 Перейти к содержанию
Перейти к содержанию 

Введение: Двухцветное литье под давлением - это классический процесс литья. Он использует два материала для литья под давлением в одно изделие, что позволяет достичь различных эффектов цвета и прикосновения.
Сегодня мы представим и подробно рассмотрим пять основных разделов: Что такое двухцветное литье под давлением? Каковы преимущества двухцветного литья под давлением? Принцип работы двухцветного литья под давлением. Требования к материалам, процессам и пресс-формам для двухцветного литья под давлением. Основные области применения.
Что такое двухцветное литье под давлением?
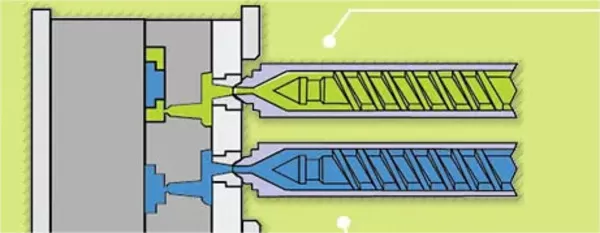
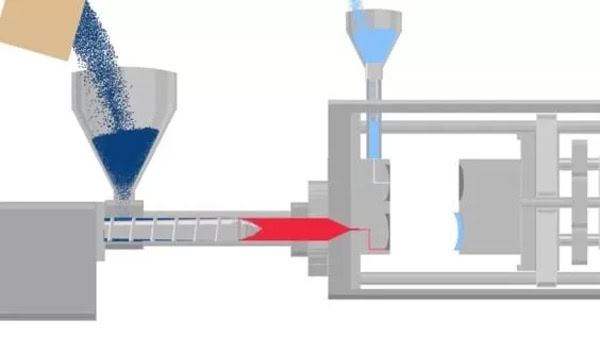
Двухцветное литье - это процесс, при котором два разных цветных пластика расплавляются в двух бочках, а затем впрыскиваются через одно сопло одновременно или друг за другом. Вы можете использовать две машины для литья под давлением или двухцветную машину для литья под давлением для производства изделий с различными смешанными цветами или изделий с четким разделением цветов.

Каковы характеристики двухцветного литья под давлением?
Сильная производительность и высокая экономия энергии
После энергосберегающей трансформации термопластавтомата система может быстро реагировать, термопластавтомат может быстро регулировать подачу в соответствии со своими потребностями, а коэффициент использования электроэнергии термопластавтомата может быть эффективно улучшен для достижения высокой эффективности и экономии энергии.

Быстрый ответ
Быстрый отклик - один из важных признаков динамического качества сервосистемы. Поскольку время переходного процесса в производстве невелико, как правило, в пределах 200 мс, для удовлетворения требований к перерасходу энергии передний край переходного процесса должен быть более крутым, а подъем после энергосберегающего преобразования - большим. Время, необходимое термопластавтомату для достижения 1500 об/мин, составляет менее 0,03 секунды.

Хорошая устойчивость
Система использует двойной замкнутый контур управления давлением и расходом, чтобы определить, сколько нужно литьевой машине. Когда вы что-то меняете или что-то меняется снаружи, система может быстро вернуться в нормальное состояние.

Высокая точность
Точность - это то, насколько точно выходной сигнал соответствует входному. В серводвигателе используется технология постоянных магнитов, которая отличается точностью и скоростью. Серводвигатель использует технологию PLC, которая является еще более точной. Погрешность обычно составляет 0,01~0,00LMM.
Повышение эффективности и сокращение расходов
Получите быстрый ответ, повторяйте одно и то же снова и снова, поддерживая одинаковую скорость; используйте два разных материала или два разных цвета одновременно, что сэкономит много времени и денег; очень легко настраивать и изменять параметры.

В чем заключается принцип двухцветного литья под давлением?
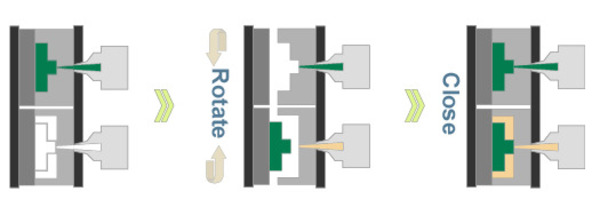
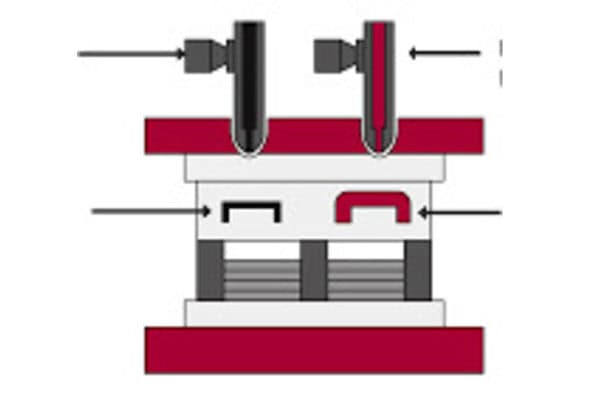
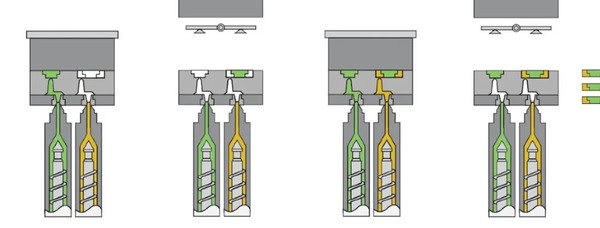
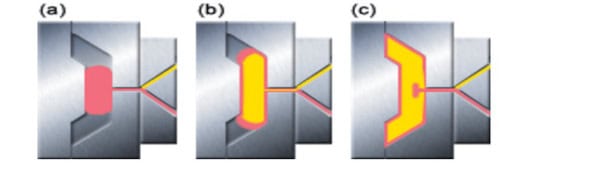
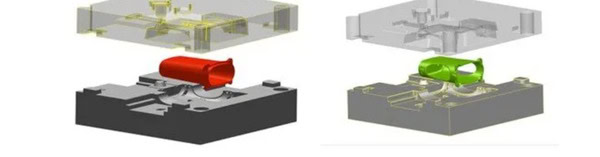
Двухцветный изделия для литья под давлением требуется мужская пресс-форма и две женские пресс-формы. Первое литье под давлением осуществляется в мужскую и первую женскую пресс-формы. После формования откройте пресс-форму и перейдите непосредственно ко второй женской пресс-форме без распалубки. После второго литья под давлением можно получить двухцветное литьевое изделие после распалубки.
Принцип обработки двухцветного литья под давлением
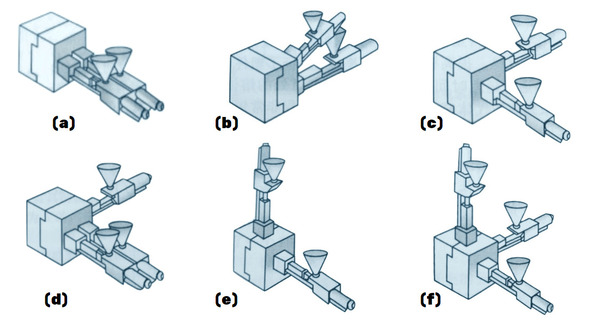
a. Передняя форма имеет две разные формы и формирует два изделия, а задняя форма имеет одинаковую форму.
b. Насадка трехплитной формы предназначена для автоматического освобождения формы, что делает работу более удобной. Обратите внимание на то, надежно ли распалубочное действие насадки для мягкого клея.

c. Передняя и задняя части пресс-формы поворачиваются на 180 градусов относительно центра. При повороте передняя и задняя части должны совпадать. Эта проверка должна проводиться во время работы, так как она требует высокого позиционирования опалубки. Общая толщина передней опалубки плюс плиты А должна быть не менее 170 мм. Для этого необходимо тщательно проверить модель термопластавтомата и другие справочные данные.
d. При разработке второго мастера литья под давлением, чтобы вторичный мастер не поцарапал клеевую позицию первого формованного изделия, можно спроектировать компонент, чтобы избежать пустот. Однако необходимо тщательно учитывать прочность каждого герметика, то есть, будет ли пластик деформироваться при большом давлении впрыска во время литья под давлением, что может привести к возможности образования второго фронта литья под давлением.
e. При литье под давлением первая формованная деталь может быть немного больше, потому что она может быть плотно прижата другой мужской формой при втором литье для достижения функции уплотнения. И обратите внимание на второй впрыск. Влияет ли поток пластика на первую формованную деталь? Деформируется ли положение пластика? Если возможно, мы должны найти способы улучшения.
f. Прежде чем зажимать пластины A и B, обратите внимание на то, что передний ползун пресс-формы или наклонная верхняя часть сойдут с места первыми и раздавят изделие. Поэтому нам пришлось найти способ, чтобы сначала зажимались плиты A и B, а затем ползун переднего модуля. Или наклонить верхнюю часть для сброса. Расположение подачи воды в двух передних и задних формах максимально адекватно, а баланс одинаков.

Каковы типы двухцветного литья под давлением?
Двухцветная машина для литья под давлением Машина для литья под давлением
Для этого типа требуется две передние формы и одна задняя. Продукт готовится за один раз. Его не нужно вынимать из пивной машины в середине. Продукт выглядит хорошо и красиво. Толщина материала для второго литья под давлением обычно составляет 0,5-2 мм. Стоимость выше и обычно используется для сравнения. Небольшой продукт.
Обычная машина для литья под давлением
Для этого типа необходимы две передние и две задние пресс-формы. После первого литья под давлением полуфабрикат должен быть извлечен и помещен во вторую форму для второго литья под давлением. Внешний вид изделия не очень хорош. Требования к технологии литья под давлением высоки. Как правило, материал для второго литья под давлением может достигать 3 мм для изготовления более крупных изделий.
Каковы требования к материалам, процессу и пресс-формам для двухцветного литья под давлением?
a. Требования к материалам
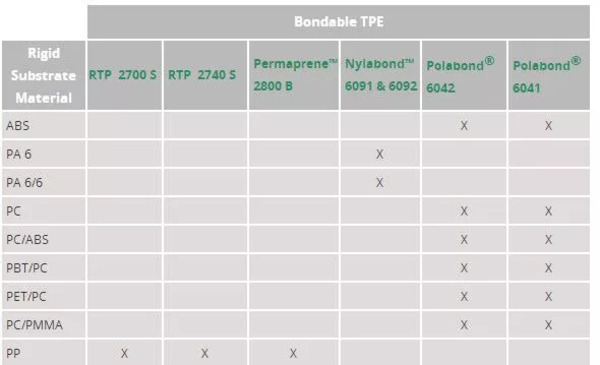
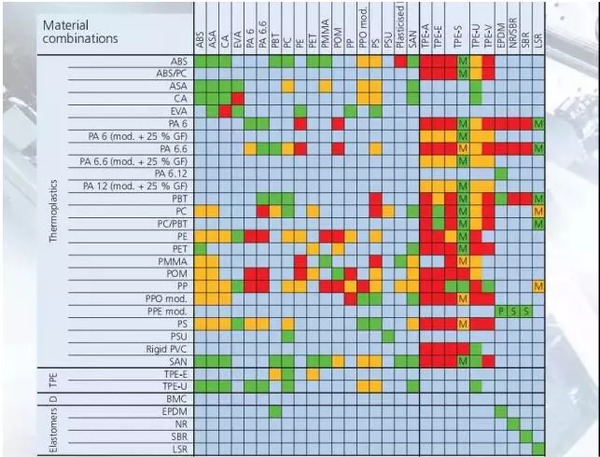
Технология двухцветного литья под давлением использует два разных материала для литья под давлением, поэтому выбор двух разных материалов также является важным процессом. Как правило, используются два пластика разных цветов, что позволяет значительно повысить прочность и долговечность литьевого изделия. Кроме того, его легче сплавить и придать ему нужную форму.
Однако в изделиях специального назначения может возникнуть необходимость использовать ситуацию, когда свойства двух материалов сильно отличаются, что требует решения проблемы сложности сплавления двух материалов с большими различиями.
Основные проблемы - расслоение и осыпание, которые наносят смертельный удар по литьевые изделия. Поэтому необходимо тщательно учитывать скорость усадки и различные условия сопряжения, а также корректировать соотношение материалов.
Для двухшовного формования два материала должны удовлетворять двум основным условиям совместимости: адгезионной и технологической.
Кроме того, должны быть выполнены следующие требования: узел впрыска, параллельное и одинаковое направление, параллельное и противоположное, горизонтальное и вертикальное L-образные, Y-образные одноцилиндровые структуры впрыска; смесительная форсунка, узоры, волны, следы потока, градиенты, прослойки и т.д. Специальная форсунка;
Зажимная пресс-форма, стандартный тип, вертикальный поворотный тип, горизонтальный поворотный тип, тип вращающегося вала, робот вращающегося типа и другие механизмы; подача, в дополнение к стандартному гидравлическому приводу, есть также ESD (ElectricScrewDrive) электрическая структура подачи; масляный контур, есть ACC накопление давления Высокоскоростная инъекция и замкнутый дизайн.
b. Требования к процессу
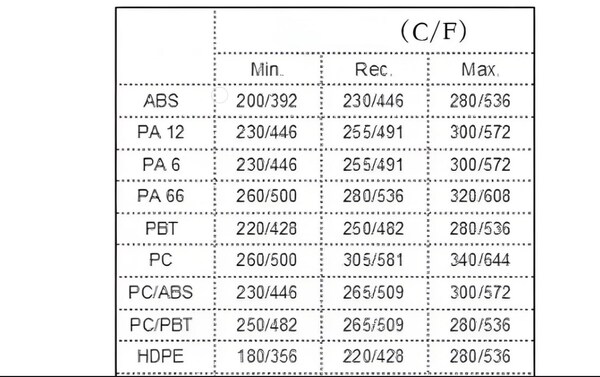
При двойном проектировании мягкого и твердого клея оба материала должны иметь определенную разницу в температурах плавления. Обычно рекомендуется, чтобы она составляла 60°C, а в данном случае - не менее 30°C. Температура точки плавления материала первого выстрела высока. Как правило, первая дробь представляет собой PC или PC/ABS, а вторая дробь обычно представляет собой PC или PC/ABS. Второй выстрел - это TPU или TPE, толщина PC составляет 0,6-0,7 мм, ПО - 0,4 мм или более.
Постарайтесь максимально расширить зону контакта, сделать канавки и т.д., чтобы увеличить силу сцепления, или используйте вытягивание стержня для первой порции, а часть материала второй порции введите в первую порцию, и сделайте поверхность формы для первой порции как можно более шероховатой.
Прозрачный и непрозрачный дизайн двойного выстрела. Двойной дизайн маленьких линз: первый снимок непрозрачный, а второй снимок состоит из линз. Первый выстрел должен быть сделан из ПК с высокой температурой плавления, а второй - из ПММА. Прозрачный и непрозрачный дизайн двойного выстрела для украшения: первый выстрел - непрозрачный материал, второй выстрел - прозрачный.

c. Требования к плесени
Две женские формы должны быть разными, чтобы формировать два разных продукта, в то время как две мужские формы должны быть одинаковыми; передняя и задняя формы пресс-формы должны быть одинаковыми после поворота на 180° от центра; максимальная вместимость должна быть тщательно проверена. Толщина пресс-формы, минимальная толщина пресс-формы, расстояние между отверстиями КО и т.д.; сопло трехплитной пресс-формы лучше всего спроектировать таким образом, чтобы обеспечить автоматическую распалубку.
При проектировании мастер-формы для второго литья под давлением, чтобы вторая мастер-форма не поцарапала первую Позиция склеивания сформированного изделия может быть частично спроектирована, чтобы избежать пустот. Однако необходимо тщательно продумать прочность каждого места уплотнения; во время литья под давлением размер первого изделия может быть немного больше, чтобы его можно было плотнее прижать к другой пресс-форме во время второго литья для достижения уплотнения. Функция клея.
Следите за тем, чтобы поток пластика во время второго выстрела не задел деталь, изготовленную в первый раз, что приведет к деформации клеевой линии; перед тем как закрыть форму плитами A и B, убедитесь, что передний ползун формы или угловой штифт не заденет деталь первым и не повредит ее при сбросе; старайтесь, чтобы поток воды в двух полостях и сердцевине был как можно более равномерным и сбалансированным; в 99% случаев сначала снимается часть детали из твердой резины, а затем снимается часть детали из мягкой резины, так как часть из мягкой резины легко деформируется.
Каковы ключевые моменты продукции для двухцветного литья под давлением и дизайна пресс-форм?
Структура двухцветных изделий, изготовленных методом литья под давлением, сильно отличается от обычных пластиковых изделий. Поскольку для литья под давлением используются два разных материала, изделия имеют два разных свойства и характеристики, которые в корне отличаются от обычных изделий, полученных литьем под давлением; в то же время перед литьем под давлением требуется тщательная разработка структуры двухцветных изделий, полученных литьем под давлением, и необходимо полностью учитывать характеристики совместимости двух материалов.

Структурные характеристики двухцветных изделий, изготовленных методом литья под давлением
Выберите два материала
Двухцветный литьё под давлением В технологии литья под давлением используются два разных материала, поэтому выбор двух разных материалов также является важным процессом. Как правило, используются два пластика разных цветов, что позволяет значительно повысить прочность и долговечность литьевого изделия. Кроме того, его легче сплавить и придать ему нужную форму. Однако в изделиях специального назначения может потребоваться использование двух материалов с совершенно разными свойствами.

Это трудноразрешимая проблема, поскольку два материала относительно разные. Основными проблемами являются расслоение и осыпание, которые смертельно опасны для литьевых изделий. Поэтому необходимо тщательно учитывать скорость усадки и различные условия сопряжения, а также корректировать соотношение материалов.

Разработка внутренней структуры и формы изделий
При разработке структуры и формы изделия необходимо в первую очередь учитывать его назначение и использование, а также провести детальное исследование размеров и внутренней структуры. Как правило, необходимо увеличить площадь соприкосновения двух сырьевых материалов для повышения упругости.
Здесь мы можем разработать множество мелких и выпуклых канавок внутри изделия для инкрустации и сшивания. Это может увеличить площадь контакта двух материалов, так что при литье под давлением мы сможем улучшить прочность и срок службы изделия и повысить его практичность.
Вращающаяся пресс-форма Двухскоростная пресс-форма для литья под давлением
Этот вид пресс-формы требует особого подхода к формованию. Во-первых, необходимо тщательно разработать вогнутые и выпуклые пазы двух литьевых форм, чтобы обеспечить плотное прилегание при стыковке. В то же время при проектировании механизма разгрузки требуется второй впрыск перед разгрузкой.
Различные методы литья под давлением должны различаться в деталях. После того, как вертикальная ротационная литьевая машина разгерметизирована, изделие выбрасывается для завершения соответствующих операций. Однако, если изделие не может быть извлечено инжекционной машиной, для извлечения формы необходимо использовать гидравлическое устройство.
Каковы преимущества двухцветного литья под давлением?
Одноразовая формовка
Двухцветная машина для литья под давлением может выполнять литье двух цветов или материалов за один процесс литья под давлением, что позволяет избежать нескольких этапов литья и сборки, а также повысить эффективность производства.

Экономия средств
Экономия затрат на плавление и печать, увеличение красивого визуального эффекта продукта, повышение качества и добавленной стоимости продукта. По сравнению с традиционной одноцветной технологией литья под давлением, двухцветная технология литьё под давлением Машина позволяет сократить количество ручных операций и производственных звеньев, снизить себестоимость продукции и трудозатраты.

Точное позиционирование
Двухцветная машина для литья под давлением оснащена специальной пресс-формой и системой управления, которая позволяет добиться высокоточного позиционирования и выравнивания цветов, обеспечивая согласованность и красоту внешнего вида продукции.

Инновации в дизайне
Гибкий материал из смолы не только обладает функцией противоскольжения и повышения трения, но и делает его более эргономичным и приятным на ощупь. Технология двухцветного литья под давлением дает больше возможностей для дизайна продукции и позволяет создавать более красочные и уникальные эффекты внешнего вида, чтобы удовлетворить индивидуальные потребности потребителей.

Уменьшить количество металлолома
Двухцветные пресс-формы могут объединять две смолы и цвета с разными характеристиками в одно двухцветное изделие, что позволяет сократить объем работ по сборке и последующей обработке формованных изделий. Кроме того, технология двухцветного литья под давлением позволяет уменьшить количество ошибок, возникающих при многократной сборке, что снижает количество брака и повышает качество и стабильность продукции.

Высокое качество продукции Стабильность
Двухцветные литьевые изделия отличаются высокой стабильностью качества, легкостью контроля деформации изделий, коротким циклом формования и высокой выходной стоимостью. Потери могут быть на 7% ниже, чем при литье с резиновым покрытием, а стоимость производства продукции может быть на 20%-30% ниже, чем при литье с резиновым покрытием.

Каковы основные области применения двухцветного литья под давлением?
Используется в выключателях питания, кнопках мобильных телефонов, автомобильных переключателях и т.д., чтобы соответствовать определенным требованиям к световодам или светопропусканию.
Используется в ручных изделиях, таких как корпуса раций, ручки зубных щеток, ручки электроинструментов, гаечные ключи, чашки-термосы и т.д., для улучшения ощущений.

В изделиях с требованиями к многоцветному внешнему виду, таких как клавиатуры, используется двухцветное литье под давлением, которое красиво и позволяет не беспокоиться о том, что оно сотрется во время использования.
Используется в изделиях, требующих гидроизоляции для достижения требований к водонепроницаемости.

Двухцветный процесс литья под давлением в настоящее время широко используется практически во всех областях производства пластмасс, таких как автомобили, электронные изделия, электроинструменты, медицинские изделия, бытовая техника, игрушки и т.д.
Используется в изделиях, требующих локального гальванического покрытия, таких как кнопки телефонов и т.д.

В семействе пластиков гальваническому покрытию поддаются только поверхности из ABS и полисульфона (PSU). Если гальваническое покрытие требуется на локальном участке или на одной стороне изделия, то на гальванический участок необходимо нанести ABS, а на участок, не требующий гальванического покрытия, нанести другие материалы, например, PC и т. д.

Заключение
В итоге, двухцветные литьё под давлением Технология существует уже давно, но признание и применение она получила только в последние годы, потому что продукты, изготовленные с ее помощью, адаптируются к условиям окружающей среды, в которой они используются.

В то же время его можно формовать за один этап, что экономит деньги, позволяет точно позиционировать, поощряет инновации в дизайне, сокращает количество отходов и обеспечивает стабильное качество продукции. Он может удовлетворять различным требованиям, поэтому используется все шире и оказывает большое влияние на автомобильную промышленность и другие отрасли. Она имеет хорошие экономические преимущества и является технологией с большим потенциалом.







