 Saltar para o conteúdo
Saltar para o conteúdo 

As pessoas associam frequentemente os moldes de fundição sob pressão e moldes de injeção mas a diferença entre os dois continua a ser muito grande.
A diferença básica entre molde de injeção e o molde de fundição injectada é que o material é diferente, um é plástico ou metal e o outro é uma liga.
Assim, o molde de fundição tem de suportar uma pressão e uma temperatura muito mais elevadas do que o molde de plástico, a estrutura do molde tem de ser reforçada, a forma de alimentação, o canal de fluxo e o design de arrefecimento são diferentes.
O Metal Moldagem por injeção é um processo de forma líquida que forma e sinteriza pó metálico para criar componentes de elevada resistência. Segue-se um processo de sinterização em que a peça é colocada num forno a uma temperatura próxima da temperatura de fusão do metal, permitindo que o pó metálico fino se sinterize, deixando um componente forte em forma de rede.
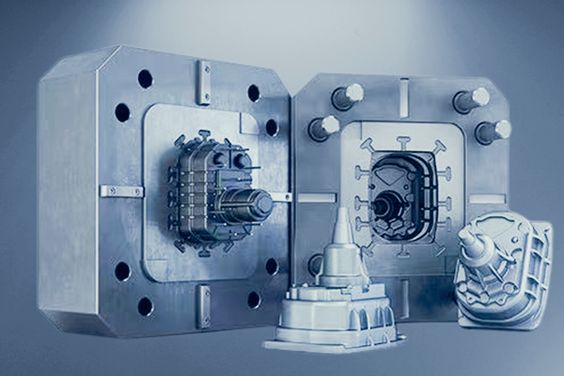
Moldagem por injeção vs Fundição injectada
Embora ambos precisem de utilizar moldes para fabricar produtos, o princípio de funcionamento não é muito diferente, a matéria-prima é diferente, os custos do material são diferentes, a utilização natural do molde também é diferente.
Quando se trata de fabrico de moldesPara fabricar uma peça, são normalmente utilizados vários métodos diferentes. A moldagem por injeção de plástico e a fundição sob pressão são dois dos métodos de fabrico mais populares, mas quais são as diferenças entre eles?
Nesta publicação do blogue, iremos discutir as principais diferenças entre a fundição injetada e a moldagem por injeção, bem como as suas vantagens e desvantagens.

O que é a fundição injectada?
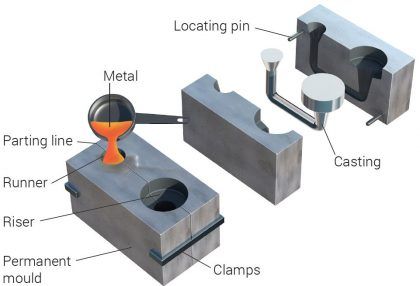
A fundição injectada é um processo de fundição de metal caracterizado pela utilização de uma cavidade de molde para aplicar uma pressão elevada ao metal fundido.
O molde é normalmente maquinado a partir de uma liga mais forte, um processo semelhante ao da moldagem por injeção de plástico.
A maioria das peças fundidas sob pressão são peças de metais não ferrosos, tais como zinco, cobre, alumínio, magnésio, chumbo, estanho, ligas de chumbo-estanho e respectivas ligas.
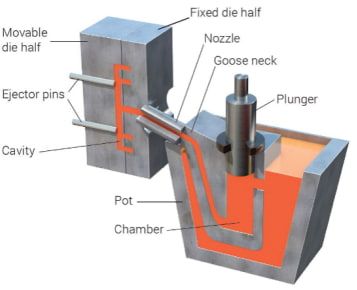
Dependendo do tipo de fundição injectada de alumínio, é utilizada uma máquina de fundição injectada com câmara fria ou uma máquina de fundição injectada com câmara quente.
Devido ao elevado custo do equipamento de fundição e dos moldes, o processo de fundição sob pressão é geralmente utilizado apenas para fabricar grandes quantidades de produtos a granel.
A fundição sob pressão é particularmente adequada para o fabrico de grandes quantidades de peças fundidas de pequena e média dimensão e é, por isso, um dos processos de fundição mais utilizados.
Em comparação com outras técnicas de fundição, a fundição sob pressão tem uma superfície mais plana e uma maior consistência dimensional.
Com base no processo tradicional de fundição injectada, foram criados vários processos melhorados, incluindo o processo de fundição injectada não porosa, que reduz os defeitos de fundição e elimina a porosidade.
O processo de injeção direta, utilizado principalmente para o processamento de zinco, reduz os resíduos e aumenta o rendimento.
Processo de fundição sob pressão
O processo tradicional de fundição sob pressão consiste em quatro etapas principais, que incluem
(1) Preparação do molde
(2) Apresentação
(3) Injeção
(4) Queda de areia
São a base de várias versões modificadas do processo de fundição injectada.
Durante o processo de preparação, a cavidade do molde é pulverizada com lubrificante, o que ajuda a controlar a temperatura de fusão do molde e também ajuda a libertar a peça fundida do molde.
O molde é então fechado e o metal fundido é injetado no molde a alta pressão, que varia entre cerca de 10 e 175 MPa. Os moldes têm de suportar pressões elevadas e temperaturas do metal fundido que podem desgastá-los rapidamente.
Uma vez preenchido o metal fundido, a pressão é mantida até à solidificação da peça fundida.
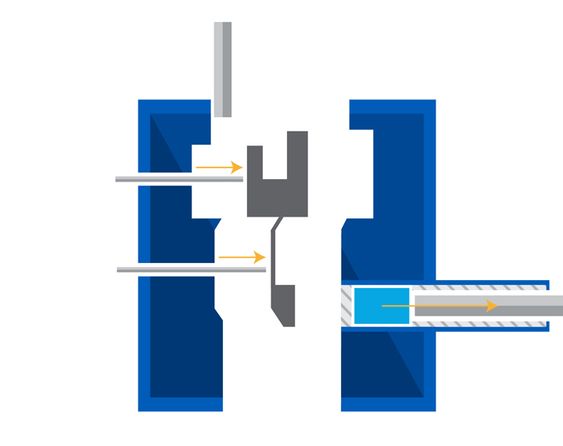
O empurrador empurra então todas as peças fundidas e, uma vez que pode haver mais do que uma cavidade num molde, pode ser produzida mais do que uma peça fundida por processo de fundição.
O processo de queda de areia exige então a separação dos resíduos, incluindo construtores de moldes, corrediças, portões e bordos de fuga.
Este processo de fabrico é normalmente realizado através da extrusão da peça fundida através de um molde especial.
Os moldes de fundição injetada e de moldagem por injeção são diferentes
(1) Pressão
A principal diferença entre a fundição injectada e a moldagem por injeção é que a pressão extrema do molde de fundição injectada é elevada, pelo que os requisitos para o modelo de molde são mais elevados e devem ser relativamente espessos para evitar a deformação.
(2) O portão
A porta do molde de fundição injectada é diferente da do molde de molde de injeçãoPor isso, a pressão elevada do cone de derivação deve ser utilizada para quebrar o fluxo de material.
(3) Tratamento de endurecimento
O núcleo do molde de fundição injetada não precisa de endurecer e extinguir, porque a temperatura no interior da cavidade do molde é relativamente elevada durante a fundição injetada, o que equivale a uma extinção, enquanto a molde de injeção necessita de tratamento de arrefecimento.
(4) Tratamento de cáries
Cavidade geral do molde de fundição injetada para tratamento de nitretação, para evitar que a cavidade da película pegajosa da liga.
A corrosão geral do molde de fundição injetada é relativamente grande, a superfície externa geralmente faz o tratamento azul.
(5) Tratamento da superfície exterior
A corrosão geral do molde de fundição injetada é relativamente grande, a superfície externa geralmente faz o tratamento azul.
(6) Sistema de escape
O molde de injeção baseia-se geralmente na cavilha ejectora, o tipo de separação pode ser exaurido, o molde de fundição deve abrir a ranhura de exaustão e o pacote de recolha de escórias.
(7) Requisitos de adaptação do tipo de rosto
O molde de fundição injectada com requisitos mais elevados para o tipo de face, deve ser a fluidez da liga do que o plástico muito melhor, a alta temperatura e o material de fluxo de alta pressão do tipo de face voar para fora dos dois será muito perigoso.
(8) Folga de encaixe da peça de distribuição ativa
Molde de fundição sob pressão e molde de injeçãoEm comparação com o molde de fundição sob pressão, o molde de fundição sob pressão com a distribuição ativa de partes complexas do intervalo deve ser maior, porque a alta temperatura do processo de fundição sob pressão causará expansão térmica se o intervalo for demasiado pequeno, o que fará com que o molde fique preso.

Materiais de fundição sob pressão vs. materiais de moldagem por injeção são diferentes
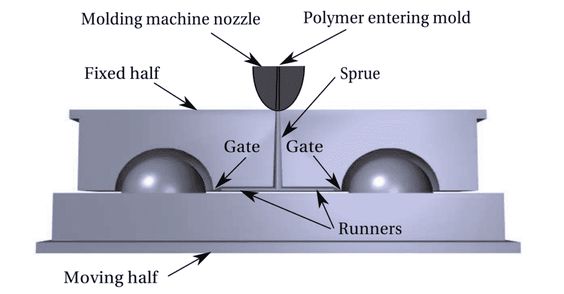
Moldagem por injeção é o processo de injeção de materiais poliméricos num molde de plástico através de um moldagem por injeção máquina para arrefecer o molde.
A moldagem é simplesmente um processo de aquecimento do material plástico de um estado sólido para um fluido macio e, em seguida, empurrar o plástico aquecido e amolecido para o molde, rodando o parafuso para arrefecer os moldes de plástico. O moldagem por injeção de plástico A temperatura de processamento é mais baixa. A velocidade é um pouco mais lenta.
Custom Moldagem por injeção é o principal método de fabrico da moldagem de termoplásticos. Os termoplásticos são feitos de resinas termoplásticas que podem ser repetidamente aquecidas para amolecer e arrefecidas para curar, um processo físico que é reversível.
A moldagem por fundição injetada é geralmente feita de zinco ou liga de alumínio e magnésio como matérias-primas e produz peças metálicas fundidas sob pressão A moldagem de chapas metálicas também é feita de chapas metálicas.
A moldagem por fundição injetada é o material metálico que passa pela máquina de fundição injetada para a moldagem por refrigeração do molde de fundição injetada, requisitos de moldagem do aquecimento em estado sólido para o estado líquido e, em seguida, para a moldagem por refrigeração do molde.
A câmara quente e a câmara fria de entrada são maiores do que o metal moldagem por injeção entrada. A temperatura do processo é elevada, a velocidade é rápida.

O controlo da temperatura do molde de fundição injectada é diferente do controlo da temperatura do molde de moldagem por injeção
Para Moldagem por injeção personalizadaA temperatura do molde é basicamente inferior a 180 ℃, e o requisito de controle de temperatura pode ser satisfeito usando o controlador de temperatura do molde do tipo transporte de água.
Na fundição injectada, a temperatura do líquido de fundição pode atingir mais de 600 graus, e a temperatura do molde pode atingir os 300 graus.
No processo de fundição sob pressão, a temperatura de fabrico do molde tem de ser mantida abaixo dos 300 graus.
É necessário configurar uma máquina especial de alta temperatura para moldes de fundição sob pressão, utilizando óleo condutor de calor como meio condutor de calor e arrefecimento indireto através de um refrigerador.






