
Это один из важных факторов, который необходимо учитывать на этапе проектирования литьевых деталей. Толщина стенок может влиять на несколько ключевых характеристик детали, включая ее производительность, эстетику и стоимость.
Поэтому номинальная толщина стенки должна определяться исходя из требований к функциональным характеристикам. Для определения минимальной толщины стенки следует учитывать допустимые напряжения и ожидаемый срок службы формованных деталей.
Общее правило заключается в том, чтобы толщина стенок была одинаковой для всей детали, изготовленной методом литья под давлением. В идеале толщина стенок должна составлять от 1,2 мм до 3 мм. Тонкие стенки требуют высокого давления пластика и могут привести к образованию воздушных карманов. Толстые стенки обойдутся вам дороже, потому что на их охлаждение уходит больше времени и расходуется больше материала.

Если у вас есть детали с изменяющейся толщиной стенок, необходимо обеспечить плавный переход между ними. Этого можно добиться, добавив фаски на наклонных краях или углах. Аналогично, использование закругленных углов для закругленных углов или краев обеспечит полное заполнение формы расплавленным пластиком и его равномерное охлаждение.
Классификационная линия
Линия разъема - это место, где две половины пресс-формы соединяются для получения конечного продукта. Если в конструкции линии разъема есть какие-либо несоответствия или перекосы, это может привести к дефектам вспышки в формованных деталях.

Поэтому важно разработать простую и прямую линию разъема, чтобы максимально уменьшить эти дефекты. Простые линии разъема проще в изготовлении, требуют меньше обслуживания и обеспечивают лучшую общую гладкость конечного продукта.
При проектировании линий разъема лучше всего размещать их на острых кромках, а не на закругленных поверхностях. Это помогает уменьшить потребность в пресс-формах с жесткими допусками, что увеличивает стоимость производства. Также необходимо продумать, как линия раздела будет выглядеть на конечном изделии.

Дизайн линии должен быть максимально незаметным и не пересекать критические поверхности или элементы (например, текст или логотипы). Это поможет убедиться, что конечный продукт выглядит так, как должен, и улучшит общее качество процесс литья под давлением.
Угол наклона
Угол распалубки на поверхности деталей, изготовленных методом литья под давлением, позволяет легко извлекать их из формы, не нанося повреждений. Необходимый угол осадки зависит от таких факторов, как толщина стенок, скорость усадки материала, а также требования к последующей обработке и отделке.

Средний угол вытяжки должен увеличиваться на 1 градус на дюйм глубины, но для большинства деталей обычно безопасно использовать не менее 1,5-2 градусов. При сильном текстурировании может потребоваться максимум 5 градусов на дюйм. Недостаточная осадка может привести к появлению косметических дефектов, таких как следы волочения.
Вы можете добавить углы вытяжки при проектировании литьевых деталей с помощью систем автоматизированного проектирования, но лучше всего делать это в конце процесса проектирования, чтобы максимально упростить конструкцию.
Ребра и выступы
Ребра жесткости используются для укрепления стен в местах, где две стены пересекаются под углом 90 градусов. Они помогают сделать деталь более прочной и способной выдержать больший вес. Бугорки также помогают выравнивать и крепить детали. Кроме того, они делают деталь прочнее в таких местах, как отверстия для винтов и пазы.

Максимальная толщина нижней части опорного ребра должна составлять 2/3 толщины прилегающей стены. Высота арматурных стержней не должна превышать 2,5-кратную номинальную толщину стены (2,5T). Важно учитывать усадку. Чтобы избежать усадки, толщина выступа не должна превышать 60% общей толщины стены.
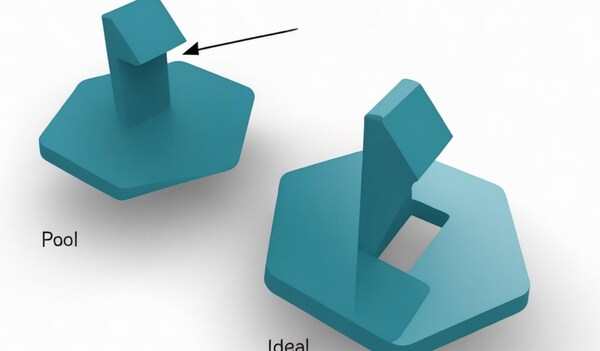
Расположение и тип ворот
Литник - очень важная часть процесса литья под давлением. Это деталь, которая непосредственно соединяется с пластиковой деталью и контролирует поток расплавленной пластиковой смолы в полость пресс-формы. Размер, форма и положение литника оказывают большое влияние на готовое изделие. От них зависит прочность детали и ее внешний вид.

Существует четыре распространенных типа литников, используемых для различных типов литьевых форм: краевой, подводный, горячий и литник. Как следует из названия, краевой литник располагается на краю плоской детали и оставляет шрамы на линии раздела.
Подводные ворота очень распространены и имеют различные варианты, такие как Banana Gate, Smile Gate и Tunnel Gate. Они требуют автоматической обрезки с помощью верхнего штифта и помогают сместить положение ворота от линии пробора для лучшего заполнения.

Затворы с горячим наконечником используются только для литьевых форм с горячим бегуном. Обычно они располагаются в верхней части круглых или конических форм. С другой стороны, литник - хороший выбор для больших цилиндрических форм с одной полостью. Они обычно оставляют большие следы в местах соприкосновения, но их легко изготовить и за ними легко ухаживать.
Конструкция и тип затвора зависят от конструкции детали, выбора материала, требований к размерам и эстетических характеристик конечного продукта. Одним из важных конструктивных соображений является размещение затвора вдали от мест с высокой нагрузкой или сильным ударом, чтобы свести к минимуму риск возникновения дефектов.

Также важно исключить вторичные операции по удалению затворов и разместить затворы в самых толстых местах для оптимального заполнения. В некоторых случаях может потребоваться несколько затворов в зависимости от размера, геометрии и типа полимерного материала детали.
Верхняя игла
Это ключевая часть установки для литья под давлением, которая помогает выталкивать деталь из формы после ее достаточного охлаждения. Они часто оставляют следы на деталях. Поэтому их нужно проектировать в плоскости, перпендикулярной направлению движения штифта.

Форма детали, угол осадки, глубина стенки и текстура стенки определяют количество и расположение штифтов. Эти факторы влияют на то, как детали прилипают к стенкам формы. Выбранный вами материал также повлияет на размер и расположение штифтов.
Например, смолы с более высокой вязкостью потребуют большего усилия для их извлечения. Аналогично, для более мягких полимеров потребуются более широкие или большие штифты, чтобы распределить усилие и избежать дефектов формовки.

Нарезка дна и резьбы
Подрезы и резьба - это вогнутые или свисающие элементы, которые затрудняют извлечение пластмассовых деталей из формы одним потягом. Конструкция должна обеспечивать выталкивание деталей одним однонаправленным рывком. Это поможет снизить затраты на литье под давлением. Поэтому очень важно избегать резьбы и подрезов при проектировании деталей для литья под давлением.
Чтобы избежать подрезов, можно ориентировать элементы параллельно линии раздела и включить в конструкцию подъемники и направляющие. Съемники помогают освободить внутренние подрезы без осадки. После охлаждения деталей подъемник можно сдвинуть вверх под углом, чтобы удалить подрез из формы. В отличие от них, для удаления внешних подрезов в скользящей форме используются штифты, соединенные под углом с основной формой.
Филе
Чтобы сделать литье под давлением более качественным, необходимо использовать закругленные элементы вместо острых углов и краев. Острые края требуют большего давления для заполнения, что может повредить деталь и вызвать дефекты при ее извлечении. Скругленные внутренние и внешние углы помогают пластику лучше течь, что уменьшает напряжение и трещины.

Радиус внутреннего угла должен составлять не менее 50% от толщины прилегающей стенки. С другой стороны, внешний угол должен составлять 150% от толщины прилегающей стенки. Для вертикальных элементов, таких как выступы и защелки, основание должно быть круглым. Радиус выступа должен составлять 25% от толщины прилегающей стенки, а минимальный радиус - 0,381 мм (0,015 дюйма).
Обработка поверхности
Пластиковые детали могут иметь различную обработку поверхности, которая влияет на их внешний вид, ощущение и прикосновение. Выбор правильной отделки очень важен, поскольку от этого зависит, какие инструменты и материалы вам понадобятся. Грубая отделка требует больше черновой работы и влияет на то, какой материал вы можете использовать.

Возможно, вам все же придется что-то сделать с поверхностью формы, чтобы она стала гладкой. Любые небольшие дефекты на поверхности формы будут видны на деталях. Чем больше вам придется делать после того, как детали выйдут из формы, тем дороже и дольше будет стоить изготовление формы.
Выбор материала
Когда дело доходит до литьё под давлениемУ вас есть множество различных пластиковых смол на выбор. Каждая из них обладает своими уникальными физико-механическими свойствами. От того, какой материал вы выберете, будет зависеть, насколько хорошо ваши детали будут работать в реальном мире.

Выбирая материал для литья под давлением, вы должны подумать о том, насколько сильно он будет давать усадку, как вы собираетесь соединять детали и сколько будет стоить материал.
Скорость усадки материалов зависит от типа пластика и условий обработки, что может повлиять на эксплуатационные характеристики и геометрическую форму деталей. Также следует учитывать способность обрабатывать материалы и выполнять процессы сборки, такие как механическое крепление и сварка.

Хотя идеальные свойства пластиковых материалов имеют решающее значение, вы также должны учитывать затраты на приобретение, обработку и отделку пластика, чтобы минимизировать производственные расходы.
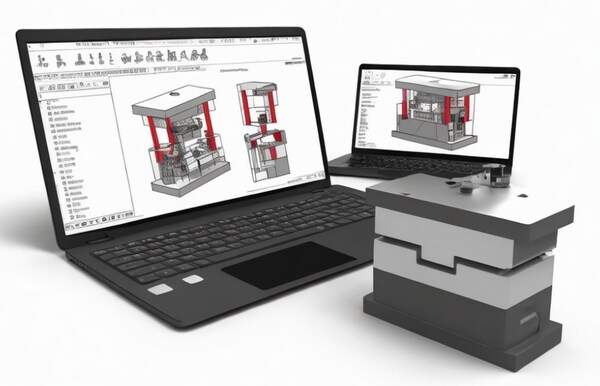
Руководство по проектированию пресс-форм для литья пластмасс под давлением
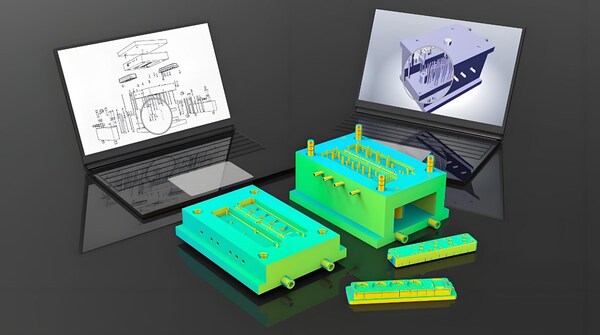
Разработка и изготовление пресс-форм для литья пластмасс под давлением - важное дело в мире производства пластиковых деталей. Инструменты пресс-формы помогают определить форму пластиковых деталей. Поэтому все компоненты пресс-формы должны быть в правильном состоянии для бесперебойного литья под давлением.

Например, как вы можете видеть, когда вы планируете формы для литья под давлением, вы понимаете, что важным моментом является то, что дизайн формы для литья под давлением очень важен, и он имеет возможность улучшить дизайн инструмента, но он также имеет возможность избежать проблем и представить самое высокое качество.
Вот некоторые моменты, о которых следует подумать при разработке процесса изготовления пресс-форм для литья под давлением.
Каркас пресс-формы и расположение полостей
Пресс-формы состоят из оснований, полостей, стержневых вставок и других деталей. Основание пресс-формы - это фундамент формы, а полости и стержневые вставки формируют деталь. Конструкция компонентов пресс-формы влияет на точность и стабильность процесса формовки.

Форма должна быть прочной, жесткой, простой в уходе, ее легко разобрать и собрать обратно, чтобы починить и позаботиться о ней. Инструменты пресс-формы должны быть изготовлены очень тщательно, чтобы полость и сердцевина располагались правильно. Расположение полости в раме пресс-формы также должно позволять вам добраться до полых и стержневых вставок, чтобы починить их и позаботиться о них. Это снижает вероятность возникновения проблем и делает детали более качественными.
Дизайн системы охлаждения
Система охлаждения играет важную роль в конструкции литьевой формы. Она контролирует температуру полости пресс-формы и пластикового материала. Охлаждение важно, поскольку оно помогает затвердевать пластику и контролировать усадку.

Система охлаждения играет важную роль в конструкции литьевой формы. Она контролирует температуру полости пресс-формы и пластикового материала. Охлаждение важно, поскольку оно помогает затвердевать пластику и контролировать усадку.
Система охлаждения должна равномерно охлаждать всю полость пресс-формы. Каналы охлаждения должны находиться вблизи зон с более длительным временем охлаждения, чтобы они не мешали работе литниковой и бегунковой систем. Инженеры-механики также должны оптимизировать конструкцию для достижения минимально возможного времени цикла.

Конструкция проточного канала и ворот
Система бегунков и литников играет важную роль в конструкции литьевых форм. Она контролирует поток расплавленного пластика в полость пресс-формы. Литник - это вход для пластика в полость пресс-формы, а система бегунков направляет пластик к литнику. Конструкция затворов и бегунков влияет на эффективность процесса литья и качество готовой продукции.

Ворота очень важны. Он должен быть правильного размера, находиться в нужном месте и иметь правильную форму. Он должен помогать пластику поступать в форму и не создавать никаких проблем. Система бегунков тоже важна. Она должна помогать пластику поступать в форму и не создавать проблем.
Проектирование пусковой системы
Система выталкивания - это то, что вытаскивает детали из формы. При проектировании системы выталкивания необходимо учитывать форму деталей, количество нижних вырезов и жесткость деталей. Вы можете использовать выталкивающие штифты, втулки или гидравлические системы выталкивания, чтобы не повредить детали при выталкивании.

Также необходимо убедиться, что система выталкивания достаточно мощная, чтобы выталкивать детали из формы. Также необходимо продумать, где находится система впрыска по отношению к литнику и системе обкатки, чтобы не было никаких помех.
Материалы для пресс-форм и обработка поверхности
От материалов, которые вы используете в пресс-форме, зависит срок ее службы и внешний вид ваших деталей. Вам нужны материалы, которые выдерживают нагрев, хорошо проводят тепло и не изнашиваются. Правильный выбор материалов поможет вам быстрее изготавливать детали, дольше прослужит пресс-форма и сделает детали более качественными.

Каждая пресс-форма индивидуальна и требует тщательного подхода при обработке. Используемые материалы должны быть точно обработаны, чтобы избежать дефектов поверхности, которые могут перейти на формованные детали.
Очень важно избавиться от видимых следов, оставленных концевыми фрезами на поверхности пресс-формы, с помощью дополнительной прецизионной обработки, например пескоструйной или полировочной. Степень необходимой прецизионной обработки влияет на стоимость и время процесса обработки пресс-формы.

Контроль качества процесса литья под давлением
Литье под давлением - это высокоточный и эффективный метод изготовления пластиковых деталей. Чтобы обеспечить высокое качество пластиковых изделий, на протяжении всего производственного процесса необходимо осуществлять строгий технологический контроль. Прежде чем мы перейдем к рассмотрению важнейших этапов контроля процесса литья под давлением, давайте вкратце опишем процесс литья под давлением.
Обзор процесса литья под давлением
Литье под давлением - это процесс расплавления полимеров, а затем их застывания под давлением в пресс-форме для придания детали формы. Этот непрерывный цикл включает в себя множество этапов. После нагрева пластиковой смолы затвор открывается, когда к пресс-форме прикладывается соответствующее давление. Затем расплавленный пластик впрыскивается в форму.
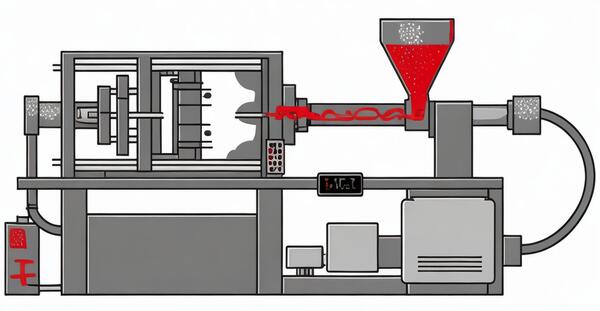
Как только расплавленная смола достигнет конца бочки, дверца закроется. Затем две части пресс-формы одновременно закрываются и удерживаются вместе под давлением смыкания. После этапа удержания давления шнек втягивается, и детали остывают в пресс-форме. После остывания деталей пресс-форма открывается, и выталкивающий штифт или верхняя плита выталкивают детали наружу. Готовые детали готовы к прецизионной механической обработке.
Учитывая это, давайте рассмотрим различные аспекты управления процессом литья под давлением:
Выбор и настройка машины
Правильный выбор машины для литья под давлением и ее правильная настройка помогут вам контролировать процесс и каждый раз изготавливать качественные детали.

Учитывайте следующие факторы
Сила запирания: При литье под давлением необходимо убедиться, что машина обладает достаточным усилием фиксации, чтобы удержать форму вместе.
Размер узла впрыска: Узел впрыска должен быть достаточно большим, чтобы дать вам достаточно пластика для заполнения формы без переполнения или недополнения.
Тип и размер шнека: Шнек должен обеспечивать хорошее качество расплава и скорость потока. Диаметр шнека также должен обеспечивать нужное количество пластика и плотность расплава.

Отклонение температуры: Машина должна иметь хорошую систему температурного контроля, чтобы поддерживать одинаковую температуру по всей форме.
Обработка материалов: Машина также должна иметь хорошую систему перемещения материалов, которая позволяет перемещать материалы из зоны хранения, не загрязняя их. В целом, в машине должно быть место для отслеживания таких важных параметров процесса, как температура, давление и время, которое требуется. Инженеры-механики должны быть в состоянии увидеть, если что-то изменится, и сразу же исправить это, чтобы у готового изделия не было никаких проблем.

Параметры процесса и оптимизация
Когда речь идет о контроле процесса литья под давлением, необходимо следить за множеством различных вещей, чтобы добиться наилучших результатов. Вот некоторые из наиболее важных моментов, на которые следует обратить внимание:
Давление и скорость впрыска: эти два параметра определяют, как быстро расплавленный пластик попадает в форму. Вы хотите, чтобы давление было достаточно высоким, чтобы полностью заполнить форму, но не настолько, чтобы это привело к образованию трещин или деформации. Вы также хотите убедиться, что пластик попадает в форму как можно быстрее, не испортив ее.

Температура впрыска: Температура впрыска влияет на текучесть и вязкость пластика. Пластмасса должна быть нагрета до температуры плавления и поддерживаться при стабильной температуре в течение всего процесса впрыска. Механики могут использовать термопары для мониторинга и контроля температуры в различных точках полости пресс-формы.
Выдерживание давления и время: Удерживаемое давление должно предотвращать вытекание материала обратно в инжекционное устройство. Время изоляции должно позволить пластиковому материалу полностью остыть и затвердеть. Время зависит от толщины стенок и сложности деталей.

Время охлаждения: Выбор времени охлаждения должен основываться на тепловых свойствах материала и толщине стенки детали. Контролировать время охлаждения также помогают термопары. Инженеры-механики могут регулировать время, изменяя расположение канала охлаждения или увеличивая его размер.
Запуск: Система выталкивания должна обеспечивать плавное и стабильное выталкивание деталей и пресс-форм, не допуская их повреждения. Сила выталкивания также должна зависеть от размера и сложности деталей.

Контроль качества и инспекция
Контроль качества и инспекция важны для того, чтобы убедиться, что формованные детали хороши. Мы делаем разные вещи: проверяем, правильно ли идет процесс, смотрим на детали, чтобы убедиться, что они хорошо выглядят, и тестируем детали, чтобы убедиться, что они хорошо работают. Мы делаем это для того, чтобы выяснить, что делает детали некачественными, и помочь сделать процесс лучше.

Хороший контроль качества важен для того, чтобы убедиться, что формованные детали не имеют дефектов и проблем с поверхностью, а также отвечают нужным допускам и функциональным требованиям. Вам необходимо регулярно проводить контроль качества и инспекции, чтобы убедиться, что детали соответствуют стандартам качества, безопасности и производительности.
Общие проблемы проектирования литья пластмасс под давлением и их решения
Дефекты литья под давлением могут возникнуть при изготовлении деталей и напрямую повлиять на функциональность изделия. Эти дефекты могут быть вызваны множеством различных причин, включая параметры формования и используемый материал.

Но вы можете избежать дефектов конструкции, скорректировав процесс формовки. Иногда для устранения проблемы может потребоваться изменить конструкцию пресс-формы или приобрести новое производственное оборудование.
Давайте рассмотрим некоторые распространенные проблемы проектирования литья под давлением и способы их решения.
Усадка и деформация
Следы усадки - это тип дефекта литья под давлением, который проявляется в виде небольших углублений на поверхности формованной детали. Обычно они возникают из-за усадки внутренних элементов литьевой детали, в результате чего материал проседает снаружи внутрь.
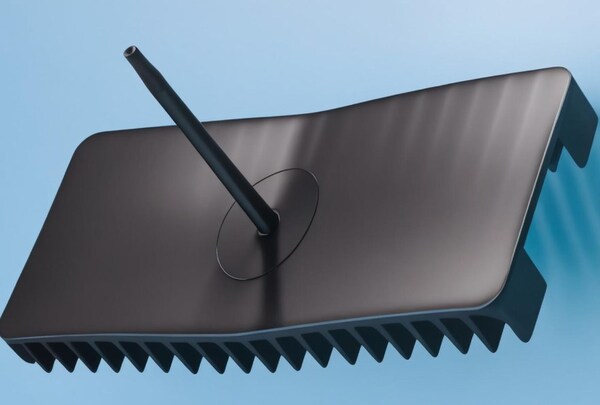
Деформация - это нежелательный изгиб и скручивание литых под давлением деталей из-за неравномерной внутренней усадки в процессе охлаждения. Это создает неравномерное давление на различные участки литой детали. Это давление заставляет деталь изгибаться и скручиваться при охлаждении. Это можно увидеть на деталях, которые должны быть плоскими, но имеют зазоры при размещении на плоской поверхности.
Причина
Очень высокая температура расплава или формы; Очень низкое давление выдержки или впрыска; Дефекты в конструкции формы; Недостаточное время и давление изоляции или охлаждения.

Решение
Убедитесь, что вы охлаждаете ее медленно и долго, чтобы она не напряглась внутри; убедитесь, что стенки одинаковой толщины, чтобы пластик мог протекать через форму в одном направлении; держите ее и охлаждайте, чтобы внешняя часть детали стала холодной; сделайте форму или пластик более холодными.
Кромка и адгезия компонентов
Когда вы видите тонкие линии лишнего материала по краям детали, это называется флэшинг. Это происходит, когда часть материала попадает туда, куда не следует. Прошивка - это небольшая проблема, но если она мешает вашей детали работать правильно, то это уже большая проблема.

Когда ваша деталь прилипает к форме и вы не можете ее вытащить, это называется адгезией детали.
Причина
Плохая конструкция и управление системой выпуска; Недостаточное усилие смыкания; Плохая конструкция пресс-формы и плохие условия работы пресс-формы; Слишком большое давление впрыска или слишком горячая пресс-форма; Недостаточно разделительного агента; Недостаточно времени для охлаждения.

Решение
Убедитесь, что выходной канал правильный; крепко зажмите плату, чтобы не было зазоров; переделайте форму, чтобы расплавленный материал вытекал ровно и было достаточно воздуха; правильно наденьте форму с помощью правильного материала, чтобы она отклеилась; установите правильное давление впрыска, температуру формы и время охлаждения для используемого материала.
Короткие выстрелы и следы от ожогов
Когда расплавленный материал не может заполнить всю форму, получается короткое отверстие. Это означает, что деталь будет неполной, когда она остынет и вы извлечете ее из формы. Короткие выстрелы - это плохо, потому что они могут испортить внешний вид детали и ее работу.

Прожоги - это черные пятна ржавчины на поверхности или краях детали. Обычно они не вредят детали, но могут стать большой проблемой, если прожгут деталь насквозь и сделают ее нерабочей.
Причина
Недостаточное давление; Воздух застревает и не дает пластику течь; Использование очень толстых материалов; Неправильная конструкция затворов и направляющих; Слишком высокая температура.

Решение
Откройте больше вентиляционных отверстий или добавьте дополнительные отверстия, чтобы обеспечить лучшую вентиляцию; используйте достаточную температуру формы, чтобы избежать слишком быстрого и неравномерного охлаждения материала; снизьте скорость впрыска, чтобы уменьшить вероятность захвата воздуха; увеличьте скорость впрыска и давление или используйте более тонкие детали, чтобы материал лучше стекал.
Воздушные отверстия и зазоры
Воздушные карманы - одна из самых серьезных проблем в литьё под давлением. Они выглядят как захваченный воздух или пузырьки в формованных деталях. Эти пузырьки могут стать причиной структурных и косметических проблем. Если первоначальный воздух в пресс-форме нагреется и достаточно сожмется, он взорвется и повредит формованные детали и пресс-форму.

Вакуумные пустоты - это пузырьки в деталях, изготовленных методом литья под давлением. Производители иногда называют эти проблемы воздушными карманами. Хотя специалисты по контролю качества говорят, что пустоты - это незначительная проблема, большее количество пустот может ослабить литые детали.
Причина
В пресс-форме плохая вентиляция; полость пресс-формы заполнена неравномерно; воздух задерживается и сжимается, а затем воспламеняется; давление формовки недостаточно; материал имеет большие изменения плотности, поэтому в нем легко образуются пустоты.

Решение
Повысьте температуру пресс-формы; переделайте или измените систему бегунков и расположение затворов; используйте материалы с меньшей вязкостью, чтобы избежать образования пузырьков; сократите время цикла, чтобы избежать сдавливания и воспламенения захваченного воздуха; увеличьте давление впрыска и избавьтесь от захваченного воздуха в полости пресс-формы.
Несовпадение и отклонение линий раздела
Несовпадение линий разъема - это проблема, когда две половины формы не совпадают. В результате на линии раздела формованной детали могут появиться швы или зазоры. Когда формованные детали изгибаются или деформируются во время охлаждения, это называется прогибом. Обе эти проблемы могут привести к тому, что детали не будут соответствовать заявленным характеристикам, а значит, больше деталей будет выброшено, и меньше товаров будет произведено.

Причина
Усилие смыкания неравномерно; Детали пресс-формы меняют размер; Слишком высокое давление и температура впрыска; Пресс-форма расширяется при нагревании; Недостаточно времени для охлаждения пресс-формы
Решение
Убедитесь, что пресс-форма зажата и правильно выровнена; поддерживайте постоянную температуру пресс-формы на протяжении всего процесса литья; оптимизируйте настройки литья под давлением для используемых материалов; термообработка после литья может помочь снизить напряжение.

Заключение
Метод литья под давлением - это универсальная и эффективная технология, позволяющая производить высококачественные детали из пластмассы для различных отраслей промышленности. Однако без соблюдения ряда рекомендаций по проектированию литья под давлением процесс будет неполным. Эта статья даст вам полное представление о том, что вам нужно и как завершить процесс.
Правила проектирования литья под давлением, рассмотренные в этой статье, помогут вам оптимизировать процесс, обеспечить экономически эффективное производство и сократить время цикла. Цена ошибок в проектировании высока. Свяжитесь с Zetar Mold прямо сейчас, чтобы узнать о ваших литьё под давлением дизайн. Мы всегда готовы помочь вам добиться лучших результатов.






