 Перейти к содержанию
Перейти к содержанию 

Введение: Литье под давлением - довольно интересный метод производства. Он существует уже давно и позволяет ускорить производство. Скорость и простота производства являются ключевыми факторами в производстве, особенно массовом, поскольку это дает множество преимуществ. Эти преимущества включают в себя снижение затрат на разработку, более высокую точность прогнозов, ускорение внедрения инноваций и увеличение доли рынка.
Что означает литье под давлением?
Литье под давлением - это производственный процесс, при котором вы берете немного расплавленного материала и выливаете его в форму. Затем вы даете ему остыть и затвердеть. После этого вы вынимаете его из формы. Вы можете использовать этот процесс для изготовления одной вещи, но обычно вы используете его для крупносерийного производства.
То, что вы выдавливаете в форму, обычно пластик или резина. Потому что это позволяет быстро получить много материала, и он всегда хорош, литьё под давлением Используется повсеместно для изготовления электрических деталей, деталей автомобилей, дешевых пластмассовых изделий, деталей мебели и всего прочего.
Каковы основные параметры литья под давлением?
В цикле литья под давлением есть много вещей, которые нужно проверить, чтобы сделать хорошие пластиковые детали. Вот некоторые из них:

Давление впрыска: Это то, насколько сильно вы вдавливаете пластик в форму. Важно убедиться, что форма заполняется правильно и детали получаются хорошими.
Температура плесени: Это то, насколько горяча форма, когда вы изготавливаете детали. Это влияет на то, как течет пластик, как остывают детали и насколько качественными получаются детали.
Давление в форсунках: Это то, с какой силой вы вдавливаете пластик в форму из сопла. Это часть давления впрыска, но это только давление в пресс-форме.
Скорость восстановления: Скорость отскока материала после сдавливания в процессе впрыска.
Скорость усадки: Насколько сильно сжимается формованная деталь от расплавленного состояния до твердого.
Зажимное усилие: Сила, удерживающая половинки формы вместе во время впрыска и охлаждения пластика.

Скорость вращения винта: Скорость вращения шнека внутри ствола машины для литья под давлением. Скорость вращения шнека контролирует, как быстро пластик проталкивается в полость формы, и влияет на время заполнения и охлаждения.
Каковы условия процесса литья под давлением?
Контроль температуры
Температура ствола
Температуры, которые необходимо контролировать в процессе литья под давлением, включают температуру бочки, температуру сопла и температуру пресс-формы. Первые две температуры в основном влияют на пластификацию и текучесть пластика, в то время как последняя температура в основном влияет на текучесть и охлаждение пластика. Каждый тип пластика имеет свою температуру текучести.
Разные источники или марки одного и того же типа пластика имеют разную температуру текучести и разложения. Это связано с тем, что они имеют разные средние молекулярные веса и молекулярно-массовое распределение. Процесс пластификации пластмасс в различных типах инжекционных машин также отличается, поэтому температура бочки также различна.

Температура сопла
Температура сопла обычно немного ниже максимальной температуры ствола. Это необходимо для предотвращения "явления слюнотечения", которое может возникнуть в прямоточном сопле. Температура сопла не должна быть слишком низкой, иначе это приведет к преждевременной коагуляции расплава и блокировке сопла, а также повлияет на характеристики изделия из-за впрыска преждевременной коагуляции в полость формы.
Температура пресс-формы
Температура пресс-формы очень важна для внутренних характеристик и видимого качества изделия. Температура пресс-формы определяется наличием или отсутствием кристалличности пластика, размером и структурой изделия, требованиями к производительности и другими условиями процесса (температура расплава, скорость и давление впрыска, цикл формования и т. д.).

Контроль давления
Давление в процессе литья под давлением включает в себя давление пластификации и давление впрыска, которые непосредственно влияют на пластификацию пластика и качество изделия.
Давление пластификации
(Противодавление) При использовании шнековой инжекционной машины давление на верхнюю часть шнека при его обратном вращении называется давлением пластификации, также известным как противодавление. Величина этого давления регулируется переливным клапаном в гидравлической системе.
При инжекции величина давления пластификации не меняется в зависимости от скорости вращения шнека. Если вы увеличите давление пластификации, вы повысите температуру расплава, но замедлите процесс пластификации. Кроме того, увеличение давления пластификации часто позволяет сделать температуру расплава равномерной, равномерно перемешать краситель и выпустить газ в расплав.

В целом, чтобы расплавить пластик и сделать хорошую деталь, нужно использовать как можно меньшее давление. Точное число зависит от пластика, но обычно оно не превышает 20 кг/см2.
Давление впрыска
В большинстве современных инжекционных машин давление впрыска определяется давлением, оказываемым плунжером или верхней частью шнека на пластик (преобразуется из давления в масляном контуре). Цель давления впрыска при литье под давлением - преодолеть сопротивление потоку пластика из ствола в полость, контролировать скорость заполнения расплавом и упаковывать расплав.

Цикл формовки
Цикл формовки напрямую связан с производительностью труда и загрузкой оборудования. Поэтому в процессе производства необходимо максимально сократить время цикла формовки, обеспечив при этом качество. Во всем цикле формования наиболее важными являются время впрыска и время охлаждения, которые оказывают решающее влияние на качество продукции.
Другое время в цикле формования связано с тем, является ли производственный процесс непрерывным и автоматизированным, а также со степенью непрерывности и автоматизации.

Какие материалы обычно используются для литья под давлением?
Выбор пластиковых материалов не случаен; это стратегическое решение, основанное на том, что вы производите. Будь то прозрачность поликарбоната в оптических деталях или износостойкость нейлона в механических деталях, каждый материал играет важную роль в успехе процесса литья под давлением.

Полипропилен (PP)
ПП, или полипропилен, - это универсальный термопластик, который используется в литьё под давлением. Он легок, устойчив к химическим веществам и выдерживает большой износ. Именно поэтому он так популярен при изготовлении упаковки, контейнеров и деталей автомобилей.

Акрилонитрил-бутадиен-стирол (ABS)
АБС известен своей прочностью, ударопрочностью и стабильностью размеров. Эти свойства, а также способность легко формоваться и окрашиваться делают ABS лучшим выбором для производства потребительских товаров, автомобильных деталей и электронных корпусов.
Полиэтилен (ПЭ)
Полиэтилен (ПЭ) - это легкий пластик, который известен своей гибкостью и дешевизной. Он бывает разных типов, например ПЭНД и ПЭВД, и может использоваться в самых разных отраслях - от упаковки и контейнеров до сельскохозяйственной продукции и игрушек.

Полистирол (PS)
Полистирол (ПС) - прозрачный, твердый и дешевый. Полистирол часто используется в таких бросовых вещах, как упаковка, пищевые контейнеры и столовые приборы, его любят за легкость формовки и дешевизну.
Нейлон (PA 6)
Нейлон, особенно нейлон 6 или PA 6, известен своей прочностью, жесткостью и устойчивостью к истиранию. Он отлично подходит для изготовления механических деталей и часто используется в таких вещах, как шестерни, подшипники и другие детали, которые должны производиться в больших количествах, служить долго и быть сделаны очень точно.

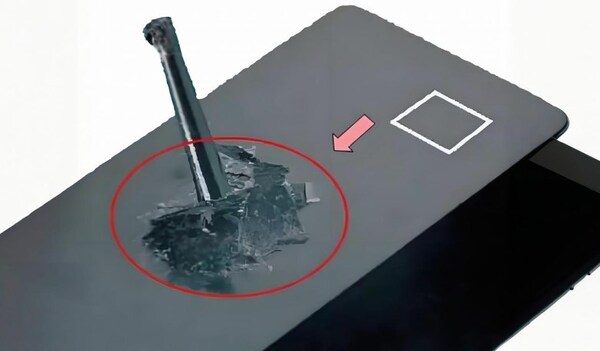
Поликарбонат (PC)
ПК, или поликарбонат, известен тем, что он прозрачен, прочен и способен выдерживать высокую температуру. Именно поэтому он используется для изготовления линз для очков, компьютерных деталей и прозрачных материалов, которые не ломаются, в самых разных отраслях.
Полиоксиметилен (POM)
POM, также известный как ацеталь или дельрин, - это сверхпрочный инженерный пластик с высокой стабильностью размеров. Он идеально подходит для изготовления шестеренок, втулок и других прецизионных деталей, поскольку обладает низким коэффициентом трения и износа и хорошо переносит воздействие химических веществ.

Что такое оборудование для литья под давлением?
Какие существуют типы машин для литья под давлением?
По внешним признакам различают вертикальные, горизонтальные, прямоугольные, поворотные и эксцентриковые типы термопластавтоматов. В настоящее время чаще всего используется горизонтальный тип. По способу расплавления и пластификации инженерных пластмасс в стволе различают два распространенных типа: плунжерный и шнековый.

Плунжерные инжекционные машины редко развиваются в последние годы из-за их недостатков, таких как низкая пластифицирующая способность, неравномерная пластификация, большие потери давления впрыска и низкая скорость впрыска. Наиболее широко используется винтовая инжекционная машина с возвратно-поступательным движением.
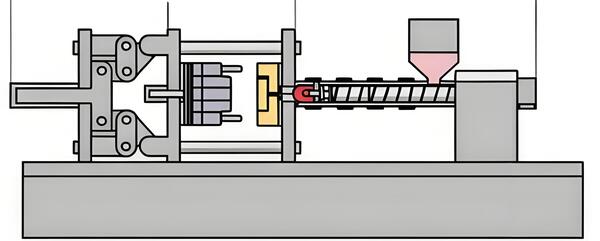
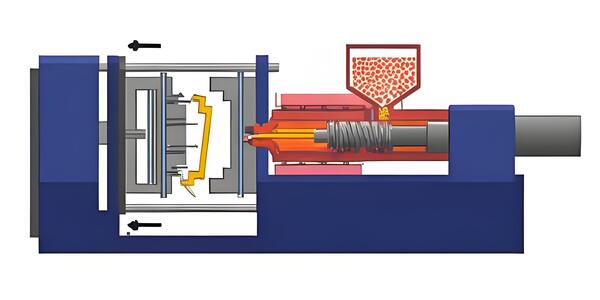
Из каких компонентов состоит машина для литья под давлением?
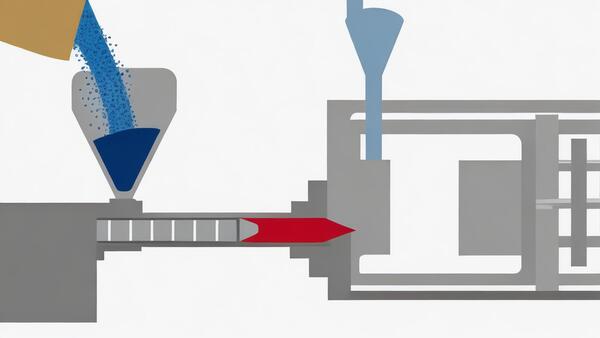
Хоппер: Это контейнер в верхней части машины для литья под давлением, в котором хранится сырье (обычно пластиковые гранулы или смола). Он подает материал в ствол литьевой машины.

Бочка: Это длинная трубка внутри машины для литья под давлением, в которой расплавляются и смешиваются сырьевые материалы. В ней находятся шнек и нагреватель.
Винт: Это штука, которая ходит туда-сюда внутри бочки. Она расплавляет и смешивает сырье, а затем выдавливает его в форму.

Нагреватели: Они используются для нагрева бочки машины для литья под давлением, поддерживая температуру, необходимую для расплавления сырья. Они обеспечивают правильную подачу материала и правильную форму.
Платформа: Это одна из двух пластин, которые удерживают две половинки вместе в процессе литья под давлением. Она может двигаться вперед-назад, открывая и закрывая пресс-форму, чтобы вы могли достать деталь и сменить пресс-форму.
Насадка: Здесь расплавленный пластик выходит из бочки и попадает в форму. Он обеспечивает равномерное поступление пластика в форму.

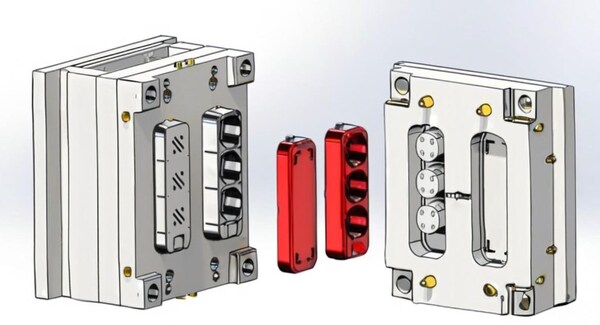
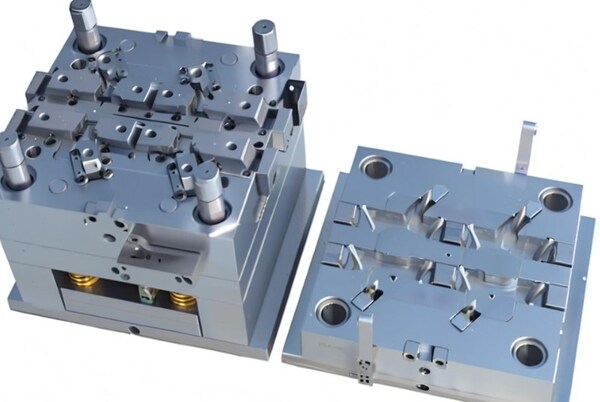
Пресс-формы для литья пластмасс под давлением: Причудливый инструмент, обычно изготовленный из стали или алюминия, который придает форму пластиковой детали. Он состоит из двух половинок (сердцевина и полость), которые соединяются вместе и образуют отверстие, куда поступает расплавленный пластик, а затем застывает.
Полость пресс-формы: Это отверстие или вмятина в пресс-форме, куда попадает расплавленный пластик для получения конечной детали. Оно имеет форму, точно соответствующую той детали, которую вы хотите сделать.
Какие существуют виды литья под давлением?
Овермолдинг
Овермолдинг - это процесс, при котором для изготовления детали используются два разных материала. Вы формуете первый материал, а затем, пока он не остыл, поверх первого формуете второй материал. Это создает прочную связь между двумя материалами. Вы можете использовать эту технологию для изготовления деталей, которые выглядят лучше и работают лучше, и вам не придется выполнять дополнительную работу для завершения изготовления детали.
Вставное формование
Литье со вставками похоже на овермолдинг. В этом методе литья под давлением перед заливкой расплавленного материала в форму помещается предварительно отформованный объект. Идея заключается в том, чтобы поместить предварительно сформированный материал в отлитый объект. Одно из применений литья со вставкой - это вставка металлических отверстий для винтов в пластиковые детали.

Литье металлов под давлением
При этом методе вы смешиваете мелкодисперсный порошок металла с воском, полипропиленовым связующим или другими полимерами, чтобы получить сырьевую смесь. Затем вы впрыскиваете ее в форму и охлаждаете. После застывания вы снимаете часть маскировки с помощью каталитических процессов и растворителей.
Литье под давлением, также известное как литье под высоким давлением, - это процесс заливки расплавленного металла в полость под высоким давлением. Вот как это работает:

Сначала вы подготавливаете форму (штамп), то есть смазываете полость формы, чтобы отливка легко выходила, и контролируете температуру. Затем вы закрываете форму и впрыскиваете расплавленный металл под относительно высоким давлением, от 1500 до 25400 фунтов на квадратный дюйм. Литые изделия изготавливаются из цветных металлов, таких как медь, цинк, алюминий и свинец.
Тонкостенная инъекция
Это процесс литья под давлением используется для изготовления пластиковых деталей с очень тонкими стенками, таких как упаковка для пищевых продуктов, детали оборудования и лабораторные приборы. Размер этих деталей больше, чем их толщина. Процесс изготовления тонких стенок сложнее, чем другие процессы.

Микроформование под давлением
Микролитье - это процесс литья под давлением, используемый для производства крошечных пластиковых деталей весом от 1 до 0,1 грамма. Он позволяет изготавливать микродетали различной сложной геометрии с максимальной точностью и аккуратностью.
Литье под давлением с использованием газа
Когда вы используете литье под давлением для изготовления толстых пластиковых деталей, существует вероятность того, что расплавленный пластик деформирует детали при остывании. Впрыск с газовой поддержкой предотвращает это. Когда расплавленный пластик застывает, газ поступает в форму через газовый канал, чтобы создать гладкую поверхность.

Как работает литье под давлением?
Для литья под давлением вам понадобится термопластавтомат. Процесс состоит из нескольких этапов:
Зажим
Сначала пресс-форма зажимается, чтобы расплавленный пластик не вытекал из-за теплового расширения. Зажимное устройство оказывает давление, удерживая половинки формы вместе и создавая хорошую герметичность. Этот этап очень важен, поскольку он создает основу для последующих шагов и обеспечивает стабильность во время впрыска и охлаждения пластика.
Инъекция
Фаза впрыска начинается с впрыска расплавленного пластика в полость формы под высоким давлением. Расплавленный пластик - это пластик, который был расплавлен до температуры плавления. Этот этап требует точного контроля скорости впрыска, давления и температуры, чтобы материал полностью и равномерно заполнил полость.
Обычно шнек внутри машины для литья под давлением продвигает расплавленный материал в форму при контролируемых условиях. При подаче давления расплавленный пластик проходит через систему бегунков и попадает в полость пресс-формы, где принимает нужную форму.
Холдинг
После того как горячий пластик попал в форму, наступает небольшая пауза, называемая фазой выдержки. Во время этой фазы материал просто сидит в металлической форме, позволяя ему оседать и равномерно распределяться. Важно дать материалу достаточно времени, чтобы распределиться и заполнить все углубления детали. Эта фаза помогает свести к минимуму такие дефекты, как воздушные карманы или пустоты, и обеспечивает прочность и однородность детали.

Охлаждение
После фазы выдержки пресс-форма переходит в фазу охлаждения, где расплавленный пластик в полости формы застывает. Охлаждение может осуществляться различными способами, например, прогоняя охлаждающую жидкость через каналы в пресс-форме или позволяя пресс-форме самостоятельно остывать на воздухе.

Охлаждение очень важно для получения нужных свойств детали, обеспечения ее правильного размера и предотвращения деформации или повреждений. Мы контролируем скорость охлаждения детали и следим за тем, чтобы она охлаждалась одинаково по всей поверхности, чтобы не возникало напряжения внутри и чтобы она охлаждалась одинаково по всей форме.
Открытие
После затвердевания пластика форма проходит стадию раскрытия, когда две половинки формы разъединяются, чтобы показать новую деталь.

Раскрытие пресс-формы обычно осуществляется с помощью гидравлической или механической системы, которая прикладывает усилие к зажимному механизму пресс-формы, заставляя его разжиматься и открываться. На этом этапе важны точность и последовательность действий, чтобы обеспечить плавное извлечение детали без каких-либо повреждений. Правильное раскрытие пресс-формы также помогает предотвратить деформацию или искажение детали при ее выходе из полости.
Выталкивание (извлечение продукта)
После открытия пресс-формы конечная пластиковая деталь выбивается из ее полости, что является последним этапом процесса литья пластмассы под давлением. Вынутая деталь может быть извлечена вручную оператором или автоматически с помощью выталкивающих штифтов или выталкивающих плит, встроенных в конструкцию пресс-формы.

Когда вы снимаете детали с литника, будьте осторожны, чтобы не повредить и не погнуть деталь. Вы также можете обрезать лишний пластик, так называемый флэш, чтобы деталь лучше выглядела и подходила.
Каковы преимущества литья под давлением?
Высокая точность
Литье под давлением - это процесс, который позволяет изготавливать детали с очень жесткими допусками и постоянными размерами. Он позволяет производителям изготавливать детали сложной формы и с замысловатыми деталями с высокой точностью, так что каждая деталь получается именно такой, какой она должна быть. Литье резины под давлением позволяет повысить эффективность производства за счет оптимизации настроек узла впрыска.

Замысловатые детали
Одна из особенностей литья под давлением заключается в том, что вы можете изготавливать детали с большим количеством деталей и сложными свойствами. Сюда входят тонкие стенки, сложные узоры, подрезы, резьба и другие детали, которые трудно или невозможно сделать другими способами.
Дольше ждать начала работы
Литье под давлением обычно требует больше времени на настройку и запуск, чем некоторые методы быстрого прототипирования, например 3D-печать. Прежде чем приступить к серийному производству деталей, необходимо спроектировать и изготовить пресс-формы, провести испытания пресс-форм и настроить параметры процесса. Таким образом, время от создания концепции до готовой детали может быть больше, чем при использовании более быстрых методов прототипирования.

Долговечность
Детали, изготовленные методом литья под давлением, прочны. Они созданы для того, чтобы быть прочными. При этом материал распределяется равномерно, поэтому детали получаются прочными и выдерживают удары. Они не изнашиваются легко. Они выдерживают удары. Они могут выдержать непогоду. Вот почему их можно использовать для самых разных целей в самых разных отраслях.
Автоматизация
Литье под давлением очень автоматизировано, что позволяет работать быстро и экономить на людях. Автоматизированные машины для литья под давлением могут работать постоянно, почти не привлекая людей, поэтому детали всегда получаются хорошими, и вы можете сделать их много. Это также означает, что вы можете сделать много деталей очень быстро, так что вы можете успеть сделать их вовремя и изготовить большое их количество, если вам это необходимо.
Каковы недостатки литья под давлением?
Высокие первоначальные затраты на плесень
Одним из главных минусов литья под давлением является высокая стоимость изготовления пресс-формы. Проектирование и изготовление пресс-формы под конкретную форму детали может быть очень дорогим, особенно для сложных или причудливых конструкций. Эти предварительные затраты могут стать решающим фактором для компаний с небольшими объемами производства или ограниченным бюджетом.
Ограничения по размеру
Литье под давлением могут иметь ограничения по размерам, особенно для крупных деталей. Размер машины для литья под давлением и емкость полостей могут ограничивать максимальный размер детали, которую можно изготовить. Для изготовления крупногабаритных деталей может потребоваться специальное оборудование или несколько полостей пресс-формы, что увеличивает стоимость и сложность.

Ограничения конструкции
Литье под давлением очень удобно для создания всевозможных форм и деталей, но все же есть некоторые моменты, о которых нужно подумать при проектировании детали. Некоторые формы, например острые углы, тонкие стенки или глубокие отверстия, могут затруднить заполнение формы, охлаждение детали или извлечение ее из формы.

Когда вы проектируете деталь для литья под давлением, вам необходимо продумать такие моменты, как углы вытяжки, толщина стенок и другие правила проектирования, чтобы убедиться, что ваша деталь может быть изготовлена и будет качественной. Иногда для изготовления детали могут потребоваться дополнительные элементы в пресс-форме или дополнительные шаги, если она имеет вырезы или странные формы внутри, а это может сделать ее более дорогой и сложной в изготовлении.
Каковы некоторые распространенные дефекты при литье под давлением?
Деформация
Деформация при литье под давлением - это когда деталь получается изогнутой или скрученной. Это происходит из-за неравномерной усадки пластика при охлаждении. Это может быть вызвано неравномерным охлаждением пресс-формы, что создает нагрузку на деталь.

Чтобы предотвратить коробление, убедитесь, что стенки пресс-формы имеют одинаковую толщину по всему периметру, и дайте детали достаточно времени для медленного охлаждения. Материалы с полукристаллической структурой особенно склонны к короблению.
Расслоение поверхности
Расслаивание поверхности - это когда поверхность детали разделяется на тонкие слои, похожие на отслаивающееся покрытие. Эта проблема возникает из-за загрязнений в материале или использования слишком большого количества разделительных агентов.
Расслаивание может испортить внешний вид материала и его прочность. Вы можете предотвратить его появление, изменив температуру формы, используя меньше разделителя для форм и убедившись, что пластик высох до того, как вы его сформуете.
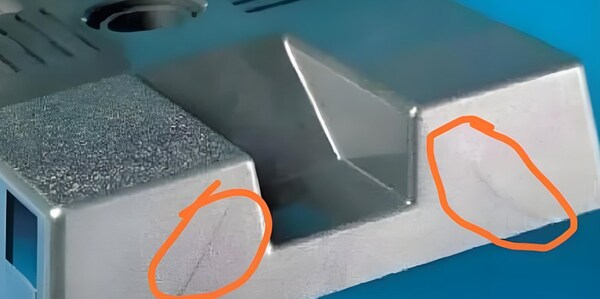
Маркировка раковины
Следы раковины - это небольшие вмятины или углубления, которые иногда можно увидеть на поверхности отлитой детали. Они возникают из-за неравномерного охлаждения или из-за того, что материал не полностью заполняет форму. В этой статье мы объясним, что такое следы раковины, каковы причины их появления и как их устранить, чтобы получить гладкую, идеальную поверхность.

Переплетение или сварка линий
Линии слияния или линии сварки - это линии, где два потока расплавленной смолы встречаются во время прохождения через форму. Эти линии обычно образуются вокруг отверстий геометрической формы. Когда пластик течет вокруг отверстия, пересечение двух потоков образует видимую линию.
Линии сварки - это плохо. Они делают вашу деталь слабой и легко ломающейся. Сварные линии могут появиться, если смола слишком холодная, если вы впрыскиваете слишком медленно или если у вас недостаточное давление. Исправить линии сварки можно, изменив форму. Вы можете убрать те элементы, которые создают линии сварки.
Каковы основные области применения деталей, изготовленных методом литья под давлением?
Автомобильная промышленность
Пластиковые детали делают кузов и различные части автомобиля более аэродинамичными. С учетом меняющихся потребностей этой отрасли литье под давлением для автомобильной промышленности - это путь, по которому идут производители.

Упаковочная промышленность
В упаковочной промышленности используются компоненты, которые эффективны при разработке креативных дизайнов упаковки, привлекательных для покупателей. Помимо привлекательного внешнего вида и эстетики, продукция должна соответствовать строгим нормам безопасности и гигиены. Литье под давлением может улучшить общее качество продукта, не вызывая при этом серьезных проблем.
Медицинская промышленность
В медицинских компонентах часто используются нестандартные пластиковые детали, обладающие отличными механическими свойствами и жесткими допусками. Медицинская промышленность находится на переднем крае точности и устойчивости. Производство медицинских пластиковых деталей строго регламентировано. Медицинские детали также нуждаются в правильных соединениях и структурных свойствах, чтобы быть долговечными и выдерживать высокие температуры.

Индустрия потребительских товаров
Производство мебели для дома в значительной степени опирается на технологию литья пластмасс. Основное преимущество этого метода для потребительских товаров - возможность обеспечить желаемую отделку и эстетику.
Резюме
Литье под давлением - отличный способ изготовить сразу много пластиковых деталей. Оно быстрое и позволяет делать много деталей одновременно. Кроме того, этот способ хорош тем, что позволяет делать одинаковые детали каждый раз. Но изготовление пресс-формы стоит дорого, и для того, чтобы приступить к работе, требуется много времени.

Иногда детали выглядят не очень хорошо, потому что они гнутся или в них появляются дыры. С помощью литья под давлением люди изготавливают множество вещей, например детали автомобилей, упаковки и медицинские товары. Это очень важный способ производства.







