 Перейти к содержанию
Перейти к содержанию 
Горячеканальная литьевая форма
Руководство по изготовлению и проектированию пресс-форм для горячего литья под давлением

Горячий бегун VS. Система холодного прогона
В формах с горячей бегущей дорожкой пластик нагревается, поэтому он остается расплавленным и может быть использован повторно,
уменьшение отходы. В формах для холодной обкатки обкатка остывает и затвердевает, образуя отходы, которые необходимо
быть Удаляется после каждого цикла. Два основных типа литьевых форм - это горячий бегун и холодный
бегущие системы.
Горячеканальная литьевая форма

Пресс-форма для литья под давлением с холодной обкаткой
Горячеканальная литьевая форма
Горячеканальные и холодноканальные пресс-формы - это два типа систем литья под давлением, используемых для изготовления пластиковых деталей, каждая из которых имеет свои преимущества в зависимости от ваших потребностей.

Все, что нужно знать о литьевых пресс-формах для горячего бега
Что такое горячеканальная литьевая форма?
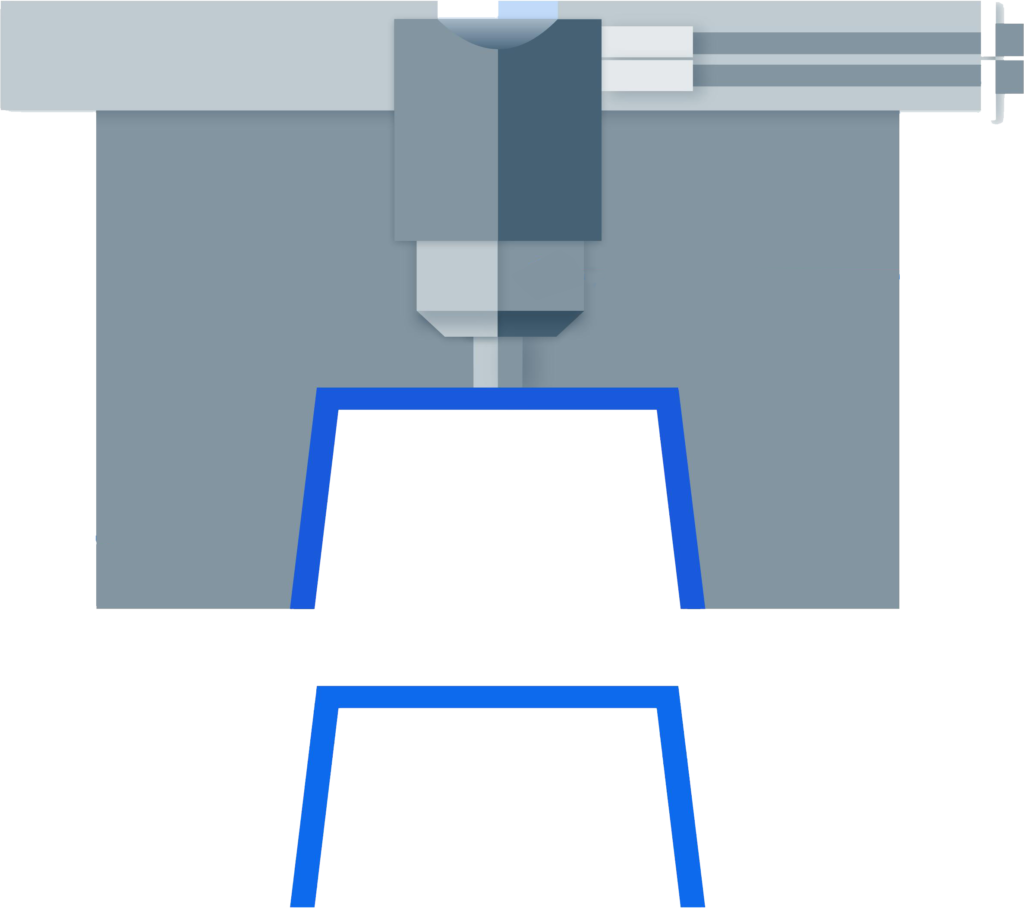
Системы горячего бегуна - это нагревательные компоненты, используемые в литьевых формах для впрыска расплавленных пластиковых гранул в полость формы. Формы с горячими бегунами - это новая конструкция, которая нагревает бегун и затвор традиционных форм или трехплитных форм, устраняя необходимость снимать бегун и затвор во время каждого цикла формования.
Горячеканальная технология используется во многих отраслях промышленности, включая автомобильную, медицинскую, производство потребительских товаров и аэрокосмическую. Она особенно хороша для изготовления изделий, где требуется точность и эффективность, например крышек для бутылок и электронных корпусов.
Горячие бегуны обеспечивают плавление пластика в бегуне и затворе за счет его нагрева. Нагревательные стержни и нагревательные кольца размещаются рядом или в центре бегуна. Весь бегунок от сопла инжекционной машины до затвора остается горячим, поэтому пластик остается расплавленным. Когда вы останавливаете машину, обычно не нужно открывать бегунок, чтобы избавиться от твердого материала. Когда вы снова запускаете машину, вам просто нужно нагреть бегунок до нужной температуры. Вот почему некоторые называют процесс горячей обкатки системой горячего коллектора или формой без обкатки.
Какие существуют типы систем горячего прогона?
Системы горячего хода - обязательное условие литья пластмасс под давлением. Они поддерживают пластик горячим, пока он поступает в форму. Существует несколько различных типов систем горячей подачи. В основном они классифицируются по способу подачи пластика в форму. Вот основные типы систем горячего хода:
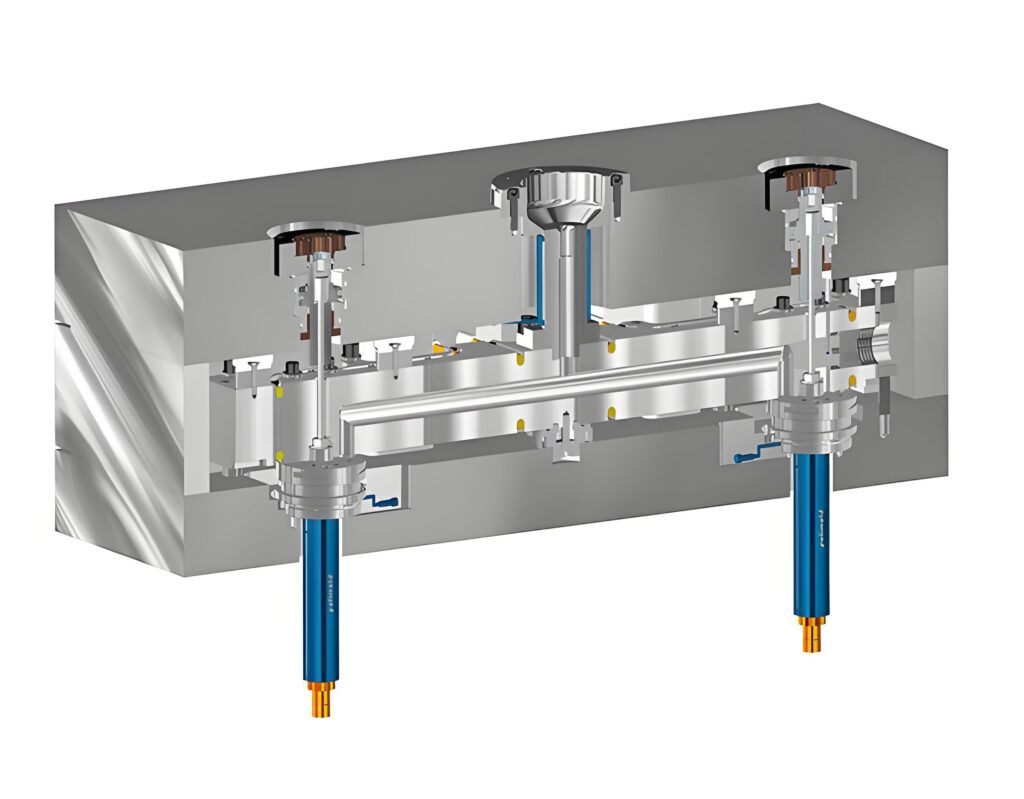
1. Система горячего хода с клапанным затвором:
Эта система использует пневматически или гидравлически управляемые штифты клапанов для точного управления потоком расплавленного пластика в полости пресс-формы, устраняя следы от литников и улучшая качество поверхности. Она идеально подходит для многогнездных пресс-форм и высокоточных изделий. Несмотря на то, что система сложна, дорогостояща и требует более тщательного обслуживания, она отлично подходит для производства изделий с глянцевой поверхностью, автомобильных деталей и других прецизионных компонентов.
2. Система горячего бега с сопловым затвором:
В этой системе расплавленный пластик впрыскивается непосредственно в полость пресс-формы через сопло, что делает ее пригодной для изготовления деталей малого и среднего размера. Она имеет простую конструкцию, низкую стоимость и более проста в обслуживании, хотя следы от литников могут быть более заметны, что делает ее идеальной для изделий, для которых внешний вид не является критическим фактором.
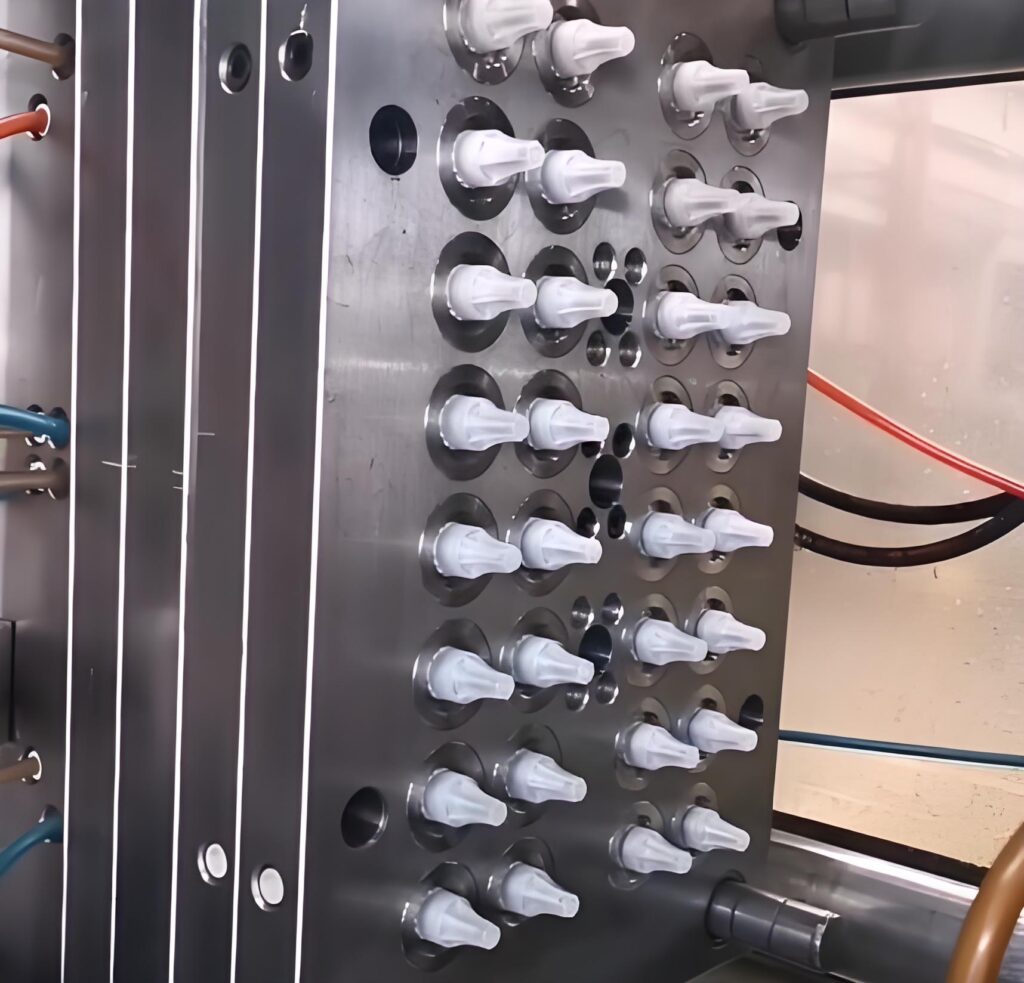
3. Многоточечная система горячего прогона:
Эта система впрыскивает пластик в несколько полостей через несколько затворов, обеспечивая одновременное производство нескольких деталей. Это значительно повышает эффективность производства, что делает ее подходящей для крупносерийного изготовления сложных деталей. Однако она сложна, дорога и требует строгого температурного контроля.
4. Одноточечная система горячего прогона:
Эта система подает пластик в одну полость через один затвор, что делает ее идеальной для одногнездных пресс-форм. Она имеет простую конструкцию, низкую стоимость, проста в эксплуатации и обслуживании, но не так эффективна для больших деталей или многогнездных форм. Обычно он используется для изготовления деталей малого и среднего размера.
5. Система горячего нагнетания с совместным впрыском:
Эта система позволяет одновременно впрыскивать два разных пластика, что делает ее пригодной для изготовления изделий из нескольких материалов или нескольких цветов. Несмотря на сложность и дороговизну, она повышает функциональность изделия и гибкость дизайна, обычно используется для двухцветного литья под давлением или компонентов из нескольких материалов.
6. Система полугорячего бега:
Эта система сочетает в себе преимущества технологий горячей и холодной обкатки, используя горячую обкатку на одних участках и холодную - на других. Она обеспечивает снижение затрат при сохранении определенного уровня точности формования, хотя и менее эффективна для высокоточных изделий. Она подходит для пресс-форм и изделий умеренной сложности.
7. Изолированная система бегунков:
В этой системе используются толстые каналы для поддержания пластика в горячем состоянии, а вместо прямого нагрева используется изоляция. Она хорошо подходит для некоторых термопластов, особенно тех, которые плохо проводят тепло. Она не так хорошо контролируется и не может использоваться с большим количеством материалов, но отлично подходит для специальных изделий из материалов, плохо проводящих тепло.
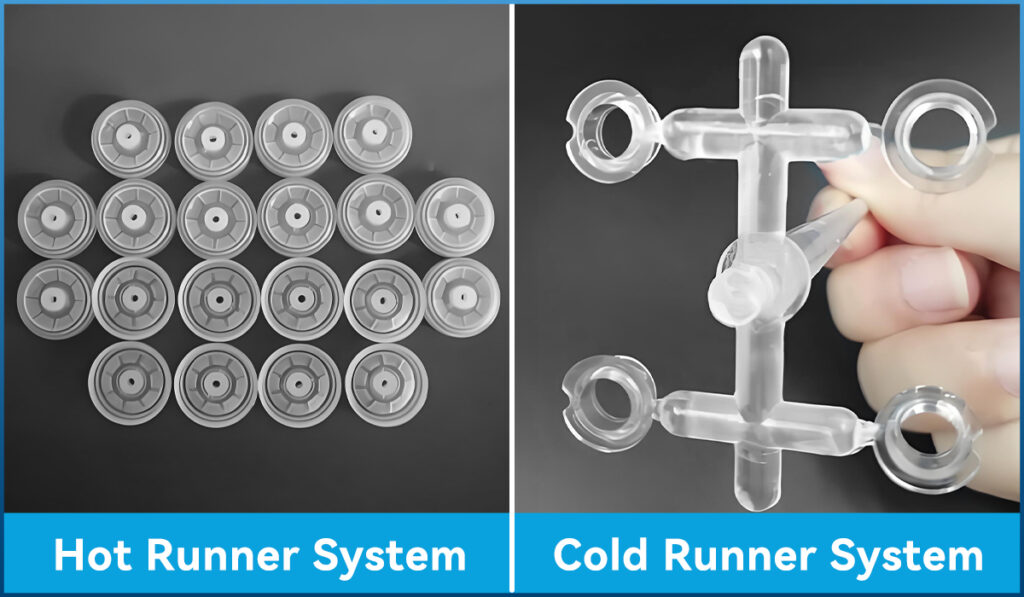
В чем разница между горячеканальным и холодноканальным литьем под давлением?
Горячие и холодные бегуны - это две основные системы, используемые для литья пластмассовых деталей под давлением. Основное различие между ними заключается в том, как пластиковый материал впрыскивается в полость пресс-формы.
1. Система горячего бега:
В системе горячего прогона пластиковый материал впрыскивается непосредственно в полость через нагретую систему прогона. В этой системе поддерживается постоянная температура, обычно в диапазоне 150-200°C (302-392°F), чтобы обеспечить равномерное течение материала и заполнение полости.
Преимущества:
① Сокращение отходов материала: Система горячего прогона не нуждается в охлаждающих прогонах, что означает уменьшение отходов материала и экономию средств.
② Повышение качества деталей: Система горячего прогона лучше контролирует процесс впрыска, что означает более качественные детали с меньшим количеством дефектов.
③ Повышение эффективности производства: Системы горячего прогона могут производить детали быстрее и эффективнее, чем системы холодного прогона.
Недостатки:
① Более высокие первоначальные затраты: Системы горячего прогона стоят дороже систем холодного прогона, поскольку они сложнее.
② Более высокие затраты на техническое обслуживание: Системы горячего прогона необходимо регулярно чистить и обслуживать, чтобы они не засорялись и работали исправно. Это означает увеличение расходов на техническое обслуживание.
2. Система холодной обкатки:
Система холодных бегунков подает пластик в полость через ненагреваемые бегунки, где пластик охлаждается в бегунках.
Преимущества:
① Более низкие первоначальные затраты: Системы холодного прогона проще и дешевле в изготовлении.
② Снижение затрат на обслуживание: Системы холодного прогона реже засоряются, поэтому требуют меньших затрат на обслуживание и их легче чистить.
Недостатки:
① Больше отходов материала: Материал, содержащийся в охлажденных полозьях, необходимо удалять или перерабатывать, что означает увеличение количества отходов и повышение затрат.
② Более низкое качество деталей: Из-за ограничений потока и непостоянного давления впрыска детали, изготовленные с помощью систем холодной обкатки, могут иметь более низкое качество и большее количество дефектов.

3. Приложения:
Горячий бегун:
① Подходит для крупномасштабного производства.
② Идеально подходит для сложных деталей с жесткими допусками.
③ Изделия, требующие точного контроля процесса впрыска.
Холодный бегун:
① Подходит для мелкосерийного производства.
② Идеально подходит для простых деталей с небольшими допусками.
③ Изделия, не требующие точного контроля процесса впрыска.
Почему стоит выбрать пресс-форму для литья под давлением Hot Runner?
Горячеканальные литьевые формы - это то, что нужно, если вы хотите делать пластиковые изделия. Они делают вещи быстрее, экономят пластик и делают более качественные детали. Вот почему их следует использовать:
1. Сокращение отходов материалов:
Система горячего прогона не производит отходов холодного прогона, а значит, избавляет от отходов материала, образующихся при прогоне. Это не только снижает производственные затраты, но и уменьшает количество отходов, с которыми приходится иметь дело, особенно если вы изготавливаете большое количество деталей.
2. Улучшенное качество деталей:
Система горячего прогона позволяет более точно контролировать температуру и давление в процессе впрыска, что делает детали более однородными, уменьшает дефекты поверхности, такие как раковины или коробление, и улучшает механические свойства. Это особенно полезно для многогнездных пресс-форм, чтобы обеспечить высокое качество всех деталей.
3. Повышение эффективности производства:
Формы для горячих бегунков работают быстрее, потому что пластик остается расплавленным, и вам не нужно охлаждать все эти дополнительные бегунки. Кроме того, вам не нужно обрабатывать все эти секции бегунка. Кроме того, пресс-формы с горячими бегунками заставляют инжекционную машину меньше ходить туда-сюда, поэтому вы можете изготавливать детали быстрее.
4. Улучшенная обработка поверхности и механические свойства:
Поскольку расплавленный пластик подается прямо в форму, система горячего прогона делает поверхность деталей более качественной, что позволяет им лучше выглядеть и лучше работать. Она особенно хороша для тонких деталей, которые могут выгибаться.
5. Снижение затрат на обслуживание пресс-формы:
Конструкция горячеканальных пресс-форм предусматривает меньшее количество движущихся частей, что снижает вероятность засорения и требует меньшего обслуживания. Несмотря на то, что горячеканальные пресс-формы имеют более высокую первоначальную стоимость, они имеют более низкие затраты на долгосрочное обслуживание и служат дольше.
6. Гибкость дизайна и согласованность производства:
Горячеканальная система поддерживает более сложные конструкции пресс-форм, подходящие для производства изделий различных форм и размеров, обеспечивая при этом постоянный поток пластика в каждой полости, что повышает согласованность деталей и качество продукции.
7. Снижение трудозатрат:
Поскольку процессы производства горячеканального инжектора высокоавтоматизированы, нет необходимости в ручных операциях по обработке холодных канавок или постобработке. Это значительно снижает трудозатраты.
8. Низкое энергопотребление:
Горячеканальные пресс-формы более эффективны в процессе впрыска, снижают потери тепла и требуют более низкого давления впрыска, что позволяет экономить энергию.
9. Подходит для различных материалов и продуктов:
Горячеканальные пресс-формы могут производить широкий спектр сложных и тонких изделий, что делает их пригодными для крупномасштабного производства в различных отраслях промышленности. Они особенно выгодны при изготовлении тонкостенных или сложных деталей.

В каких случаях нецелесообразно использовать пресс-форму для литья под давлением с горячим бегуном?
Горячеканальные литьевые формы предназначены для впрыска расплавленного пластика в полость формы без предварительного охлаждения пластика. Несмотря на ряд преимуществ, существуют ситуации, когда использование литьевой формы с горячей бегущей стропой может оказаться не самой лучшей идеей. Вот несколько сценариев, в которых вам, возможно, стоит пересмотреть свое решение:
1. Сценарии, не подходящие для использования литьевых форм с горячим движением:
Низкие первоначальные инвестиции и объем производства:
Системы горячего прогона обычно дороже систем холодного прогона. Если вы не производите много деталей, высокая стоимость горячеканальной системы может оказаться нецелесообразной, поскольку вы не получите хорошего соотношения затрат и производительности.
Отсутствие опыта работы с горячеканальными формами:
Системы горячего прогона более сложны в эксплуатации и обслуживании, чем системы холодного прогона. Новым пользователям может быть сложно освоить эту технологию, а неправильная эксплуатация может привести к длительным простоям и экономическим потерям.
Нестабильный контроль температуры во время обработки:
Системы горячего прогона требуют точного контроля температуры. Если оборудование не соответствует требованиям или неправильно настроено, оно может не поддерживать постоянный температурный режим. Это может привести к ухудшению качества деталей и увеличению количества брака.
Производство крупных или сложных деталей:
Горячеканальные системы обычно подходят для средних и небольших деталей. Для крупных или сложных деталей лучше использовать холодноканатные системы, поскольку при использовании горячеканальных систем могут возникнуть проблемы с температурой в больших пресс-формах.
Мелкосерийное производство:
Системы горячей обкатки дороже систем холодной обкатки и требуют более тщательного обслуживания и калибровки. Если у вас нет большого количества деталей, вам может подойти система холодной обкатки.
Точные приложения:
В таких отраслях, как медицинская, аэрокосмическая или автомобильная, где точность имеет ключевое значение, необходимо, чтобы производственный процесс соответствовал строгим стандартам качества. Системы холодной обкатки с большей вероятностью дадут вам стабильные и предсказуемые результаты в таких областях применения.
Высокоточные детали с допусками:
Горячеканальные системы могут быть подвержены тепловому расширению и сжатию, что может привести к отклонениям в допуске деталей. Если у вас строгие требования к допускам, вам стоит рассмотреть возможность использования системы холодной обкатки, чтобы обеспечить стабильность продукции.
Сложные конструкции пресс-форм:
Горячеканальные системы требуют особой конструкции пресс-формы, чтобы хорошо работать. Если конструкция пресс-формы сложная или имеет много затворов, лучше использовать системы холодной обкатки.
Частая смена материала или цвета:
Если в процессе производства вам приходится часто менять материалы или цвета, система горячего прогона может задерживать старый материал, который может загрязниться или изменить цвет. Очистка системы горячего прогона также стоит дорого и занимает много времени.

2. Материалы, не подходящие для использования литьевых форм горячего прогона:
Термочувствительные пластики:
Эти материалы склонны к разложению или деградации при высоких температурах, что приводит к проблемам с качеством при формовании. К распространенным термочувствительным пластмассам относятся:
① ПВХ (поливинилхлорид): Легко разлагается при высоких температурах, выделяя токсичные газы, которые могут быть опасны.
② POM (полиоксиметилен): Легко разлагается при высоких температурах, что приводит к ухудшению качества продукции.
③ PU (полиуретан): Он не стабилен при высоких температурах, что может привести к образованию пузырей или разрушению.
④ PCT-G: Это термочувствительный материал, который может разрушаться при высоких температурах. Системы горячего прогона часто требуют длительного пребывания в расплавленном состоянии, что может привести к чрезмерному времени удержания в горячем прогоне, вызывая деградацию или обесцвечивание, влияя на характеристики и внешний вид конечного продукта.
Материалы, содержащие летучие вещества:
Некоторые материалы содержат летучие компоненты, которые при длительном нагреве могут накапливаться в горячем канале, что может привести к засорению или образованию плесени. К распространенным материалам относятся:
① ABS (акрилонитрил-бутадиен-стирольный сополимер): Может выделять летучие вещества при высоких температурах, что может повлиять на результаты формования.
② Армированные пластмассы (например, материалы, армированные стекловолокном): Высокие температуры могут ускорить разложение смолы, что может привести к образованию летучих веществ и повлиять на срок службы и качество пресс-формы.
Кристаллические материалы:
Кристаллические материалы - та еще морока при обработке в горячих линиях, поскольку у них очень узкое температурное окно. Это затрудняет управление потоком и охлаждением, что приводит к появлению дефектов. К числу распространенных кристаллических материалов относятся:
① ПБТ (полибутилентерефталат): Он плохо поддается текучести и равномерному охлаждению, поэтому возникают дефекты кристаллизации.
② PA (нейлон): Равномерно кристаллизуется, поэтому качество поверхности и механические свойства получаются хреновыми.
Наполненные материалы:
Материалы с наполнителями (например, стекловолокно, минеральные наполнители) могут откладываться в горячем тракте во время нагрева и подачи, что приводит к засорению или износу формы. Примеры включают:
① Пластмассы, армированные стекловолокном: Склонны к осаждению и закупорке при высоких температурах.
② Материалы, армированные углеродным волокном: Высокие температуры ухудшают износ пресс-формы, что влияет на срок ее службы.
Материалы с высокой вязкостью:
Материалы с высокой вязкостью - больное место при работе с горячими бегунами. Они плохо текут, поэтому плохо заполняют сложные полости. Это приводит к коротким выстрелам или неполным деталям. К распространенным материалам с высокой вязкостью относятся:
① ПК (поликарбонат): Высокая вязкость и плохая текучесть делают его сложным для заполнения полостей.
② ПММА (полиметилметакрилат/акрил): Высокая вязкость и длительное нахождение при высоких температурах могут привести к дефектам формовки.
Гигроскопичные материалы:
Некоторые материалы, такие как PA и PC, могут поглощать влагу в горячих бегунах, что может ухудшить состояние материала и повлиять на качество изделия. Если вы не будете хорошо контролировать влажность, эти материалы могут вызвать множество проблем при использовании их в горячих бегунах.
Переработанные материалы:
Переработанные пластмассы могут быть немного деградированы в результате многократной переработки, из-за чего они плохо текут и еще больше разрушаются при повторном нагреве в системах горячей обкатки, что может вызвать проблемы с формовкой.
Высокотемпературные материалы:
Некоторые материалы, которые необходимо обрабатывать при высоких температурах, могут не подходить для горячеканальных систем, так как в таких случаях холодноканальные системы могут лучше поддерживать требуемые температуры.

Руководство по проектированию и выбору пресс-форм для горячего литья под давлением
Системы горячего литья под давлением очень важны в современном производстве, особенно когда речь идет об изготовлении изделий из термопластов. От того, как вы спроектируете и подберете эти системы, во многом зависит, сколько денег вы потратите, насколько качественным будет ваш продукт и как быстро вы сможете его изготовить.
1. Как спроектировать пресс-форму для горячего литья под давлением?
Правильный выбор системы горячего бега очень важен для получения максимальной отдачи от нее. Вот некоторые моменты, о которых следует подумать, когда вы пытаетесь выбрать подходящую систему:
Давление впрыска:
Многие думают, что расплав пластика в горячем канале всегда горячий, поэтому потери давления в нем меньше, чем в холодном канале. На самом деле, горячий канал имеет более длинный путь потока, поэтому потери давления велики, особенно при обработке материалов с плохой текучестью (таких как PC или POM). Поэтому для крупных деталей с длинными путями потока или смол с плохой текучестью рекомендуется заранее провести анализ потока в пресс-форме, чтобы обеспечить точные расчетные данные.
Метод нагрева:
Существует два основных способа обогрева систем горячего водоснабжения:
① Внутренний нагрев: Нагреватели помещаются прямо в канал расплава для нагрева материала.
② Внешний нагрев: Материал нагревается снаружи, благодаря чему расплав течет легче. Этот способ лучше подходит для материалов, чувствительных к нагреву, и позволяет лучше контролировать процесс резки.
Тип ворот:
Различные типы затворов подходят для разных материалов и требований к деталям. Необходимо учитывать такие факторы, как маркировка затвора, расположение затвора и термопластичные материалы (кристаллические или некристаллические). Выбор типа затвора, соответствующего материалу, помогает обеспечить качество продукции и эффективность заполнения.
Стандартные и нестандартные системы горячего прогона:
По возможности используйте стандартные системы горячего прогона. В таких системах используются сопла стандартного размера, бегущие пластины и шиберные вставки, которые не только дешевле и имеют более короткие сроки поставки, но и проще в обслуживании благодаря сменным деталям. Нестандартные системы, хотя и стоят дороже, могут обеспечить индивидуальные решения, основанные на конкретных потребностях.
Совместимость с пластиковыми смолами:
Для разных смол требуются разные системы горячего прогона:
① Для материалов, армированных стекловолокном (например, нейлона, армированного стекловолокном), вам нужна вставка для ворот, которая выдерживает износ.
② Для материалов, которые легко разрушаются (например, ПВХ), следует использовать систему с внешним подогревом, чтобы избежать образования мертвых зон.
③ Для смол, которые плохо текут (например, ПК), вам понадобятся сопла и бегунки большего сечения, чтобы они лучше текли.
Размер бегунка:
Чтобы добиться наилучшей производительности, необходимо рассчитать размер канала расплава, исходя из характеристик смолы, таких как индекс текучести, время впрыска и температура расплава. Если не подобрать правильный размер канала, можно получить детали, которые не заполняются полностью или деградируют. Необходимо учитывать такие параметры, как потеря давления, время пребывания и скорость сдвига.
Многозонный контроль температуры:
Для больших или сложных горячеканальных систем, особенно при обработке термочувствительных материалов, необходима многозонная система контроля температуры. Она позволяет регулировать температуру в разных зонах, что снижает количество дефектов и обеспечивает равномерное распределение тепла.
Система охлаждения:
Конструкция системы охлаждения важна для обеспечения высокого качества деталей. Хорошее охлаждение, особенно в зоне затвора, может предотвратить коробление детали и нестабильность размеров.

2. Как выбрать подходящую пресс-форму для горячего литья под давлением?
Выбор правильной горячеканальной системы для литья под давлением очень важен, если вы хотите получить максимальную отдачу от своего производства, делать качественные детали и экономить деньги. Вот некоторые моменты, о которых следует подумать при выборе системы горячего прогона:
Определите требования:
Четко сформулируйте конкретные требования к проекту, включая тип пластикового материала, геометрию детали и объем производства.
Выбор материала пресс-формы:
Рассмотрите возможность использования таких материалов, как сталь, алюминий или керамика, убедившись, что они соответствуют вашему бюджету и условиям применения.
Оцените системы горячего бега:
Выберите систему, которая подходит для вашего пластика и конструкции детали.
Система охлаждения:
Убедитесь, что конструкция системы охлаждения способна поддерживать стабильную температуру, удовлетворяя потребности вашего приложения.
Потребности в обслуживании:
Выбирайте формы, которые легко обслуживать и чистить, чтобы свести время простоя к минимуму.
Бюджетная оценка:
Сбалансируйте производительность и стоимость в соответствии с вашим бюджетом.
Сроки поставки:
Учитывайте цикл производства пресс-формы и требования к графику проекта.
Производительность плесени:
Выберите пресс-формы, способные производить детали, отвечающие требуемым характеристикам и качеству.
Масштабируемость производственных объемов:
Убедитесь, что пресс-форма способна выдержать различные объемы производства.
Пользовательские опции:
Выбирайте пресс-формы, которые предлагают услуги по настройке в соответствии с вашими специфическими требованиями.
Гарантия и поддержка:
Выбирайте поставщиков, предоставляющих гарантии и техническую поддержку для обеспечения долгосрочной надежности.
Выбирайте опытных производителей:
Сотрудничайте с производителями, которые имеют большой опыт производства и могут предоставить комплексные услуги по техническому обслуживанию.

Как поддерживать и обслуживать пресс-форму для литья под давлением Hot Runner?
Чтобы ваши литьевые формы для горячего прогона работали наилучшим образом, минимизировали время простоя и служили как можно дольше, необходимо проводить их техническое обслуживание и ремонт.
1. Основные шаги по регулярному обслуживанию:
① Чистка: Регулярно очищайте пресс-форму, особенно систему горячего хода, используя мягкие щетки и мягкие моющие средства, чтобы избежать загрязнения и обеспечить надлежащую теплопередачу.
② Смазка: Смажьте движущиеся части пресс-формы (например, сопла для горячего хода), чтобы уменьшить износ и продлить срок службы пресс-формы.
③ Контроль температуры: Следите за системой контроля температуры, чтобы убедиться, что система горячего прогона и пресс-форма находятся при нужных температурах.
④ Проверка на износ: Регулярно проверяйте компоненты пресс-формы, особенно те, которые подвержены повреждениям или коррозии, на наличие утечек, трещин и т.д.
⑤ Проверка системы горячего хода: Убедитесь, что система горячего хода работает правильно, включая температуру сопла, давление и скорость потока.
2. Периодичность технического обслуживания и интервалы обслуживания:
① Каждые 1 000-2 000 выстрелов: Проведите хорошую очистку и проверьте форму и систему горячего хода.
② Каждые 5 000 - 10 000 выстрелов: Замените форсунки для горячей обкатки и очистите внутреннюю поверхность формы.
③ Каждые 20 000 - 50 000 выстрелов: Проведите полное техническое обслуживание, включая замену изношенных деталей, очистку внешней поверхности и проверку системы терморегуляции.
3. Обзор задач технического обслуживания:
① Замена форсунок: Заменяйте насадки при износе, снижении расхода или резком повышении температуры.
② Очистка от плесени: Используйте специальные средства для чистки пресс-формы, чтобы очистить ее внутри и снаружи, особенно систему горячего хода.
③ Обслуживание системы контроля температуры: Проверьте и отрегулируйте систему контроля температуры, чтобы убедиться, что она работает правильно.
④ Выравнивание формы: Часто проверяйте выравнивание пресс-формы, чтобы избежать проблем, вызванных плохим прилеганием.
⑥ Испытание давлением: Проведите испытания системы горячего водоснабжения под давлением, чтобы убедиться, что она не протекает и работает правильно.
4. Другие практические советы:
① Журнал технического обслуживания: Записывайте в журнал все проведенные работы по обслуживанию, включая дату, что вы сделали и что обнаружили.
② Обучение операторов: Убедитесь, что ваши операторы знают, как ухаживать за пресс-формой и как ею управлять.
③ График регулярного технического обслуживания: Составьте график и придерживайтесь его, чтобы не было никаких неожиданностей.
④ Следуйте рекомендациям производителя: Делайте то, что написано в инструкции к пресс-форме.
5. Проблемы, связанные с обслуживанием литьевых форм с горячим движением:
① Сложные геометрии: Некоторые формы с большой полостью имеют причудливую конструкцию с тонкими каналами, что затрудняет очистку и может потребовать специальных способов очистки.
② Чувствительность материала: Некоторые пластиковые материалы могут разрушаться в процессе обработки, что влияет на частоту и способ очистки пресс-формы и системы горячего хода.


Как выбрать правильную скорость впрыска?
Основные выводы – Металлическое литье под давлением (MIM1) сочетает в себе геометрическую сложность пластикового литья под давлением с механическими свойствами кованых или литых металлических деталей, достигая плотности выше 95% от
Крупный план бежевой пластиковой решетчатой структуры с квадратными углублениями и круглым сечением с двумя выступами на плоской поверхности.
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Каковы преимущества использования литья металлов под давлением
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

