 Перейти к содержанию
Перейти к содержанию 

Существует множество способов сделать форму. К ним относятся сердечники бокового действия, узел холодного впрыска, пресс-форма с прямой тягой и канал охлаждения.
Каждый из этих методов может привести к созданию различных типов деталей. Они рассмотрены ниже. Каждый из них имеет свои преимущества и недостатки.
Сердечники бокового действия
Несколько факторов могут повлиять на производительность литьевые формы. Например, старые пресс-формы могут иметь иные боковые тяги сердечника, чем это требуется в настоящее время.
Новые параметры формовки, различные материалы и требования к стеклу также могут негативно повлиять на производительность пресс-формы. Это может привести к тому, что сердечники будут изгибаться, вспыхивать или смещаться.
Сердечники бокового действия усложняют конструкцию пресс-формы и увеличивают ее стоимость. В отличие от пазовых элементов, сердечники бокового действия должны перемещаться перпендикулярно оси пресс-формы, поэтому оснастка должна быть смещена относительно оси пресс-формы.
Это делает пресс-форма для литья пластмассы под давлением сложнее, что увеличивает стоимость и время изготовления. Кроме того, конструкторам приходится добавлять в конструкцию углы наклона, чтобы учесть боковое действие.
Другой тип конструкции пресс-формы предполагает наличие стержней, которые можно снимать и заменять. Большинство пресс-форм имеют две стороны: сторону "А" для внешней косметической поверхности детали и сторону "В" для внутренних деталей.
Первый вариант, как правило, гладкий, без выступов и самый простой в проектировании. Второй вариант обычно сложнее и требует выдвижных боковых стержней и вставок.
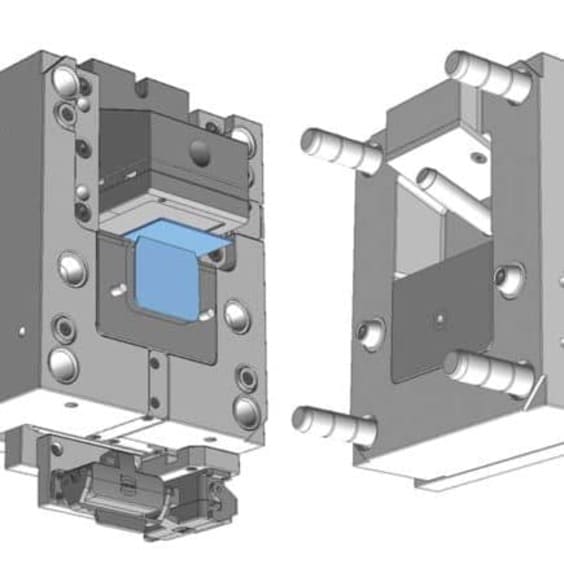
Пример сердечника бокового действия показан на рисунке ниже. Он используется для изготовления корпуса пульта дистанционного управления.
Эта пресс-форма имеет сердцевину бокового действия, содержащую вентиляционное отверстие и выталкивающие штифты. С помощью этой пресс-формы можно изготавливать различные виды пластиковых изделий.
Качественный сердечник бокового действия имеет высокий уровень преднатяга и обеспечивает гидравлическое давление в ноль. Также важно, чтобы сердечник был достаточно большим, чтобы выдержать силу литье пластмасс под давлением процесс.
Узел холодного впрыска
Формы для литья под давлением изготавливаются одним из двух способов. Традиционный способ использует стандартную механическую обработку и технологию EDM. Обработка с ЧПУ может быть более эффективной и позволяет создавать формы с более точными деталями.
Стоимость пресс-формы зависит от количества полостей и сложности конструкции.
Меньшее количество полостей означает меньший объем инструментальных работ, в то время как дополнительные детали увеличивают цену. Стоимость также зависит от качества обработки поверхности.
При проектировании пресс-формы конструктор учитывает количество функций, которые должны быть в ней предусмотрены. Процесс литья под давлением требует множества этапов, от проектирования до производства.
Один из них включает в себя проектирование пресс-формы, в которой будут храниться расплавленные пластиковые компоненты. Еще один важный этап процесса литья под давлением - создание сердцевины.

Форма должна быть спроектирована с достаточно большим сердечником, чтобы вместить все элементы, которые будут в нее залиты.
После того как пресс-форма разработана, ее необходимо тщательно протестировать, чтобы убедиться, что конструкция подходит для изготовления пластиковой детали.
Прежде чем использовать его в производстве, необходимо изготовить прототип. Формы для литья под давлением могут быть изготовлены с помощью стандартной обработки, компьютерного цифрового управления (ЧПУ) и электроэрозионной обработки.
Термопластичное сырье подается в нагретую бочку с помощью возвратно-поступательного шнека. Под воздействием тепла происходит химическая реакция, которая ослабляет силы Ван-дер-Ваальса в сырье.
Это приводит к увеличению пространства между молекулами, что снижает вязкость. Затем расплавленный пластик поступает в полость формы через систему бегунков.
После остывания пластик приобретает желаемую форму. Затем с помощью выталкивающего штифта пластик выталкивается из формы.
Цикл литья под давлением может быть изготовлен из большинства типов полимеров. К таким материалам относятся термопласты, термореактивные материалы и эластомеры. С 1995 года количество доступных материалов увеличивалось примерно на 750 в год.
Сегодня существует более 18 000 материалов, включая множество сплавов ранее разработанных материалов. Выбор материала основывается на стоимости, прочности и функциональности конечного продукта.

Прямая пресс-форма
Прямая тяга пресс-формы для литья пластмасс под давлением идеально подходят для производства деталей в больших объемах. С помощью сопла под высоким давлением пластиковый материал впрыскивается в форму.
Форма обычно изготавливается из стали или алюминия. Две ее половины удерживаются вместе с помощью гидравлических или механических зажимов.
В полости находится расплавленный пластик. Механизм выталкивания пресс-формы предотвращает застревание или деформацию детали.
Пресс-форма с прямой тягой - это самый простой тип пресс-формы. Ее конструкция проста и позволяет снизить общую стоимость.
Геометрия пресс-формы должна быть 2.D и без выступов. Для более сложных геометрий требуются стержни или вставки бокового действия. Toth Mold/Die Inc. производит тысячи пресс-форм бокового действия каждый год.
Затраты на оснастку начинаются от $1 000 и могут достигать $3 000. Эти затраты не зависят от объема производства и количества выпускаемых деталей.
Мелкие производства особенно страдают от расходов на оснастку. Однако существуют способы снижения стоимости оснастки. Простая модификация конструкции может снизить стоимость оснастки на 50-70%.
Добавление боковых элементов увеличивает количество геометрий деталей, которые могут быть изготовлены. Боковые элементы - это вставки, которые помещаются в полость пресс-формы.
Эти вставки позволяют выполнять поднутрения, которые невозможно получить с помощью пресс-формы с прямой тягой. Они также позволяют материалу течь вокруг них.
Толщина стенок деталей должна быть равномерной, чтобы избежать концентрации напряжений. Неравномерная толщина стенок также может привести к искажению геометрии детали.
Важно точно рассчитать усадку перед проектированием формы. У каждого полимера своя скорость усадки.
Эта информация часто не предоставляется поставщиком полимера. Поэтому выбор марки полимера должен быть сделан до проектирования пресс-формы.
Еще одно соображение для конструкторов - объем пространства, доступного для расширения. Если деталь очень гибкая, отбойник может деформироваться над формой во время выталкивания.
В зависимости от используемого избыточного материала, отбойник не должен располагаться рядом с элементами жесткости. Угол наклона отбойника должен составлять от 30 до 45 градусов.

Каналы охлаждения
Пресс-формы для литья под давлением часто используются при производстве пластиковых деталей. Эти детали подвержены локальному нагреву, что может привести к дефектам продукции.
Для устранения этой проблемы исследователи предложили использовать охлаждающие каналы в литьевые формы.
Этот тип технологии улучшает общий процесс охлаждения, сокращая время цикла и повышая производительность.
Различные формы каналов имеют разные охлаждающие свойства. Длина, шаг и расстояние между центрами каждого канала влияют на время охлаждения.
Различные формы каналов обеспечивают оптимальные решения для различных типов пластиковых деталей.
Кроме того, оптимальная конструкция охлаждающего канала должна позволять уменьшить колебания времени охлаждения.
Например, треугольные каналы требуют большей площади охлаждения, чем квадратные, но эффективность их охлаждения ниже.
Еще один способ охлаждения пресс-форм - использование конформного канала охлаждения. Такой тип системы охлаждения позволяет охлаждать компоненты пресс-формы с различной холодопроизводительностью.
Это также позволяет пресс-форме охлаждаться более эффективно, предотвращая перегрев. Как правило, в спеченных литьевых формах используются конформные каналы охлаждения.
При проектировании пресс-формы важно учитывать различные каналы охлаждения. Правильно выбранный канал охлаждения снизит вероятность коробления или образования дефектов.
Конформные каналы охлаждения также обеспечивают равномерное и быстрое охлаждение, что означает меньшее коробление и дефекты.
Каналы охлаждения могут быть разработаны с помощью процесса аддитивного производства. Этот метод выгоден как для серийного производства пресс-форм, так и для их разработки.
Другой способ включения каналов охлаждения - быстрое изготовление пластиковых деталей. Технологии быстрого изготовления инструментов, такие как SLS и 3D-печать, могут быть использованы для изготовления литьевые формы со встроенными медными каналами охлаждения.

Используемые материалы
Литье под давлением - это универсальный производственный процесс, который позволяет изготавливать сложные детали по низкой цене.
В этом процессе могут использоваться самые разные материалы, которые можно смешивать с другими материалами для создания уникальных цветовых решений.
Конструкция детали должна соответствовать свойствам материала, из которого она изготовлена. Однако некоторые материалы имеют определенные ограничения или менее подходят для определенных областей применения. Чтобы решить эти проблемы, разработчики пресс-форм должны следовать определенным рекомендациям, когда изготовление форм.

Твердость: Чем тверже используемый материал, тем выше его устойчивость к износу и коррозии пластиковой смолы.
Это особенно важно, когда деталь должна выдерживать многократные тупые удары маленьких детей.
Нержавеющая сталь также является отличным выбором при использовании коррозийных смол. Ее более высокая твердость также улучшает целостность линии раздела и снижает риск образования керна.
Выбор материала: Полиамиды - еще одна группа материалов, которые могут быть использованы для создания литьевые формы. Эти материалы могут быть натуральными или синтетическими, и каждый тип имеет свои преимущества и недостатки.

Нейлон, например, может быть подвержен усадке и неадекватному заполнению. С другой стороны, ПЭВП - это высокопрочный термопластик, который можно использовать для различных целей. Он также экономически эффективен и обладает хорошей механической прочностью.
Выбор правильного материала для изготовления пресс-формы очень важен: Правильно подобранный материал для пресс-формы поможет обеспечить правильное течение расплавленного пластика.
Однако важно учитывать и конструкцию пресс-формы. Литье под давлением может быть дорогостоящим, если литая деталь не спроектирована должным образом. Вам следует избегать форм из закаленной стали с тонкими стенками и непроработанными ребрами, так как они могут привести к коротким выстрелам.







