 Перейти к содержанию
Перейти к содержанию 

Введение: Литье под давлением - это производственный процесс, который имеет множество названий в зависимости от используемого материала. Одним из таких материалов является ABS, и в этой статье речь пойдет о литье ABS-пластика.

Что такое ABS для литья под давлением?
ABS расшифровывается как акрилонитрил-бутадиен-стирол. Это пластик, состоящий из трех мономеров, каждый из которых придает полимеру свои свойства, обеспечивая ему широкий диапазон эксплуатационных характеристик.

У ABS много положительных качеств. Он обладает химической стойкостью, твердостью и термостойкостью. Ударопрочность и жесткость ему придает бутадиен, а прочность и блеск - стирол. И это один из самых дешевых пластиков. Кроме того, это один из самых простых пластиков, которые можно использовать для литьё под давлением потому что его так легко обрабатывать.
Почему стоит выбрать АБС в качестве материала для литья под давлением?
ABS - прочный и жесткий пластик, но он плохо переносит ультрафиолетовые лучи. Поэтому его нельзя использовать на улице. Но люди, которые делают детали, придумали, как изменить ABS, добавляя в него различные элементы. Они добавляют в него акрил, стекло и волокна из нержавеющей стали, чтобы его можно было использовать на улице. Эти вещества меняют принцип работы ABS, поэтому его можно использовать для самых разных целей.

Эти свойства и потенциал для манипуляций делают ABS самым распространенным полимером, используемым в процессе литья под давлением. Хотите узнать, как этот пластик используется для создания различных готовых изделий? Тогда продолжайте читать дальше.
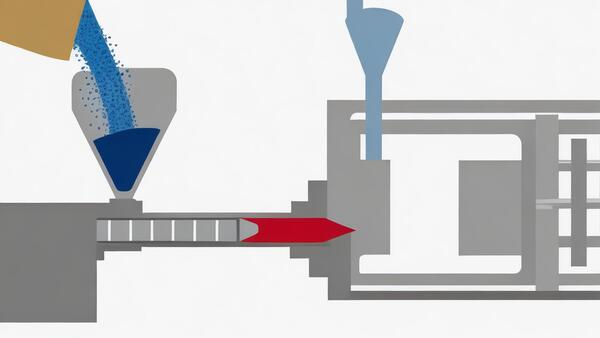
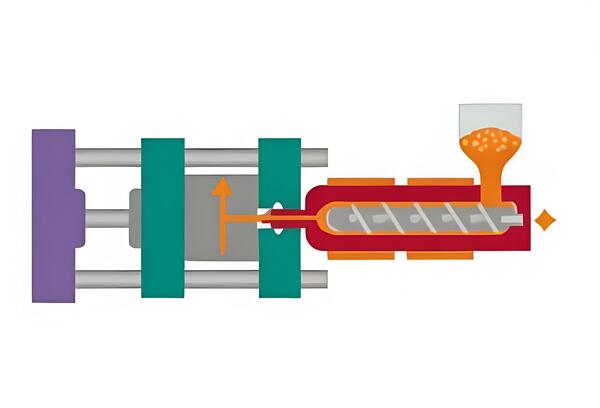
Что представляет собой процесс литья под давлением ABS?
Предварительная обработка материала
Прежде чем использовать ABS-пластик в производстве, его необходимо как следует высушить. Температура сушки составляет 80 - 85°C в течение 2 - 4 часов. Другой способ сушки - использовать сушильный бункер с температурой 80 °C. Но это можно делать только в течение 1 - 2 часов.

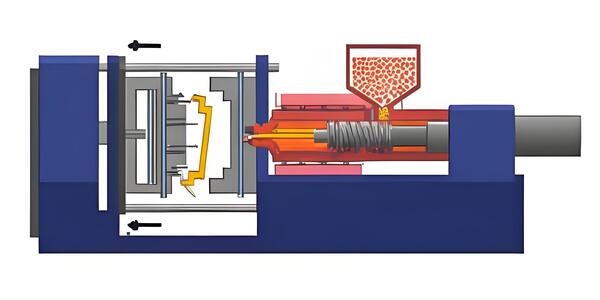
Калибровка машины для литья под давлением
После того как материал готов, необходимо настроить машину для литья под давлением ABS. Это означает установку таких параметров, как степень сжатия, усилие смыкания и давление впрыска. Типичные значения этих параметров: степень сжатия более 2, усилие смыкания от 4700 до 62000 т/м², давление впрыска более 1500 бар.

Конструкция пресс-форм и ворот
Пресс-форма очень важна для литья изделий из ABS. Поэтому проектирование пресс-формы и затвора очень важно для всего процесса литья под давлением. Обычно толщина пресс-форм для ABS составляет 0,025 - 0,05 мм, а длина затвора - менее 1 мм.

Кроме того, диаметр канала, по которому течет расплавленный ABS, составляет 3 мм, а ширина вентиляционных отверстий - 4 - 6 мм. Наконец, температура пресс-формы всегда поддерживается в пределах 60-65°C.
Температура впрыска
Температура, которую вы используете для впрыска АБС-пластика в форму, зависит от типа АБС, который вы используете. Вот некоторые распространенные типы ABS-пластика и температуры, которые следует использовать для их формовки:
Огнестойкость: 200 - 240°C, наилучшая температура - 220 - 230°C;
Гальваническое покрытие: 250 - 275°C, наилучшая температура - 270°C;
Усиленная стекловолокном марка: 230°C - 270°C;
Высокая степень воздействия: 220°C - 260°C, наилучшая температура - 250°C;
Степень термостойкости: 240°C - 280°C, наилучшая температура - 265°C - 270°C.
Скорость литья под давлением
Скорость литья под давлением зависит от марки ABS-пластика и требований к готовому изделию. Например, для огнестойкого ABS-пластика можно использовать только более медленные скорости литья под давлением. Кроме того, для изделий, требующих точной обработки поверхности, может потребоваться высокоскоростное литье под давлением.
Время пребывания
Время выдержки - это время, необходимое пластику для перемещения из ствола термопластавтомата в форму. Для АБС время выдержки обычно составляет 5-6 минут при температуре ниже 265°C. Однако для огнестойких сортов АБС время выдержки короче, а температура ниже.
Противодавление
Для предотвращения износа рекомендуется поддерживать как можно более низкое противодавление во время литья под давлением ABS. Приемлемое давление обычно составляет около 5 бар.

Очистка
Некоторые марки АБС имеют склонность прилипать к винту пресс-формы после извлечения детали. Поэтому лучший способ очистки - подождать, пока остатки отшлифуются, а затем тщательно очистить отсек термопластавтомата полистиролом.
Каковы преимущества литья под давлением ABS?
Литье под давлением ABS - один из самых популярных методов литья пластмасс. И на это есть веская причина. Использование литья под давлением ABS имеет массу преимуществ. Некоторые из этих преимуществ включают:

Высокое литье под давлением
ABS - это пластик, который легко обрабатывается, поэтому из него можно делать сложные детали. Это твердый пластик, поэтому из него можно делать детали, которые хорошо работают даже в сложных условиях.
Высокая прочность на разрыв
Формованные детали из ABS обладают высокой прочностью на разрыв, что делает их пригодными для использования в приложениях, где требуется выдерживать большие нагрузки. Этот пластик выдерживает сильные механические удары, что делает его доступным вариантом для приложений с высокой степенью растяжения.

Возможность вторичной переработки
ABS - отличный материал для вторичной переработки, потому что его можно разложить и смешать с новым ABS для изготовления новых деталей.
Энергоэффективность
Машины для литья АБС-пластика отлично справляются с переработкой этого термопласта. Они мощные и сильные, поэтому могут делать это снова и снова. Энергоэффективные системы также помогут вам сэкономить энергию и время.

Универсальное применение
Литье ABS-пластика также обеспечивает универсальность применения. Этот процесс подходит для широкого спектра смол ABS различных размеров и обладает превосходными возможностями интеграции. Такая гибкость обеспечивает производство компонентов для широкого спектра отраслей промышленности.

Точная воспроизводимость
Литье под давлением ABS - это процесс, позволяющий изготавливать сложные детали для сложных применений. Обычно он ограничивается другими процессы литья под давлением.

Возможность использования взаимодополняющих технологий и контролируемого литья под давлением гарантирует, что формы каждый раз получаются одинаковыми, а формованные детали - высококачественными. Кроме того, этот материал сохраняет свои свойства и характеристики даже при сильном нагреве или сильном охлаждении.
Каковы недостатки литья под давлением ABS?
У ABS, как и у всего остального, есть свои минусы. Некоторые из этих минусов включают
Плохая усталостная прочность
Хотя детали из ABS обычно прочны, они не могут долго выдерживать большие нагрузки, поскольку плохо сопротивляются усталости. Детали из ABS-пластика могут сломаться, если они постоянно находятся в условиях повышенной нагрузки.
Плохая устойчивость к ультрафиолетовому излучению
Один из главных недостатков ABS-пластика - он плохо переносит солнечный свет. Он легко разрушается под воздействием солнечного света. Но когда из ABS-пластика делают детали, в него добавляют добавки, чтобы он лучше держался на солнце.

Высокая эволюция дыма
Хотя этот материал не токсичен для людей, при его производстве образуется дым. Этот дым вреден для людей, которые управляют машинами и чинят их.

Горение материала
Если вы не будете осторожны, то можете сжечь материал при литье под давлением ABS. Это связано с тем, что скопившиеся газы могут создать давление и вызвать воспламенение. В конце концов, вы сожжете материал.

Высокая стоимость пресс-формы
Мы знаем, что стоимость деталей, изготовленных методом литья под давлением ABS, как автоматизированного процесса, невысока. Однако, как и стоимость первоначальных инвестиций, стоимость пресс-формы также высока, что считается основным недостатком.

Какие факторы следует учитывать в процессе литья АБС под давлением?
Когда вы пытаетесь начать производство партии деталей для литья под давлением из ABS, есть несколько вещей, которые должны быть на месте. Эти вещи имеют решающее значение для успешного литья деталей.
Влажность в материале перед формовкой
ABS-пластик обладает некоторой гигроскопичностью (он поглощает влагу из воздуха), а также впитывает влагу из окружающей среды. Однако любая влага в формованном ABS-пластике может привести к дефектам в структуре пластика. Поэтому убедитесь, что используемый вами ABS-пластик правильно высушен.

Если в вашем материале есть пластик ABS, он будет впитывать влагу. Поэтому перед обработкой материала необходимо убедиться, что он сухой. Если вы не высушите его, у вас возникнут проблемы. Главные из них - это то, что работа будет стоить вам больше денег и займет больше времени. Кроме того, если вы не высушите материал, ваши формованные детали будут мутными.

Термостойкая смола ABS поглощает влагу из атмосферы во время хранения и транспортировки. Диапазон поглощения влаги составляет от 0,2% до 0,4%.

Однако перед обработкой литьевого ABS-пластика необходимо резко снизить содержание влаги до 0,05% или менее. Это поможет избежать дефектов литья под давлением во время процесса. Температура сушки составляет 80-95℃, а время сушки - XNUMX-XNUMX часов.
Контроль температуры
Контроль температуры очень важен при литье ABS под давлением, потому что если перегреть пластик, он может разрушиться. Эта деградация происходит при разрыве химических связей в пластике, и в результате на готовой детали могут появиться коричневые вкрапления.

Очень важно использовать термопластавтомат с хорошим температурным контролем. Например, при производстве деталей из ABS с высоким глянцем температура используется выше, чем обычно. Но важно отметить, что чем выше температура, используемая в процесс литья под давлениемЧем меньше время выдержки, тем короче она должна быть.
Проектирование деталей и пресс-форм
Проектирование детали перед литьем под давлением может определить возможность ее изготовления. Вот несколько общих принципов проектирования деталей из ABS:

Толщина стенки детали должна быть одинаковой по всему периметру. Если это не так, то она должна быть в пределах 25% от средней толщины. Это важно, так как если толщина стенки не одинакова по всему периметру, это может вызвать напряжение в детали.
Кроме того, толщина стенки должна определять размер радиуса. Отношение радиуса к толщине стенки не должно быть меньше 0,3. Золотое правило здесь таково: чем больше радиус, тем меньше напряжение. Однако радиус должен находиться в разумных пределах, поскольку слишком большой радиус оставит вмятину на детали.

Толщина формы должна составлять от 0,025 до 0,05 мм. Длина затвора должна составлять около 1 мм, диаметр бегунка - около 3 мм, а ширина вентиляционного отверстия - от 4 до 6 мм.
Наконец, процесс охлаждения литьевой формы должен быть разработан наилучшим образом, чтобы избежать проблем с усадкой.

Давление впрыска
В отличие от других материалов, используемых для литья под давлением, ABS-пластик обладает высокой вязкостью, а значит, необходимо использовать высокое давление впрыска. Это не подходит для простых, небольших или толстых изделий. Но если увеличить давление впрыска слишком сильно, то отформованные детали будут слипаться из-за повышенного трения.

Кроме того, разделение формованных деталей увеличивает производственные затраты. С другой стороны, низкое давление может вызвать повышенную усадку пресс-формы, что приводит к получению деталей низкого качества, неприемлемых для использования.
Скорость впрыска
Скорость впрыска также важна для получения качественной детали. Слишком высокая скорость может привести к пережогу или термической деградации пластика. Также при слишком высокой скорости можно получить плохой блеск, линии сварки и обесцвечивание.
Но если скорость будет слишком медленной, форма не заполнится достаточно. Поэтому для правильной обработки материала необходимо сбалансировать импульс. Кроме того, для обеспечения стабильности размеров ABS-пластика требуется меньше материала, чем для других пластиков. Поэтому вам нужно меньше материала, чтобы обрабатывать его без изменения технологии.
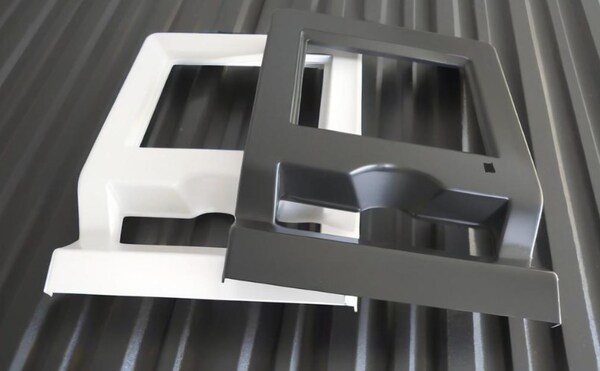
Каковы области применения литья под давлением ABS?
Пластик ABS используется во многих отраслях промышленности. Он легко поддается формовке, дешев в производстве и способен выдержать любые нагрузки. Именно поэтому производители любят его. Вот несколько примеров отраслей, в которых используются детали из ABS-пластика:

Строительный бизнес: ABS-пластик используется производителями для изготовления труб и фитингов для зданий, так как он способен выдерживать удары и противостоять химическим веществам.
Автобизнес: ABS-пластик - популярный материал для изготовления легких автомобильных деталей. Некоторые автомобильные детали из ABS - это ремни безопасности, ограничители дверей, молдинги стоек, детали приборной панели и так далее.

Потребительская индустрия: ABS-пластик используется во многих бытовых приборах, таких как кухонные комбайны, пылесосы, холодильники и т.д.
Коммерческое применение: Эта технология используется в коммерческих отраслях, особенно в производстве бытовых товаров. К таким изделиям относятся вкладыши для холодильников, пылесосы, панели управления и кухонные комбайны.
Электротехническая промышленность : ABS используется в электротехнической промышленности для изготовления корпусов электроники и компьютерных клавиатур.

Каковы затраты на процесс литья АБС под давлением?
Если вы хотите изготовить несколько деталей методом литья под давлением, лучше всего понять стоимость всего процесса, прежде чем приступать к производству. Чтобы оценить затраты, необходимо учесть различные факторы стоимости.
Стоимость оборудования
Если вы собираетесь купить оборудование, вам придется заплатить за него немалые деньги. Вам придется не только покупать оборудование, но и обслуживать его, что обойдется вам в кругленькую сумму. Поэтому самое выгодное решение - передать производство на аутсорсинг.

Стоимость плесени
Это увеличит стоимость литья ABS под давлением. Существует два основных способа изготовления пресс-форм для литья под давлением: обработка на станках с ЧПУ и 3D-печать. Среди этих способов стоимость 3D-печати пресс-форм для небольших партий невысока. Для крупносерийного производства или сложных стальных форм стоимость высока.

Стоимость услуг
Затраты здесь включают в себя зарплату человека, выполняющего эту работу, а также настройку и обслуживание машины. К рассматриваемым параметрам относятся:
Стоимость мониторинга: Это стоимость услуг оператора машины.
Стоимость установки: Время, необходимое для установки пресс-формы и изготовления готовой детали.
Стоимость ремонта: Расходы на ремонт включают в себя починку неисправных деталей, а также инструменты для обслуживания оборудования.
Несмотря на то, что не существует установленной цены на литье ABS, общее правило гласит: чем больше деталей вы делаете, тем дешевле цена за штуку.

Заключение
ABS - один из наиболее часто используемых пластиков для литьё под давлением. Он ценен тем, что является термостойким термопластом и прочным материалом, поэтому полезен во многих сферах жизни. Литье под давлением ABS может показаться простым.
Однако технические детали понятны только специалистам. В технологии литья под давлением точность конструкции полости пресс-формы напрямую влияет на качество и характеристики готового изделия. Поэтому важно передать литье ABS на аутсорсинг компании, которая действительно понимает этот производственный процесс.

В компании Zetar Mold мы располагаем передовыми производственными технологиями и ресурсами, чтобы предоставить вам профессиональный процесс литья пластмасс под давлением, включая литье пластмасс под давлением, быстрое изготовление оснастки, литье под давлением и т.д. Поэтому, если у вас есть какие-либо услуги по литью пластика под давлением, пожалуйста, обращайтесь в Zetar Mold.







