 Перейти к содержанию
Перейти к содержанию 

Литье под давлением - это распространенный производственный процесс, при котором пластиковый материал впрыскивается в формы, а затем деформируется под воздействием нагрева и охлаждения для получения окончательной формы. Однако в процессе литья под давлением может произойти деформация, которая влияет на качество продукции и эффективность производства.
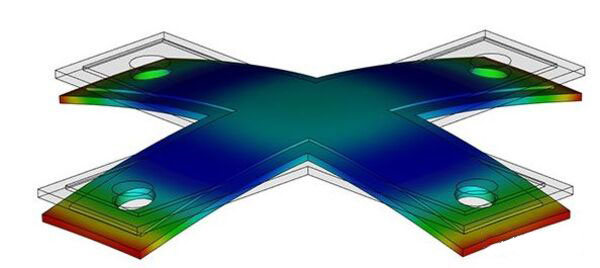
Деформация искривления - это когда форма литого под давлением изделия отличается от формы полости пресс-формы. Это один из распространенных дефектов пластмассовых изделий. Существует множество причин деформации, и простого использования параметров процесса для их устранения обычно недостаточно. В этой статье мы расскажем о причинах деформации в литьё под давлением и как их решить.

I. Причины деформации изделий, изготовленных методом литья под давлением
1. Факторы машины для литья под давлением
1.1 Температура ствола
Если температура бочки слишком низкая, температура расплава низкая, и при формовании на высоких скоростях возникает значительное остаточное напряжение сдвига с недостаточным временем для его снятия, что приводит к короблению.
Повышение температуры уменьшает коробление. Температура может быть установлена в соответствии с рекомендациями производителя материала. Температура ствола делится на заднюю, среднюю, переднюю зоны и зону сопла. Температура должна постепенно повышаться от задней зоны к передней, с увеличением на 6°C в каждой зоне. При необходимости иногда температура в зоне сопла или передней зоне может быть установлена такой же, как и в средней зоне.

1.2 Температура сопла
Пластик поглощает тепло, выделяемое при нагревании, и тепло трения, возникающее при относительном движении молекул пластика из-за вращения шнека в бочке. Последней зоной нагрева в стволе является сопло, и здесь расплав должен достичь идеальной температуры, но для поддержания оптимального состояния его следует нагревать умеренно. Если температура сопла недостаточно высока, излишнее тепло отводится контактом сопла и формы, что приводит к снижению температуры расплава и деформации. Как правило, температура в зоне сопла должна быть на 6 °C выше температуры в передней зоне.
1.3 Слишком низкая температура расплава и/или слишком высокое давление впрыска
Температура расплава и давление впрыска - два важных фактора, влияющих на коробление при литье пластмасс. Если температура расплава слишком низкая и/или давление впрыска слишком высокое, вы получите высокое остаточное напряжение, которое вызывает коробление. Чтобы уменьшить коробление, необходимо установить температуру расплава настолько высокой, насколько это возможно в имеющемся у вас диапазоне, а давление впрыска - настолько низким, насколько это возможно.

1.4 Неправильное давление упаковки или время упаковки
Если упаковать слишком сильно, то возникнет дополнительное напряжение сдвига от дополнительного потока и дополнительное напряжение давления от пластика, что приведет к деформации детали.
Если вы упакуете слишком мягко, вы получите обратный поток в затворе, который создаст напряжение сдвига от потока и большую разницу в растягивающем и сжимающем напряжении из-за большой разницы в скорости усадки между центром детали (низкое давление) и внешней стороной детали (высокое давление). После того как винт опустится до дна, его следует удерживать в таком положении не менее 2 секунд, чтобы удержать упаковку.
Если время упаковки слишком мало, то при отходе винта вблизи затвора возникает рефлюкс, что приводит к значительным остаточным напряжениям и короблению. Давление упаковки должно быть умеренным, а время упаковки должно быть увеличено до тех пор, пока затвор не затвердеет.
1.5 Неправильное время пребывания
Если время выдержки слишком мало, температура расплава низкая, и даже если полость формы почти не заполнена, пластик не может быть уплотнен во время упаковки. Во время охлаждения остается слишком много места для вращения, что приводит к деформации.
Соотношение веса дроби к материалу ствола должно составлять от 1/1,5 до 1/4.
1.6 Слишком высокое давление впрыска
Если впрыскивать слишком сильно, молекулы смешиваются. Они не выстраиваются правильно и не одинаково в каждой части пластика. В результате пластик напрягается и деформируется.
1.7 Слишком высокая температура расплава
Если температура расплава слишком высока, то во время формовки и затвердевания температура будет значительно снижаться, что приведет к накоплению большого внутреннего напряжения при быстром охлаждении, что вызовет деформацию изделия.

1.8 Недостаточный угол выброса
Если форма не имеет достаточного угла выталкивания, вам потребуется большое усилие, чтобы вытащить деталь. Это может вызвать слишком большое напряжение внутри детали и привести к ее деформации.
1.9 Неправильное время цикла
Если время охлаждения слишком мало, пластик еще мягкий и может деформироваться, если вы извлечете его и дадите ему сжаться без ограничений. Увеличьте время охлаждения, пока пластик не станет достаточно прочным.
1.10 Недостаточная упаковка
Если вы недостаточно упакуете пластик, его не хватит в полости формы. Если пластик остывает, имея слишком много пространства для движения, он деформируется. После того как винт опустится на дно, он должен оставаться там не менее 2 секунд, чтобы убедиться, что вы его прижали, а прижимать его следует не менее чем на 3 мм.
1.11 Неравномерное распределение выводов сердечника
Если у вас недостаточно штифтов, изделие деформируется, поскольку напряжение при выталкивании распределяется неравномерно.

2. Факторы плесени
2.1 Большая разница температур между полостью и сердечником
Когда полость и сердцевина имеют большую разницу температур, остаточное напряжение сдвига при охлаждении становится асимметричным, что вызывает большой изгибающий момент и коробление.
Если вы измените конструкцию охлаждения, чтобы уменьшить разницу температур между полостью и сердцевиной, вы сможете уменьшить коробление.
2.2 Низкая температура пресс-формы
Если температура пресс-формы слишком низкая, остаточное напряжение сдвига будет большим, и не будет достаточно времени для его снятия, что приведет к короблению. Повышение температуры пресс-формы может уменьшить коробление.
Начальная температура пресс-формы может быть установлена в соответствии с рекомендациями производителя материала. При каждой корректировке температуры формы ее следует увеличивать на 6°C и делать 10 снимков. После того как условия формования станут стабильными, можно будет внести коррективы в соответствии с полученными результатами.

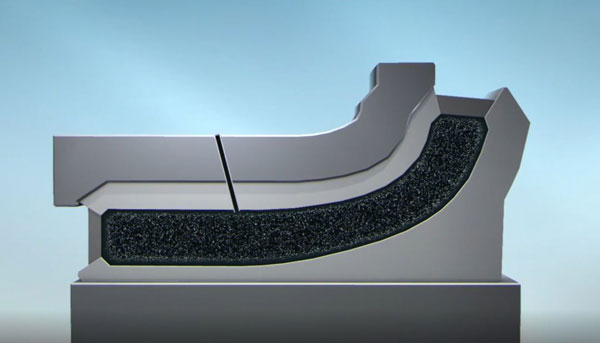
2.3 Большая разница в толщине полости
Речь идет о конструкции изделия, при которой сначала охлаждаются тонкие участки, а затем толстые. Большая разница в толщине означает большую разницу в скорости объемной усадки и остаточном напряжении. Когда остаточное напряжение превышает прочность детали, она деформируется. Когда изделие подвергается воздействию высоких температур или других неблагоприятных условий, остаточное напряжение может высвободиться, и оно деформируется. Основное решение - спроектировать изделие одинаковой толщины с наименьшей разницей в скорости объемной усадки при охлаждении, чтобы остаточное напряжение и коробление были наименьшими.
2.4 Непродуманная конструкция ворот
На качество формования деталей сильно влияет положение и тип затвора для деталей различных форм и размеров. Например, использование бокового или штифтового затвора для кольцевых деталей вызовет неравномерное течение расплава, что приведет к короблению.

2.5 Недостаточная прочность пресс-формы
Если форма недостаточно прочная, она будет деформироваться под высоким давлением пластика во время формовки, и вы получите деформированные детали.
2.6 Неправильное количество или расположение ворот
Если вы установите затворы в неправильном месте или их будет недостаточно, пластик будет вытекать слишком далеко, и его будет трудно протолкнуть через них. Это растягивает и сжимает молекулы пластика, что создает напряжение в детали. Это напряжение не исчезает, когда пластик остывает, поэтому деталь деформируется. Если вблизи затвора давление высокое, пластик не сильно сжимается. Если в конце заполнения давление низкое, пластик сильно усаживается. Если разница в усадке между передней и задней частями детали велика, деталь деформируется. Вы должны использовать правильное соотношение длины и толщины потока для используемого материала.
Определение положения затвора должно соответствовать принципу сбалансированного заполнения. То есть время прибытия каждого волнового фронта расплава в конец полости и образование линии плавления должно быть в основном одинаковым. Заливка должна начинаться толстым слоем и заканчиваться тонким, а заливка должна прекращаться при возникновении непосредственного сопротивления во избежание образования струи. Это может уменьшить остаточное напряжение и коробление.

2.7 Слишком маленькие или/и слишком длинные ворота, бегунки или/и шпренгели
Если ваши затворы, направляющие или шпули слишком малы или длинны, вы увеличите сопротивление потоку, а значит, вам придется повысить давление впрыска. Это растягивает и сжимает молекулы пластика и увеличивает механическое напряжение, что приводит к значительным остаточным напряжениям и короблению.
2.8 Неравномерный выброс
Если вы не будете выбрасывать горячие детали равномерно, они деформируются. Поэтому проверьте систему выброса и внесите необходимые изменения. Держите все движущиеся части хорошо смазанными. Используйте направляющие штифты на больших формах, чтобы они не провисали в середине под собственным весом.
2.9 Неравномерное охлаждение
Если форма не охлаждается должным образом, пластиковые детали тоже не будут охлаждаться должным образом. Это означает, что они будут деформироваться. Например, если сердцевина горячее, чем стенки формы, деталь после извлечения из формы будет изгибаться в сторону сердцевины.
3. Сырьевые факторы
Текучесть - это проблема. Для тонкостенного литья естественно выбрать пластик, который легко течет. Однако легкотекучие пластики часто недостаточно прочны, и даже если остаточное напряжение не велико, может возникнуть коробление. Вы хотите выбрать пластик, который легко течет, но не слишком сильно.
4. Факторы оператора
Вредные привычки. Операторы, помещающие выталкиваемые детали в неправильное место, могут привести к деформации деталей. Операторов необходимо постоянно обучать тому, как важно иметь хорошие привычки формования и как плохо иметь непоследовательные циклы формования.
Операторы должны иметь разумные перерывы между сменами, чтобы не уставать и не совершать ошибок.
Использование роботов и других средств автоматизации - это способ обеспечить последовательные циклы формовки.

5. Другие
5.1 Влияние стадии пластификации на деформацию изделий
Стадия пластификации - это когда гранулы из стеклообразного состояния превращаются в липкое текучее состояние, необходимое для заполнения формы. Когда это происходит, пластик может напрягаться, потому что температура в середине пластика отличается от температуры снаружи. Кроме того, давление и скорость подачи пластика в форму могут заставить молекулы выстроиться таким образом, что пластик деформируется.
5.2 Влияние стадий наполнения и охлаждения на деформацию изделий
Когда вы изготавливаете пластиковые детали с литьё под давлениемДля этого нужно заполнить форму расплавленным пластиком. Затем пластик остывает и становится твердым внутри формы. Это очень важная часть литья под давлением. Температура, давление и скорость течения пластика влияют на то, насколько качественными получатся детали и как быстро вы сможете их изготовить. Когда давление высокое, а пластик течет быстро, он растягивается в том направлении, в котором течет. Он также растягивается в направлении, которое не совпадает с направлением потока. Это называется "эффектом заморозки". Из-за "эффекта заморозки" в пластиковых деталях возникает напряжение. Под воздействием температуры пластиковые детали также изгибаются.

(1) Разница температур между верхней и нижней частью детали может вызвать тепловое напряжение и деформацию.
(2) Разница температур на разных участках детали приводит к неравномерной усадке этих участков.
(3) Различные температурные условия влияют на скорость усадки пластиковых деталей.
5.3 Влияние стадии формования на деформацию изделий
Когда пластиковые детали распалубливаются и охлаждаются до комнатной температуры, они в основном находятся в стеклообразном состоянии. Если сила распалубки неравномерна, движение механизма выталкивания нестабильно или площадь поверхности распалубки неподходящая, это может легко привести к деформации изделия. Кроме того, напряжение, замороженное в детали на этапе заполнения и охлаждения, будет высвобождаться в виде деформации из-за потери внешних ограничений, что приведет к деформации деформации.
5.4 Влияние усадки изделий, полученных литьем под давлением, на деформацию при деформации
Основная причина деформации изделий, изготовленных методом литья под давлением, заключается в неравномерной усадке деталей. Если не учесть усадку, происходящую при заполнении формы, форма деталей будет отличаться от желаемой, и они могут быть настолько деформированы, что вы не сможете их использовать. Кроме деформации, которая происходит при заполнении формы, разница температур между верхней и нижней частями формы также приведет к разной усадке верхней и нижней частей деталей, что приведет к их деформации.
Когда мы анализируем коробление, нас интересует не сама усадка, а разница в усадке. В течение процесс литья под давлениемРасположение молекул полимера вдоль направления потока приводит к большей скорости усадки в направлении потока, чем в перпендикулярном направлении, что приводит к деформации деталей, полученных литьем под давлением. Равномерная усадка приводит только к изменению объема пластиковых деталей, в то время как неравномерная усадка вызывает деформацию коробления. Кристаллические пластмассы имеют гораздо большую разницу в скорости усадки между направлением потока и перпендикулярным направлением по сравнению с некристаллическими пластмассами, и их более высокая скорость усадки в сочетании с анизотропной усадкой приводит к гораздо большей склонности к деформации коробления в деталях из кристаллических пластмасс.
5.5 Влияние остаточных тепловых напряжений на деформацию изделий
Когда вы производите изделия методом литья под давлением, тепло может испортить их. В результате детали могут деформироваться и выглядеть плохо.
II. Решения проблемы деформации изделий, изготовленных методом литья под давлением
Чтобы решить вышеперечисленные проблемы, вы можете попробовать следующие методы решения проблемы деформации изделий, изготовленных методом литья под давлением:
1. Отрегулируйте температуру впрыска
Изменение температуры впрыска - хороший способ решить проблему коробления литьевых изделий. Изменение температуры впрыска позволяет равномерно распределить тепло на все детали, что может уменьшить коробление литьевых изделий.
2. Разработка рациональной конструкции литьевой формы
При проектировании литьевых изделий необходимо обращать внимание на структуру, например, толщину стенок и поверхность. Хорошая структура литьевого изделия может уменьшить деформацию литья под давлением.

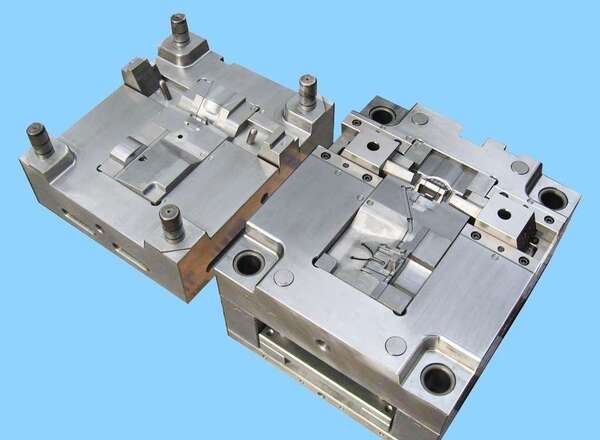
3. Оптимизируйте форму
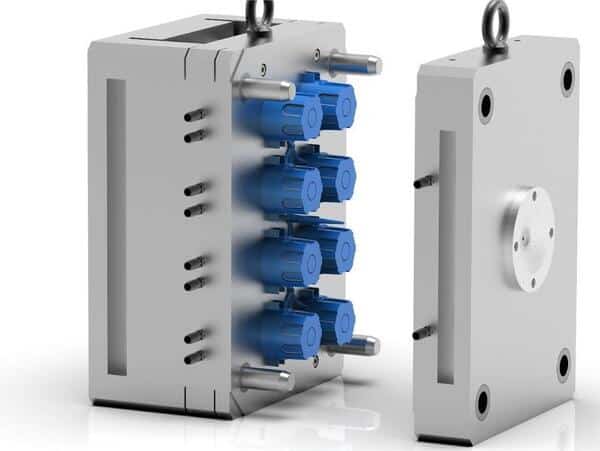
Пресс-форма является одним из ключевых факторов, определяющих точность и деформацию литья под давлением. Поэтому необходимо оптимизировать пресс-форму. Выбирайте соответствующие материалы и производственные процессы, чтобы обеспечить точность пресс-формы. Кроме того, необходимо уделять внимание обслуживанию и поддержанию пресс-формы в рабочем состоянии.
4. Использование оборудования для литья под давлением
Использование эффективного оборудования для литья под давлением позволяет эффективно решить проблему деформации изделий, изготовленных методом литья под давлением. Эффективное оборудование для литья под давлением может улучшить равномерность температуры впрыска и уменьшить возникновение деформации во время впрыска.

Ⅲ. Заключение
На деформацию изделий, полученных литьем под давлением, влияет множество факторов, включая структуру пресс-формы, тепловые и физические свойства пластиковых материалов, а также условия и параметры процесс литья под давлением. Поэтому при исследовании механизма деформации изделий, изготовленных методом литья под давлением, необходимо всесторонне учитывать различные факторы, такие как весь процесс формования и свойства материала.







