 Перейти к содержанию
Перейти к содержанию 

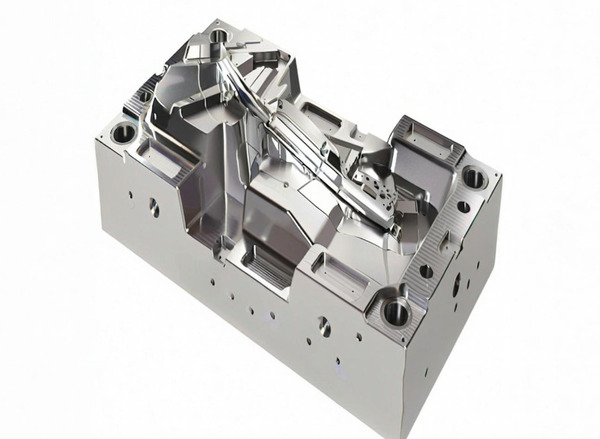
Введение: Пресс-формы для литья под давлением - это детали, которые изготавливаются под изделие, которое вы хотите произвести. Они изготавливаются на станках с ЧПУ. В них заливается горячий пластик, а затем он остывает. Существует множество различных видов литьевых форм. Но есть два вида систем пресс-форм: с горячей и холодной подачей. Это зависит от того, насколько горячими остаются бегунок и пресс-форма.
Каждая система пресс-форм имеет свой механизм и по-разному влияет на производство пластмасс. Поэтому, прежде чем сделать выбор, необходимо правильно понять сравнение между горячеканальными и холодноканальными пресс-формами.
В этой статье сравниваются горячий и холодный бегуны. литьё под давлением в которой рассказывается о двух системах, их принципах работы и различиях. В книге также показано, как выбрать подходящую форму для вашего проекта.
Что такое пресс-форма для горячего бега?
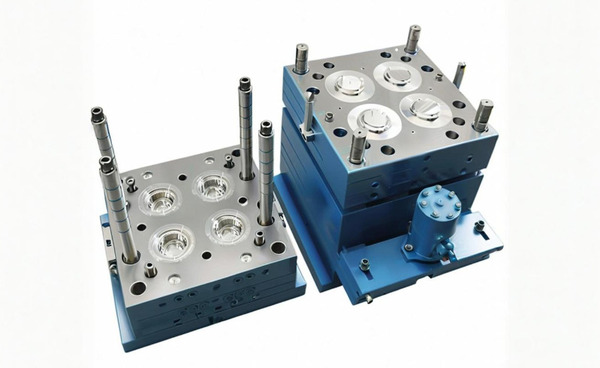
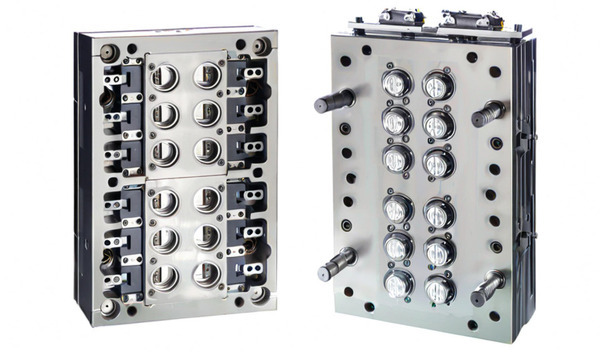
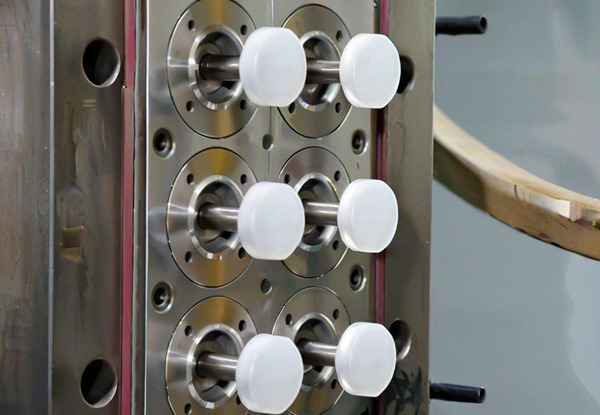
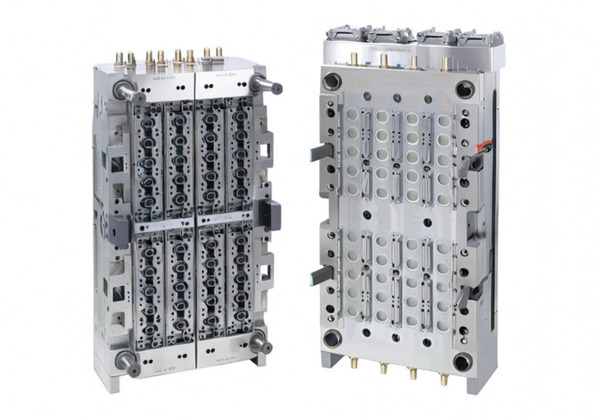
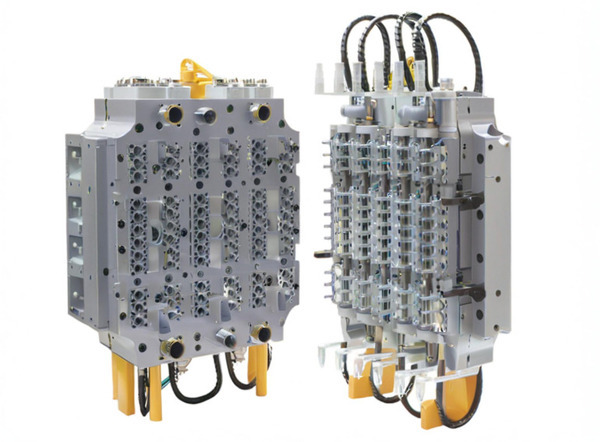
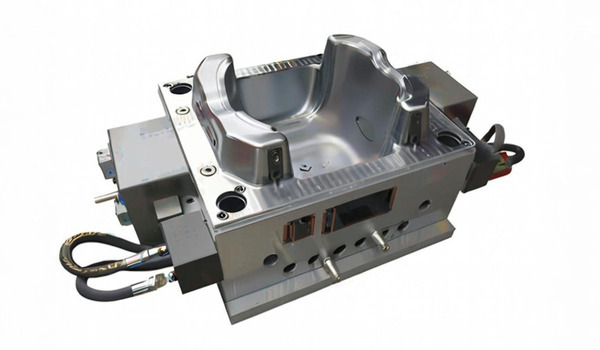
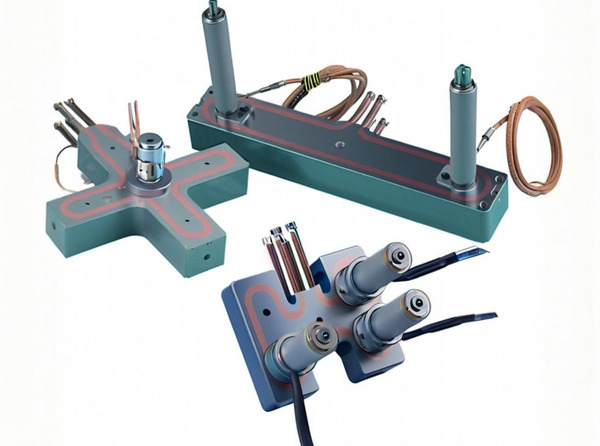
Горячеканальная пресс-форма - это пресс-форма для литья под давлением с системой коллекторов (т. е. с нагревательными компонентами, коллекторами и соплами), которая обеспечивает поддержание расплавленного пластика, впрыскиваемого в форму, в горячем состоянии.
Горячеканальное литье под давлением хорошо подходит для литья пластиковых деталей, требующих стабильного потока и давления впрыска. Кроме того, оно помогает уменьшить такие дефекты, как раковины от колебаний давления впрыска и незаполненные формы.

Какие существуют типы пресс-форм для горячего бега?
Существует два типа пресс-форм для горячего литья пластмасс под давлением, в зависимости от того, как они удерживают тепло:
Изолированные горячие бегуны
Изолированные горячеканальные формы имеют очень толстые бегунки в плите формы, что заставляет расплавленный пластик немного остывать и изолирует систему. Изоляция удерживает тепло и позволяет системе пресс-формы поддерживать текучесть пластика.
Изолированные горячеканальные формы дешевле форм с подогревом, поскольку в них не используются коллекторы и капельницы. Они имеют гибкие затворы, уменьшают количество дефектов и позволяют легко менять цвета. Но у них есть и некоторые недостатки. Затвор замерзает. Форма заполняется неравномерно. Требуется много времени для запуска. Из-за отсутствия системы коллекторов приходится выполнять быстрые циклы, чтобы пластик не расплавился.
Бегуны с подогревом
Горячие бегуны с подогревом - это основной тип систем горячих бегунов, в которых нагрев осуществляется с помощью нагревательного элемента на одной половине пресс-формы. Однако они бывают двух видов: с внешним и внутренним обогревом.
Горячие бегунки с внешним нагревом: Нагревательный элемент находится вне пресс-формы. Это означает отсутствие препятствий для потока расплава пластика (лучший контроль потока) и отсутствие падения давления впрыска. Кроме того, пластик не застывает, что отлично подходит для изменения цвета. Формы с внешним подогревом для горячей обкатки хорошо подходят для термочувствительных материалов.
Горячий бегун с внутренним подогревом: Здесь нагревательный элемент находится в пресс-форме, что приводит к падению давления впрыска, несовместимому с изменением цвета, а материал зависает и разрушается в пресс-форме. Однако поток лучше благодаря подогреваемым бегункам и контролю наконечника затвора.
Что такое пресс-форма для холодной обкатки?
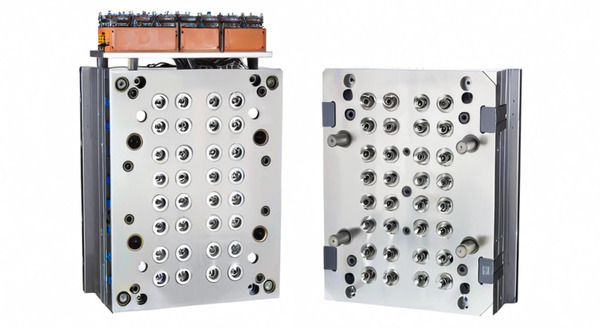
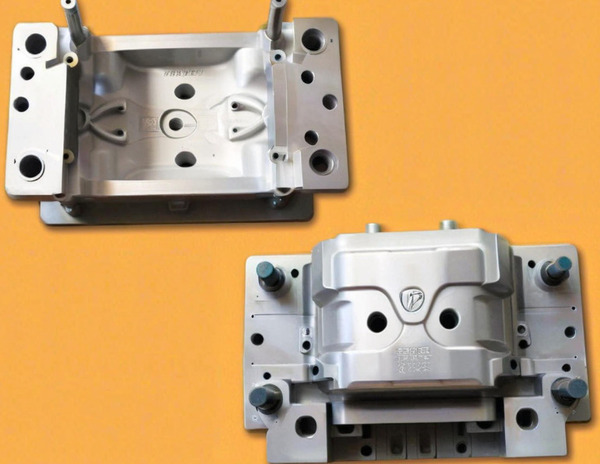
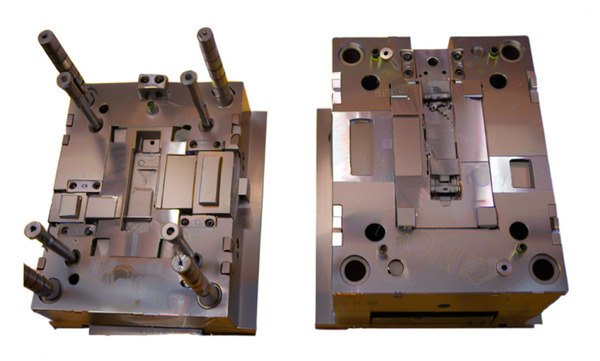
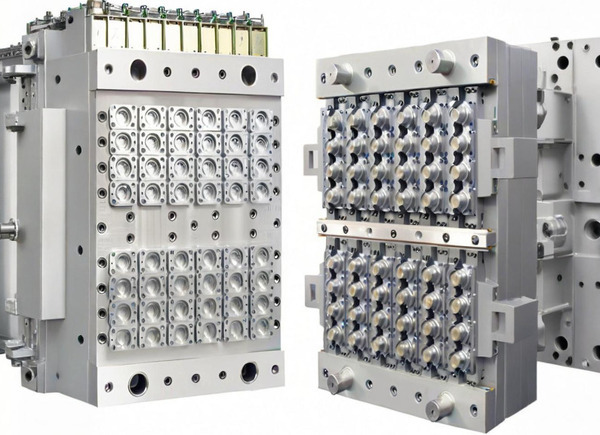
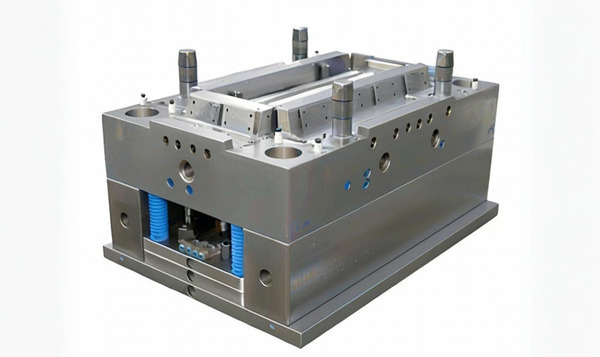
Форма с холодной бегущей дорожкой - это базовая литьевая форма, в которой бегущая дорожка имеет ту же температуру, что и полость формы. Вы впрыскиваете расплавленный пластик в фиксирующее кольцо. Затем расплавленный пластик проходит через охлаждаемый затвор и бегунки, прежде чем попасть в полость пресс-формы. По мере остывания пластик принимает форму полости формы, а застывший пластик в бегунках прикрепляется к ней.
Формы для холодной обкатки имеют большие бегунки (больше, чем деталь), что устраняет тенденцию к недозаполнению формы. Кроме того, они подходят для любых полимеров независимо от теплочувствительности, дешевле горячих и просты в обслуживании. Однако при их использовании образуются отходы.

Каковы типы систем холодной прокатки?
Существует два типа систем пресс-форм с холодной обкаткой, в зависимости от количества плит:

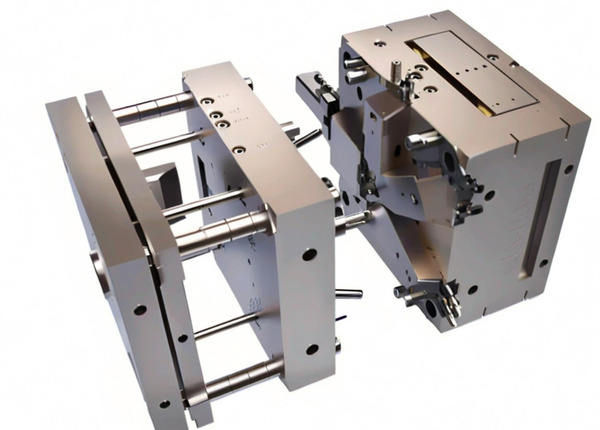
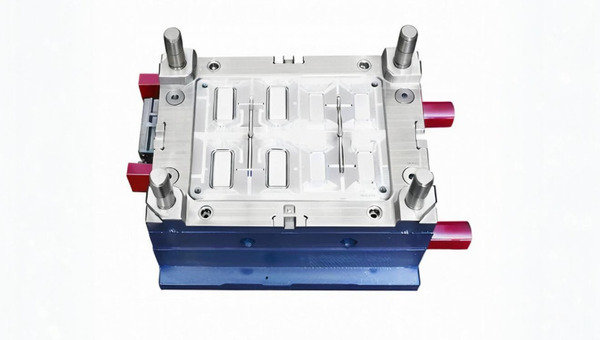
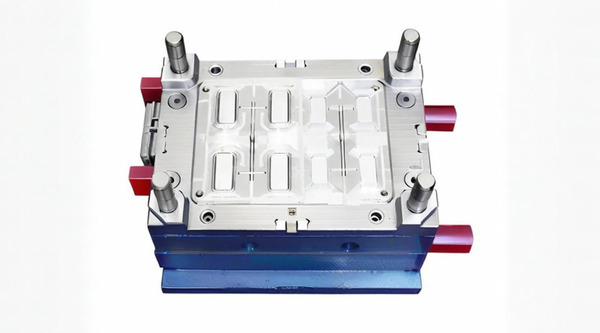
Двухпластинчатая система холодной обкатки
Двухплитная система холодной обкатки состоит из двух плит. Неподвижная пресс-форма имеет затвор, бегунок, затвор и полость. Это самая быстрая, простая и дешевая система холодной обкатки. Однако бегунок прикрепляется к готовому изделию и должен быть отрезан.
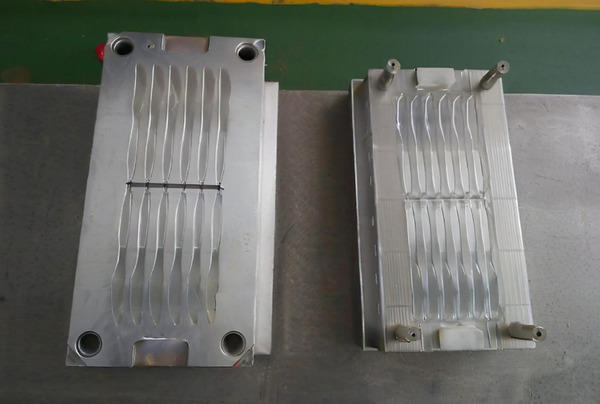
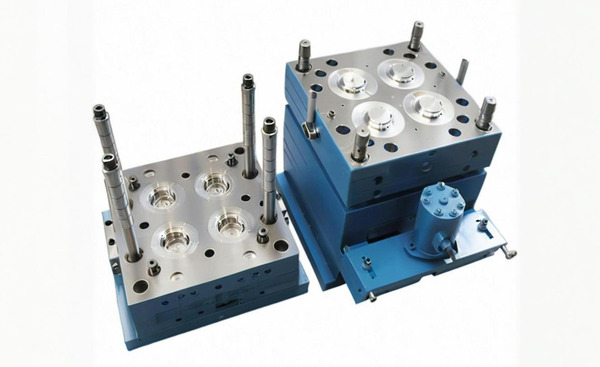
Трехпластинчатая система холодной прокатки
Трехплитная система холодной обкатки аналогична двухплитной системе. Однако в трехплитной пресс-форме для литья под давлением есть возможность прикрепления плиты бегунка. Кроме того, вам не нужно вырезать бегунок из литьевой детали, и вам не нужна система выталкивания для удаления деталей.
Трехплитные литьевые формы более дружелюбны и гибки. Они лучше всего подходят для работы с изделиями сложной конструкции и являются недорогой альтернативой горячеканальным системам. К недостаткам этого типа литьевых форм относятся длительное время цикла, сложная конструкция инструмента и большое количество отходов материала.

Каковы преимущества систем горячего прогона?
Горячеканальные системы широко используются при производстве изделий из пластмассы, поскольку имеют массу преимуществ.
Ускоренное время цикла: Одно из главных различий между горячеканальным и холодноканальным литьем под давлением - время цикла. Поскольку пластик поддерживается при оптимальной температуре, что повышает текучесть, горячеканальные литьевые формы имеют более высокую продолжительность цикла. Горячеканальные системы позволяют повысить эффективность производства литья под давлением.
Так как контроль температуры горячеканального станка более точен, время охлаждения пластика может быть сокращено, тем самым уменьшая литьё под давлением цикл и увеличить объем производства. Кроме того, система горячих бегунков может еще больше повысить эффективность производства за счет одновременного литья под давлением нескольких бегунков. Таким образом, сокращается время цикла.

Меньше отходов: Это экономически выгодно, так как система пресс-форм почти не производит отходов. Горячеканальная система позволяет экономить пластик. Традиционные системы холодного прогона требуют дополнительного пластика для заполнения прогонов и сопел, в то время как системы горячего прогона могут впрыскивать пластик непосредственно в пресс-форму, что снижает количество отходов и затраты.
Кроме того, система горячего прогона позволяет сэкономить еще больше пластика, точно контролируя температуру пластика и снижая перегрев и переохлаждение.
Качество лучше: Детали, изготовленные с помощью горячеканальных пресс-форм, имеют лучшее конечное качество, поскольку кривая заполнения и давление впрыска превосходны. Технология горячей обкатки позволяет сократить количество брака при литье пластмасс под давлением.
По сравнению с традиционными холодными системами, горячие системы могут лучше контролировать поток и процесс затвердевания пластмасс, уменьшать такие дефекты, как пузыри, усадка и трещины, и тем самым повышать скорость формовки и качество изделий.
Автоматизация формовки: Вы можете автоматизировать процесс, потому что вам не нужно делать никакой постобработки, например обрезки, возврата отходов или удаления бегунков.

Гибкость конструкции: Конструкция литьевых форм отличается гибкостью. Для размещения затворов используются затворы с горячим наконечником, клапанные затворы или краевые затворы. Это позволяет улучшить эстетику детали и оптимально заполнить полость пресс-формы в процессе литья под давлением.
Сделайте продукт более привлекательным; Системы горячего прогона позволяют придать изделиям, изготовленным методом литья под давлением, лучший вид. Поскольку горячеканальные системы могут контролировать процесс течения и затвердевания пластика, они позволяют сделать изделие с меньшим количеством ошибок и следов на внешней стороне, а также придать ему более блестящий вид и сделать его более приятным на ощупь.
Кроме того, горячеканальные системы могут производить изделия, имеющие более одного цвета или более одного слоя, что позволяет изделию выглядеть еще лучше.
Каковы преимущества систем холодной прокатки?
Системы холодного прогона имеют следующие преимущества:
Снижение затрат на изготовление пресс-форм: Изготовление форм для холодной обкатки обходится дешевле. Вы сэкономите деньги на пресс-формах.
Меньше затрат на осмотр и обслуживание: Формы для холодной обкатки не отличаются сложностью. Поэтому вам не придется часто проверять и обслуживать их. Это означает, что вы будете меньше тратить на обслуживание и меньше простаивать.

Термочувствительные пластики: Еще одно различие между пресс-формами с горячей и холодной обкаткой заключается в их применении для литья термочувствительных пластмасс. Системы холодной обкатки лучше всего подходят для термочувствительных полимеров. Кроме того, они подходят для любого пластика.
Каковы недостатки систем горячего прогона?
Системы горячего прогона имеют следующие недостатки:
Высокие инвестиционные затраты: Первые инвестиции и затраты на обслуживание систем горячего прогона дорогостоящи из-за сложности пресс-форм и таких преимуществ, как сокращение времени цикла, качество деталей и гибкость.
Высокие требования к точности оборудования: Для этой системы требуется высококлассное оборудование, поскольку она должна быть точной. Если оборудование неточно, машина может сломаться и привести к дефектам. Например, если пластиковое уплотнение сломается, детали горячеканального станка могут быть повреждены, так как расплавленный пластик перельется через край.
Каковы недостатки системы Cold Runner?
Литье под давлением с холодным спуском имеет следующие недостатки:
Отходы материалов:Отходы - еще одно отличие в сравнении горячеканального и холодноканального формования. В системе холодной обкатки расплавленный пластик застывает. В результате образуются отходы, которые необходимо обрезать.
Падение давления впрыска: Когда пластик течет, он теряет тепло в пресс-форме, что приводит к его усадке. Эта усадка вызывает падение давления, что приводит к образованию раковин и незаполненных деталей.
Длительное время цикла: Холод литьё под давлением имеет большее время цикла, поскольку пластик не так хорошо растекается. Кроме того, вам придется тратить дополнительное время на удаление бегунков и затворов (особенно в системах с двумя пресс-формами).
Что нужно учитывать при выборе пресс-формы для горячего бега?
Когда вы выбираете пресс-форму для горячей обкатки, вы должны думать о цене, сроках поставки и количестве. Но самое главное - это технические характеристики системы обкатки. Вот некоторые моменты, о которых вам следует подумать.
Давление впрыска
Поскольку температура расплавленного пластика постоянна, падение давления при впрыске через систему коллекторов невелико. Поэтому при проектировании пресс-формы для литья под давлением очень важно смоделировать правильное течение материалов, которые вы собираетесь использовать для литья под давлением, особенно если вы используете материалы с плохими свойствами течения расплава.

Отопление
Нагревательный элемент может быть внутренним или внешним. Внешние системы нагрева хороши для термочувствительных материалов. С другой стороны, внутренние системы нагрева подходят для других пластиковых полимеров.
Тип ворот
Для каждого материала и конструкции изделия требуется своя конструкция затвора. Поэтому при изготовлении затвора мы учитываем такие моменты, как марка затвора, расположение затвора, тип вводимого материала и т. д.
Стандартная или индивидуальная система
Выбор между стандартными и заказными системами зависит от того, что вам нужно. Стандартные системы имеют стандартные детали и размеры. Это оптимальный выбор с точки зрения стоимости, сроков поставки и обслуживания. Нестандартные системы отлично подходят для изготовления изделий с уникальным дизайном.
Тип обработки пластика
Пластик, с которым вы работаете, также играет большую роль в вашем выборе. Например, для стеклопластика требуется пресс-форма с затворной вставкой, обладающей хорошей износостойкостью, или бегунок с внешней системой нагрева.
Размер бегуна
Размер бегунков имеет большое значение для работы системы. Если вы ошибетесь, то можете испортить конечную деталь или не заполнить ее до конца. Определить размер бегунков можно по тому, как сильно падает давление, как долго находится пластик, насколько он горячий, как быстро он движется и как часто это происходит.
Многозональный контроль температуры
Если вы работаете с большими, сложными системами или термочувствительными пластиками, обязательно используйте многозональную систему термостатирования, чтобы учесть массу нагревателя и теплопотери.
Что следует учитывать при выборе пресс-формы для холодной прокатки?
Выбирая форму для холодного бега, необходимо учитывать несколько моментов.
Насадка
Выбирайте не сварную насадку, чтобы частицы не попадали в водяную рубашку.
Наконечник форсунки
Тип наконечника сопла зависит от производителя. Например, одни жестко крепят наконечник сопла к концу сопла, а другие используют подпружиненный наконечник сопла, поскольку он допускает тепловое расширение формы во время нагрева.
Коллектор бегунка
Коллектор должен иметь разъемную конструкцию, чтобы его можно было снять и почистить. В других конструкциях, например, в просверленных бегунках, могут образовываться "мертвые зоны", которые затрудняют очистку пресс-формы.
Поршень в сборе
Использование просверленных в пистолете воздушных каналов устраняет необходимость в воздушных шлангах и барботирующих фитингах в сопле, что предотвращает повреждение воздушных трубок и исключает ошибки при подключении.

Пневматические соединения
Лучшие формы для холодной обкатки должны иметь внешнюю воздушную линию или воздушную распределительную коробку с быстроразъемными соединителями.
Заключение
Как только вы поймете систему бегунов, вы сможете выбрать между горячими и холодными бегунами. Итак, в этой статье я сравню холодный бегунок с горячим бегунком. литьё под давлениемМы объясним вам различия и расскажем, как выбрать подходящий вариант.
Вам нужны высококачественные детали для литья под давлением с использованием систем горячей или холодной обкатки? Обратитесь в компанию Zetar Mold.







