 Перейти к содержанию
Перейти к содержанию 

Основные выводы
- Пресс-форма для литья под давлениемПрименяйте эти правила: если ваша деталь цельнолитая или имеет внутренние элементы (ребра жёсткости, бобышки, резьбу), используйте литьё под давлением. Если ваша деталь крупная, тонкостенная и относительно мелкая, рассмотрите термоформование. Если ваш объём производства составляет менее 5 000 единиц для крупной детали, экономика оснастки для термоформования становится убедительной. Свыше 50 000 единиц для детали любого размера общая стоимость литья под давлением обычно выигрывает. Отправьте нам ваш 3D-файл, и мы предоставим бесплатную рекомендацию по процессу с анализом стоимости. Смотрите наши
- Thermoforming heats a flat plastic sheet and forms it over a mold using vacuum or pressure — suited for large, thin-walled, shallow parts like trays and enclosures.
- Injection molding achieves ±0.05 mm tolerances; thermoforming typical tolerances are ±0.5–1.5 mm.
- Thermoforming tooling costs 5–10× less than injection mold tooling, making it attractive for large parts at low volumes.
- Material, part geometry, volume, and wall uniformity requirements determine which process is correct for your application.
When a client sends us a design for a large plastic tray, an enclosure shell, or a packaging insert, the first question we ask is: does this part need injection molding or thermoforming? The processes look superficially similar — both form plastic using heat and a mold — but they differ fundamentally in capability, economics, and appropriate use cases. Getting this decision right can save tens of thousands of dollars in tooling and months in development time.
What Is Injection Molding and Why Is It So Widely Used?
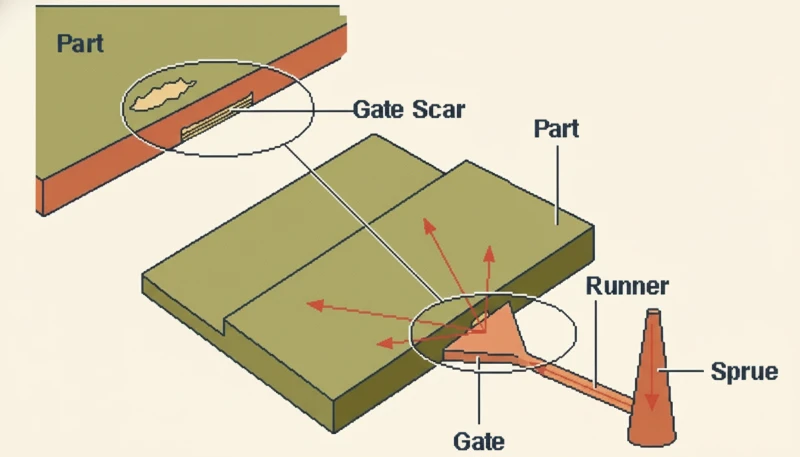
Injection molding forces molten термопластик1 pellets through a heated barrel and into a closed steel mold cavity under pressures of 10,000–30,000 psi. The plastic fills every feature of the cavity, cools, solidifies, and is ejected as a finished solid part. The entire cycle — from mold close to part ejection — typically takes 15–60 seconds for most consumer parts.
The defining characteristic of injection molding is completeness: the mold cavity constrains the plastic on all sides simultaneously, enabling it to replicate features as fine as 0.02 mm — sharp edges, deep ribs, internal threads, living hinges, and snap fits are all achievable in a single operation. In our factory, we use injection molding for the majority of solid plastic parts that require precision, cosmetic quality, or structural performance.
Injection molding scales from single-cavity prototype tools to 128-cavity high-volume production molds, making it economically viable across a wide production range. The process is compatible with virtually every thermoplastic, from commodity PP and ABS to engineering grades like PEEK and LCP. This versatility is why injection molding is the dominant plastic manufacturing process globally, producing over 70% of all plastic parts by volume.

What Is Thermoforming and When Does It Outperform Injection Molding?
Thermoforming heats a flat plastic sheet to its softening point, then forms it against a mold using vacuum, pressure, or mechanical force. Once formed and cooled, excess material is trimmed away, leaving the final part. Unlike injection molding, thermoforming starts with a pre-made sheet rather than raw pellets, and the plastic is formed over the mold rather than injected into it.
There are two primary thermoforming variants: vacuum forming, which uses atmospheric pressure to pull the softened sheet against the mold, and pressure forming2, which adds positive air pressure on the opposite side to create higher detail and sharper features. Vacuum forming is the most common and least expensive; pressure forming approaches injection molding surface quality at a fraction of the tooling cost for appropriate geometries.
Thermoforming excels in three situations: very large parts (automotive headliners, refrigerator liners, spa tubs) where injection molds would be prohibitively expensive; thin-walled packaging applications (food trays, blister packs, clamshells) where sheet stock is efficient; and low-volume production where the lower tooling investment of thermoforming justifies the higher per-part material waste from trimming.
How Do the Two Processes Compare on Part Geometry and Complexity?
Part geometry is the first filter in process selection. Each process has a distinct geometric domain within which it excels and beyond which it fails.
Injection molding produces virtually any three-dimensional solid geometry — complex undercuts with slides and lifters, internal threads from unscrewing cores, multiple wall thicknesses in a single part, and precision features like o-ring grooves and bearing bores. The only constraint is that the mold must open along a parting line and the part must eject cleanly.
Thermoforming is limited to open-face, relatively shallow geometries drawn from a flat sheet. Deep draws with high depth-to-width ratios cause wall thinning and material failure. Undercuts require complex moving mold sections that add cost and reduce the thermoforming tooling advantage. Internal features like bosses, ribs, and snap fits are impossible in standard thermoforming — they require secondary operations such as welding, bonding, or mechanical fastening.
“Оснастка для термоформования может стоить на 80–90% меньше, чем эквивалентные пресс-формы для литья под давлением для крупных деталей.”Правда
A thermoforming tool for a large part might cost $5,000–$20,000 in aluminum or composite, while an equivalent injection mold in tool steel for the same part size would cost $50,000–$200,000 or more. This 5–10× tooling cost difference makes thermoforming the clear economic winner for large, low-complexity parts at low-to-medium production volumes. However, for small, complex, high-volume parts, injection molding wins on total cost.
“Термоформирование может обеспечить такие же размерные допуски, как и литье под давлением.”Ложь
Thermoforming involves uncontrolled stretching of a plastic sheet against a one-sided mold, resulting in wall thickness variation and dimensional tolerances of ±0.5–1.5 mm for standard processes. Injection molding constrains the plastic between two precisely machined mold halves, achieving tolerances of ±0.05 mm. For any application requiring precision fits, sealing faces, or tight assembly tolerances, injection molding is the correct process. Thermoforming excels where dimensional precision is secondary to cost and part size.
Which Process Delivers Better Dimensional Accuracy?
Dimensional accuracy is one of the most important selection criteria for parts that must fit into assemblies, seal against other components, or meet regulatory dimensional specifications.
Injection molding delivers the tightest tolerances achievable in plastic manufacturing. Standard commercial tolerances are ±0.2 mm; with precision tooling and controlled processing parameters (mold temperature, injection speed, hold pressure, cooling time), we routinely achieve ±0.05 mm. The reason: both mold halves precisely constrain the plastic on all sides during solidification.
Thermoforming tolerances are inherently wider — typically ±0.5–1.5 mm for standard vacuum forming, and ±0.3–0.8 mm for pressure forming. Wall thickness variation across a thermoformed part of ±20–40% is expected and acceptable for most packaging applications. The variation arises because the sheet stretches non-uniformly during forming, with thinner walls in corners and deep areas. For precision assemblies, thermoforming parts often require trimming and secondary operations to meet fitment requirements.

How Do Production Volume Economics Compare?
The economic crossover between injection molding and thermoforming depends heavily on part size, complexity, and annual production volume. Understanding this crossover is critical for project planning.
Injection molding has high tooling cost but low per-part cost at volume. A $20,000 injection mold amortized over 100,000 parts adds $0.20 per part; at 1,000,000 parts it adds $0.02 per part. For small to medium parts at high volumes (above 25,000–50,000 units annually), injection molding is almost always the lowest total cost option.
“При больших объемах производства литье под давлением почти всегда имеет более низкую общую стоимость, чем термоформирование для эквивалентных деталей.”Правда
Отходы материала при термоформировании (20–40% обрезков), более длительное время цикла на деталь и ограниченные возможности многогнездных форм означают, что стоимость одной детали не снижается так резко с ростом объема, как при литье под давлением. При объемах примерно выше 50 000 единиц в год для деталей среднего размера высокая стоимость оснастки для литья под давлением полностью амортизируется, и его более низкая стоимость на деталь делает его экономическим победителем. Вот почему товары массового потребления почти повсеместно производятся литьем под давлением, несмотря на высокие инвестиции в оснастку.
“Термоформирование может обеспечить такую же сложность детали, как и литье под давлением, для структурных компонентов.”Ложь
Thermoforming is limited to open-face, relatively shallow geometries drawn from a flat sheet. It cannot produce internal features like bosses, ribs, snap fits, or living hinges in a single operation — all of which injection molding produces routinely. Deep draws cause wall thinning and material failure. For complex structural components, injection molding is the only viable single-step process.
Thermoforming has low tooling cost but higher per-part cost due to material waste from trimming (typically 20–40% of sheet material is scrapped as trim), slower cycle times for thick-gauge forming, and limited cavitation options. For very large parts at low volumes (below 5,000–10,000 units annually), thermoforming often wins on total project cost despite higher per-part cost.
The break-even calculation is straightforward: compare (tool cost + per-part cost × volume) for each process at the planned production volume. We build this model for every client decision between injection molding and thermoforming, and the results frequently surprise engineers who assumed thermoforming would always be cheaper for large parts.

What Materials Work Best in Each Process?
Material selection is tightly coupled to process selection. Both processes work with thermoplastics, but material options and requirements differ significantly.
Injection molding processes virtually every thermoplastic — commodity resins (PP, PE, ABS, PS), engineering resins (PA, POM, PC, PBT), high-performance resins (PEEK, PEI, PPS), and elastomers (TPU, TPE). Highly filled compounds with glass fiber, carbon fiber, or mineral filler are fully compatible. We process over 50 materials in our factory.
Thermoforming requires sheet stock, which is available for common materials (ABS, HIPS, PETG, PVC, HDPE, PEEK) but not for all engineering grades. Highly filled or reinforced materials are difficult to thermoform because the filler disrupts uniform sheet formation and drawing. Material selection for thermoforming is also constrained by sheet supplier availability — specialty materials may not be available in the required thickness.
For applications requiring specific material certifications (FDA, USP Class VI, UL 94 V-0), both processes can accommodate compliant materials, though injection molding typically offers a broader choice of certified grades from multiple suppliers.
 продолжительность цикла3 сравнение термоформования и литья под давлением” class=”wp-image-53071″ width=”800″ height=”457″ />
продолжительность цикла3 сравнение термоформования и литья под давлением” class=”wp-image-53071″ width=”800″ height=”457″ />Frequently Asked Questions About Injection Molding vs Thermoforming
Can thermoforming produce parts as strong as injection molded parts?
For equivalent wall thickness and material, thermoformed and injection molded parts have similar mechanical properties — both are shaped from the same thermoplastic material. However, thermoformed parts have inherent wall thickness variation (thinner in corners) that reduces structural consistency, while injection molded parts with ribs and bosses often achieve better stiffness-to-weight ratios through geometric design rather than raw material thickness.
Which process is better for prototyping?
For large thin-walled parts, thermoforming prototypes can be produced in 1–2 weeks with low tooling cost. For complex solid parts, 3D-printed prototypes are faster and cheaper than either thermoforming or injection mold prototypes. If the prototype must exactly replicate production material and surface finish, injection molding with an aluminum prototype tool (2–3 weeks, $5,000–$15,000) is the best option.
What is the maximum part size for injection molding?
Injection molding is limited by machine shot size and clamping force. Large injection molding machines can mold parts weighing over 20 kg, but tooling for very large parts becomes extremely expensive. Parts above approximately 1,000 × 600 mm projected area typically favor thermoforming over injection molding on economics alone.
Can thermoforming match injection molding surface finish for visible consumer products?
Pressure forming can achieve Class A surface finish on exterior faces that contact the mold, competitive with injection molding for flat or gently curved panels. However, fine surface texture (SPI A1 mirror, SPI D3 heavy texture) is more precisely controlled and consistently replicated in injection molding than in thermoforming.
How do I choose between the two processes for my project?
Применяйте эти правила: если ваша деталь сплошная или имеет внутренние элементы (ребра, бобышки, резьбу), используйте литье под давлением. Если деталь крупная, тонкостенная и относительно неглубокая, рассмотрите термоформирование. Если объем производства ниже 5 000 единиц для крупной детали, экономика оснастки для термоформования убедительна. Выше 50 000 единиц для деталей любого размера общая стоимость литья под давлением обычно выигрывает. Пришлите нам ваш 3D-файл, и мы предоставим бесплатную рекомендацию по процессу с анализом стоимости. Смотрите наш Injection Molding Complete Guide for a comprehensive overview.
-
Термопластик: a polymer material that softens when heated above its melting point and solidifies when cooled, making it processable by injection molding, thermoforming, blow molding, and extrusion, and recyclable at end of life. ↩
-
Pressure forming: a thermoforming variant that applies positive air pressure to the top surface of a heated plastic sheet as it is drawn against a mold, enabling sharper feature detail and finer surface texture than vacuum forming alone. ↩
-
Время цикла: The total elapsed time required to complete one injection molding cycle, including injection, packing, cooling, and mold opening/ejection phases; typically 15–60 seconds for standard parts, with cooling accounting for 50–70% of total cycle time. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.







