 Перейти к содержанию
Перейти к содержанию 

Введение: В процессе управления оборудованием для нагрева, впрыска и охлаждения в процессе литья существует множество переменных, особенно в процессе впрыска. Например: температура бочки, расход гидравлической системы, гидравлическое давление, температура гидравлического масла, усилие смыкания, температура окружающей среды, влажность, износ оборудования и т.д. На первый взгляд это очень сложно.
В процессе производства технологические параметры машины для литья под давлением не изменились, но качество производимых пластиковых изделий изменится. Как же сделать так, чтобы качество производимых пластиковых изделий не изменилось? Данная статья в основном отвечает на этот вопрос и обобщает методы оптимизации процессов литья под давлением.
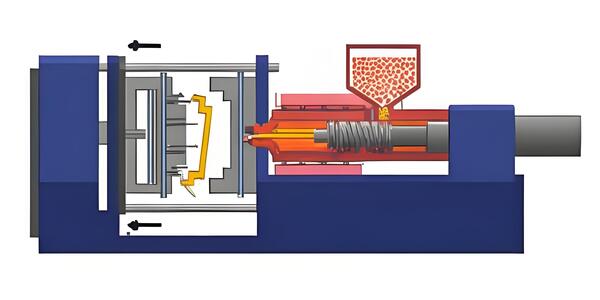
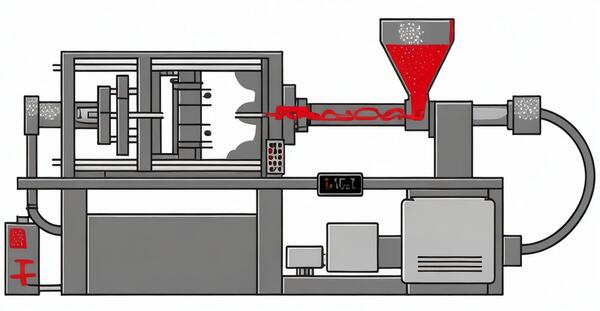
Что такое процесс литья под давлением?
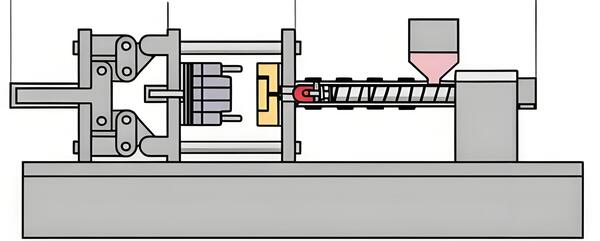
Литье под давлением - это процесс изготовления полуфабрикатов определенной формы путем нагнетания давления, впрыска, охлаждения и разделения расплавленного сырья. Это широко распространенный производственный процесс.
Оптимизация параметров литья под давлением
Мы всегда говорим об оптимизации литьё под давлением процесс, но что это значит? Какие параметры необходимо улучшить, чтобы добиться наилучшей оптимизации? Вот 10 ключевых параметров, которые необходимо регулировать при литье под давлением для получения стабильных и высококачественных пластиковых деталей.
Скорость впрыска
Скорость впрыска пластика влияет на то, как изделие наполняется и остывает. Если впрыскивать слишком быстро, изделие будет подгорать на поверхности, деформироваться и иметь другие проблемы с качеством. Если впрыскивать слишком медленно, изделие не заполнится до конца. Поэтому вам нужно выбрать правильную скорость впрыска, исходя из размера, материала и других особенностей изделия.
Давление выстрела
Давление выстрела - это давление, которое машина для литья под давлением оказывает на расплавленный пластик во время процесса впрыска. Если давление выстрела слишком велико, изделие деформируется. Если давление слишком низкое, поверхность изделия будет шероховатой. Поэтому необходимо оптимизировать давление впрыска и найти подходящий диапазон давления впрыска, чтобы обеспечить качество изделия.
Температура пресс-формы
Температура формы влияет на скорость остывания изделия и степень его усадки. Если температура слишком высока, изделие даст слишком большую усадку. Если температура слишком низкая, на поверхности изделия появятся дефекты. Поэтому вам нужно определить правильную температуру для формы, исходя из таких параметров, как температура плавления материала и размер изделия.

Контроль температуры
Температура пластика или плавления: Важно точно контролировать температуру пластика, чтобы расплавить его равномерно. Различные материалы имеют разные температурные требования, и поддержание правильного температурного режима может предотвратить такие проблемы, как неполное расплавление или термическая деградация.
Температура пресс-формы: Контроль температуры пресс-формы влияет на кристалличность, усадку и время цикла изготовления детали. Поддержание рекомендуемой температуры в пресс-форме помогает обеспечить правильные механические свойства смолы.

Время охлаждения
Время охлаждения - это время, в течение которого деталь остается в форме после впрыска и заливки материала. Необходимо правильно охладить деталь, чтобы она не деформировалась и равномерно затвердела. Оно также влияет на то, сколько времени потребуется для изготовления детали.

Выбор пластикового материала
Тип используемого пластика может сильно повлиять на то, как литьё под давлением Процесс идет своим чередом. Различные пластики имеют разные температуры плавления, скорости усадки и текучести. Правильный выбор пластика для того, что вы хотите сделать, очень важен, если вы хотите, чтобы ваша деталь получилась такой, какой вы хотите ее видеть.

Скорость вращения шнека и противодавление
Скорость шнека: скорость вращения шнека в машине для литья под давлением влияет на общий сдвиг материала. Скорость вращения шнека следует выбирать в зависимости от типа материала и содержания добавок. Правильная скорость шнека обеспечит нужное количество сдвигов за счет вращения шнека и его геометрии.
Противодавление: поддержание правильного противодавления на шнеке важно для перемешивания и смешивания расплавленного пластика. Оно также помогает предотвратить образование пузырьков и делает детали более качественными.
Калибровка машины для литья под давлением
Если вы хотите, чтобы ваша машина для литья под давлением была точной, ее необходимо регулярно калибровать. Это означает, что вам нужно откалибровать настройки давления, температуры и времени на машине.

Проектирование и обслуживание пресс-форм
Хорошая конструкция пресс-формы с правильными вентиляционными отверстиями, бегунками и каналами охлаждения очень помогает в процессе оптимизации. Регулярное обслуживание пресс-формы важно для того, чтобы такие проблемы, как износ, коррозия или повреждения, не влияли на качество деталей.

Системы мониторинга и управления
Используя передовые системы мониторинга и управления, такие как CoPilot®, вы можете отслеживать всевозможные параметры в режиме реального времени. Это поможет вам быстро обнаружить проблемы и быстро их устранить, чтобы вы могли продолжать совершенствоваться в литье под давлением.
Этапы оптимизации процесса литья под давлением
Кривая вязкости
Причина, по которой мы строим кривую вязкости, заключается в том, чтобы подобрать хорошую скорость впрыска, при которой вязкость расплава не будет сильно меняться при незначительных изменениях. Мы хотим, чтобы разница между каждой пресс-формой была как можно меньше, чтобы мы могли делать одинаково хорошие детали каждый раз.
Если посмотреть на кривую вязкости, то можно увидеть, что при скорости впрыска выше 55 мм/с вязкость расплава практически стабильна. Таким образом, если вы установите скорость впрыска на 65 мм/с, у вас будет стабильная фаза заполнения. Небольшие изменения самих параметров не приведут к большим изменениям вязкости расплава.
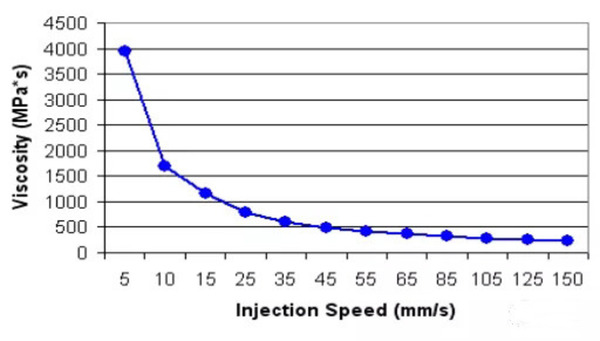
Конечно, есть особые случаи, когда эта оптимизированная скорость не может быть использована, например, для уменьшения ореола ворот. В этом случае, конечно, приоритет отдается внешнему виду, но оптимизированная скорость должна использоваться в качестве опорной для кривой впрыска, например, начать с низкой скорости через ворота для уменьшения ореола ворот, а затем быстро увеличить до оптимизированной скорости.
Испытание баланса потока
Это испытание требуется только для многогнездных пресс-форм, например, с 2 полостями и более. Цель - проверить максимальное процентное отклонение между каждой полостью на разных этапах заполнения. Дисбаланс заполнения может быть приемлемым или неприемлемым, в зависимости от требований к качеству продукции. Эту информацию лучше всего определять после завершения формовки внешнего вида (шаг 4).
Если вы можете держать изделие в руке и формовочное окно большое, проверьте, находятся ли размеры изделия в пределах допуска. Если да, то дисбаланс наполнителя в норме.

Если формовочное окно маленькое, а первая заполняемая полость имеет заусенцы, в то время как другие полости имеют короткие выстрелы или следы раковины, выясните причину дисбаланса заполнения.
Обычно существует четыре основные причины несбалансированного заполнения: разные размеры бегунков, разные размеры затвора, разные размеры выхлопа и разное охлаждение. Однако эти причины часто не имеют большого значения, когда машина только запущена. Другая ситуация - дисбаланс, вызванный сдвигом, особенно для форм с 8 отверстиями для холодной обкатки.
Испытание на перепад давления
Испытание на падение давления проводится для того, чтобы определить, сколько давления теряется в различных точках во время наполнения. Обычно это сопло машины, вертикальный бегунок, основной бегунок, вторичный бегунок, затвор и конец наполнения.
Не используйте для формовки максимальное давление машины. Например, если максимальное давление машины составляет 180 бар, максимальное давление, необходимое для заполнения, не должно достигать 180 бар. Если оно достигает, это означает, что шнеку требуется большее давление для достижения заданной скорости впрыска, но он не может его достичь из-за ограничений по давлению. Это называется "ограниченное давление".
Как правило, в процессе впрыска не следует превышать 90% от максимального давления машины. Если вы смотрите на кривую падения давления и находитесь в области "ограниченного давления" или превышаете 90% от давления машины, найдите более крутой участок кривой давления и попытайтесь уменьшить падение давления там.

Например, на рисунке справа перепад давления на бегунке очень велик, а значит, требуется большое усилие, чтобы протолкнуть пластик через бегунок. Увеличение диаметра бегунка поможет снизить давление.
Внешний вид Молдинг для окон
Косметическое технологическое окно - очень важный тест. Как правило, это окно косметического процесса состоит из давления упаковки и температуры материала (аморфный материал), давления упаковки и температуры формы (кристаллический материал).
Косметическое окно процесса показывает, насколько можно скорректировать процесс и при этом получить приемлемую деталь. Идеальная ситуация - иметь большее технологическое окно. Если технологическое окно меньше, то косметические дефекты сделать будет проще.
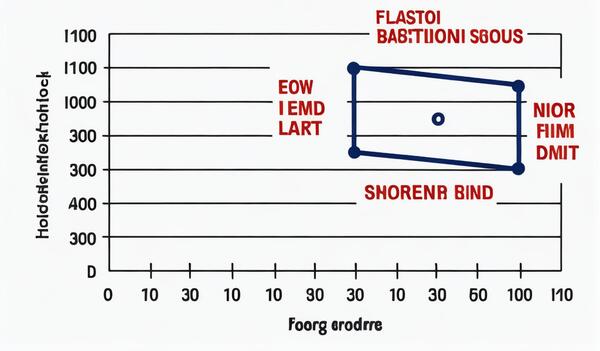
Например, на рисунке выше, если окно процесса меньше, то легче получить короткие кадры или вспышки из-за колебаний самого процесса. Для надежного процесса необходимо иметь большее окно процесса, чтобы компенсировать колебания самого процесса.
Окно внешнего формования также обеспечивает верхний и нижний пределы температуры материала/температуры формы и давления выдержки, которые могут быть использованы при последующих испытаниях формы в связи с корректировкой размеров или испытаниями DOE.
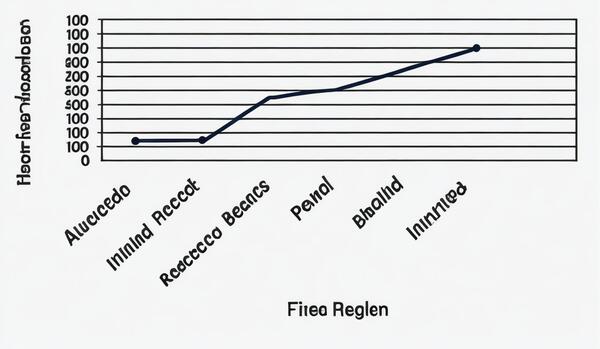
Испытание на замерзание ворот
Для форм с холодной обкаткой или полухолодной обкаткой (от горячей до холодной), чтобы обеспечить повторяемость между формами, удерживающее давление должно сохраняться до полного охлаждения затвора.
После того как кривая сгенерирована, выберите время, через которое вес продукта перестанет расти. На рисунке выше вес продукта перестает расти через 7 с, поэтому для безопасности и учета собственных колебаний процесса установите время удержания на 8 с.
Следует отметить, что дополнительная одна секунда на этапе выдержки не увеличивает время цикла, поскольку за это время ворота должны были застыть, и только холодный бегунок будет удерживаться в течение короткого времени, в то время как продукт уже начал охлаждаться. Поэтому лишнюю секунду следует вычесть из времени охлаждения, чтобы обеспечить одинаковую продолжительность цикла.
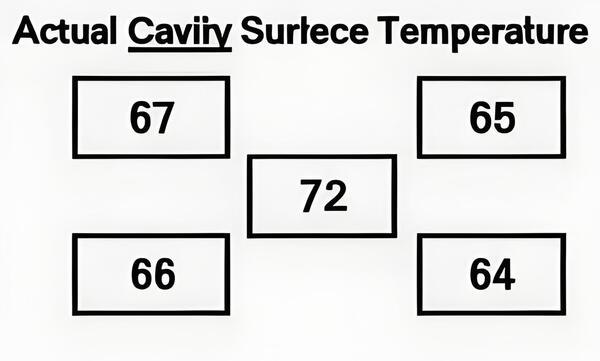
Карта температуры плесени
Цель карты температуры пресс-формы - зафиксировать распределение мгновенной температуры поверхности пресс-формы после выталкивания изделия. Она может быть использована для подтверждения работоспособности контура охлаждающей воды или наличия "горячих точек".

Кроме того, эта информация может быть использована для решения проблем в дальнейшем. Например, если размер изделия не совпадает, можно проверить, соответствует ли температура поверхности формы прежней. Для измерения температуры нужно использовать контактный пирометр.
После первого запуска или остановки машины температура формы будет постепенно повышаться до стабильного состояния. Поэтому необходимо измерить температуру формы после ее стабилизации (не менее 10 форм).

На рисунке выше показаны 5 рамок, которые можно использовать для разных пресс-форм. Например, если вы тестируете пресс-форму с четырьмя полостями, вы должны записать результаты измерений в одной и той же точке каждой полости в четырех угловых ячейках, а среднюю ячейку оставить пустой. Если вы тестируете пресс-форму с одной полостью, вы можете использовать все 5 рамок, чтобы представить различные места измерений.
Советы по оптимизации процесса литья под давлением
Что значит "оптимизировать" процесс литья под давлением? В целом, это означает, что вам нужно внимательно посмотреть на свой технологический процесс, чтобы убедиться, что вы достигаете своих целей наиболее ценным и эффективным способом. Вот пять советов, которые помогут вам в этом.
Контроль качества при изготовлении образцов
Контроль качества - важнейшая часть всего производственного процесса литья. Часто он осуществляется на этапе после производства. Однако контроль качества образцов деталей отличается. Образцы деталей могут играть ключевую роль в стремлении к оптимизации литьё под давлением процесс.
Они исключают риск полного тестирования и оптимизации производства. Кроме того, они позволяют лучше понять процесс и то, как машина будет работать в более контролируемой среде.
Запуская небольшие партии, вы можете увидеть, как идет весь процесс, проверить качество деталей, объем выстрела, температуру расплава имеющейся у вас партии смолы. Результаты, которые вы получите в результате прогона образцов и проверки качества, часто окупают потраченное время и деньги.
Испытание и оценка плесени
Еще один способ оптимизировать процесс формовки - протестировать форму с материалами, которые вы хотите использовать. Существует так много различных смол и рецептур, что даже небольшие различия в вязкости, температуре расплава, температуре пресс-формы и т. д. могут привести к суммарным колебаниям и отклонениям в процессе формования, что приведет к браку и неэффективным процессам.

Некоторые из ключевых моментов тестирования пресс-форм - это тестирование коротких выстрелов, определение степени заполнения и формы, оценка профиля давления и т.д.
Испытания и регулировка пресс-форм и процессов формовки
Получив полезную информацию, полученную в результате испытаний пресс-форм и контроля качества образцов деталей, вы сможете внести коррективы, которые позволят добиться значительных успехов в оптимизации и эффективности процесса.

Например, если вы сталкиваетесь с проблемами коротких выстрелов или непостоянного времени заполнения, вы можете скорректировать конструкцию и расположение пресс-формы, чтобы оптимизировать решение этих проблем. Если температура пресс-формы непостоянна или выходит за пределы допустимого диапазона, вы можете настроить оптимальное время нагрева и охлаждения.
Параметры процесса и диапазоны производительности
Каждая часть процесса литья под давлением - от машин до пресс-форм и смол - имеет допустимый диапазон рабочих характеристик. Когда вы вносите небольшие (или большие) изменения в компоненты процесса, используя реальные результаты тестирования, результаты могут начать суммироваться, чтобы оказать большое влияние на прибыль, результаты и ценность, которую вы можете предоставить своим клиентам.

Создание или следование заданному процессу проектирования экспериментов
Процесс, который можно повторить, обеспечит хорошие показатели деталей, легко устранит неполадки и даст вам как можно больше информации о том, как работает процесс. Повторяемость также важно иметь в виду, когда вы проводите испытания для оптимизации процесса литья под давлением.
Другие советы по оптимизации процесса литья под давлением: контролируйте температуру пластика в диапазоне, рекомендованном поставщиком материала; заполняйте как можно быстрее и как можно меньшим количеством сегментов; разделяйте заполнение и усадку; заполняйте только 95-99% изделия в конце заполнения.

Замедлите скорость наполнения, чтобы уменьшить ориентацию молекул пластика; обеспечьте достаточное давление на стадии наполнения; регистрируйте и поддерживайте постоянное время наполнения; переходите к усадке в конце наполнения; контролируйте давление и время для усадки.
Убедитесь, что давление поддерживается до закрытия затвора. Контролируйте скорость и время охлаждения. Обеспечьте турбулентность в канале охлаждения. Контролируйте температуру охлаждающей воды на входе и выходе. Не используйте технологию автоматического управления регулировкой.

Сделайте процесс пластификации настолько медленным, насколько это возможно, не увеличивая цикл. Не сегментируйте противодавление. Если свойства материала меняются, компенсируйте это не регулировкой температуры, а главным образом регулировкой скорости наполнения.
"Экспериментальный дизайн" означает, что вы проводите испытания запланированным, структурированным и записанным способом. Таким образом, если вы обнаружите какие-либо нарушения или другие проблемы, вы сможете легко отследить их до источника.

Заключение
Подводя итог, можно сказать, что литье под давлением - это распространенный метод обработки, который отличается быстротой, точностью и повторяемостью. Но проблемы есть всегда. Почти на каждом заводе по литью под давлением есть такие проблемы, как нестабильный впрыск, и в продукции всегда есть дефекты.

Поскольку пластмассы имеют свои особенности, а технологическое оборудование сложное, литье под давлением является относительно сложным процессом. Разумный контроль и регулировка таких факторов, как сырье, пресс-формы и параметры процесса в литьё под давлением Процесс может эффективно улучшить качество продукции и эффективность производства. Это оптимизирует производство литья под давлением.







