 Перейти к содержанию
Перейти к содержанию 

Введение:Для прототипирования и мелкосерийного производства (около 10-1000 деталей) небольших объектов 3D-печатные пресс-формы обеспечивают экономию времени и средств. Они также предлагают более гибкие методы производства, позволяя инженерам и дизайнерам тестировать конструкции пресс-форм и легко вносить в них изменения. В этой статье мы рассмотрим процесс использования 3D-принтера для литья под давлением небольших предметов.

Понять 3D-печать
Что такое 3D-печать?
3D-печать Технология быстрого прототипирования - это одна из форм быстрого прототипирования. Она предполагает разбиение трехмерной цифровой модели, созданной компьютером, на слои плоских кусочков. Затем эти слои печатаются с использованием порошковых, жидких или нитевидных материалов, таких как пластмассы, металлы, керамика или песок. Технология работает путем послойной укладки этих композитных материалов на основе шаблонов срезов, в результате чего создается законченный объект.
Затем расплавленный пластик сжимается и продвигается вперед под давлением плунжера или шнека, после чего на высокой скорости впрыскивается в закрытую форму через сопло на переднем конце ствола. После того как пластик остынет и примет нужную форму в течение определенного периода времени, форму открывают, чтобы показать конечный продукт.
Настройка 3D-принтера
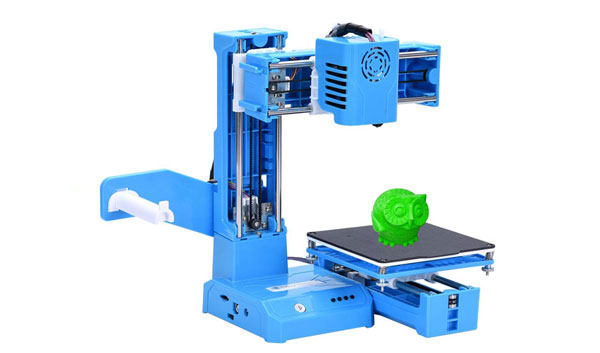
FDM3D принтер
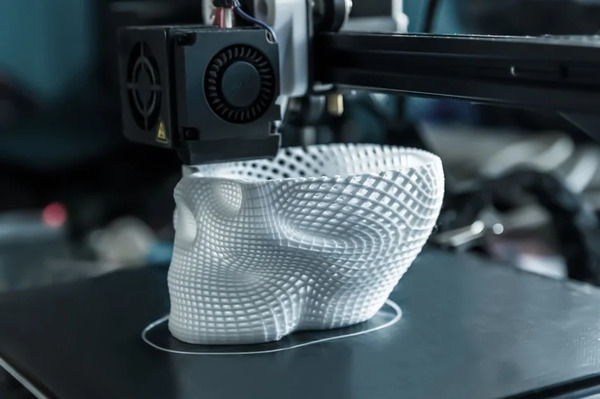
Принтеры Fused Deposition Modeling (FDM) представляют собой наиболее распространенный тип 3D-принтеров на современном рынке. Почти 60% производителей 3D-принтеров в основном предлагают модели FDM. FDM-принтеры позволяют быстро создавать прототипы путем нанесения плавленых материалов, основными из которых являются ABS и PLA. Одно из ключевых преимуществ этого метода - экономичность.

Однако принтерам FDM присущи такие недостатки, как низкая точность, низкая скорость печати и грубая поверхность напечатанных изделий. Несмотря на колебания в последние годы, технология 3D-печати, основанная на FDM, преодолела начальную фазу роста.
Настольные 3D-принтеры отошли от аппаратных средств с открытым исходным кодом и личных грубых решений, получив значительные достижения в области коммерческих и интеллектуальных возможностей. Более того, оборудование профессионального класса теперь делает упор на дизайн, ориентированный на человека, и удобство использования, что в большей степени соответствует практическим сценариям применения.
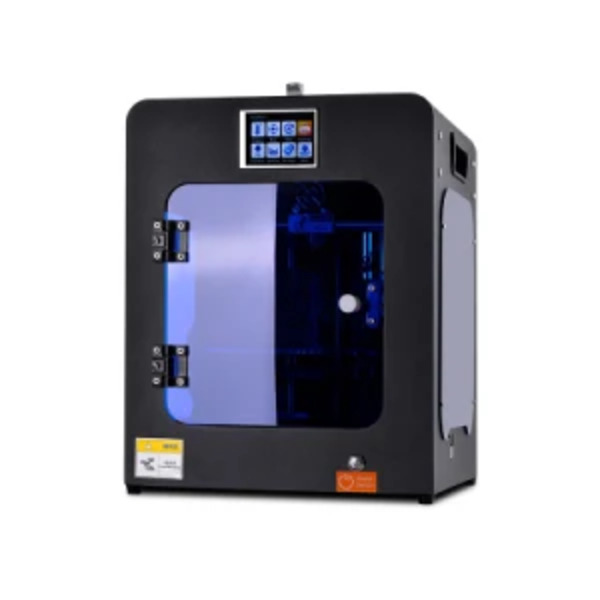
SLA3D-принтер
По сравнению с FDM-принтерами, SLA 3D-принтеры обеспечивают более высокую точность печати, позволяя получать модели с более тонкими контурами. Тем не менее, высокая стоимость оборудования приводит к удорожанию общей цены машины. Кроме того, сложность программного обеспечения для нарезки и операционных процедур вызывает затруднения у многих пользователей. Эти факторы сдерживают как спрос, так и предложение.

В настоящее время предпочтение отдается настольным светоотверждаемым 3D-принтерам, основу которых составляет настольное оборудование для 3D-печати FDM. Однако такие проблемы, как низкая скорость печати, ограниченные объемы печати и сложность работы с жидкими фоточувствительными смолами, привели к повсеместному отказу от этой технологии.

SLS3D-принтер
3D-принтеры SLS в основном используются в промышленном и военном производстве. Продвижение технологии SLS 3D-печати постоянно стимулируется спросом на различные материалы для создания функциональных деталей. Основным материалом, используемым в этих 3D-принтерах, является порошковый материал, который закрепляется с помощью селективного лазерного спекания.

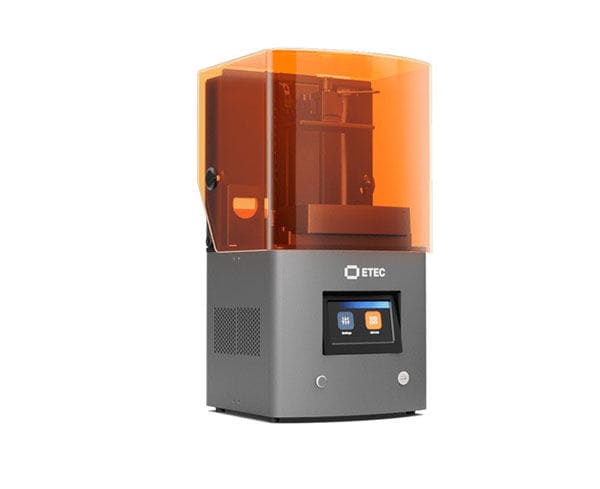
DLP3D принтер
Технология DLP 3D-печати быстрее, чем аналогичная SLA, поскольку каждый слой отверждается в виде листа. Технология DLP в основном использует DLP-проекцию для фокусировки всей поверхности лазера на поверхности 3D-печать материал.
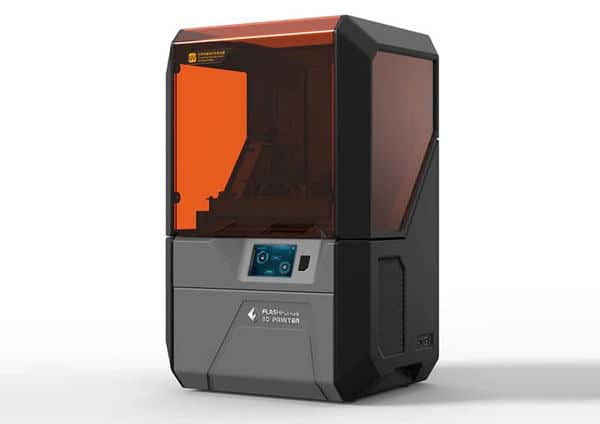
DLP 3D-принтеры имеют хорошую производительность в печати высокой четкости, обычно с небольшим цветным сенсорным экраном, оснащенным несколькими языками, четким интерфейсом дисплея, и поддерживают USB-кабель, Wi-Fi, проводное сетевое соединение и т.д. И прост в управлении.
Дизайн форм для крошечных предметов
Что включает в себя процесс проектирования пресс-формы?
a. Примите письмо с заданием.
b. Проанализируйте чертежи: Проанализируйте технические требования к изделию, основные контрольные размеры и требования к допускам.
c. Предварительно утвердите план пресс-формы: Подтвердите структуру пресс-формы, технические характеристики пресс-формы и количество полостей.
d. Проведите анализ стоимости пресс-формы и предоставьте коммерческое предложение.

e. Определите основную структуру формы.
f. Создайте схему пресс-формы.
g. Просмотр, выпуск и архивирование чертежей пресс-форм.
h. Разработайте процедуры обработки пресс-форм.
i. Подготовьте документы процесса (чертежи процесса, технологические карты) для каждого этапа.
j. Проверка, выпуск и архивирование технологических документов.
Выбор материала для литья под давлением на 3D-принтере
Материал для 3D-печати SLA из светоотверждаемой фоточувствительной смолы молочно-белого цвета демонстрирует приятную текстуру и достаточную прочность, хотя и относительно низкую. Маленькие и тонкие детали могут быть подвержены хрупким изломам, однако они легко поддаются полировке, пригодны для гальванических покрытий, а также имеют разнообразные варианты окраски и колеровки.

Фоточувствительная смола состоит из двух основных компонентов: фотоинициатора и смолы (состоящей из преполимера, разбавителя и небольшого количества добавок). Дозировка фотоинициатора и разбавителя существенно влияет на скорость отверждения и качество смолы. Оптимальные пропорции фотоинициатора и разбавителя не только повышают скорость отверждения, но и улучшают его качество. Поэтому выбор авторитетного производителя, специализирующегося на производстве зрелых и стабильных материалов для 3D-печати на основе фоточувствительных смол, имеет первостепенное значение.
Если говорить о характеристиках материалов для 3D-печати на основе фоточувствительных смол, то в продаже имеются импортные варианты, которые могут похвастаться высокой прочностью, прозрачностью, устойчивостью к высоким температурам, а также влаго- и водонепроницаемыми свойствами.

Кроме того, композитные керамические материалы для 3D-печати, такие как глинозем (AI2O3), диоксид циркония (ZRO2), гидроксиапатит (HAP) и трикальцийфосфат, обладают фарфороподобным блеском. Эти материалы, состоящие из керамического порошка высокого разрешения и светочувствительной смолы, предлагают альтернативные варианты для любителей 3D-печати.
FDM Fused Deposition Modeling Термопластичные материалы для 3D-печати
По сравнению с ним, следы поверхностного печатного слоя относительно более заметны и грубы. Тем не менее, такие свойства материала, как хорошая прочность, гибкость, высокая ударопрочность, устойчивость к растворителям и долговечность, делают его идеальным для точных функциональных испытаний, пресс-форм и готовых изделий. Материалы для 3D-печати, используемые в этой технологии, включают в себя материалы промышленного класса и расходные материалы для настольных 3D-принтеров.
SLS Селективное лазерное спекание Порошок Материалы для 3D-печати
Нейлон серии PA 3D-печать Материалы: износостойкие, высокая прочность и жесткость, хорошая химическая стойкость, превосходное долговременное стабильное поведение, высокая селективность и разрешение деталей, биосовместимые, соответствуют EN ISO 10993-1 и USP, соответствуют Директиве ЕС по пластмассам, одобрены для использования в контакте с пищевыми продуктами. Типичное применение этого материала - полностью функциональные пластиковые детали высочайшего качества. Однако их поверхность относительно шероховата.
Компания Yansir предлагает нейлоновый стекловолокнистый материал PA3200GF для форм глубокой вытяжки или любых других применений, где требуется особая жесткость, высокая температура теплового прогиба и низкий износ. Кроме того, мы предлагаем нейлоновые материалы с алюминиевым наполнителем, обычно используемые в металлических термонагруженных деталях. Для настольного лазерного спекания LS мы также предлагаем порошковый нейлоновый материал PA12 в качестве альтернативы.
Цифровая проекция изображений DLP Материалы для 3D-печати
Использование независимого управления пикселями, наслоение проекции маски позволяет получить высококачественный и высокоточный метод трехмерной обработки. Исключительная точность печати позволяет получить деликатную поверхность, не требующую полировки.
Однако при необходимости важно удалять, восстанавливать и полировать локальные точки опоры. Различные физические материалы доступны для выбора в различных отраслях промышленности, например 3D-печать из красного воска для анимационных кукол.

В настоящее время доступно множество DLP-принтеров настольного уровня, которые позволяют смешивать цветные материалы для 3D-печати по своему усмотрению. Тем не менее, точность печати этих устройств все еще невелика по сравнению с принтерами промышленного класса.
Пошаговое руководство по 3D-печати
Дизайнеры используют программное обеспечение для компьютерного моделирования, чтобы создавать трехмерные цифровые модели изделий, которые затем автоматически анализируются для процесса печати на основе модели. После завершения анализа пользователю достаточно нажать кнопку "печать", и 3D-принтер изготовит объект. Хотя принцип 3D-печати схож с традиционной печатью, используемое сырье отличается.
В традиционной печати используются чернила, в то время как для 3D-печати необходимы такие материалы, как пластмассы, металлы и т. д., которые могут быть в жидком, порошкообразном или нитевидном состоянии. В процессах 3D-печати также могут использоваться такие материалы, как керамика или песок, что позволяет рекомбинировать их после печати для придания оптимальных физических и химических свойств.
3D-дизайн
Процесс проектирования 3D-печати начинается с использования программного обеспечения для компьютерного моделирования для создания модели, после чего модель делится на сегментированные послойные секции, или срезы, которые служат руководством для принтера в процессе печати. Программное обеспечение для 3D-проектирования выступает в качестве основного источника данных для 3D-печати, создавая необходимые модели для процесса печати.
Среди распространенных программ для 3D-проектирования в быту можно назвать CAD, ZW3D, CAx и другие. Несмотря на то, что существует множество специализированных программ для 3D-печати, разработка более удобных, простых и практичных решений, предназначенных именно для 3D-печати, продолжается.
Slicin
3D-печать, как и технология лазерного формования, использует послойную обработку и накладное формование для получения твердой 3D-печати. Процесс печати каждого слоя делится на два этапа. Сначала принтер считывает информацию о поперечном сечении в файле и наносит слой специального клея на указанную область. Капельки клея очень малы, и их сложно распределить.
После этого наносится равномерный слой порошка. При контакте с клеем порошок быстро застывает и прилипает, оставляя не приклеенные участки свободными. Попеременно нанося слой клея и слой порошка, физическая модель "печатается" в форме. После печати рыхлый порошок можно легко удалить сметанием, а оставшийся порошок подлежит вторичной переработке.
Полная полиграфия
Разрешение 3D-принтеров в целом достаточно для большинства приложений, хотя на изогнутых поверхностях оно может быть менее точным, что приводит к появлению неровных краев на конечном изображении. Чтобы добиться более высокого разрешения, одна из стратегий заключается в том, чтобы сначала напечатать объекты немного большего размера с помощью существующих 3D-принтеров. Аккуратно отполировав поверхность, можно получить объект "высокого разрешения" с гладкой поверхностью.
Устранение распространенных проблем
В верхнем слое есть разрыв
Для экономии материалов большинство отпечатков имеют твердые края, заключенные в полую решетчатую структуру. Например, при коэффициенте заполнения 30% только 30% отпечатка состоит из твердого материала, а остальное - воздух. Несмотря на то, что внутренняя поверхность полая, задача состоит в том, чтобы сохранить иллюзию твердой внешней поверхности. Поэтому программное обеспечение для нарезки предлагает настройку для определения толщины верхнего и нижнего слоев. В основе этой проблемы лежат различные потенциальные причины, а также соответствующие решения:
a. Проблема: Недостаточная толщина верхнего слоя (недостаточное количество слоев).
Решение: Увеличьте толщину верхнего слоя (или увеличьте количество слоев) в программе для нарезки.
b. Выпуск: Низкий коэффициент заполнения.
Решение: Усильте коэффициент заполнения с помощью программного обеспечения для нарезки.
c. Проблема: Недостаточный объем экструзии.
Решение: Увеличение объема экструзии с помощью программного обеспечения для нарезки
Проблемы с разделением слоев и разрезами
Фундаментальный принцип работы 3D-принтеров FDM заключается в изготовлении объектов путем печати одного слоя за раз и последовательного их соединения для создания конечного объекта. Прочность изготовленного объекта в значительной степени зависит от обеспечения надежной адгезии между каждым слоем. Недостаточное сцепление может привести к разделению слоев и появлению дефектов.
Вот некоторые возможные причины этой проблемы и предлагаемые решения:
Причина: Чрезмерная высота слоя (толщина слоя)

Решение: Диаметр сопел, обычно используемых в большинстве 3D-принтеров, составляет от 0,3 до 0,5 мм. Рекомендуется устанавливать высоту слоя менее 20% диаметра сопла. Придерживаясь этого правила, каждый новый слой наносится на предыдущий с небольшим давлением, что способствует прочному соединению слоев.
Причина проблемы: Слишком низкая температура печати.
Рекомендации по решению: По сравнению с более низкой температурой печати, более высокая температура печати может обеспечить лучшее сцепление расходных материалов. Если вы уверены, что с высотой слоя проблем нет, подумайте о регулировке температуры печати. Я рекомендую увеличить ее на 10 градусов и наблюдать за эффектом печати до тех пор, пока вы не достигнете оптимального значения температуры.

Проблема откусывания нити
Закусывание нити происходит, когда колесо для выдавливания нити в экструдере зажимает нить, но не продвигает ее. На эту проблему указывает неподвижная нить, при этом колесо продолжает вращаться, что приводит к накоплению пластикового мусора вблизи экструдера. Ниже перечислены возможные причины этой проблемы и рекомендуемые решения:
Причина проблемы: Слишком низкая температура печати.
Рекомендации по решению: Попробуйте увеличить температуру печати на 5-10 градусов.
Причина проблемы: Слишком высокая скорость печати.

Решение: Если ситуация не улучшается после увеличения температуры печати, уменьшите скорость печати на 50%.
c.Причина проблемы: Засорилось сопло. Рекомендации по решению: Если два предыдущих решения не помогли решить проблему, высока вероятность того, что сопло засорилось.
Советы по приданию прочности небольшим объектам, изготовленным с помощью 3D-принтеров
Уменьшить охлаждение
Охлаждение играет решающую роль в 3D-печать процесс, поскольку он напрямую влияет на адгезию слоев после их застывания. Быстрое охлаждение может препятствовать адгезии, так как последующие слои могут не успевать сцепляться друг с другом. Важно отметить, что эффективность охлаждения зависит от типа используемого материала. Например, PLA демонстрирует оптимальные результаты в сочетании с мощным охлаждающим вентилятором. Поэтому рекомендуется регулировать скорость охлаждения в зависимости от конкретного материала.

Используйте мощные режимы заливки
Чтобы еще больше улучшить результаты 3D-печати, выберите подходящий рисунок заливки. Узоры заливки дополняют плотность заливки, служа внутренней несущей конструкцией для ваших 3D-отпечатков. Эти узоры не только повышают жесткость детали, но и помогают предотвратить деформацию стенок. Для получения прочной 3D-печати выбирайте плотный рисунок заполнения в диапазоне 30-50%.
Примеры из практики
Последние достижения в области технологии 3D-печати произвели революцию в аудиоиндустрии, позволив производителям использовать цифровую печать для изготовления индивидуальных ушных устройств для аудиологии, защиты от шума и потребительских слуховых аппаратов по удивительно низкой цене. За прошедшие годы производители 3D-печати представили биосовместимые материалы, безопасные для контакта с кожей, что позволило пользователям наладить собственное производство моделей ушей и берушей.
Наушники, изготовленные по индивидуальному заказу, обеспечивают неповторимое, индивидуальное восприятие звука, благодаря конструкции, которая плавно прилегает к ушам пользователя. Благодаря такой индивидуальной посадке наушники надежно фиксируются, предотвращая риск выскальзывания. Кроме того, она повышает комфорт и звукоизоляцию, обеспечивая непревзойденные впечатления от прослушивания.
Благодаря интеграции технологий печати, мобильного сканирования и машинного обучения можно эффективно решить проблемы, связанные с персонализированным производством. Этот прорыв позволяет клиентам без особых усилий изготавливать индивидуальные версии гарнитуры, значительно сокращая время производства с четырех дней до двух. Кроме того, это открывает возможность ускоренной доставки в тот же день, что революционизирует потребительский опыт.

В последние годы технология 3D-печати стремительно развивается, и на свет появилось множество примеров ее использования, среди которых особое место занимают 3D-печатные органы.
Возможность легко изготавливать новые органы уже давно является желанной целью ученых, специализирующихся на регенеративной медицине. Использование 3D-процессов для создания органоидов, пригодных для трансплантации, еще только зарождается, но уже приносит многообещающие результаты.
Ведущую роль в этом новаторском исследовании играет доктор Сэм Пашнех-Тала из Университета Шеффилда. В своих исследованиях доктор Пашнех-Тала использует технологию настольной стереолитографии (SLA) 3D-печати для изготовления тканеинженерных кровеносных сосудов различной геометрии.
Этот прорыв может открыть путь к созданию специфических сосудистых трансплантатов, улучшению хирургических процедур и созданию уникальной платформы для тестирования новых сосудистых медицинских устройств для эффективной борьбы с сердечно-сосудистыми заболеваниями - состоянием, которое в настоящее время характеризуется самым высоким уровнем смертности во всем мире.
Развитие 3D-печати оказало значительное влияние на производственный ландшафт, выйдя за рамки теоретических возможностей. Как 3D-печать В последние годы методологии стремительно развиваются, проникая в различные отрасли, и трансформационные возможности этой технологии становятся очевидными.
От науки и здравоохранения до сферы потребительских товаров, строительства и производства, люди все чаще сталкиваются с конечными продуктами, созданными с помощью 3D-печати. Траектория развития 3D-печати указывает на дальнейшее расширение ее влияния, позволяя более экономично изготавливать детали на заказ, сокращать время выполнения заказа и эксплуатационные расходы, а также расширять функциональные возможности, способствуя более тесной связи между потребителями и процессом производства продукции.

Заключение
По сути, 3D-принтеры могут воплотить в жизнь сложные геометрические формы и внутренние полости, которые невозможно создать другими методами, в результате чего получаются сложные формы, мелкие детали и полированные поверхности.
Кроме того, процесс формовки с помощью 3D-печати отличается высокой степенью автоматизации. Эта технология предлагает универсальный и экономически эффективный подход для мелкосерийного производства. Используя точность и адаптивность 3D-печати, производители могут быстро тестировать и совершенствовать свои конструкции пресс-форм, что в конечном итоге повышает качество продукции и сокращает время выхода на рынок.
В перспективе области применения технологии 3D-печати должны еще больше расшириться, благодаря более разнообразным материалам для печати и расширенным функциональным возможностям оборудования для печати. Ожидается, что этот прогресс окажет глубокое влияние на традиционные методы производства и жизнь людей, предвещая новую эру производственной революции.







