 Перейти к содержанию
Перейти к содержанию 
Изготовление деталей беспилотных летательных аппаратов на заказ | Литье под давлением для беспилотных летательных аппаратов (БПЛА)
Ознакомьтесь с индивидуальными пластиковыми деталями для дронов, призванными повысить производительность вашего дрона. Получите прецизионные решения от ZetarMold.
Категории компонентов для беспилотников
Широкий ассортимент деталей для беспилотных летательных аппаратов, изготовленных по индивидуальным заказам методом литья под давлением и обеспечивающих оптимальную производительность и весовую эффективность.
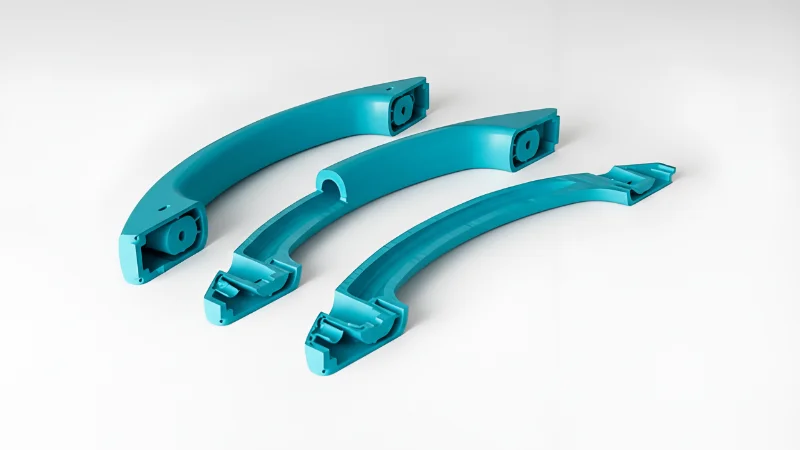
Компоненты рамы
- Основные рамы кузова
- Шасси в сборе
- Крепления двигателя
- Разъемы для рук
Легкие, но прочные структурные компоненты разработаны для максимального соотношения прочности и веса.
Пропеллерные системы
- Лопасти гребного винта на заказ
- Защитные кожухи пропеллеров
- Узлы ступиц
- Быстросъемные механизмы
Аэродинамически оптимизированные компоненты пропеллера с точной балансировкой и долговечностью.
Камера и карданный шар
- Корпуса карданных шарниров
- Крепления для камер
- Защитные чехлы
- Защитные экраны для линз
Прецизионные литые компоненты камеры и карданного шарнира с виброгасящими свойствами.
Корпус электроники
- Чехлы для полетных контроллеров
- Отсеки для аккумуляторов
- Корпуса датчиков
- Крепления для антенн
Защитные корпуса с функциями экранирования электромагнитных помех и терморегулирования.
Аксессуары
- Навесное оборудование
- Крепления для светодиодных ламп
- Ручки для переноски
- Нестандартная фурнитура
Специализированные аксессуары и индивидуальные насадки для расширения функциональности дрона.
Пульт дистанционного управления
- Корпуса контроллеров
- Компоненты кнопок
- Джойстики в сборе
- Ободки экрана
Эргономичные компоненты пульта дистанционного управления с точной тактильной обратной связью.
Что мы можем сделать

Независимо от того, нужны ли вам малосерийные тестовые партии или полномасштабное производство, мы специализируемся на изготовлении высококачественных пластиковых компонентов для беспилотников. Благодаря широким возможностям производства по требованию, включая Литье пластмасс под давлением, Обработка пластика с ЧПУ, и 3D-печать - Мы можем изготовить точные детали, необходимые для ваших беспилотных проектов.
Мы уже помогли нескольким компаниям, занимающимся производством беспилотников, изготовить крупные партии пластиковых компонентов, предлагая гибкие и надежные решения, отвечающие их специфическим потребностям. Если у вас есть вопросы о производстве пластиковых деталей для беспилотников на заказ, пожалуйста, обращайтесь к нам.
Литье под давлением
Обработка с ЧПУ
3D-печать
Ресурсы для Полное руководство по изготовлению пластиковых деталей для дронов
Какие компоненты для дронов мы можем производить?
Пластмассы являются неотъемлемой частью современной конструкции беспилотников благодаря их исключительному соотношению прочности и веса и гибкости конструкции. Мы специализируемся на производстве широкого спектра прецизионных пластиковых компонентов, которые формируют основную структуру и функциональность БПЛА.
Наши производственные возможности охватывают практически все пластиковые детали дрона, включая:
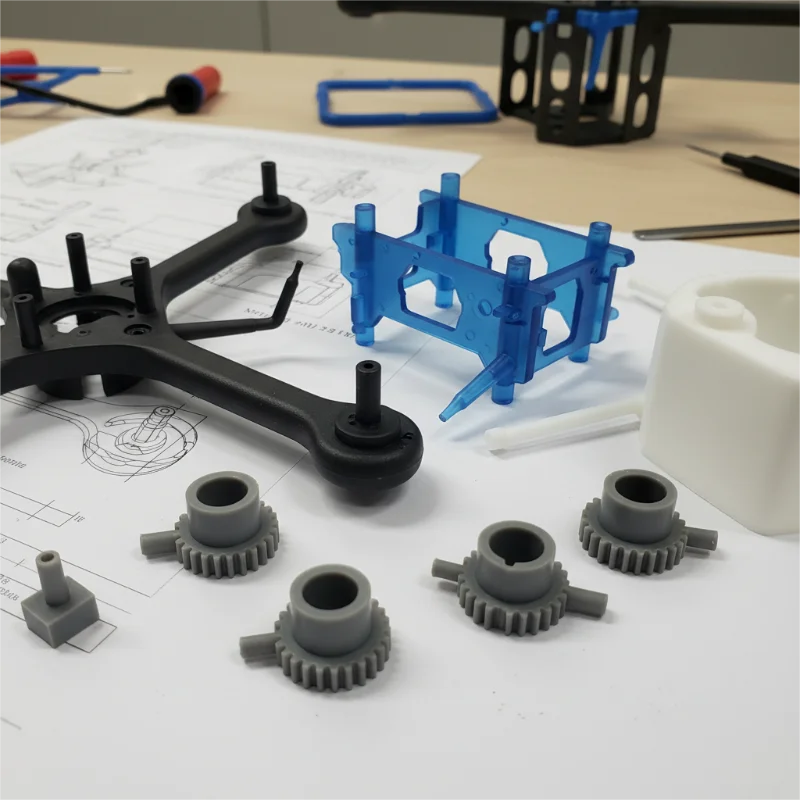
1. Структурные компоненты:
- Основной корпус/шасси: Центральная рама, в которой размещается вся электроника и обеспечивается структурная целостность. Пластмасса позволяет создавать сложные, интегрированные конструкции.
- Оружие рамы: Они должны быть жесткими, чтобы не прогибаться во время полета, но при этом способны поглощать вибрацию. Распространены такие материалы, как стеклонаполненный нейлон.
- Посадочное устройство/дети: Требуется ударопрочность и гибкость, чтобы выдерживать грубые посадки. Такие материалы, как ПК или прочный ABS, идеально подходят для этого.
2. Защитные корпуса и кожухи:
- Верхняя и нижняя раковины: Защита чувствительных внутренних компонентов (полетного контроллера, ESC) от внешних факторов и ударов.
- Корпуса аккумуляторов: Надежно удерживают батарею, часто оснащены функциями охлаждения и быстросъемными механизмами.
- Корпуса для карданов и камер: Обеспечивают легкую защиту для хрупких оптических систем и систем стабилизации, не препятствуя их функционированию.
- GPS-модуль охватывает: Экранирует GPS-навигатор, оставаясь прозрачным для радиочастот.
3. Аэродинамические и функциональные детали:
- Пропеллеры и лопасти ротора: Важнейшие компоненты, для которых баланс, жесткость и точная геометрия аэродинамического профиля имеют первостепенное значение. (См. специальный раздел ниже).
- Защитные кожухи пропеллеров: Легкие клетки, защищающие пропеллеры, людей и имущество, особенно для полетов внутри помещений или вблизи них.
- Крепления для двигателя: Крепление двигателей к кронштейнам рамы требует высокой термостойкости и отличной виброгасящей способности.
4. Дополнительные и вспомогательные крепления:
- Кронштейны для датчиков: Специальные крепления для специализированных датчиков, таких как LiDAR, тепловизионные камеры или многоспектральные изображения.
- Держатели антенны: Расположите антенны для оптимального приема сигнала без помех.
- Зажимы и крепления для аксессуаров: Кронштейны для крепления фонарей, транспондеров или систем доставки полезной нагрузки.
Какие процессы литья под давлением мы можем предложить для деталей беспилотников?
Литье под давлением - основной метод производства высокоточных пластиковых деталей для беспилотников в больших объемах. Чтобы удовлетворить разнообразные потребности в разработке БПЛА, мы предлагаем несколько специализированных процессов литья под давлением.
1. Стандартное/обычное литье под давлением:
Это основной процесс производства большинства компонентов дронов, таких как рамы, корпуса и кронштейны. Расплавленный термопласт впрыскивается под высоким давлением в прецизионную пресс-форму. Он идеально подходит для производства тысяч и миллионов одинаковых деталей с исключительной повторяемостью и низкой себестоимостью.
2. Овермолдинг:
Овермолдинг предполагает формование второго слоя материала (обычно мягкого, гибкого термопластичного эластомера типа TPE) поверх жесткой пластиковой подложки.
Применение в беспилотных летательных аппаратах:
- Создание мягких на ощупь ручек на корпусах батарей или пультов дистанционного управления.
- Добавление встроенных водонепроницаемых уплотнений по периметру шкафа.
- Обеспечение ударопоглощающих бамперов на углах шасси или рамы.
3. Вставьте молдинг:
Этот процесс предполагает размещение непластикового компонента, например металлической вставки с резьбой или электрического разъема, в пресс-форме перед впрыском пластика. Пластик растекается вокруг вставки, надежно фиксируя ее.
Применение в беспилотных летательных аппаратах:
- Резьбовые вставки: Обеспечивает прочную металлическую резьбу для монтажных винтов в пластиковых рамах и креплениях двигателя, предотвращая срыв.
- Электронные разъемы: Интеграция разъемов питания или передачи данных непосредственно в корпус дрона обеспечивает бесшовную и надежную конструкцию.
- Втулки: Формовка металлических втулок во вращающихся или поворотных деталях для повышения износостойкости.
4. Литье под давлением с использованием газа:
Для более толстых конструктивных деталей беспилотников, таких как прочные кронштейны рамы, может быть полезно формование с использованием газа. После частичного впрыска пластика в деталь подается инертный газ (обычно азот) для создания полых каналов внутри детали.
Преимущества для компонентов беспилотников:
- Снижение веса: Создает прочные полые детали, которые значительно легче цельных аналогов.
- Улучшенная отделка поверхности: Устраняет следы от раковин на толстых участках.
- Усиленная сила: Полая трубчатая структура позволяет увеличить жесткость и прочность.
Что представляет собой наш производственный процесс для пластиковых компонентов дронов?
Дисциплинированный и совместный рабочий процесс необходим для эффективного превращения цифрового дизайна в высококачественный физический продукт. Наш процесс разработан для ясности, точности и скорости.
Шаг 1: Первичная консультация и RFQ (запрос на коммерческое предложение):
Процесс начинается с вас. Вы предоставляете файлы 3D CAD (например, STEP, IGS, X_T), 2D-чертежи и спецификации проекта, включая требования к материалам, их количество и желаемую отделку поверхности. Наша команда инженеров изучает информацию и предоставляет подробное предложение.
Этап 2: Анализ конструкции на предмет технологичности (DFM):
Это очень важный этап совместной работы. Наши инженеры проводят тщательный анализ DFM, чтобы убедиться, что ваша конструкция оптимизирована для литья под давлением. Основные направления включают:
- Толщина стенок: Обеспечение однородности для предотвращения коробления и раковин.
- Углы наклона: Добавление небольшого уклона к вертикальным стенкам для облегчения извлечения деталей из формы.
- Прощальная реплика: Определение оптимального места сопряжения двух половин формы.
- Расположение ворот: Стратегическое размещение точки входа расплавленного пластика для обеспечения полного заполнения и минимизации косметических дефектов.
- Подрезы: Выявление особенностей, которые могут потребовать сложных действий с пресс-формой, например, боковых уголков или подъемников. Мы предоставляем полный отчет DFM с предложениями по улучшению конструкции, которые могут снизить стоимость, повысить качество и ускорить производство.
Шаг 3: Проектирование и изготовление пресс-формы:
После завершения разработки конструкции детали наши инструментальщики проектируют пресс-форму для литья под давлением с помощью специализированного программного обеспечения CAD. Это включает в себя проектирование сердечника, полости, бегунков, каналов охлаждения и системы выброса. Затем пресс-форма подвергается прецизионной обработке из высококачественной стали (например, P20, H13, S7) с использованием фрезерования, электроэрозионной обработки и шлифования с ЧПУ.
Шаг 4: Выбор и подготовка материала:
Выбранная пластиковая смола подготавливается. Для этого необходимо высушить гранулы до указанной производителем влажности, так как избыток влаги может привести к дефектам в готовой детали. При необходимости на этом этапе добавляются красители или добавки.
Шаг 5: выборка Т1 и создание прототипа:
Образцы "First Shot" или T1 производятся с использованием только что изготовленной пресс-формы. Этот первый прогон используется для проверки функциональности пресс-формы и точности размеров детали.
Шаг 6: Проверка качества и итерации:
Образцы T1 проходят строгую проверку качества, включая анализ размеров с помощью КИМ, визуальный осмотр и функциональное тестирование. Мы предоставляем отчет о проверке первого изделия (FAI). Если требуются какие-либо корректировки, пресс-форма дорабатывается, и производятся новые образцы до тех пор, пока детали не будут идеально соответствовать всем спецификациям.
Шаг 7: Массовое производство и контроль качества:
После утверждения образцов начинается полномасштабное производство. На протяжении всего производственного цикла мы осуществляем статистический контроль процесса (SPC) и регулярные проверки качества, чтобы гарантировать, что каждый компонент сохраняет последовательность и соответствует самым высоким стандартам.
Шаг 8: Вторичные операции и сборка (если требуется):
Мы можем предоставить такие услуги после формовки, как ультразвуковая сварка, тампонная печать (для логотипов и этикеток), термоупрочнение или легкая сборка, чтобы получить более законченный продукт.

Какие преимущества дает литье под давлением в индустрии дронов?
Литье под давлением является доминирующей технологией производства пластиковых деталей для беспилотников в массовом производстве по нескольким веским причинам, которые напрямую соответствуют потребностям отрасли.
Масштабируемость и низкая стоимость: Хотя первоначальные инвестиции в стальную пресс-форму могут быть значительными, при больших объемах производства стоимость одной детали становится чрезвычайно низкой. Это делает литье под давлением наиболее экономичным выбором для производства беспилотных автомобилей потребительского, коммерческого и корпоративного назначения.
Свобода и сложность дизайна: Этот процесс позволяет создавать очень сложные и замысловатые геометрические формы, которые было бы трудно или невозможно получить с помощью других методов, таких как обработка с ЧПУ. Это позволяет конструкторам интегрировать множество элементов, таких как крепежные бобышки, усиливающие ребра и защелкивающиеся крышки, в один компонент, сокращая количество деталей и время сборки.
Исключительная повторяемость и точность: Литье под давлением позволяет получать детали с чрезвычайно высокой степенью согласованности от первого до миллионного выстрела. Это очень важно для таких компонентов беспилотников, как пропеллеры, где баланс и однородность необходимы для стабильного полета, а также для таких взаимосвязанных деталей, как корпуса, где требуются жесткие допуски.
Широкий выбор материалов: Существует обширная библиотека термопластичных смол, каждая из которых обладает уникальными свойствами. Дизайнеры могут выбрать материалы, специально предназначенные для защиты от ультрафиолетового излучения, ударопрочности, высокотемпературных характеристик, химической стойкости или радиочастотной прозрачности, подстраивая каждый компонент под свою конкретную функцию.
Превосходная отделка поверхности: Детали, изготовленные методом литья под давлением, можно получать с широким спектром текстур поверхности непосредственно из пресс-формы - от глянцевых полированных до матовых или текстурированных (например, VDI, Mold-Tech). Это устраняет необходимость в последующей обработке и позволяет получить высококачественный, готовый к продаже внешний вид.
Оптимизация веса: Возможность создания тонких стенок и внутренних укрепляющих ребер в сочетании с присущей пластмассам низкой плотностью делает литье под давлением идеальным для создания легких, но прочных компонентов беспилотных летательных аппаратов, что является главной целью при проектировании всех самолетов.
Как пластиковые детали дронов сравниваются с металлическими деталями в индустрии дронов?
Выбор между пластмассами и металлами (например, алюминием или титаном) или композитами (например, углеродным волокном) - это стратегическое инженерное решение, основанное на конкретном применении, требованиях к производительности и объему производства.
| Характеристика | Пластиковые компоненты (литье под давлением) | Металлические компоненты (обработка на станках с ЧПУ) |
|---|---|---|
| Вес | Значительно легче. Главное преимущество. Низкая плотность - ключ к увеличению продолжительности полета и грузоподъемности. | Тяжелее. Алюминий - легкий металл, но все же гораздо плотнее большинства пластмасс. Титан прочный, но еще более плотный. |
| Стоимость | Низкая стоимость единицы продукции при больших объемах. Инвестиции в пресс-форму амортизируются. Материал стоит дешевле. | Высокая стоимость единицы продукции. Стоимость в основном фиксирована для каждой детали. Время обработки и отходы материала (из цельного блока) значительны. |
| Скорость производства | Очень быстро. Время цикла обычно составляет менее минуты на один выстрел, при этом часто производится сразу несколько деталей. | Медленный. Обработка сложных деталей может занимать несколько часов. |
| Сложность конструкции | Очень высокий. Идеально подходит для сложных, органических форм и интегрированных элементов (защелки, живые петли). | От умеренного до высокого. Возможны сложные геометрические формы, но это значительно увеличивает время и стоимость обработки. |
| Прочность и жесткость | От хорошего до отличного. Армированные волокнами пластмассы (например, стекло- или углерод-наполненный нейлон/PC) обладают исключительной жесткостью и прочностью. | Превосходно. Металлы обеспечивают наивысшую абсолютную прочность и жесткость. |
| Прозрачность радиочастот | Превосходно. Большинство пластиков не создают помех для сигналов GPS, Wi-Fi или радиоуправления. | Бедность. Металлы блокируют радиосигналы или создают помехи, что требует тщательного размещения антенны. |
| Устойчивость к ударам | Превосходно. Такие материалы, как поликарбонат (PC) и ABS, способны поглощать значительную энергию удара, не разрушаясь. | От плохого до умеренного. Металлы склонны к постоянному изгибу или вмятине при ударе, а не к изгибу и восстановлению формы. |
Заключение:
Пластмассы - идеальный выбор для большинства компонентов беспилотников, включая рамы, корпуса, шасси и кожухи пропеллеров, особенно для потребительских и корпоративных беспилотников, где важен баланс между производительностью, весом и стоимостью.
Металлы предназначены для нишевых, сверхвысокопроизводительных применений, где абсолютная прочность и жесткость являются единственным приоритетом, а стоимость - второстепенным, например, для креплений моторов высококлассных кинематографических дронов или специализированных карданных рам. Пластмассы, армированные углеродным волокном, часто заполняют этот пробел, обеспечивая жесткость, подобную металлической, при меньшем весе.
Можно ли отливать под давлением пропеллеры и лопасти ротора дронов?
Да, безусловно. Литье под давлением - очень распространенный и эффективный метод производства пропеллеров для дронов, особенно для потребительских, потребительских и многих коммерческих дронов.
Ключ к успешному литью пропеллеров под давлением лежит в точности и выборе материала.
1. Прецизионная оснастка: Форма должна быть обработана с исключительно жесткими допусками, чтобы точно повторить дизайн аэродинамического профиля. Форма лопасти имеет решающее значение для эффективности, тяги и уровня шума. Любое отклонение может привести к ухудшению характеристик.
2. Баланс: Формы спроектированы таким образом, чтобы быть "сбалансированными", то есть многопустотные формы заполняются равномерно, чтобы все производимые пропеллеры были практически идентичны по весу и размерам. Это очень важно для предотвращения вибраций, которые могут нарушить работу полетных контроллеров и ухудшить качество видео.
3. Выбор материала: Материал должен обладать высокой жесткостью, чтобы предотвратить изгиб и "сплющивание" на высоких оборотах, что снижает эффективность. Почти всегда используются материалы, армированные волокном.
- Стеклонаполненный нейлон (PA+GF): Распространенный, экономичный выбор, обеспечивающий хорошую жесткость и долговечность.
- Нейлон/поликарбонат, наполненный углеродным волокном (PA+CF / PC+CF): Премиальный выбор, обеспечивающий превосходную жесткость и меньший вес по сравнению со стеклонаполненными вариантами, что приводит к улучшению реакции на полет и эффективности.
Хотя пропеллеры для высококлассных гонок или кино иногда изготавливаются из единого блока композитного углеродного волокна, литье под давлением обеспечивает непревзойденное сочетание производительности, стабильности и экономичности для подавляющего большинства беспилотных летательных аппаратов.

Беспилотные летательные аппараты (БПЛА) Пластиковые компоненты и производство на заказ
Узнайте о наших возможностях литья под давлением для беспилотников, включая выбор материала, оптимизацию пресс-формы, проектирование конструкции, испытания на прочность и производство компонентов БПЛА на заказ.
Ресурсы для Полное руководство по изготовлению пластиковых деталей для дронов
Какие пластиковые материалы обычно используются в компонентах беспилотников?
Выбор правильного материала является основополагающим фактором для производительности детали беспилотника. Ниже приведены некоторые из наиболее широко используемых в производстве БПЛА термопластов.
| Материал | Основные свойства | Распространенные области применения дронов |
|---|---|---|
| Акрилонитрил-бутадиен-стирол (ABS) | Хорошая прочность, ударопрочность и жесткость; экономичность. | Основные корпуса, оболочки, шасси, корпуса контроллеров. |
| Поликарбонат (PC) | Исключительная ударопрочность, устойчивость к высоким температурам и оптическая прозрачность. | Защита пропеллеров, прозрачные крышки для GPS, прочные рамы, купола для камер. |
| PC/ABS сплав | Смесь, обеспечивающая прочность ПК, технологичность ABS и улучшенное воздействие низких температур. | Корпуса и рамы, требующие повышенной прочности и термостойкости. |
| Нейлон (PA6, PA66) | Отличная механическая прочность, усталостная прочность и химическая стойкость. | Шестерни, крепления двигателя, структурные элементы рамы. |
| Стеклонаполненный нейлон (PA+GF) | Значительное увеличение жесткости, прочности и стабильности размеров по сравнению с ненаполненным нейлоном. | Опоры рамы, пропеллеры, крепления двигателей, структурное шасси. |
| Нейлон/ПК с углеродным наполнением (PA+CF / PC+CF) | Исключительно высокое соотношение жесткости и веса, превосходная прочность. Превосходный выбор для деталей с высокими эксплуатационными характеристиками. | Высокопроизводительные гребные винты, легкие и жесткие рамы. |
| Термопластичный эластомер (TPE/TPU) | Гибкий, похожий на резину материал с хорошим сцеплением и прочностью на разрыв. | Перелитые рукоятки, мягкие бамперы, антивибрационные демпферы, уплотнения. |
| ПБТ (полибутилентерефталат) | Хорошие электроизоляционные свойства, стабильность размеров, устойчивость к высоким температурам и химическим веществам. | Электронные разъемы, корпуса датчиков. |
Как правильно выбрать пластиковые материалы для конструкционных деталей дронов?
Выбор материала для конструктивных элементов, таких как основная рама и кронштейны, - это балансирование между четырьмя ключевыми факторами: Жесткость, прочность, вес и стоимость.
1. Оцените требования к жесткости (модуль упругости):
- Почему это важно: Рама должна быть жесткой, чтобы обеспечить устойчивую платформу для двигателей и полетного контроллера. Гибкая рама приводит к колебаниям и плохим летным характеристикам.
- Выбор материала: Для достижения максимальной жесткости необходимо использовать армированные волокнами пластики. Для базовой рамы может использоваться ABS, но для улучшения характеристик можно перейти на стеклонаполненный нейлон (PA+GF). Для высокопроизводительных и больших дронов лучше всего подходит нейлон, наполненный углеродным волокном (PA+CF) или PC+CF, который обеспечивает жесткость, сравнимую с алюминием, при меньшем весе.
2. Оцените требования к ударной прочности (удар по Изоду):
- Почему это важно: Беспилотники разбиваются. Конструктивные элементы должны выдерживать удары при грубой посадке или столкновениях, не разрушаясь. Хрупкие материалы являются помехой.
- Выбор материала: Поликарбонат (ПК) - чемпион по ударопрочности. Сплав PC/ABS обеспечивает отличный баланс жесткости и прочности. Хотя высоконаполненный нейлон очень жесткий, он может быть более хрупким при ударе, поэтому необходимо найти баланс в зависимости от предполагаемого использования дрона.
3. Оптимизируйте вес (удельный вес):
- Почему это важно: Каждый сэкономленный грамм означает увеличение продолжительности полета или грузоподъемности.
- Выбор материала: Compare materials by their specific gravity (density). Carbon fiber-filled plastics shine here, providing the highest stiffness-to-weight ratio. Even when comparing a PA+30%GF to a PA+30%CF, the carbon fiber version will be noticeably lighter for the same volume.
4. Рассмотрите операционную среду:
- Температура: Будет ли дрон работать в условиях сильного холода или жары? Для креплений мотора, которые находятся вблизи источника тепла, требуются материалы с высокой температурой теплоотдачи (HDT), такие как PA+GF или PBT.
- Ультрафиолетовое облучение: Если дрон будет активно использоваться на открытом воздухе, материал должен обладать устойчивостью к ультрафиолетовому излучению или иметь в своем составе УФ-стабилизаторы. ASA (акрилонитрил-стирол-акрилат) - отличная альтернатива ABS для наружного применения.

Воронка принятия решений
Высокопроизводительные/большие беспилотники: Начните с PA+CF или PC+CF.
Дроны среднего класса для предприятий и потребителей: PA+GF - это очень часто то, что нужно.
Чувствительные к стоимости/игрушечные дроны: ABS или PC/ABS обеспечивают адекватные характеристики при минимальной стоимости.
Какие факторы следует учитывать при разработке компонентов для дронов?
Эффективный дизайн для литья под давлением выходит за рамки эстетики; речь идет о создании функциональных, долговечных и пригодных для производства деталей.
- Равномерная толщина стенок: Это самое важное правило. Одинаковая толщина стенок обеспечивает равномерное охлаждение и предотвращает такие дефекты, как коробление, раковины и пустоты. Если изменение толщины необходимо, оно должно быть постепенным.
- Усиливающие ребра: Вместо того чтобы делать толстые и тяжелые стенки, используйте тонкие стенки, усиленные ребрами жесткости. Ребра придают значительную прочность и жесткость при минимальных затратах материала, оптимизируя соотношение прочности и веса. Общее правило гласит, что толщина ребер должна составлять 50-60% от толщины стенки, к которой они крепятся.
- Радиусы и филе: Острые внутренние углы являются концентраторами напряжения и могут привести к образованию трещин. Добавление больших радиусов (галтелей) ко всем внутренним и внешним углам распределяет напряжение и улучшает течение расплавленного пластика в пресс-форме, в результате чего деталь становится прочнее.
- Углы наклона: Все поверхности, параллельные направлению раскрытия пресс-формы, должны иметь небольшую конусность, называемую углом вытяжки (обычно 1-3 градуса). Это предотвращает скрежет детали о стенки формы во время выталкивания, обеспечивая хорошее качество поверхности и предотвращая повреждения.
- Боссы для сборки: Создайте полые отверстия для винтов или монтажных стоек. Внешний диаметр должен быть ~2x внутреннего диаметра, и они должны быть соединены с основной стенкой ребрами или галтелями, а не стоять отдельно, чтобы предотвратить появление раковин.
- Демпфирование вибрации: Для компонентов, содержащих чувствительную электронику (например, контроллер полета или IMU), подумайте, как конструкция и выбор материала могут помочь погасить вибрации двигателя. Иногда для этой цели разрабатывается отдельная, более мягкая система крепления из TPE/TPU.
- Интеграция функций: Используйте возможности литья под давлением для объединения нескольких деталей в одну. Можно ли объединить в одной сложной детали монтажный кронштейн, корпус разъема и структурную опору? Это снизит вес, стоимость сборки и потенциальные точки отказа.
Поддерживаем ли мы быстрое и малосерийное производство деталей для беспилотников?
Да. Мы понимаем, что не каждый проект начинается с массового производства. В частности, индустрия дронов процветает за счет быстрых инноваций, тестирования и применения на нишевых рынках, требующих меньших объемов.
Мы предлагаем индивидуальные решения для этих целей:
1. Быстрое изготовление инструментов (алюминиевые формы):
При объемах от нескольких сотен до ~10 000 деталей мы можем создать высококачественные пресс-формы для литья под давлением из авиационного алюминия.
- Преимущества:
① Более быстрые сроки выполнения заказа: Алюминий обрабатывается гораздо быстрее, чем сталь, что позволяет нам пройти путь от окончательного проекта до первых деталей всего за 1-3 недели.
② Низкая первоначальная стоимость: Стоимость алюминиевой формы значительно ниже, чем производственной формы из закаленной стали.
- Примеры использования: Это идеальный вариант для создания прототипов на поздних стадиях (с использованием материалов производственного класса), опытного производства для проверки на рынке или для всего жизненного цикла нишевых и малосерийных беспилотников.
2. Инструментарий для мостов:
Алюминиевая пресс-форма служит "мостом" между созданием прототипа и серийным производством. Она позволяет получать прибыль и собирать отзывы о рынке, пока изготавливается крупносерийная стальная форма, снижая риски и улучшая движение денежных средств.
Предлагаем ли мы гибридные решения с использованием 3D-печати и литья под давлением?
Да, мы предлагаем и активно поощряем гибридный подход. 3D-печать (аддитивное производство) и литье под давлением - взаимодополняющие технологии, и их стратегическое использование может значительно ускорить разработку продукта и оптимизировать затраты.
Наш гибридный рабочий процесс:
Этап 1: концепт и ранние прототипы (3D-печать - SLA/SLS):
- Для первых 1-50 единиц мы используем 3D-печать (например, стереолитографию для тонких деталей или селективное лазерное спекание для прочных, функциональных деталей).
- Преимущество: очень быстрое выполнение заказа. Позволяет в считанные дни провести несколько итераций дизайна, чтобы проверить форму, посадку и основные функции. Быстро провалиться, быстрее научиться.
Этап 2: предварительное производство и тестирование на рынке (быстрое изготовление инструментов):
- После того как дизайн в основном завершен, мы переходим к изготовлению алюминиевой формы для производства от нескольких сотен до нескольких тысяч деталей.
- Преимущество: вы получаете детали, изготовленные из реального производственного материала, что очень важно для проведения подлинных функциональных и экологических испытаний (например, на ударную прочность, термостойкость). Эти детали также можно использовать для пилотного запуска.
Этап 3: Массовое производство (литье под давлением стальных форм):
- Имея проверенную конструкцию и доказанный рыночный спрос, вы можете смело инвестировать в производственную пресс-форму из закаленной стали для изготовления от десятков тысяч до миллионов деталей при минимально возможных затратах на единицу продукции.
- Преимущество: максимальная эффективность производства, масштабируемость и низкая стоимость одной детали.
Эта гибридная стратегия минимизирует риски на каждом этапе, гарантирует, что вы проводите испытания с использованием правильных материалов, и обеспечивает наиболее экономически эффективный путь от идеи до доминирования на рынке.

Что требуется различным отраслям промышленности от пластиковых компонентов для дронов?
Требования к конструкции и материалам для компонентов беспилотников существенно различаются в зависимости от их конечного применения.
1. Сельское хозяйство:
- Требования: Высокая химическая стойкость для работы с удобрениями и пестицидами. Долговечность для работы в суровых и пыльных условиях.
- Примеры компонентов: Герметичные корпуса (с классом защиты IP), крепления для распылительных форсунок и сенсорных капсул из химически стойких пластиков, таких как PBT или PP. Посадочные устройства должны быть прочными.
2. Логистика и доставка:
- Требования: Высокое соотношение прочности и веса для максимальной грузоподъемности и продолжительности полета. Исключительная надежность и усталостная прочность для высокочастотного использования.
- Примеры компонентов: Легкие рамы и кронштейны, усиленные углеродным волокном. Надежные и автоматизированные механизмы крепления/отпуска полезной нагрузки интегрированы в шасси.
3. Инспекция инфраструктуры (мосты, линии электропередач, ветряные турбины):
- Требования: Высокая стабильность размеров и низкое тепловое расширение обеспечивают сохранение центровки датчиков и камер при изменении температуры. Хорошая радиочастотная прозрачность для беспрепятственной передачи команд и данных.
- Примеры компонентов: Прецизионные литые корпуса карданов и крепления для датчиков. Непроводящие материалы для проверки электрической инфраструктуры.
4. Кинопроизводство и кинематограф:
- Требования: Исключительное демпфирование вибраций и жесткость рамы для идеально стабильного видео. Высококачественное неотражающее покрытие поверхности для предотвращения бликов. Малошумные пропеллеры.
- Примеры компонентов: Жесткие каркасы с карбоновым наполнителем. Литые компоненты или отдельные демпферы из TPU для изоляции кардана камеры от вибраций двигателя. Матовая отделка корпуса.
5. Общественная безопасность и реагирование на чрезвычайные ситуации:
- Требования: Высокая прочность и ударостойкость. Устойчивость к высоким температурам для использования вблизи пожаров. Модульность для крепления различных полезных нагрузок, таких как тепловизоры, прожекторы или динамики.
- Примеры компонентов: Прочные рамы из PC/ABS. Быстросъемные батарейные кожухи. Стандартные крепления для аксессуаров, облегчающие настройку в полевых условиях.

Часто задаваемые вопросы
Общие вопросы о наших услугах и возможностях по производству деталей для беспилотников.
Мы специализируемся на материалах аэрокосмического класса, включая пластики, армированные углеродным волокном (PA6-CF30, PPS-CF40, PEEK-CF30), инженерные термопласты (POM, PC/ABS, PBT-GF30) и специальные компаунды с антистатическими, УФ-стойкими и огнестойкими свойствами. Наш выбор материалов обеспечивает оптимальное соотношение веса и прочности для применения в беспилотных летательных аппаратах.
Безусловно. Наша опытная команда инженеров обеспечивает всесторонний анализ конструкции для производства (DFM), моделирование течения в пресс-форме и рекомендации по материалам. Мы тесно сотрудничаем с клиентами, чтобы оптимизировать конструкцию детали для обеспечения технологичности, производительности и экономической эффективности при соблюдении строгих допусков.
Легкие компоненты значительно снижают общую нагрузку на дрон, уменьшая энергопотребление двигателя и продлевая срок службы аккумулятора. Облегченная конструкция также улучшает маневренность, позволяя дрону быстрее реагировать на повороты, зависание и ускорение. Кроме того, снижение веса помогает минимизировать силу удара при случайных столкновениях, снижая риск выхода из строя деталей и повышая безопасность и надежность полетов.
Мы обеспечиваем стабильность размеров за счет точного проектирования пресс-формы, включая прогнозирование усадки, сбалансированную схему охлаждения и оптимизированную конфигурацию затворов. В процессе производства мы строго контролируем такие ключевые параметры, как сушка материала, температура расплава, давление впрыска и время охлаждения. Готовые детали проходят контроль размеров и координатно-измерительные испытания для обеспечения высокой точности и согласованности всех компонентов.
Да, мы можем. Мы анализируем конструктивные особенности, несущие зоны, тонкостенные секции и требования к внешнему виду каждой детали, чтобы провести целенаправленную оптимизацию пресс-формы. Это может включать добавление ребер жесткости, корректировку расположения затворов, улучшение вентиляции или доработку конструкции бегунка. Такая индивидуальная оптимизация помогает уменьшить деформацию, вмятины и коробление, повышая качество деталей и эффективность производства.
Мы выбираем пластмассы инженерного класса с отличной атмосферостойкостью, такие как PA, PC и PC+ABS, и включаем в рецептуру материала УФ-стабилизаторы, антиоксиданты и влагостойкие добавки. Кроме того, дополнительная обработка поверхности - например, нанесение покрытий или защитных слоев - еще больше повышает долговечность. Благодаря такому контролю материалов и технологических процессов компоненты могут выдерживать воздействие солнечного света, влаги и перепадов температур при длительном использовании вне помещений.
Да. Благодаря использованию высокотемпературных материалов, таких как армированный стекловолокном ПА, термостойкий ПК или ППС, детали сохраняют стабильность структуры даже при повышенных рабочих температурах. УФ-стабилизаторы или материалы, устойчивые к ультрафиолетовому излучению, обеспечивают сохранение прочности, цвета и целостности деталей при длительном воздействии солнечных лучей, что делает их идеальными для беспилотных летательных аппаратов, работающих на открытом воздухе и в промышленных условиях.
Мы повышаем долговечность, используя высокопрочные инженерные пластмассы и применяя такие конструктивные усовершенствования, как ребра жесткости, плавные переходы и сбалансированная толщина стенок для снижения концентрации напряжений. Готовые детали проходят испытания на падение, моделирование вибрации и усталостные испытания для воспроизведения реальных условий эксплуатации. Благодаря выбору материалов, оптимизации конструкции и тщательным испытаниям мы гарантируем, что компоненты останутся надежными при ударах и вибрациях.

Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

UL94 Flame Retardancy for Battery Enclosures: Injection Molding Guide
Key Takeaways UL 94 V-0 is the minimum required rating for most battery enclosure applications: the specimen must self-extinguish within 10 seconds after each of two 10-second flame applications. Polycarbonate
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

